Лидеры




Популярный контент
Показан контент с высокой репутацией 25.07.2018 во всех областях
-
И снова Америка немного столкнулись и ранение легкое. Запоминаем размерчики Ну и их токарь в санатории по поводу "зеленого змия" на трое суток , профилактику ему такову купили за 9кр то есть по 3кр. сутки . Сама профилактика такова , капельница , после нее 3часа отдыху , потом приходит крепкий санитар и полчаса "розги" по заднему месту ну и отдых 6часов, после которых процесс повторяется . Такова методика самая новая и говорят они после нее год-полтора на водку смотреть не могут . Раньше "фирма" его на сутки отправляла за 5к.р тройка капельниц и более не чего , но не действенен этот метод и хватало только дай бог на месяц. Шеф чуток добавил и попробуют новую , может и впрямь на год с лишним. Ладно ,отвлеклись и токаря нет и по сему пришлось мне на своем малыше диаметр чуть выше 50 и длина 95мм и это много для малыша , но справился . Ну и далее дело привычное и ... ТОКИ Присадка сталь Ал - 4043 Селко прислали и зовут на выставку в Германию , съездить что ли,,, а нет у меня и загранпаспорт то нет и еврики тоже дефецит и октябрь и будет в Сокольниках и думаю соберемся опять компанией.
 15 баллов
15 баллов -
Вчера в инете увидел интересную штуковину,сегодня решил повторить.Удобно прогонять ржавую резьбу,лерка от ржавчины портится а напильника не так жалко,притом их у меня много.Прогонять резьбу можно разнокалиберную и разношаговую,вообщем универсальная приспособа .И главное ничего специально для изготовления приобретать не надо,всё делается из отходов и обрезков уголка.Под болтом лежит кусочек пластика от канистры из под масла.
14 баллов
-
А я строю вольер для собаки. Размер 4,6х2,6. Профтруба 60х60 Настил планирую из доски 50х150 Решетку советуют из вертикальных труб 15х15 или 20х20
7 баллов
-
Ну я же паяю и без всяких проблем. А Ошибка Ваша в том что Вы не нагрели деталь. Припой должен плавиться не в пламени горелки о о наргретую поверхность детали. Проверить готова ли деталь или нет по внешнему виду поверхности. Нагретое место до нормы как бы искриться начинает это один способ.Второй начали греть деталь(естественно если пайка фланца к трубе то греем факелом фланец и как бы краем пламени трубу потом резко убираем горелку и тыкаем припоем в деталь если начала плавиться то догреваем деталь и в это время подаем припой стараясь припой не совать в пламя горелки.. Припой должен плавиться о поверхность детали но и не перегреть деталь. Как то так. А обезжиривать -да тут нужно(я об этом говорил) лучше чем для сварки. Возьмите обычный Р12 (в зеленых бутылках и зеленая наклейка) только не с красной наклейкой и работайте спокойно. Я не однократно писал что Р12 это очень хороший растворитель для органики( жир грязь и прочее) И перед пайкой обычной (только чистой металлической щеткой) почистите поверхностью Только чистить поверхность нужно вдоль трубки не поперек что бы микроцарапины были вдоль трубы. И труба должна входить в трубу плотно с небольшим зазором между стенками! Но в торце труба должна быть как и внутренняя честь второй трубы по 45 градусов. И плотно прилегать друг к другу.Иначе весь припой потечет в трубу.192 кастолин очень текуч! @Aleksinoka, Ridgid 605 для трубы от 10мм до 16 мм. На счет меди неотожженной не знаю я с ней не работаю. Кондиционерную трубу медную гнет без проблем6 баллов
-
Каким-то образом через отремонтированные велорамы меня нашли дизайнеры фасадов и попросили сделать пару велопарковок для сети кофеен.
4 балла
-
Завтра посмотрю как модель называется если видно на шильдике и фотки сделаю. Бытовой какой то из СССР продавались раньше в хоз. магах . Он меньше вроде чем школьник .
4 балла
-
Два кобеля и по сему купание на поводках иначе с старший с медвежьей мордой порвет маленького . Но и поводки не спасли и пришлось спасать маленького вцепился мертвой схваткой в заднюю ногу , но все хорошо растащили .
4 балла
-
Ударная вязкость (заявленная) у уонии 128 Дж/см2 и у LB-шки 130.А вот по коэффициенту удлинения уонии действительно несколько проигрывают LB-шке -- 22% против 33%. То есть LB-шка дальше может тянуться пока порвётся. По прочности практически одинаковые. Но есть немаловажное но -- стабильное японское качество против непонятно кем произведённых электродов с совершенно непонятными характеристиками. То есть чтобы догнать элбэшку мы должны купить какие-то супер сертифицированные оунии у какого-то стабильного производителя типа Есаб, то есть цена будет как у элбэшки, и зачем тогда эти метания?3 балла
-
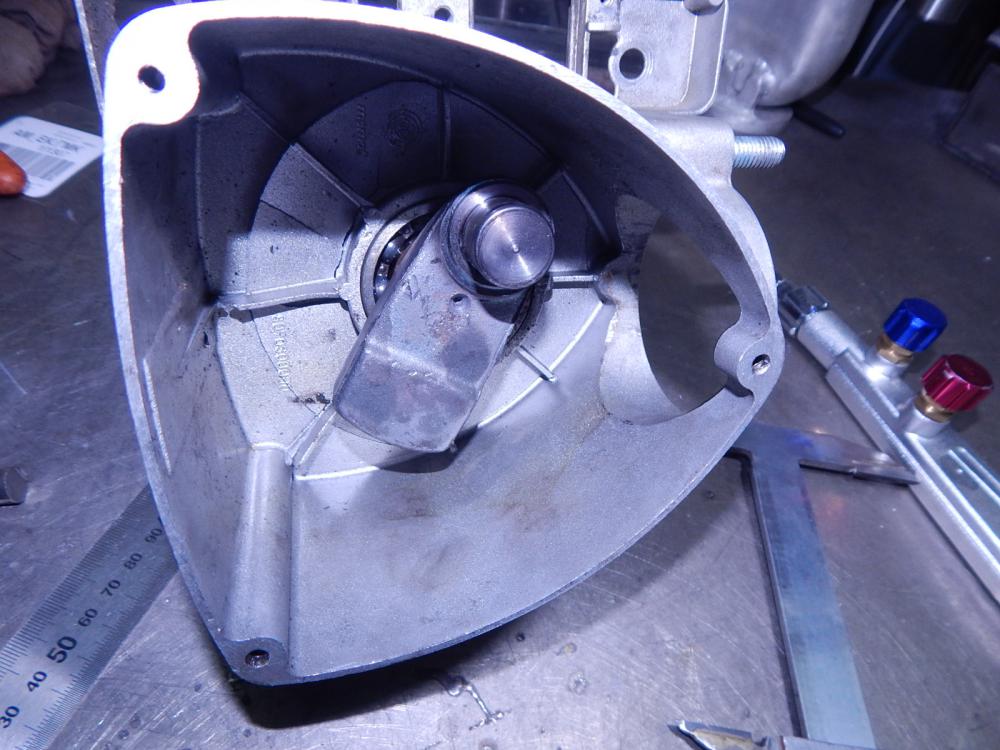
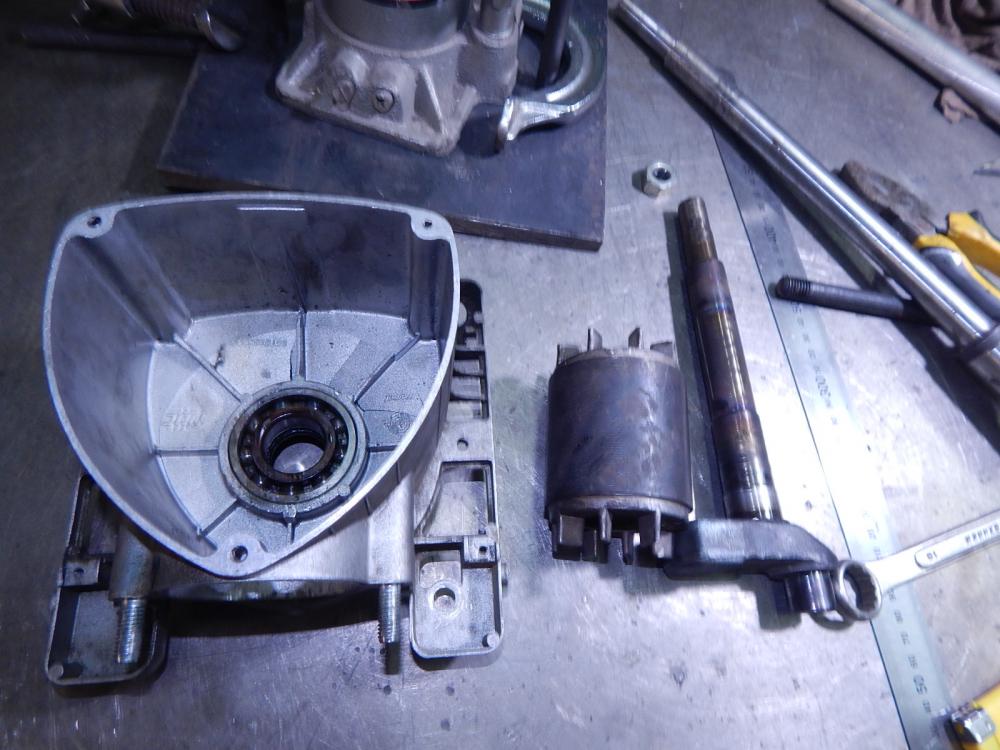
К спецтехнике это мало имеет отношения,но воткнуть это в какой-то тематический раздел не представляется возможным. Воздушный компрессор.Надо было заменить подшипник и сальник.Как разобрать?Доразбирались,что гнездо подшипника вырвали из корпуса,а разбирается деталь действительно непросто:надо снять ротор,а потом уже добираться до подшипника .Без гидравлического съемника не обойтись.Усилие 3-4 тонны.
3 балла
-
3 балла
-
Могу предположить, что трубки не были достаточно нагреты.Могу предложить потренироваться на кошках - на плоской пластине, разогревая её со стороны, противоположной нанесению припоя и наблюдая, как себя припой поведёт. При этом, по возможности, было б неплохо отслеживать температуру люминиевого листика.3 балла
-
так оно и есть. Одно дело разное варить в частном порядке. А совсем другое дело варить на производстве. В лучшем случае нужно две программы. А то один раз ручки крутанули, так и работает всю жизнь аппарат. Новый сварщик приходит, ему говорят, чтобы ни чего не крутил. Хотя бывает, так накрутят, что пароли насоздают, заблокируют и т.п., что замучаешься объяснять как сбросить или восстановить. А управление на горелке просто зло, т.к в процессе тебе не до этого и будет только мешаться. И все же когда меняешь параметры то видишь что и как, а тут все в слепую. Но при этом ручка должна быть легкой и удобной. Ни экран ни кнопки особо расположить не куда. И если работаешь в толстых перчатках, то точно не до кнопочек. В целом хотелки, которыми не когда пользоваться.3 балла
-
Поздравьте! Сегодня заварил первый стояк! Не в мастерской, а у людей в туалете! Там старая операционка потекла по шву. Сложность была в том, что из образовавшейся поры валил дико пар и выдувал металл. Ну, после прогрева я подобрался к ней снизу потихонечку и закидал. Первый раз включил стояк - мокрило рядом с моей блямбой. Со второго раза сделал насухо. Не до фоток было! Дал людям свой телефон, говорю, потечёт - звоните в любое время, только в аварийку не звоните! Не портите мне репутацию! А то главный инженер итак опасается мне заявки давать. Боится, не справлюсь ещё.3 балла
-
Изготовил небольшую партию массажных столов для SPA-салона. Профильная труба 30х30х2 мм. Ножки регулируемые, подголовники регулируются в четырех положениях. Покрытие - порошково-полимерное, черный глянец. Мягкие части - кожзам хорошего качества, наполнение - изолон 30 мм. Основа - фанера 21 мм. Исполнение - ближе к бюджетному, поэтому чехлы просто "в обтяжку", не прошитые. Прошили только отверстие под лицо, чтоб складок не было.
3 балла
-
Ну вот появилась лиса. Сначала был виден только контур (квадрат 10 мм) Потом туловище Далее оказалось ,что выпал ...Джокер Шутка. В общем лапы изготовлены, (прут 10мм)жена сказала,что лиса получается как в сапогах. Прилется еще прикинуть, что изменить. Работа продолжается.
2 балла
-
@Ozonot,мне кажется,что вы обозначили аппараты,которыми не работают форумчане,на слуху только гроверс.В основном кроме него приобретают сварог,аврору,форсаж,про неон вроде где то мелькало.Из выбранных вами моделей лично я отдал бы предпочтение гроверсу,может там и не хватает чего,но всегда можно узнать какие то нюансы,фирма дружелюбна к пользователям,за остальных не знаю.Тем более если новичек и есть шанс остаться наедине с покупкой без нормальной техподдержки.Я не работаю на п/а,поэтому что то конкретное рекомендовать не могу,просто высказал свое видение и если бы передо мной встал выбор п/а,то не задумываясь приобрел бы гроверс,знакомые работают ими,но на старших моделях и без синергетики,отзывы положительные.Выбирать все равно вам,можете прислушаться к совету,можете пройти мимо.2 балла
-
@Василий 24, Тема наплавки и расточки постели в блоке Вами не раскрыта. Давайте больше фото и описания процесса. Тема интересная. Ну да! Больше горелок, хороших и разных!2 балла
-
2 балла
-
УОНИИ-это УОНИИИ, МТГ-это МТГ, АНО-это АНО ит.д. Это все разные марки. А качество определяется мех характиристиками и хим составом наплавленного металла. в частности содержанием серы и фосфора. А еще качеством защиты сварочной ванны от окисления окружающим воздухом, По данным исследований ЭЛБЭХИ далеко позади МТГ и УОНЬ. Удобство сварщика критерием не считаю. А ещё при прокаливании на 350-400 градусов УОНИИ восстанавливают обмазку от мелких поперечных трещин, которые могут образоваться при транспортировке. почитайте доклад о котором я упоминал. Вы сильно удивитесь. Я не умею делатьс ссылкки, тем более ссылка есть где то на форуме. Если не сумеете найти могу скинуть в личку. Вообще его нужно в библиотеку форума положить. Нужно у администраторов спросить разрешения.2 балла
-
Немного похоже но не они. http://foiro.by/content/board/2244_59c7cb9f807b3.jpg2 балла
-
@pavel83, Я когда работал в предпоследней кантора,и она находилась в стадии агонии то начальник собрал нас и сказал-давайте откажемся от зарплаты за этот месяц и средства пустим на горючее и запчасти и тем самым заработаем себе и зарплату и премии.В итоге отказались в принудительно добровольном порядке но кантора подохла в следующем месяце.И пошли мы ветром гонимые кто куда с шишем в кармане.Нынешняя ситуация в стране мне напоминает ту кантору.2 балла
-
@alexofarada, http://websvarka.ru/talk/topic/9298-porzhat-4/page-101?p=340799&do=findComment&comment=340799
2 балла
-
Это такая форма социального иждевенчества?2 балла
-
@Yasnitskiy, вы хоть немного ясности внесите - какое количество изделий планируете производить в день? Заготовки сами будете делать или только сварка на вас? Вы хотите автоматизировать процесс или нанять сварщиков? Дайте вводные данные в числах.2 балла
-
Боюсь, что не в токе дело. "Эксперимент" вообще странный. Неизвестно, что варили и зачем. Наконец, ЛБ специально разрабатывали еще для трубопроводов СССРа, а Газпром и ПрочаяНефть закупали их десятками тысяч тонн (забыли вот экспериментаторов спросить, чем они хуже УОНИ), они еще и дороже, чем УОНИ, минимум в 5-6 раз.2 балла
-
Ну, руки не дрожали, но было "ответственно"! Хорошо, сантехник показал, где открыть/закрыть стояк. Думаю, надо взять за правило перекрывать стояк вместе с сантехником, чтобы знать чё-как. Потом и одному запустить можно. И главное - не вестить на просьбы перекрыть самому без него! А то есть у нас такие "занятые".2 балла
-
@BAN, Не, нас учили так . Плита например после шлифовки , на нее краску и другую плиту идеальную и она только для этого и нужна ну и несколько круговых движений и снимаем идеальную и смотрим отпечаток ну и шабер в руки и работаем день - другой а может и неделю . Снова краска и процесс повторяем и в конечном счете у кого больше идеальных точек однородных и желательно в некий порядок выстроенных то и получал высшую оценку. http://pereosnastka.ru/articles/priemy-shabreniya2 балла
-
последнее фото понял так: плоскость выводил болгаркой2 балла
-
Всегда по центру. Можно вставить карандаш и размечать доски, можно сделать шире, метр-два... https://www.youtube.com/watch?v=ILDT5vlLf0c2 балла
-
Соглашусь на счёт "денег" во всей горной техники нормальной, стрела 09г2с или аналог. Варить можно и кони 13/55 надлежащего качества (это ещё определить надо), если есть полуавтомат то проблем по сварке не будет в корне. Самая проблема это подготовка, нет сторожки угольной при толщине больше 20 мм, уши может выйти сумасшедшую цифру... А так строгач пили, нагрев не меньше 120 градусов и ПРЯМОРУКАЯ сварка - "жить будет"2 балла
-
Вот и выходит, что при сварке спецтехники LB 52U рулит. Поэтому и пришли к такому выводу, а УОНИИ можно подмочить себе репутацию!1 балл
-
Сталь разная бывает , тем паче нерж и примерные параметры особо нерж то есть главное ее толщину. Если слишком тонкое будете варить то лучше добавить денег и прикупить нечто посерьезнее. На нерж да и на простую сталь нужно чтобы был пред и особо пост газ , подъем и спад тока .1 балл
-
@Дмитрий Мищенко, КЗ на кнопке исключили? Фишку на которой провода на кнопку идут откручивали, все равно трещит?1 балл
-
@Yasnitskiy, ну на такое количество изделий в день, вам нужен не один аппарат для роботизированной сварки тройников. Они из себя представляют - вращающийся патрон, куда зажимается тройник и рука-манипулятор. Но вот проблема в том, что этот робот только обваривает, а собирается тройник на прихватки как правило вручную. Наверняка есть автоматические линии, где все операции делает робот, но я таких не видел и даже не представляю как они устроены. Под заготовки в таком количестве однозначно потребуется токарный с ЧПУ. Собирать и обваривать тройники вручную - это не реально на 4 человека. 500 шт в день на человека - не реально, максимум думаю - 300.1 балл
-
@keria, вот насчёт соотношения цены и качества не спорю, но чтобы по качеству уонии соответствовали лб 52, это вопрос спорный. Единственная марка Уони которые как по мне не хуже чем Лб, были если не ошибаюсь марки Мтг, в пластиковой таре.1 балл
-
@Дед мазай, Новый побор. https://www.znak.com/2018-07-25/v_kvitanciyah_za_zhkh_mozhet_poyavitsya_strochka_ob_antiterroristicheskoy_zachite1 балл
-
У них расходы другие,пинджак фельдиперсовый купить надо-надо,авто престижное-как без него.Они же не будут как в европах на велике в парламент гонять.Ну и так по'' мелочи ''-дом в париже,дачу на мальдивах и т.д .и т.п.1 балл
-
@copich, ну а мне как раз наоборот, нужно что бы получилось с первого раза, угадать сложно оптимальные параметры. Вот и получается, шабаю потребно больше, чем производству, парадокс!1 балл
-
Придет Техсвар и все разложит по полочкам.1 балл
-
@selco, ДЛя Вас, как и для большинства сварщиков, современный сварочный аппарат - чёрный ящик, выдающий ток нужых параметров и позволяющий настроить эти параметры. И что толку в выкладывании схемы тут?1 балл
-
@copich, кстати парни из Евоспарк мне так же говорят, 80% фишек аппарата в работе на производствах не используют. Зато как дело до закупки доходит, нужно что бы был дешевле в 2 раза, но нафаршированей в 3, чем Фрониус и EWM вместе взятые. Например цифровую горелку они за все время продаж, только третью продают, никому не нужен контроль в руке, это жесть!!!!1 балл
-
@Kondor416, может, канал по диаметру под эту проволоку не подходит, меньше надо, или больше.1 балл
-
Я думаю, что цена - качество, пока нет альтернативы. Насчет дабл пульса, то сомнительное удовольствие. Это под видовые швы и надо серийное изделие делать, т.к. сходу режимы не подобрать и скорость сварки на 40% падает, есил не на все 50%. Поэтому в частных случаях такое не актуально. Конечно иметь как опцию полезно. Это я не оспариваю. Так же у китайских "аналогов", не во всех диапазонах отлажены программы. И не во всех предложенных вариантах 4-х роликовый подающий. Тут в ТИГ реализован, ТИГ ЛИФТ, что позволяет хоть и без HF поджога, но так же не испортить электрод, оставляя его все так же иглой при поджоге и дальнейшей сварки. Ну и есть функция - ФОРСАЖ ДУГИ, это реализовано и для МИГ\МАГ. Т.е. как у многих не появляется не сваренного вначале шва. Многие на это жалуются, что вначале особенно на толстом проблема в "насерании" первого момента пока метал не прогреется. Тут это программным путем можно выбрать и запомнить в память источника. НУ И НЕ ЗАБЫВАЕМ ПРО КОМПЛЕКТАЦИЮ!!!! Тут даже редуктор под газ в комплекте идет, а так же горелка и канал под алюминий и расходка как под алюминий так и под нерж\чернягу. Кажется ни чего не забыл.1 балл
-
Посидел, покурил, и решил починить.
1 балл
-
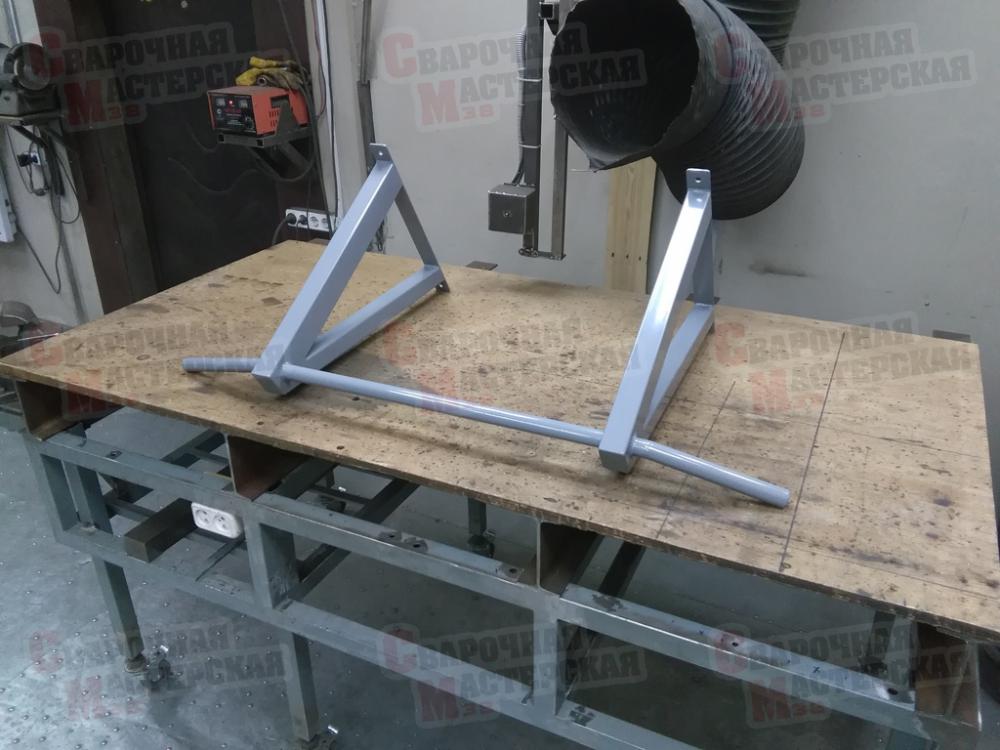
Мощный настенный турник из трубы 60х40 и 40х40, вылет 50 см.
1 балл
-
Ничего там строгать не нужно. Все разделывается 125 болгаркой, предварительно выбив палец и отвести на 10 см. одну часть от другой. Сверху толщина 10 мм. максимум, сбоку-10 мм. накладка заводская плюс 10 мм.стрела. По поводу подогрева согласен, а вот УОНИИ варить бы не стал. У УОНИИ получается жесткий шов. Если сравнивать с LB 52u, то по характеристикам они похожи, но у LB мягче шов. (вывод сделан при обработке шва борфрезой). Советую обратить внимание на вот эти круги. . Классная вещь. Правда под них нужна болгарка серии inox c мощностью 1500-1700 вт
1 балл
-
Совет первый: с настороженностью отнеситесь, если похожую работу Вы никогда не делали; второй совет: никогда слово "деньги" не ставьте на первое место. Теперь по сути: работа может выполняться даже в открытом поле при наличии хорошей погоды. Разделка насквозь, V-образная разделка, сварка многопроходными швами электродами диаметром 2.6 типа Lb 52u или 53.70, облицовка не размазывая диаметром 3.2 в 3 валика. Если ставить латку, то только сверху. Думаю за 4 часа можно справиться.1 балл
-
@Nemiroff, это аналог 92.60, т.е. для высокопрочных чугунов. Зажигаются плохо, любят очень короткую дугу, липучие, брызги горят при соприкосновении с древесиной. В вашем случае, если ни чего другого нет и первый раз варите чугун, то нагрейте коллектор до 400гр., предварительно раскрыв кромки, конечно (как? смотрите брошюру Эсаб), и варите этими электродами без проковки и перерыва. Ток пониженный, трещину поймать и засверлить как можно тщательнее. После сварки завернуть в мин. вату, песок не применять.1 балл
-
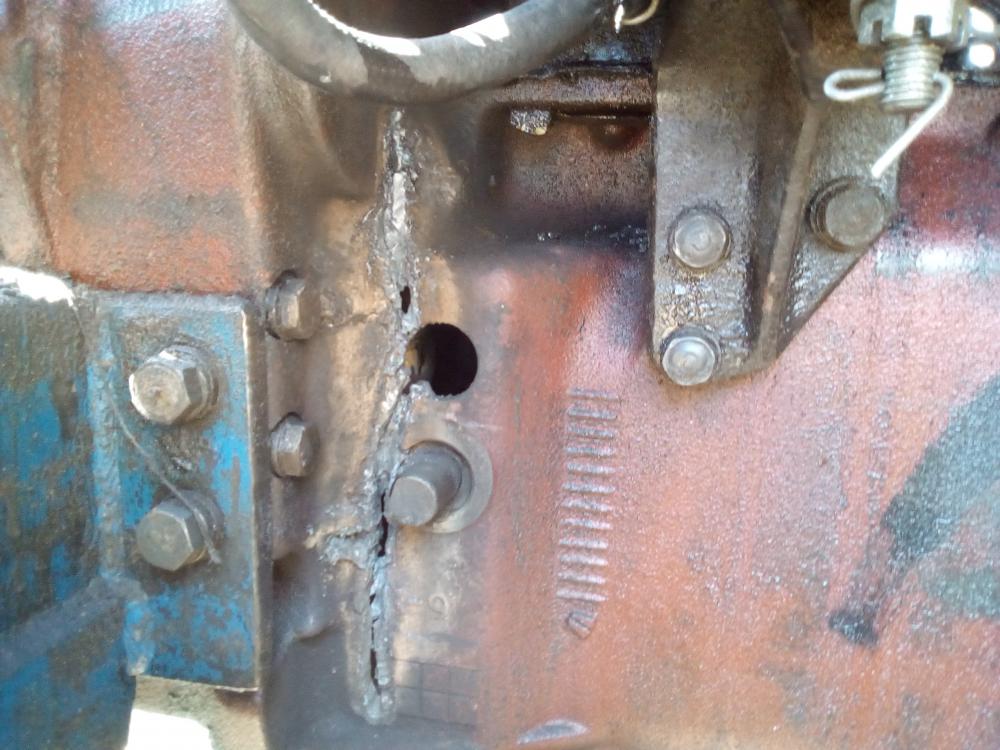
Фронтальный погрузчик Белорусь, лопнула промежуточная опора, ее пытались варить МР-3 с обмоткой медным проводом, я спрашивал хозяина трактора почему бы не купить хотя бы цч-4 которые продаются в магазинах запчастей поштучно, сказал что дорого, и раньше и так прокатывало. После 3 попытки починить вспомнили обомне. Сфоткать их сварку не смог, они стояли над душой, пока не начал варить на холодную, через пол часа разошлись.
1 балл
-
@alexofarada, такая работа опасна тем, что там нет требований к эстетике, все кроится как попало, подгонка - как получится и т.п. И к этому люди привыкают. Ко мне несколько раз приходили работать сварщики после отопления и коммуналки и у всех были проблемы с новыми требованиями. Ну к примеру даю сварить раму из профиля, стык под 45 градусов. Смотрю - как попало нарезано, с одной стороны зазор 5 мм с другой его вообще нет естественно, да ниче заварится типа. Начинаю спрашивать - диагональ промерял или нет, говорит что промерял. Начинаю мерить, а она на 5-8 мм не бьется, начинаю спрашивать почему так, оказывается думал, что это не критично. Метрах на трех это может и не критично, а когда на метре такой разлет - это много. С линейными размерами та же беда - мелом чиркнул, по середине болгаркой бахнул на глаз - готово. При всем при этом жалко людей, переучиваться им очень трудно бывает, а зачастую швы - загляденье в любом положении. А, еще есть беда - пофигизм. Подваривает что-то, искры - во все стороны на уже крашеные элементы, при том рядом кусок оцинковки лежит для этих целей1 балл