Лидеры




Популярный контент
Показан контент с высокой репутацией 24.07.2018 в Сообщения
-
Здравия желаю, товарищи специалисты и прочие граждане, имеющие сварочный аппарат! Притащили мне инвалида с фронта борьбы за здоровый антифриз: Далее всё понятно без комментариев :
 7 баллов
7 баллов -
Собрал и обварил заготовки под сенд-траки."крутим-вертим" регулировки и получается минимальная зона очистки. На будущее, иногда и полировку надо делать изделию.
6 баллов
-
@Георгий 11, много факторов помимо баланса влияют на состояние конца электрода. Например : несколько дней варю тавровые стыки 12мм АМГ, 4-ка вольфрам и шар на конце при токе 360-370А. Но стоит поменять толщину, например начать варить 16мм, не трогая ток, то уже металлу недостаточно тепла и оно отражается, при этом расщепляя розочкой электрод. Ну и непременно баланс, изменив крутилку на пол градуса, будет уже другой результат. Можно гоняться за оптималом целый день, так и не попав в нужное значение. Вот мучился недавно, толщина 18 мм, полуавтоматом не получалось, грязно очень и при косяке стачивать много. 400А наболтал, электрод 4-ка (розочкой сходу заворачивает), ванну колышет, пруток не подсунуть толком, мало тепла, в итоге матовый холодный шов. И понял я, тут уже 5, а лучше 6мм вольфрам, самое то. И шарик будет и пятно разогревающее большое, прогреваться станет металл и ванну колыхать перестанет.5 баллов
-
@Виталий С 31,целюлознные электроды не допускаются для сварки трубопроводов ,которые прокладывают в сложных грунтах.Так что не везде из можно применять. @BAN, аппарат который потребляет уони на ура, с лб справится на раз.4 балла
-
4 балла
-
Профиль в вк: https://vk.com/darth_welder4 балла
-
Поздравьте! Сегодня заварил первый стояк! Не в мастерской, а у людей в туалете! Там старая операционка потекла по шву. Сложность была в том, что из образовавшейся поры валил дико пар и выдувал металл. Ну, после прогрева я подобрался к ней снизу потихонечку и закидал. Первый раз включил стояк - мокрило рядом с моей блямбой. Со второго раза сделал насухо. Не до фоток было! Дал людям свой телефон, говорю, потечёт - звоните в любое время, только в аварийку не звоните! Не портите мне репутацию! А то главный инженер итак опасается мне заявки давать. Боится, не справлюсь ещё.3 балла
-
Не большая, но есть. Если поменять местами подвод- нагрев токовой жилы передаётся на голову горелки.Есть другой вариант- схема подключения такая же , не качественная ОЖ или использование водопроводной воды, постепенно разрушает токовую жилу, а проходное сечение канала "головы" достаточно мало, и при неопределённом сроке горелка становится неохлаждаемой, последствия понятны.3 балла
-
Еще два подвезли
3 балла
-
@keria,на счет мгт соглашусь,действительно огонь,но на лб тока можно поменьше выставлять.Ну насчет того ,что лб в помойку это вы уже явно харчами перебираете.3 балла
-
Дон Сварлеоне ...Ты просишь заварить тебе батарею. Но ты просишь об этом без уважения...(natashin, Пикабу)
3 балла
-
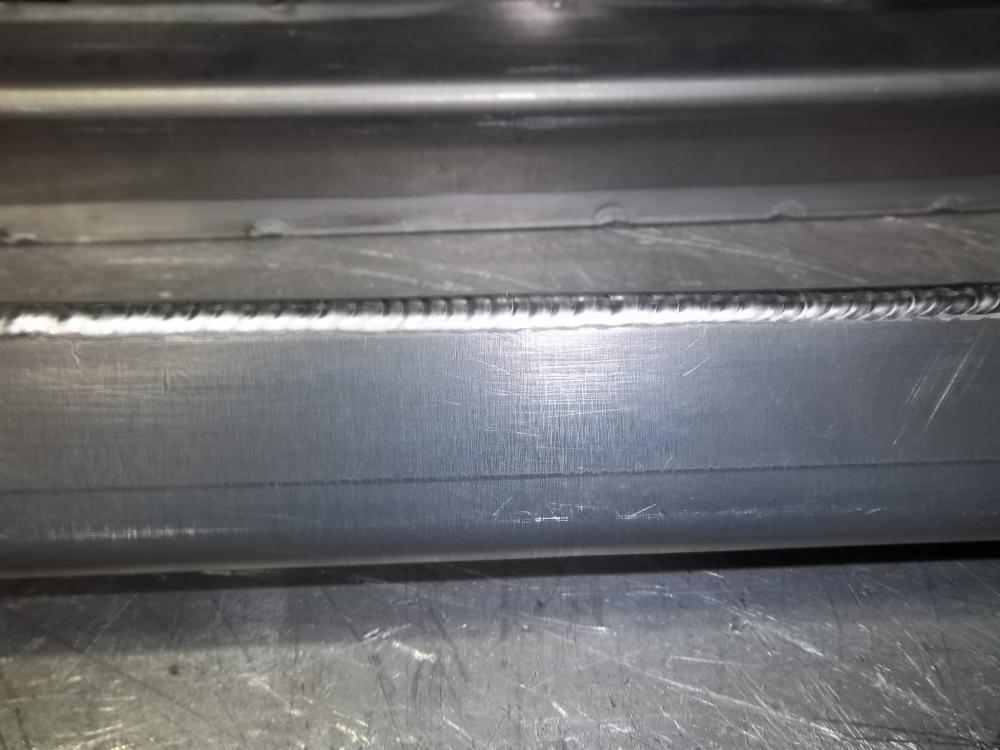
- Давай нормально сделаем.- Не, машину на продажу выставили, не надо. Я свою работу по резьбовым соединениям сделал. Крепления заливной горловины, датчик указателя топлива и подводящие магистрали топлива восстановлены.
3 балла
-
против не выступают. Рынок диктует свои правила. Что до кетая, то это они пытаются воткнуть, лишь бы покупали. А европейские производители делают под спрос. Из опыта могу сказать, что имея у себя на производстве различное оборудование, используют его в 10% как положено. А остальным даже импульса не нужно. Еще есть те кто на чистом СО2 работают, т.к. и это для них является бредом (использование смеси). Поэтому если у Гроверс есть двойной пульс, это хорошо. Хелви скорее не будут это делать в столь малую модель. Почему? Я выше написал, т.к. импульс снижает производительность и второе, это не сложность настройки, а именно его надо настроить и импульс надо механизировать в движении. В противном случае сварить как на видео 10-20 см шва, это одно. Но таких видовых швов нет на практике. Там где видовое, то это сложной формы и не менее 500мм. Мой коллега ездил на завод где источники Дайхен работают. Но они там не настроены как надо и кучу брызг валят. Сварщикам так нравится. Все сказано согласно личным наблюдениям и общению со сварщиками. Сколько их тут? Сколько их в целом? Вот и ответ. Ну а личное мнение. Двойной импульс хорошо иметь в арсенале, не спорю. Может кетай подтолкнет и европейских производителей. А может значительно глубже проблемы, о которых мы не видим. Но в ТР220 двойного импульса пока нет. Двойной импульс и более есть на старших моделях, как @selco, сказал. @Hlorofos, поэтому тут не упираются и не спорят (я про себя). А только факты и наблюдения. Если бы все так выбирали оборудование как тут на сайте, то рынок был бы совершенно другим. И в магазинах не было бы полной шняги, а можно было бы из предложений выбрать себе под задачи. А то что используют в сервисах (автосервисах) ... словами не описать. И последнее: не забываем про гарантию. Хелви дает 2 года ПОЛНОЙ гарантии. А не как у некоторых "гарантия". И для некоторых заводов гарантия предлагается три года (где не один источник Хелви работает)2 балла
-
@Hlorofos, подтверждаю твои слова. Лишь один раз воспользовался двойным на тренировочном вертикале и уже понимаю - это супер! Навыков не требуется, просто веди в такт и всё.2 балла
-
Ну, руки не дрожали, но было "ответственно"! Хорошо, сантехник показал, где открыть/закрыть стояк. Думаю, надо взять за правило перекрывать стояк вместе с сантехником, чтобы знать чё-как. Потом и одному запустить можно. И главное - не вестить на просьбы перекрыть самому без него! А то есть у нас такие "занятые".2 балла
-
@Kondor416, может, канал по диаметру под эту проволоку не подходит, меньше надо, или больше.2 балла
-
Заметил, против двойного пульса выступают те, кто его не имеет в своём оборудовании, или не умеет в нем работать, тупо не могут настроить. Никого конкретно не имею ввиду, скорее больше таких высказываний слышу вне форума. Программы типа «холодных процессов», «проникающая дуга, с глубоким проплавлением», тоже мало кому пригодились. Так может зря это все?2 балла
-
Да нет и я знаю это просто и надо изучать шлифовочное ддело . Вот эти направляющие возил с технологом раз пять в тогда еще Ленинград и сперва они были длиной по 1000мм , потом их укоротили до 750мм и как следствие количество увеличилось их , но и это было не идеал и уще укоротили до 500мм . Почему в Питер да потому что только там был супер шлифовальный который шлифовал до 7000мм в длину , то есть направляющие выставляли друг за другом в ряд то есть как они должны стоять на станке нумеровали и шлифовка. Поводки , краем уха слышал что в какой то степени виновен электромагнит что держит детали ну и круг тоже свое дело делает сдирая хоть небольшой но слой и что то в металле перестраивается. Кстати с этим боролись опытные подкладывали под концы фольгу или под середину и это им лучше знать , да и были станки с компенсацией как износа круга так и учитывали поводки. С охлаждением уче в порядке было и там рекой эмульсия идет. Это так кажется , а вообще нас еще в училище после притирки проверочный плиты учили шабровке и чем мельче точки после нее тем лучше . На станках , доводят точность ее и не один станок на это не способен и только человек с шабером в руках , да и psi прав на счет ям и вершин и они должны быть для удержания смазки и станок будет жить дольше. http://met-all.org/obrabotka/prochie/shabrenie-metalla-vidy-instrumenty.html P.S. Что касается японцев и сварочного с шабровкой , ну не знаю зачем она на сварочном но им виднее а мы только гадать можем.2 балла
-
Сварщик с вахты вернулся?2 балла
-
Суть шабровки не в получении ровной плоскости. А с одинаковой высотой вершин и присутствие ям.2 балла
-
и не лень было стирать? ЛБ раскрашено со всех сторон Ничего это не признак, не надо обольщаться. Все давно уже оценили разницу между УОНИ и ЛБ.2 балла
-
МТГ 02 вообще огонь. Пачка осталась.(2 балла
-
Живут. И кусают. пока не помрут. Размножаться могут только на земле.2 балла
-
Я думаю, что цена - качество, пока нет альтернативы. Насчет дабл пульса, то сомнительное удовольствие. Это под видовые швы и надо серийное изделие делать, т.к. сходу режимы не подобрать и скорость сварки на 40% падает, есил не на все 50%. Поэтому в частных случаях такое не актуально. Конечно иметь как опцию полезно. Это я не оспариваю. Так же у китайских "аналогов", не во всех диапазонах отлажены программы. И не во всех предложенных вариантах 4-х роликовый подающий. Тут в ТИГ реализован, ТИГ ЛИФТ, что позволяет хоть и без HF поджога, но так же не испортить электрод, оставляя его все так же иглой при поджоге и дальнейшей сварки. Ну и есть функция - ФОРСАЖ ДУГИ, это реализовано и для МИГ\МАГ. Т.е. как у многих не появляется не сваренного вначале шва. Многие на это жалуются, что вначале особенно на толстом проблема в "насерании" первого момента пока метал не прогреется. Тут это программным путем можно выбрать и запомнить в память источника. НУ И НЕ ЗАБЫВАЕМ ПРО КОМПЛЕКТАЦИЮ!!!! Тут даже редуктор под газ в комплекте идет, а так же горелка и канал под алюминий и расходка как под алюминий так и под нерж\чернягу. Кажется ни чего не забыл.2 балла
-
Ну да. А как иначе? Я еще крестиком вышивать умею...2 балла
-
@Шурпет,2 балла
-
@Yasnitskiy, вопрос в ваших возможностях. Изображенные на экране сварены в аргоне оплавлением (человеком либо роботом) скорее всего с поддувом, за тем - электрохимическая полировка.2 балла
-
2 балла
-
@mostmarkov,Качество-это когда делаешь хорошо свою работу, даже если никто не видит.Кажется это сказал Генри Форд2 балла
-
Увы , нет . Поэтому ушёл я в отпуск и , скорее всего , с последующим . А схему ту я за 4 дня "поднял" , в очередной раз поверив в клятвенные обещания . Как оказалось в последствии , некоторым незначительным персонажам деньгу то отдали , хотя они в хоре недовольных пели в унисон . Не в ту тему , конечно , но пусть до кучи к моему посту , если что , перенесу . Пардон .
2 балла
-
Решил сделать новое БВО для "Гроверса". Промерил габариты, и подобрал компоненты для воплощения идеи.На сегодня изготовил ёмкость для жидкости По "загашникам" прошёлся и "откопал" радиатор с нужными размерами, впаял штуцера.
2 балла
-
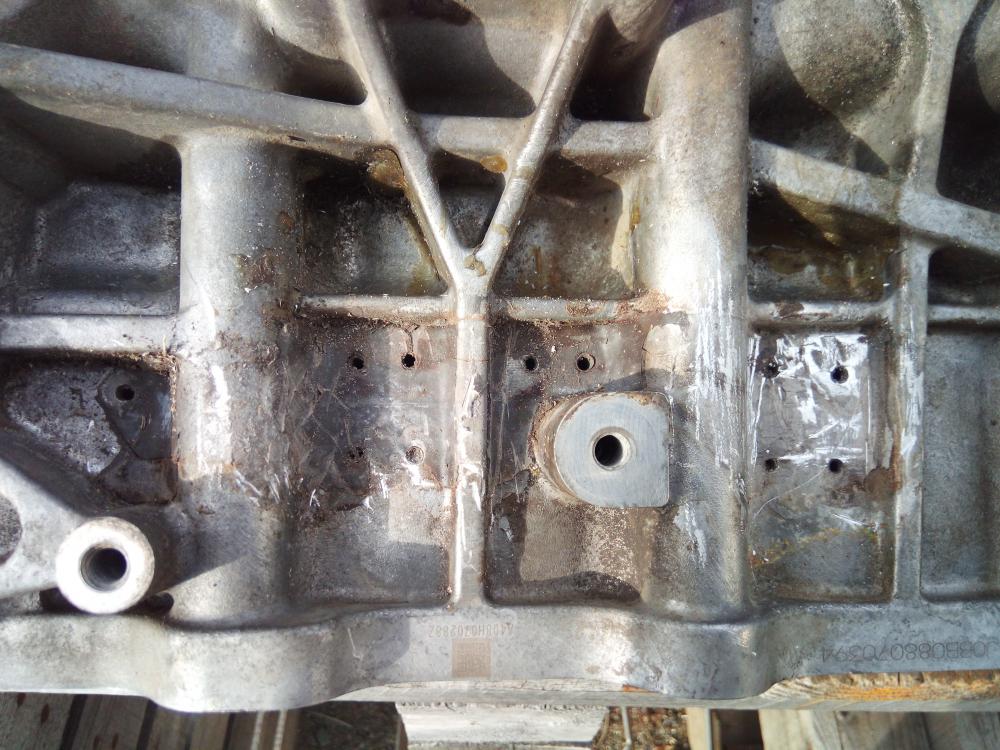
Возили на шлифовку,через трех человек прошел и кто уронил не выяснили (я не прикасался).
2 балла
-
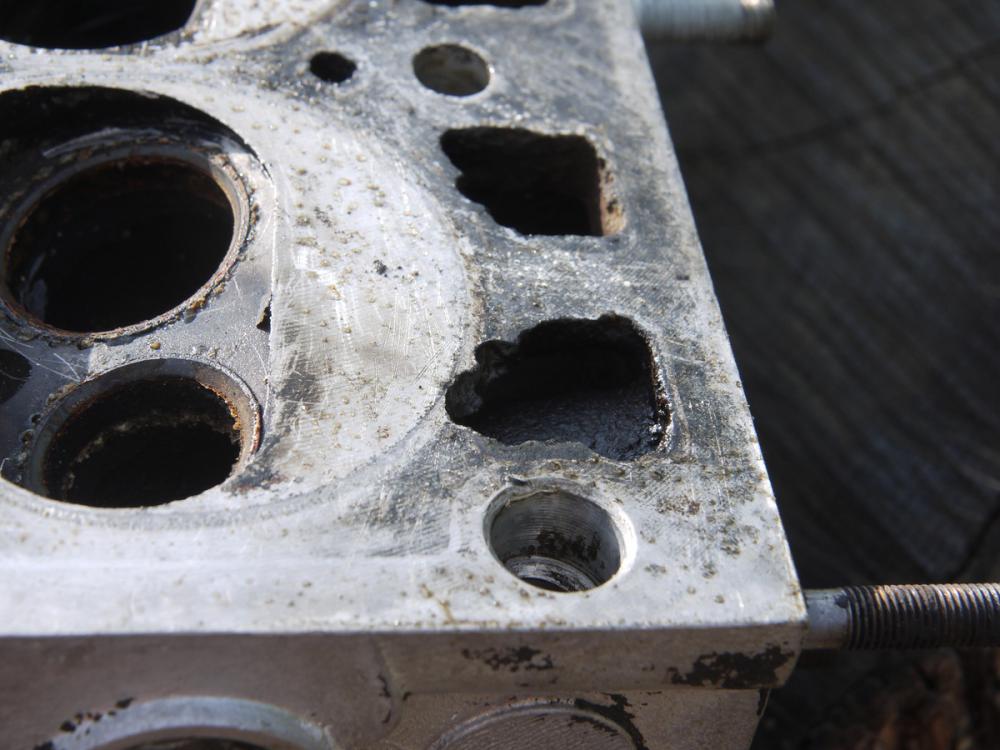
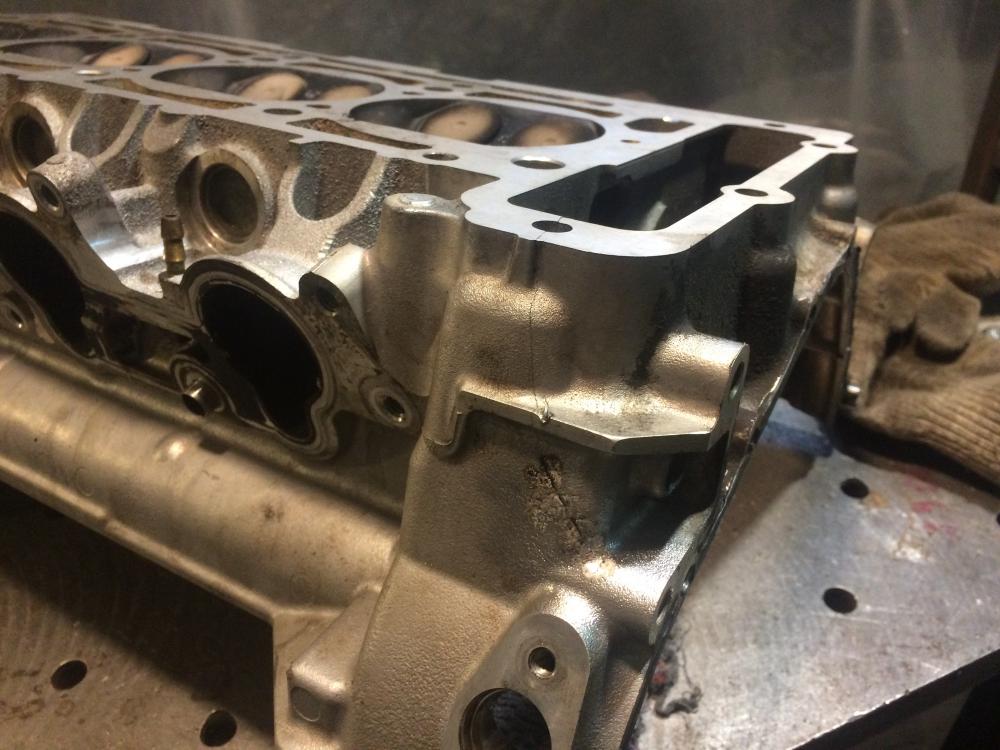
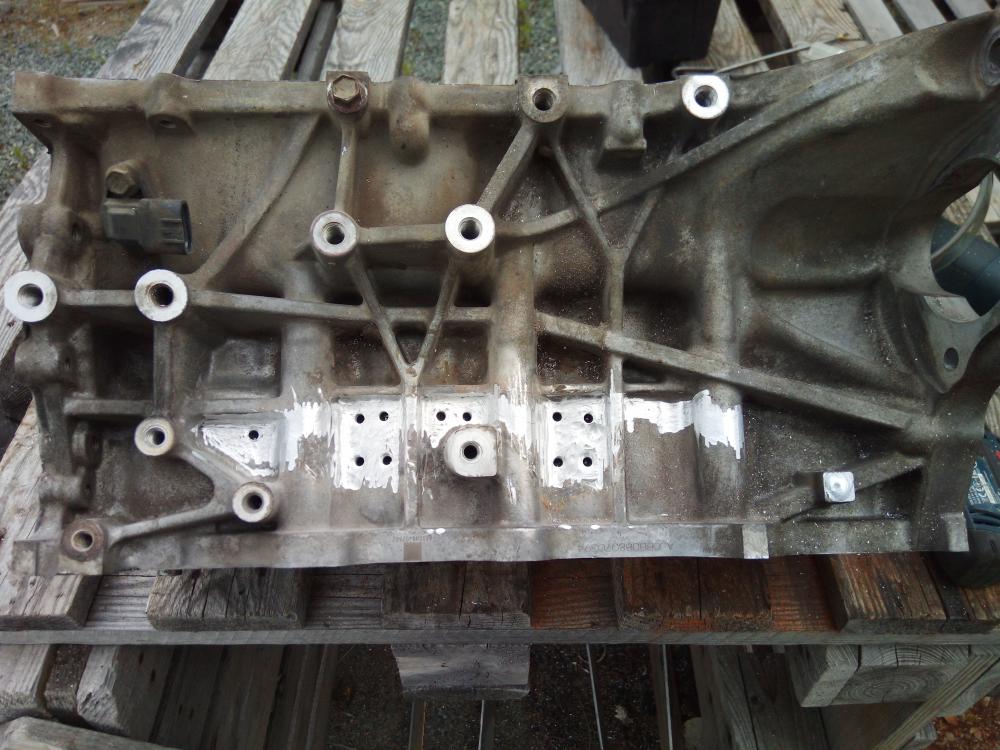
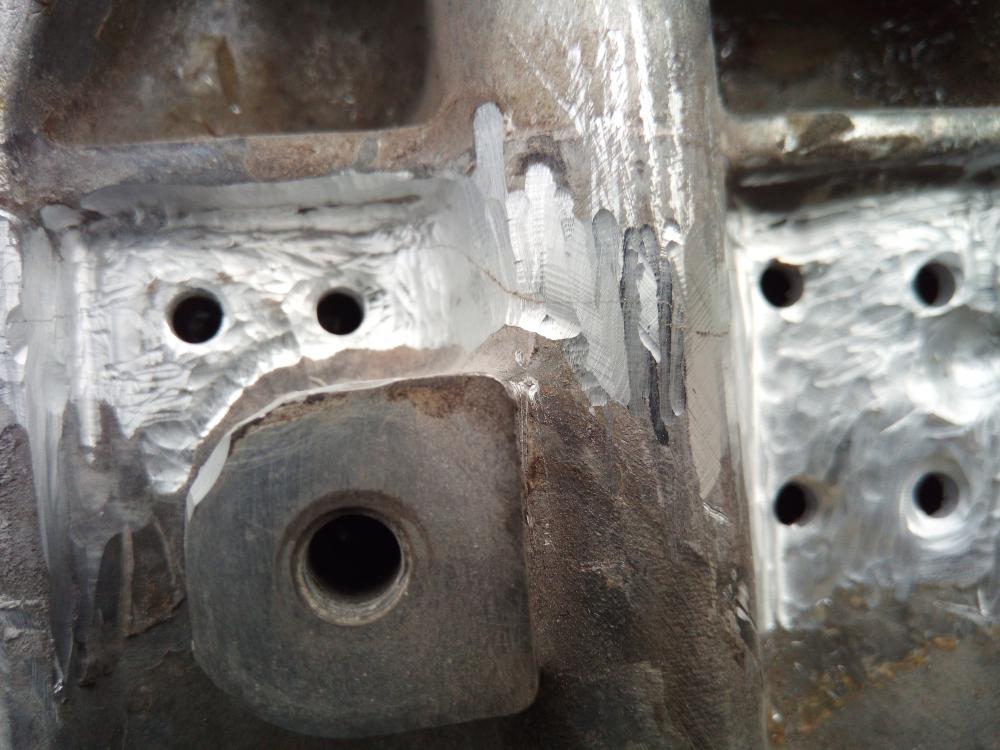
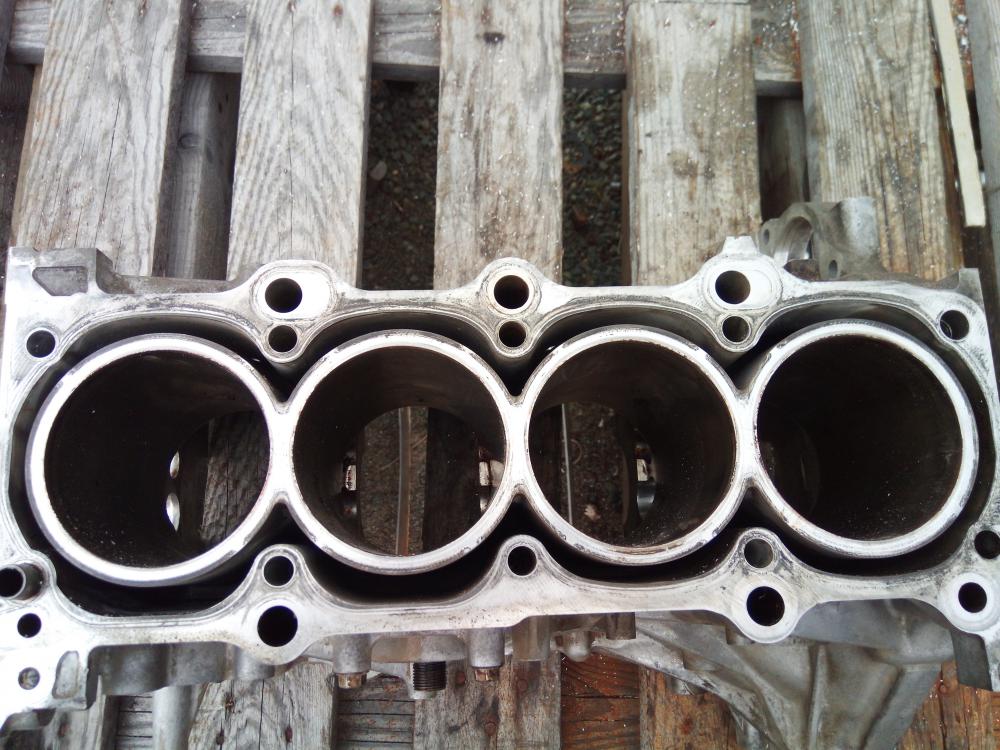
Блок Сузуки Гран Витара. Попал с диагнозом течи ОЖ в масло. На блоке ранее был произведен "текущий" ремонт, в прямом и переносном смысле...)) Поксипол и пластина с саморезами! На пробу дуги - фиолетовая. НО, трещина идет от первого до четвертого цилиндра! Данный блок страдает хронической болезнью такого типа. После тщательного рассмотрения маслосливных каналов из ГБЦ, все три имеют круговую трещину, а так как канал имеет смежную стенку с резьбой для затяжки ГБЦ, то 99,9% что и она оторвана. Ну и конечно блок был возвращен. Вообщем дотянули... Стенка блока 4-6мм в алюминевом исполнении Работа мотора и иногда детонация делают свое дело. Блок рвет. У них там совсем глаза прищурились!?
2 балла
-
@BAN, Не, нас учили так . Плита например после шлифовки , на нее краску и другую плиту идеальную и она только для этого и нужна ну и несколько круговых движений и снимаем идеальную и смотрим отпечаток ну и шабер в руки и работаем день - другой а может и неделю . Снова краска и процесс повторяем и в конечном счете у кого больше идеальных точек однородных и желательно в некий порядок выстроенных то и получал высшую оценку. http://pereosnastka.ru/articles/priemy-shabreniya1 балл
-
ну для начала форум почитать, да и присмотреть что купить из оборудования. Ну а там долгие вечерние тренировки.1 балл
-
1 балл
-
Вот и правильно. Теперь вам сюда чтоб выбрать продавца: http://www.aurora-online.ru/contacts/ Или обратитесь к этому человеку: @nikolay76. Поддерживаю. Зачем вам так дорого, у вас же не ответственные конструкции будут, берите чо подешевле.1 балл
-
Вероятно, отвечаю уже совсем поздно, но всё же... Первое, что надо проверить, не замыкает ли сварочная проволока, выходящая из сопла горелки с изделием (с массой, сварочным столом). Выключите аппарат, отключите массу. При включении ошибка должна пропасть. Если не получится, скорее всего, надо будет ехать в сервис.1 балл
-
А вообще есть разница в направлении воды?Ради интереса подключал наоборот,вода пободрее бежит,напор больше почему то.1 балл
-
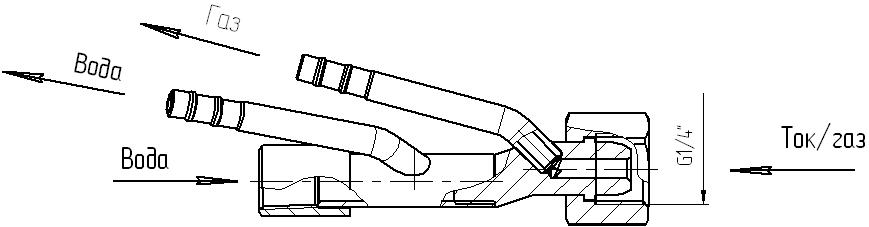
@selco, ток с водой обраткой идёт. и в горелке и в переходнике этом должно быть так. вот разъёмчик для Кемппи. СКР-35 тоже самое должно быть, только без газа.
1 балл
-
Газ вода вода крутилка... А ток где? Или он с одной водой? И получается все разъемы как у финнов газ+ток?1 балл
-
@Aleksiej, Да я и выкладывал. Дело в том что сейчас и временной баланс справляется с тем чтобы электрод острый оставался (конечно шарик будет на переменном токе по любому и даже с самыми "крутыми " балансами ) и вот пример Форсаж они до 90% в пользу отрицательной волны довели баланс и таковым практически не приходится пользоваться и 70-75% времени отрицательной вполне хватает . Вот в современное время частота тока играет большую роль и на тонком да и где нужна точность это просто не заменимо. Ну и электрод диаметр по току выбирать , но честно признаюсь что на переменке у меня основной диаметр от пивных банок и выше 3,2мм и правду сказать вольфрам самый стоикий пользую WZ8 только заточка разная углы под тонкое- толстое. ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ.pdf Многое в современных инверторах портит поджиг на положительной волне у многих да еще с броском тока при поджиге и вольфраму (заточке) сразу каюк . Вот по сему и боремся за поджиг на минусе1 балл
-
А как они с деревяшками извращяются, рубанок так заточат что стружка чуть не в микрон и от конца до конца доски не рвётся.Толи дело у нас,сейчас топорами уже никто срубы не рубит,всё пилой и пазы и чашку.1 балл
-
Допустим труба 1020мм, Это обычная газовая труба ( у нас с Ямала 1420мм идет), чтобы испытать ветку от задвижки аварийной до задвижки, воды столько не найдут....1 балл
-
Прихватил к основанию, лапы как на карикатурах- в переделку. Хоть с высотой определился. Отвлекусь пока на подставку под кувшин Как-то так Придумал другие лапы,прихватил...Когти как у орла, еще и торсионы пружинят. Приварю за крыло к кувшину.что-бы при ветре не клевалась. Скомпоновал с кувшином
1 балл
-
Дихлофос или Приму.Нашли, чем блох пугать - уксусом...еще бензином полейте и подожгите..1 балл
-
Это Вы просто не осваиваете этот метод.Поэтому и не берете такие работы .А меня как нужда за жопу ухватила, так я быстро- быстро узнал, что такое ГПН, кастолин эвтектик, Панч и Spec)) это еще на ЧИПе было.1 балл
-
Подожди немного и они еще будут кусать локти , да и думаю вышестоящие начальники (если есть таковы) им нервы попортят , так как надо делать будет а кому и Игоря нема , и вряд ли они быстро найдут замену , да если вообще найдут.1 балл
-
Куда ж он денется. Есть, все на месте. Одно из главных достоинств квчественно сваренного целлюлозой корня - он беспроблемный "на просвет". Про скорость вы сказали. Недостаток - трудность исполнения. Чаще всего так и происходит. После корня электродами Е ХХ10 идет заполнение и облицовка Е7018. "Трудность исполнения" состоит из двух частей - квалификация сварщика и источники тока, пригодные для работы с "целлюлозой". Обычные, даже навороченные инверторы, исключаются сразу. Целлюлозе нужны источники с высоким Uxx и хорошей индуктивностью, для поддержания стабильности дуги. Лучше всего для этого подходят тяжелые и дорогие "классические" генераторы постоянного тока. (У которых много той самой меди, намотанной на ферритовые сердечники ): Или специальным образом сконструированные (и потому - дорогие) инверторы (типа ESAB Rebel, для "домашних" приложений целлюлозой. Чтоб вы, придя "с трубы" домой, варили железки привычным образом). Если с квалификацией особой проблемы нет - подготовить квалифицированного сварщика можно, затратив тысячи часов на практику (было бы, на чем). Сварщики, которые имеют допуск на целлюлозу, вопреки мнению Минздрава о жизни в 120 лет, живут, как назло, недолго в наших условиях. Их не напасешься. Тупо не хватает квалифицированных кадров. Но еще хуже - с источниками тока. Думается, по этим двум причинам у нас и не прижилась целлюлоза. (Накупить которую вместо ЛБ тому же Газпрему не составляет никакого труда). @Глобул как-то говорил, что варил трофейным немецким ГПТ, соединенным на валу то ли с электродвигателем, то ли с ДВСом, неважно. И он сразу отметил достоинства такого источника тока. Но вот беда- всю медь у нас сдали в цветмет и пропили. Не для нас это.
1 балл
-
по просьбам труд- ся снова я!!!
1 балл