Лидеры




Популярный контент
Показан контент с высокой репутацией 11.05.2018 во всех областях
-
Плод бессонной ночи: Ах, как прекрасно пели по-утру зяблики...
 16 баллов
16 баллов -
Вот она ) Добились качества. Теперь все такие пойдут заказчикам. Думаю мы не останемся без работы
7 баллов
-
Я конечно понимаю,что плазмой быстро можно заготовки делать,но не до такой же степени.Деталь на продажу и всех все устраивает,кроме покупателя наверное.
6 баллов
-
Сделал позвоночник ленточке, зажал в тиски и в бой. Первая пыль. https://www.youtube.com/watch?v=7rGbEOIasvM5 баллов
-
Ясен пень ! Я тут её в Китае все 4 дня наблюдал (нахожусь на выставке сварочного оборудования в Донгуанге). Да это и так понятно. Логично. На этом форуме, в теме о выставках я выкладывал фото аппаратов этого завода. И этого аппарата тоже. Как раз оттуда наши и берут Ресанту. На чипе есть темка Тесла. Это в Украине так её назвали. https://www.chipmaker.ru/topic/171853/page__pid__3135597 Даже как то Линкольн эту модель пробрендовал. Но быстро опомнился. Так что их реально много. Названия разные. Просто поискать нужно.5 баллов
-
На объекте, где в данный момент свариваю теплотрассу, предложили подлатать ковш экскаватора. Цену назвал небольшую(по моему мнению), 2000 рублей. Просто в багажнике авто лежит ПА и давно хотел попробовать порошковую проволоку в работе, а тут как раз такой случай. Швы на красоту и правильность форм не претендуют, задача была опробовать сварку порошковой проволокой. После звонка Alex47 появилось понимание с каких режимов начинать работу. Начал с напряжения 24 В, подача 7 м/с, доходил до 25 В и 9,5 м/с. проволока прощает ошибки, варит в указанном диапазоне хорошо. При максимальных указанных параметрах появляется звук, напоминающий глухое звучание шмеля. По ощущениям сварка металла больших толщин сильно отличается от сварки электродом. При сварке электродами ты как будто переплавляешь металл, а при сварке ПА порошковой проволокой, создается ощущение, что ты заливаешь жидкий металл в разделку кромок. После получаса сварки начал понимать сленг сварщика "жарить", потому что внутри левой краги с подкладом руку начало припекать..., хотя теплоотвод ковша при его-то массе приличный. Проволока Хундай, диаметр 1,2 мм. Сварочные швы в разных местах разные, потому что пробовал сваривать применяя различную технику ведения горелкой, отсюда и различие шва в разных местах. Общий вывод: для сварки толстостенных металлов с большим объемом сварки - лучше ничего не придумаешь! Сварка ПА с порошковой проволокой мне понравилась, теперь можно брать заказы с большим объемом наплавки металла.
4 балла
-
Я (если честно) не понял, что за котлы и почему они соединяются только половинкой трубы?За 25 тыр столько гемора - пошли они нафиг. Там соляра была (или не соляра) - кто знает точно- и когда? И сколько ее там осталось? А если и вправду- рванет? (Кто-то выкладывал тут ролик, как рванула цистерна-полуприцеп с технической водой (в которой была примесь какой-то горючки). Там тоже "были вода и снег". Нахаляву ищут желающих за копейки сделать профит. Совсем обнаглели.4 балла
-
На живца ловят))4 балла
-
@Георгий 11, вот фреза, которой работаю с трубками и алюминиевая стружка от нее на фоне волоса (не было с чем сравнить больше)
4 балла
-
4 балла
-
Добрый вечер мужики, сегодня было время свободное решил продуть газовый тракт на п/а , и вот что вылетело из шланга , кусок по структуре как мыло что то на подобии , редуктор снял сетка забита была продул, вход в аппарате в штуцере сетка тоже была заклеена этим мылом сетку в пробку и замочил в растворители все чисто собрала и шипеть лучше стало в разы
3 балла
-
@G_Kar, совершенно разное управление. http://www.pirate4x4.com/forum/attachments/tools-supplies/662946d1333162144-2012-powertig-210-ext-digital-welder-dsc00077.jpg3 балла
-
@sharja, Я думаю, что солярка (дизель) из этой бочки совсем не выветрилась. Начнете греть (резать или варить) - она начнет парить, со всеми вытекающими. Емкость надо пропаривать и не морочить людям голову. А 25 тыр за такую работу- это просто издевательство. Потом, "случись чего" (не дай Б-г), они - в кусты, "мы не мы, и бочка не наша, он сам туда полез варить, по своему желанию, не знаем, зачем. Денег мы не обещали, договор не подписывали, проекта на переделку не давали, и вообще нас не было тут полгода". Шли их смело лесом. Пусть сами лезут и варят. Дверь им еще... Хитрожопые товарищи из разряда - накупить пятаков на медный грош.3 балла
-
Работы на неделю вдвоем! По мне так соточкой пахнет3 балла
-
Пётр, спасибо за предложение, я на месте всё нашёл. Шланг 8/6 мм, переходник из медных трубок от ЦСО, Быстросъемы и байонет из Техносварки Штуцер от старого редуктора. Разъём с радиорынка, Осталось засунуть в рукав
3 балла
-
Поднимем тему, а то забудется...... отправил маленько.3 балла
-
Ужос!))3 балла
-
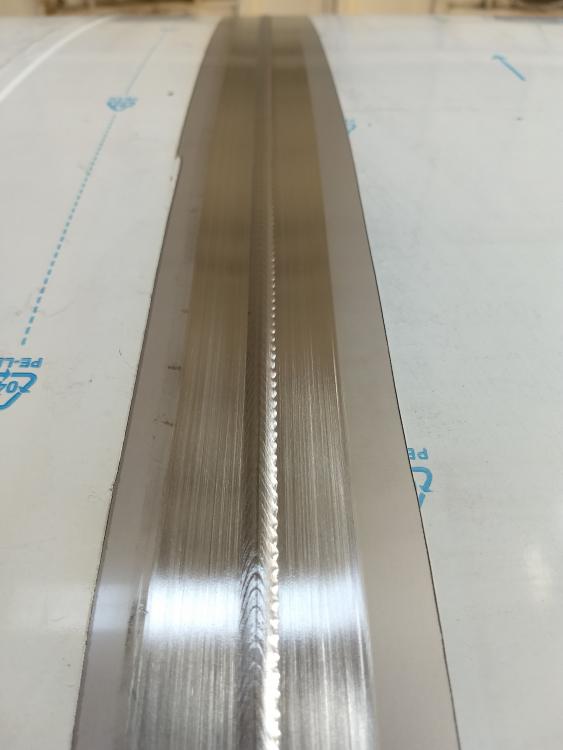
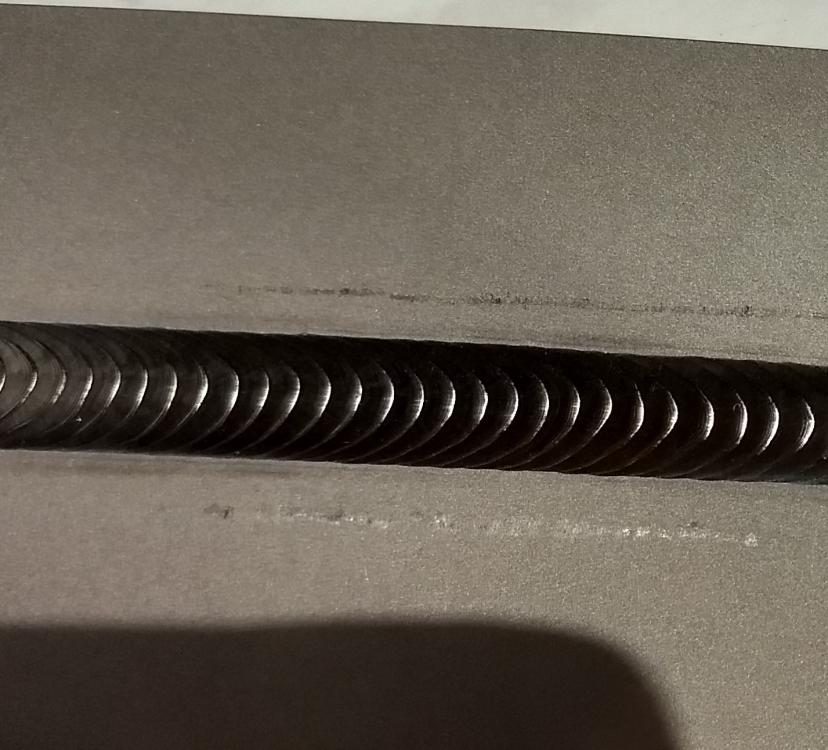
Уже который день балуюсь с импульсами. Гоню метраж не покладая рук. Т.к. сварка без поддува, а только с подкладкой, то импульс очень в тему. Корень продавлен и не окислен. А это Девятое мая начали: Бутылка доперестроечная. Я впервые попробовал на вкус спиртосодержащую жидкость позднебрежневского периода. На дне 1981г. отлито. Но вкус отменный, ведь умели же! Всех с наступающим праздником!
3 балла
-
@selco, углекислый газ.2 балла
-
@G_Kar,еверласт для поляков из поднебесной https://allweld.pl/pl/p/Spawarka-inwerterowa-JET-TIG-III-ACDC-250-3w1-IGBT-PFC-PLASMA-Welder-Fantasy/1080 Китайци молодцы
2 балла
-
@G_Kar, Эверласт вообщее никак не копия Миллеров. в России Сварог с Авророй очень популярны, но эт не делает их более интересными в техническом плане ну и гарантия на Свароги не безусловная, эт скорее маркетинговый трюк. Гарантия на 5 лет (2+3 года) - обязательным условием является выполнение сервисного обслуживания через требуемые промежутки времени (12 месяцев) в авторизованном сервисном центре. Первичное техническое обслуживание должно быть проведено в течение 20 календарных дней по истечении 24 месяцев со дня продажи, каждое последующее ― в течение 20 календарных дней через каждые 12 месяцев. велдком... рекламируют Эверласты, Эсабы... а на заднем плане светятся Линкольны на которых действительно учат и работают
2 балла
-
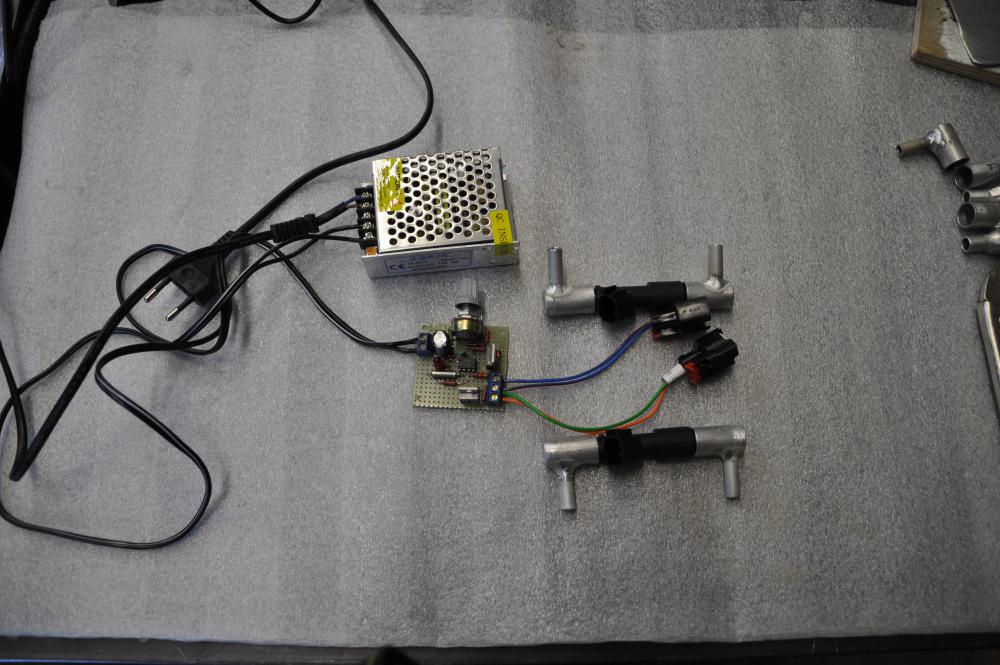
Подготовил комплект к сборке, сделал новые штуцера, приобрел блок питания, завтра начну собирать и тестировать
2 балла
-
Так же Китай. Буду фото разбирать, как нить выложу их название завода. Они на выставке постоянно выставляются под FREE. Свободный бренд. Кто платит, того и рисуют. Есть и финские названия у них. Сейчас уж не вспомнить. И Велдинг Дракон их же китайский.2 балла
-
Да за такую сумму.... можно и со всеми плюшками аппарат прикупить.2 балла
-
Что примечательно- кто то сделает2 балла
-
Так это Ресанта та же. Ну и ещё кучка названий. Найти не проблема.2 балла
-
Ну, красота же! Про "кривой" клэмп, зря я переживал, достаточно ослабить и ровно затянуть, без всяких шайб, всё супер.
2 балла
-
Отправить? Под байонет гайки нужны?2 балла
-
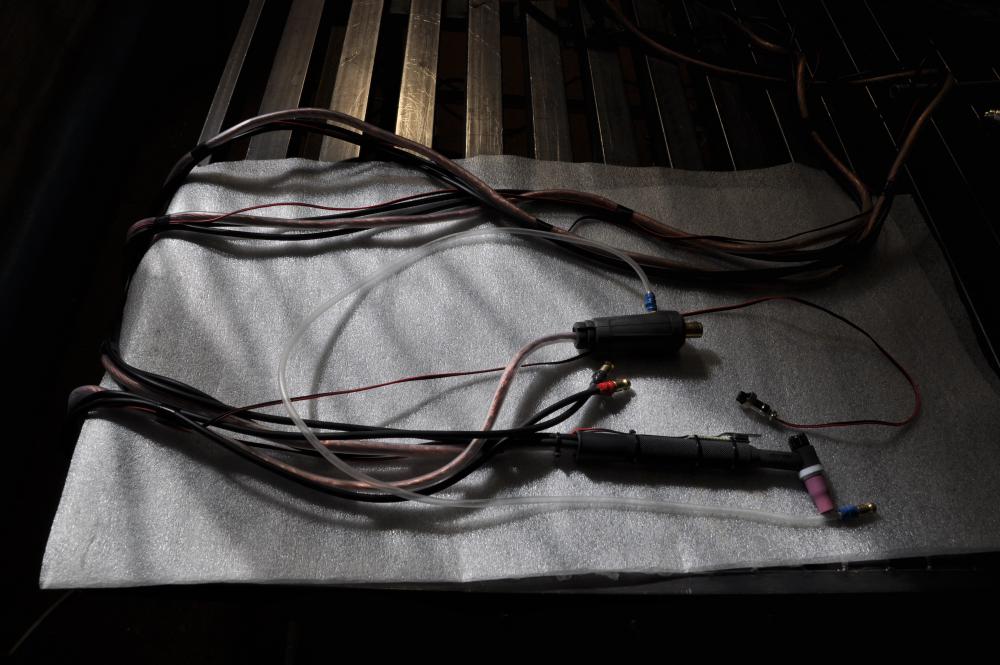
Приехала горелка WP20F, начал собирать: приобрел акустический кабель 6 мм кв., трубки d=4/6 mm, сделал переходник силовой провод/охлаждающая жидкость, резьбу 5/16-24 на горелке перерезал на М6. Собрал кнопку из подручных материалов.Осталось найти шланг для силы/воды, надо 5/9 мм или 6-10 мм. Мягонький! Чехол на рукав сошью из палаточной ткани, Х/Б, советской. Вчера не успел объехать точки продажи. Еще надо три быстросъема и байонет купить в Техносварке, Вчера опоздал - они уже праздновать начали.
2 балла
-
Всех приветствую. Достигая совершенства в работе, стремились мы тут с коллегой медь сварить tig ОМ красиво, проблематичности есть конечно с ней, да еще какие. Много разных правил следует соблюдать. В настоящий момент еще не все сделали. Нашли способ варить ее без подогрева. Варится 4 мм за один проход, лучше без фаски. Об этом пока не стану рассказывать, еще есть не доработки. Правила для нее серьезные, более, чем на нерже или даже на алюминии. Доработаем, если все удастся с заказом и будет шипко необходимо, выложу обзор о проделанной работе. А пока как обычно, нерж.ка. Вот уже год скоро на предприятии, смотрите успехи. Благо видеть, когда мечты становятся явью, когда коллеги делают то, что им передано. Для завода конечно же и репутации его огромный плюс.
2 балла
-
Печку добил, - Отрезную машину установил.
2 балла
-
Учебная практика у студентов 2 курса специальности "Сварочное производство"-собираем лёгкие металлоконструкции и заготовки для инсталляции. 3 сварочных процесса-МИГ/МАГ, РАДС, ММА После долгих занятий с необходимыми , но скучноватыми заданиями-реальное дело..Некоторых не удаётся выгнать ... готовы на всё , лишь бы у них горелку не отобрали
2 балла
-
Роман спасибо .как всегда в лучшем виде.
2 балла
-
Про стрелочки Константин ответил . Про отверстия у меня 3мм и примерно через 25мм и думаю этого достаточно , но можно 2мм насверлить и тогда почаще ну скажем через 20мм шаг. Расход ставлю 5литров ну и пару минут жду пока аргон вытеснит воздух , и думаю больший расход и не нужен там вполне хватает 5литров и воздуха нет . У меня таких штук пять разных размеров и почти хватает на все размеры "ящиков" где передвинешь , где если велика изолентой отверсти все в порядке и заклеишь . Ну и за одно покажу зажимы под поддув , разрезал взял полосу ну и состыковал и работают нормально . P.S. первая фотка зажима для сборки "ящичков" и очень удобно , отрезаем два кусочка уголка и примастыриваем к зажиму.
2 балла
-
Собственно, каждому из нас периодически приходят в голову гениальные идеи. Гениальные, но при этом бредовые. Здесь предлагаю делиться такими идеями касательно сварки. Однако предлагатели идей должны не просто выдвинуть идею, но и предложить пути её реализации. так сказать, наметить путь. Возможно, общими усилиями бредовую идею удастся сделать чуть менее бредовой. Буду первым. Итак, каждый из нас знает, что тонко листовой металл, особливо нержу, сильно ведёт при сварке. Одним из способов уменьшения деформации является смачивание листа водой. Обычно просто кладут мокрую тряпку. Однако всё это не слишком удобно. Да и 21-й век на дворе. Пора бы чего по-технологичнее выдумать. Как раз между упражнениями по смачиванию тряпки пришла в голову (адресом ошиблась) следующая идея: а вот был бы такой охлаждающий гель. Нанёс его рядом с местом сварки и вари себе на здоровье. Гель от температуры будет плавиться, испаряться и охлаждать металл. Гель, в отличии от тряпки, можно и на вертикальные, и на потолочные поверхности наносить. Он не растекается, не испаряется без дополнительной температуры. Что может включать в себя такой гель? Только самые дешёвые компоненты и самые эффективные. С охладителем понятно - вода. А вот загуститель? Медузу порубать или есть ещё что химическое, что воду превращает в гель? Но такой гель не должен содержать органических и горючих компонентов, а так же не должен быть вредным или раздражающим дыхательные пути. Кто что думает по ентому животрепещущему вопросу?1 балл
-
Если точнее то рабочее давление всас 35psi нагнетание 180 psi в bar примерно 2.2 bar и 12 bar, я измеряю по манометричке. По сути если разобраться труба и шланг одно и тоже (метал алюминий, резина армированная) разные только диаметры так что должно держать во всех режимах (допустимых)1 балл
-
на работе смогу узнать где закупают в понедельник если еще будет актуально1 балл
-
Максимальное давление которое может выдать компрессор например на Калине(там стоит Панасоник) вход 1.7 выход 35.Буду в гараже там у меня валяется компрессор с Калины сфотографирую табличку с компрессора увидите сами. Вкентилятор это конечно правильно да так он и работает. Но бывают моменты когда по каким то причинам онный не включился и вот тогда и идет скачек давления до того момента пока отключит датчик по высокому компрессор. А труба должна держать1 балл
-
@Dmitry1962,под них и металл нужен серьезный,у основного металла показания на разрыв меньше.1 балл
-
Чем больше обрезков, тем лучше! На обучение все уйдет.1 балл
-
@eug_05,заминусовали зачем то),но речь не об этом.Вы так и не ответили,вы какую должность занимаете?Просто если у вас все так серьезно,то вы должны быть аттестованным специалистом не ниже 3-го уровня,чтоб проводить такого рода обучения,но вы говорите что не подконтрольны ростехнадзору,соответственно и вы тогда не аттестованы и значит можете только проводить «формальное» обучение,потому как сами не обучены.1 балл
-
Тож солидарности трудящихся празновал..))
1 балл
-
Не фигасе ты закупился....1 балл
-
-"Съездил, отдохнул?"- "Да!"- "Надо крепление для планшета придумать".Придумал, сделал. Пока панели приборов нет, не могу сделать систему фиксации.
1 балл
-
Много куда не влезет по габаритам. Плазменный резак ближе к работе в клаустрофобии и быстрее. Магнитный, или любой уровень закреплённый на трубе, даст ось неограниченной длины. https://www.youtube.com/watch?v=GgeyTUTPx1w
1 балл
-
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их https://www.youtube.com/watch?v=3rrN2jI06Fw&t=4s У меня получалось и получается руками других, получится и у Вас1 балл
-
Профильная труба, ст3, invermig500 под конец рабочего дня руки трясутся)))
1 балл
-
@Hlorofos, если бы я сам их делал . У Норбекова комплекс есть. Да и в нете сейчас различных комплексов валом, причём довольно грамотных. Всё равно, надо конкретно под себя подбирать. Смысл то упражнений прост - чтобы мышцы, управляющие хрусталиком работали, надо заставлять глаз перефокусироваться. То есть переносить взгляд с близкого предмета на далёкий. И назад. Так по десять - тридцать раз. Только надо не спешить , стараться увидеть предмет максимально чётко. Мышцы держащие глазное яблоко тоже надо в работу включать, влево - вправо, вверх - вниз. Было время, позвоночником мне пришлось заняться серьёзно. Жаренный петух клюнул. Правда, опять толком не занимаюсь, но слежу. Как только чувствую, что шейный отдел деревенеет, сразу вспоминаю, что надо резинки дёргать. Как отпустит - опять не до этого. А глазами так и не занялся всерьёз. Начинал, потом забывал. Знакомый есть, ему 70. До сих пор без очков. Когда возрастное ухудшение началось, он активно заниматься стал. По Норбекову. Уж не знаю, всем ли такое удаётся, генетику то никто не отменял. Но то, что можно существенно притормозить процесс ухудшения, это факт. Улучшение кровотока через мышцы улучшает и питание хрусталика. Он медленнее эластичность теряет. А в сочетании с крепкимы мышцами это позволяет нормально видеть.1 балл
-
@Учусь,попробую конечно.Просто от меня качества ни кто не требует,лишь бы не бежало,но хочется делать нормально,да и для себя попрактиковаться,но если ничего не выйдет,то все потуги зря были,обидно,что из за лазера такая вот фигня,может и во мне дело,надо разбираться.1 балл
-
Подниму тему, значит поискал я эти фильтры, нашел 3 места где их продают. 1) ( svarkatek.ru/market/goods/steklo_zerkalnoe_110_h_90/ ) писал им, пишут напыление под золото, отправляют от 1 шт, стоит 150р, как-то настораживает выражение напыление под золото, могут отправить почтой (300-400р) 2) ( hahn-kolb.ru/katalog/slesarnyy-instrument/sredstva-individual-noy-zaschity/maski-svarschika/46897 ) стоит 600р, ATHERMAL, Германия 3) ( profisvarka.ru/index.php?cPath=901_138_195&osCsid=3a9f29dab5fe8ecc4d7ac9cd69206a6c ) Эти товарищи мне не ответили, звонил, писал на почту...кто живет в Оренбурге, если будет интерес, можно у них купить. В общем я не стал рисковать с первыми и заказал у вторых, вылилось мне это счастье в 1350р, ( 600р светофильтр + 750р доставка из Москвы курьерской службой) Доставили за 2 недели. Сегодня подвез курьер домой. 4 и 5 фото, это отражение от светофильтра, короче можно причесываться) Сжег пол электрода, цвет при работе какой-то голубой, похож на цвет незамерзайки) Брал 11Din, при установке промелькнула мысль, что раз на стекле доп.напыление, то может еще темнее будет, но это вроде как не подтвердилось, надо будет еще посмотреть как при длительном использовании будут глаза себя чувствовать....в общем первое впечатление, более чем положительное)
1 балл