Лидеры




Популярный контент
Показан контент с высокой репутацией 29.04.2018 во всех областях
-
@Глобул,завозят туда не только сварщиков и не только из Кемерово. Сервисмены, обслуживающие технику на угольном разрезе-сборная команда Западной Сибири. Новосибирск, Новокузнецк, Белово. Может, со временем, местные кадры воспитают. Но, пока то, что там произрастает-это бурьян, с трудом поддающийся окультуриванию. Это у нас, в Кузбассе, при разрезах и шахтах худо-бедно, но присутствуют и сварщики и механики. Как-никак, инфраструктуру, созданную ещё в советские времена, ещё окончательно не уложили. А в Хакасии угледобыча-относительно новое направление, кадрами и инфраструктурой ещё предстоит обрасти. Ну и лично я пока не против поездить в непродолжительные командировки. В Кемеруне с работой и деньгами-туго, а семью кормить надо. Может, со меной власти что и изменится, но пока что есть, то есть. Вот этот: Мне он очень понравился. Дуга стабильная и эластичная. С ПН=100% при 500 А электродом ф 10 мм строгать можно, пока сам не устанешь. Мне выдали технологическую карту на ремонт трещин, составленную производителями ковша. Там прописаны режимы сварки, диаметр и марки проволок, а также режим предварительного подогрева металла. Я так разумею, что корень варится более мягкой проволокой, чтобы избежать новых трещин, а заполнение-более жёсткой, близкой по прочностным характеристикам к основному металлу.
 16 баллов
16 баллов -
чё-т часто у народа вопросы возникают по настройке аппарата для сварки алюминия. постарался доступно и без воды объяснить. рекомендации усреднённые и из собственного опыта, могут отличаться от того, что другие используют. так что сильно не пинайте https://www.youtube.com/watch?v=L9TO1BRJrXc10 баллов
-
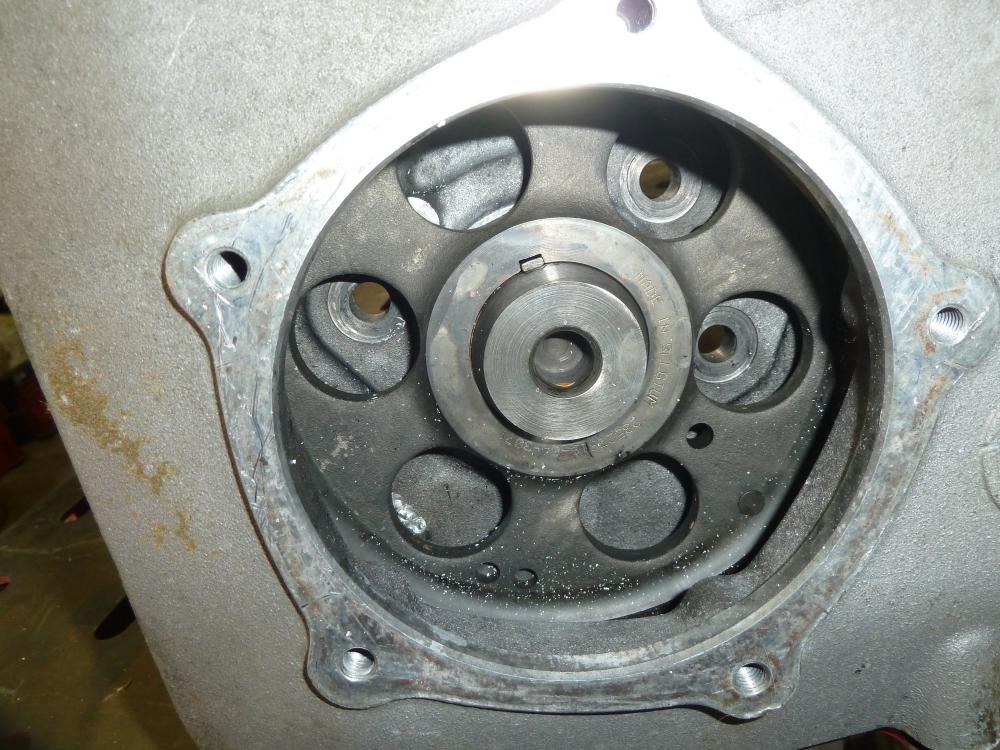
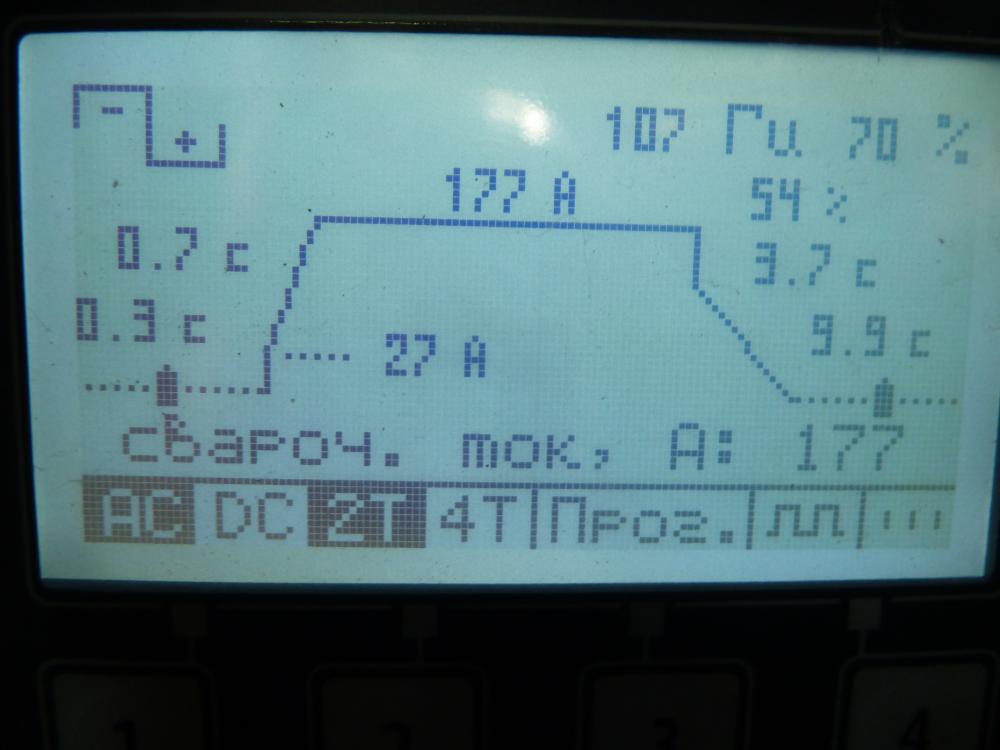
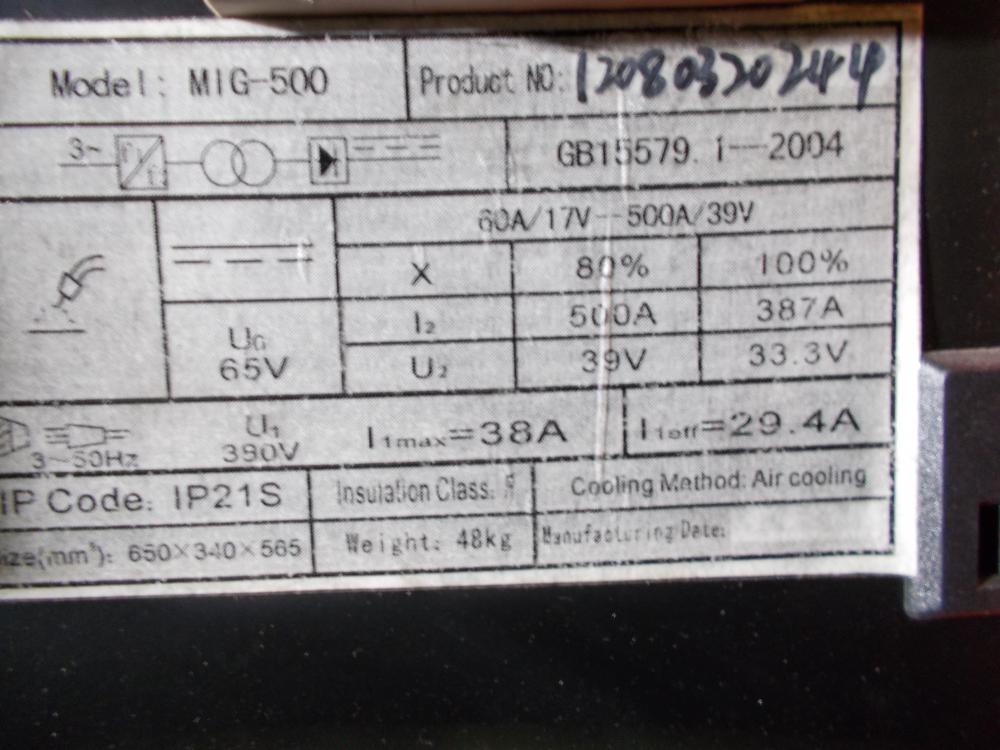
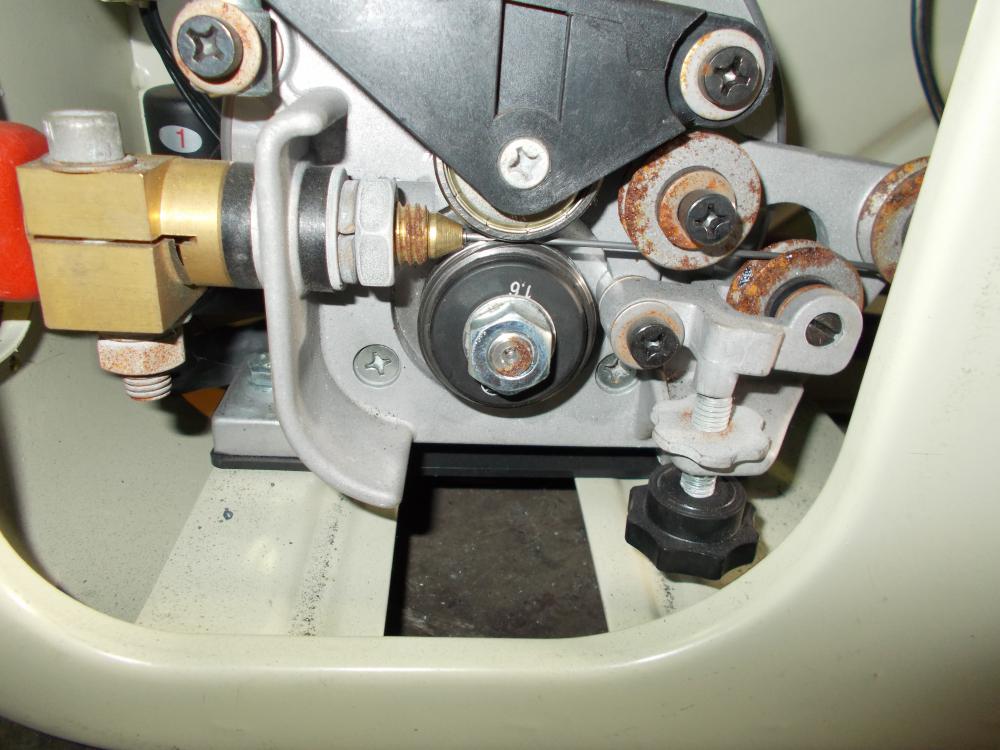
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
6 баллов
-
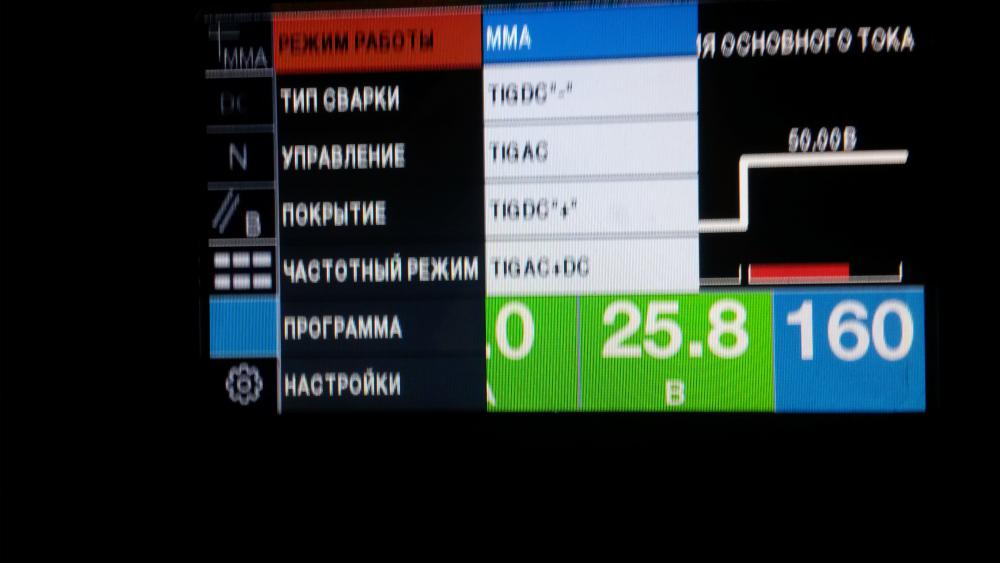
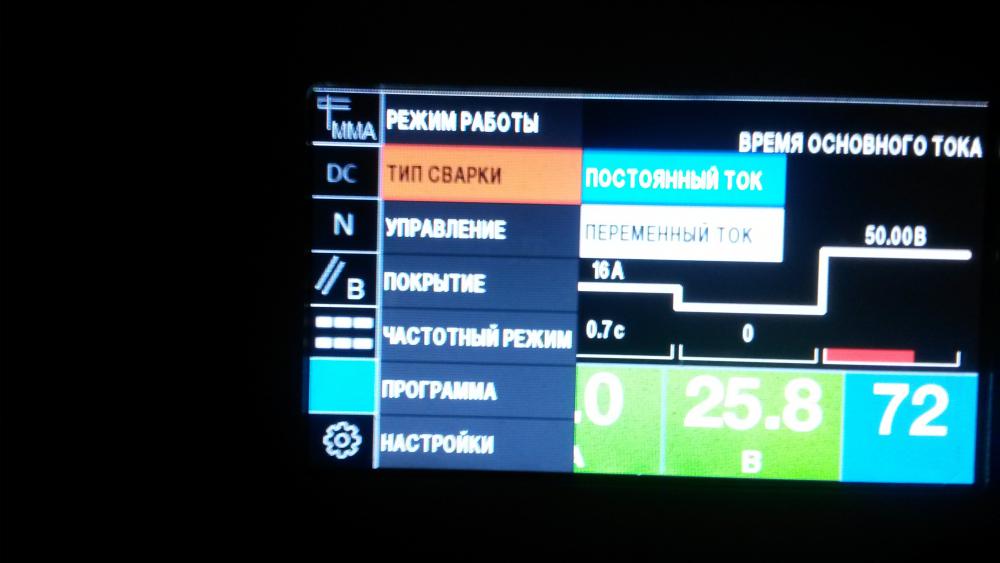
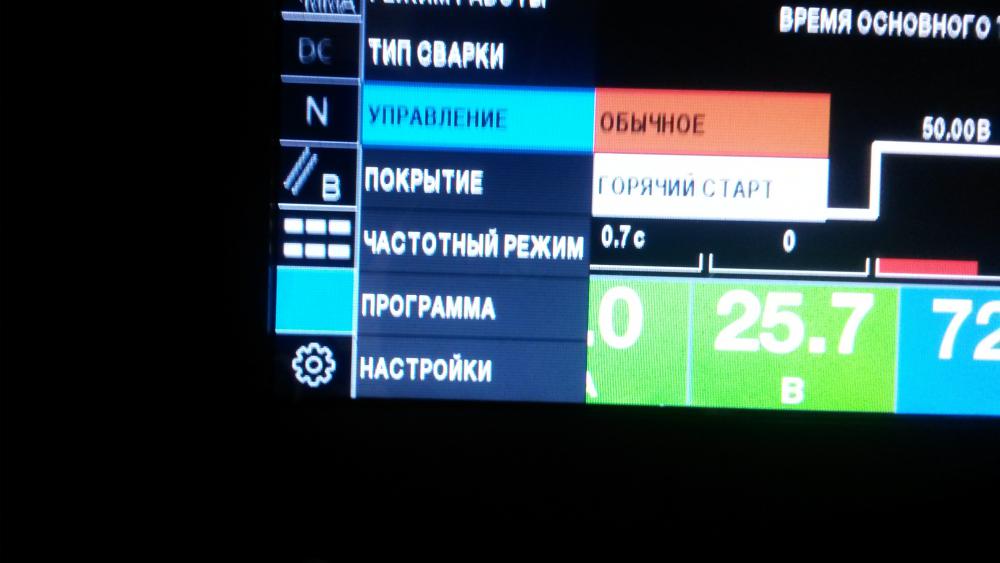
Настройка пульса на Евотиг 350 Работать в режиме ММА на ево считаю"как микроскопом забивать гвозди" Ни разу не пробывал. Вот пульс на ЕВМ 160 сел пульс Труба 15мм ,УОНИ 13-55, горячий старт ток 140%, время 1 с, Arc -3, частота 8 герц, баланс 50 на 50 Электрод диаметром 3мм.
4 балла
-
Вот такая штука вышла.
4 балла
-
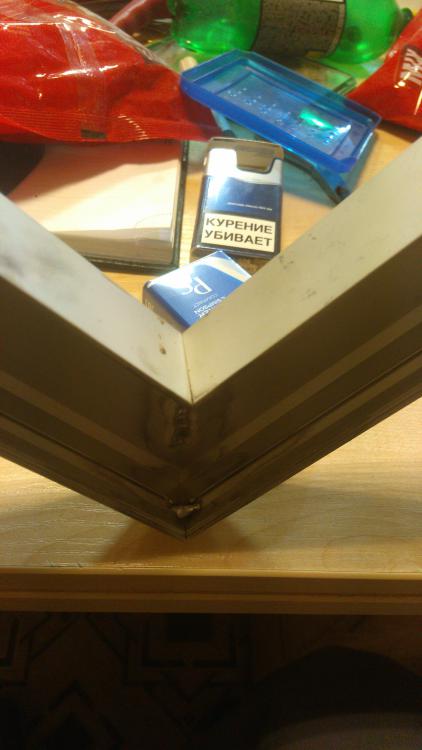
Смотрю на это уже много дней . Одного не пойму. Почему надо тренироваться на геморойном не понять что. Просто взять нормальный кусок алюминия и тренироваться на нём. А заказ однозначно провален . На фотке пытались обдирать этот профиль и получилось ещё хуже. Теперь это смесь алюминия и его окислов.4 балла
-
Но вот опять одну "грязь" вижу и вы не зачистили как положено, да ладно и бог с ним. По настройкам , поставьте 100А и чуток быстрее двигайтесь и баланс оставьте как есть в вот частоту тока поднимите на всю "катушку" и не знаю на вашем какова но думаю 200гц есть. И покажите вольфрам после сварки , а то вот горелочку вижу а вольфрама нет и опять предположу что мал у вас расход аргона и отсюда почти все беды. Ну и не сплавления- провалы неизбежны пока не "поставите" руку и не чего страшного нет ,,,, тренируемся на всем что попадется под руку , тонкое , толстое , супер тонкое и даже плохо свариваемое и при этом думаем головой что крутануть сюды на аппарате и что изменится , а что в другую сторону и что получится и смотрим и только так вы изучите "свой" аппарат и его характер а он у всех разный даже если аппараты одной фирмы и марки. А это вы варили или отдавали и вот смотрите там "подчистили" оксидацию и вполне хорошо все.3 балла
-
@irdjhtym, Я вижу у вас нет линзы, покажите на сколько далеко выдвинут вольфрам. Что-то мне кажется местами защиты не хватает. А судя по этим какушкам сверху, вы присадок плавите не дожидаясь ванночки на основном металле. Берёте, греете профиль, когда появляется на нём зеркало начинаете методично добавлять присадок, либо кап, подгорел чуть-кап, опять подогреть и т.д., либо вообще не вынимаете присадок из сварочной ванны, но тогда току поболее. И всё же я считаю 80А многовато, поставьте 66-70. Тиг сварка люмишки процесс не спешный.3 балла
-
Вот совсем забыл и чтобы провалов не было ,"прищепляем" (зажим или струбцина) подкладку из толстого Ал или лучше медную толстую (хотя медь может повредить сварке) и можно нерж. толстую или даже черный металл но зачищенный до блеска. И вот смотрите мне сегодня в внутрь провалов не надобно было но проварить надо . Щетка наверное толстая и вижу что очистела местами и с пропусками. Подготовка и чистка Ал занимает большую часть времени а сварка от этого времени четверть а то и того меньше. Что нить придумайте как и чем зачищать и можно шабером и уж на край лепестком аккуратно и после него протрите ацетоном . Частоту тока в "пик " и дуга послушнее будет и работать легче будет и покажите кончик электрода и посмотрим как у вас на аппарате баланс работает . Белый электрод хорош и должна на коробке маркировка быть WZ8
2 балла
-
Виктор, ценю твои шутки, НО, ты же знаешь Рому, у него и так все по минимому, не надо так..... Рома, если никто не заберет, я заберу. Обещаю. Ты меня знаешь, слово держу.2 балла
-
Используйте газовую линзу вместо цанги, чтобы оббеспечить направленый поток аргонаhttp://i0.wp.com/svarka-master.ru/wp-content/uploads/2016/05/Blog5-Photo5.jpg?resize=768%2C349 Трубы из нержавейки малого диаметра сваривайте с использованием сопла из кварцевого стекла, что позволяет вам лучше видеть и контролировать дугу.http://i1.wp.com/svarka-master.ru/wp-content/uploads/2016/05/gallery_24303_1520_2899.jpg Варите в импульсном режиме, если есть такая функция в вашем инверторе, что уменьшит тепловложение и увеличит глубину проплавленияhttp://i2.wp.com/svarka-master.ru/wp-content/uploads/2016/05/Blog_8_-_Photo_3_-_Pulse.jpg?resize=660%2C472 Подбирайте режимы в соответствии с толщиной изделия2 балла
-
@Anton VL, утащил в вк2 балла
-
Верные рекомендации. Но есть линза или нет не играет никого значения при наработке первых навыков. Зеркало ванночки при правильной настройке должно появиться под дугой на неспешый счёт "раз-два-три-четыре-пять".Если раньше,то убавить ампераж. Если дольше,то добавить.2 балла
-
2 балла
-
Потихоньку готовлюсь к очередному сезону в роли каменщика, достал приспособы таскать кирпич. Сделал эти захваты года четыре назад, таскать крупноформатный кирпич, и уже перетаскал ими несколько десятков тонн. Руками таскать не вариант, облой сильно режет, даже перчатки кожаные быстро мрут. Также захваты использую для кладки. Сие подсмотрено у немцев, правда немного конструкцию под себя исполнил (сделал 4 штуки, чтобы за раз два кирпича брать). За сварку не судите строго, делал на скорую руку, думал на год, но стройка растянулась что-то)
2 балла
-
Побаловались сегодня сваркой не спеша и с расстановкой , спешить не куды и на американце будут менять поршневую группу коей еще нет . Замучался таскать эту громилу взад-перед то выборка - разделка то на подогрев то на сварку (частями) и вот бы могли половину веса убрать сделав вал полым а еще претендуют на "исключительность" . Но праду надо отдать им должное сплав Ал хорош , но может это и не их а наш экспорт , впрочем хватит рассуждений и смотрим . Завтра доделаю и придется в углу-внутри применить ПА и думаю Хелвика подключить к этому . Да по ходу привезли коробочку от туда же "Грузовой центр" и как всегда грязную и в масле внутри и пришлось мыть мне. ПОДОГРЕВ подогрев до 100гр. проба на "треск" и все в норме хотел с проковкой но и так все хорошо и шов плотный остывание и немного прикрыл ну и новая часть разделки коробочка приблудная и мешают не дают работать варим вторую часть разделки Третья разделка третья сварка ну и четвертая разделка-крайняя и будет ждать своего часа то есть Хелвика 220 с импульсом Ну и параметры сварки , присадка 3,2мм 4043 , вольфрам WZ8 4мм , аргон 10 л/м масштаб
2 балла
-
Не новая -), Валерию просто было скучно.... А так это удлиненное сопло на линзу.1 балл
-
Валерий что за новая горелка?1 балл
-
@irdjhtym,раз сварной не отвечал, значит не те вопросы задавал). Я тоже учусь и мне понятны ваши терзания. Может попробуете без присадка кусочки внахлест сложить и поплавить. Вы ванну вообще видите или наобум? Старейшин прошу простить, если я с неуместными советами лезу. Просто помню как я первый раз алюминий зажигал)1 балл
-
места где варил, зачищал насадкой щеточной на дрели, где плохо зачистилось туда не лез Частота переменного сварочного тока (Гц) 20~250 попробую завтра электрод выступает на 3 мм, кстати, а какой лучше электрод белый или серый, я белым варю на фото варил не я, там спец только этим и живет....когда он варил, на мои вопросы (промшпионаж вел)))) отмолчался , ничего не посоветовал1 балл
-
выше было, скопирую сюда относил, возможно. после этого и купил аппарат
1 балл
-
Если очень хочется - купите современный полуавтомат, хотя бы начального уровня. Цена вопроса - чуть больше 20 000 рублей. Ну не будет этом МПП в купе с источником работать хотя бы приблизительно так же хорошо, как дешёвый, но современный ПА. Нет желания подробно объяснять, поскольку этот вопрос на форуме рассматривался уже неоднократно. А этим железякам место , в лучшем случае, в музее. http://www.welding-russia.ru/catalog.html?itemid=16335 http://grovers.ru/catalog_grovers/MIG-MAG-svarka/mig-200-energy/1 балл
-
Хотя на самом деле всё наоборот.1 балл
-
@Steelcar, водянку https://www.ebay.com/itm/CK-Worldwide-CK20-25SF-Torch-Pkg-250A-25-3pc-Rg/273173732551?epid=1958055352&hash=item3f9a6c5cc7:g:fpIAAOSwTyZa3Rpu Ну или SR-20 или WP-20. У кемппи неплохие горелки и довольно таки мягкие шлейфы1 балл
-
@Steelcar, это руки, + очень удобная горелка и педаль.1 балл
-
@RWS87,вы посмотрите их конструкцию,загнет металл,где болтовое соединение в центре колеса.1 балл
-
@Глобул, совершенно верно. Талмут распечатываем и клеим сбоку на аппарат, ну или запоминаем, что нереально!1 балл
-
Вот это совсем другое дело !!! "Не выдержал" и это означает одно что горите желанием а это главное в любом деле.1 балл
-
@irdjhtym, вот , вот. Дядьку Валеру слушайтесь, он плохого не посоветует.1 балл
-
@Serj55441,можно проверить цветной дефектоскопией или смочить наружнею поверхность керосином выждать время затем удалить керосин и на нести меловой раствор,мел потянет на себя керосин и сразу будет понятно есть дефект или нет.1 балл
-
Сергей , а что их проверять и вижу что все в норме . Тем паче это коллектор и при проверке может быть все хорошо , а вот поработав и цикличное нагревание-остывание может и где "подорвет" шов и тут только одно повторная подварка и по другому не как и пусть ставят со спокойной душой и думаю все будет как задумывалось.1 балл
-
Бывает... "Навяжем бой, а там разберёмся." Наполеон, если не ошибаюсь. У меня такое частенько бывало. . Получалось. Как мой друг говорит - из вредности. Браться можно. Не сделать нельзя. Сейчас очередная реинкарнация, тфу, переквалификация.1 балл
-
Просто многие думают, что взять и что нибудь сварить - это как два пальца ... .А в каждом виде сварки столько нюансов, что нужно не один год поработать, чтобы познать даже половину!1 балл
-
@Вад11,обычная жадность,хочется всех денег и ни с кем не делиться.1 балл
-
Если я не ошибаюсь,то кажется Morgmail выставил на ю-тубе про эту цацку для зачистки. Рекомендую,для зачистки сильная штука.Очень удобно,особенно где неровная поверхность.
1 балл
-
Удивлен? Те, которые "пустые" (без профиля) как правило такие, на минутку заскочу, возьму что надо и пока....1 балл
-
Ребята, всё очень просто: со стороны высокого давления при исправной прокладке на гайке редуктора и неповреждённой плоскости вентиля газ уходит по уплотнению штока вентиля. Может обращали внимание, что при неполностью открытом вентиле бывает слышно, как травит газ? Поэтому вентиль надо открывать полностью. С низкой стороны газ уходит, как правило, через некачественный шланг, неплотные соединения или газовый клапан. У мембранного клапана, по моему мнению, в плане утечек по штоку надёжная конструкция, на в работе такие мне ни разу не попадались. По инструкции к редуктору тоже. Вернее, по инструкции ослабляется регулировочный винт редуктора, но как раз при этом газ из шлангов и уходит.1 балл
-
по ТБ газ(любой) должен стравливаться из шлангов после закрытия баллона.1 балл
-
тротуары посыпаем1 балл
-
То прицеп подварить. То тягача, таскающий прицеп этот."Основные" электроды " кушает" на отлично.
1 балл
-
В настройках двойного все ноги попереломал. Жесть конечно! Без опыта бесполезно настроить. Так и не разобрался толком, какой параметр и за что отвечает, но кое-что начало получаться, через час-полтора танцев. https://youtu.be/Om66lbbfZic https://youtu.be/u8GEwogOwtI1 балл
-
В руках . Могу сие продемонстрировать на видео , если есть какие-либо сомнения . Нет у нас приспособ , окромя рук1 балл
-
Вот и на Хелви также вчера попробовал , да и в 2Т спада нет как у Меркле и жаль. В общем вчера поварил свою "железяку" от ворот и попробовал смесь ну и нормально и при значении толщина материала 7.7мм выдает 210А ну и максималка по толщине АМГ у сего аппарата 8мм ну и как раз 220А. Что хочется сказать при столь больших амперах желательно бы импульс помягче и как на Меркле есть выбор , на Хелви нет и жесткий импульс разгоняет каплю до большой скорости и та "выбивает" искры из ванны при нормальной длине дуги, .
1 балл
-
@selco, жаба душит, гелий группы А, 7000р баллон. Сегодня весь день на люмине "струил". Правильно мне на выставке немец сказал, распробуешь Deep Arc, в нем и будешь работать. Настроился в пульсе, просто переключил на Deep и все, ампераж только назад выкрутил, т.к в пульсе было 270А, а переключил стало 350А, тот же самый процесс, так же протекает, длина дуги не изменилась. Но пропал звук, стало комфортней варить, и процесс оптимально настроить проще. Фотки завтра сделаю.
1 балл
-
@Hlorofos, Виктор , ну хорошо что сказать , тебе бы гелий подмешать и попробовать. Кислород какую то функцию выполняет и по сему разные смеси для разных задач. Гроверс 200 как приедет дай знать и тогда договоримся по Хелви200. Вот вчера терзал инет и от Есаб чуток есть про газы сварка нерж.pdf http://www.smart2tech.ru/vybor-svarochnogo-zashchitnogo-gaza Вот интересно и читайте , сюды не загрузился размер не тот и по сему здесь. http://websvarka.ru/talk/blog/90/entry-273-poluavtomaticheskaia-svarka/
1 балл
-
Ar/O2 98/2. Пульс 160А, 308lsi 0.8mm Весь процесс как и с СО2, но швы такие, окисляет гад! Ничего не трогая поменял на СО2, сварка протекает так же, но результат другой. А проволока на 4 мм толщины уже просится 1.0мм, а ее нет.
1 балл
-
Обсуждение немного не в то русло ушло. Перекрестились понятия индустриального оборудования и производства по нормам и правилам с реалиями мелкого производства (мастерские, частники) с использованием доступного оборудования и некоторым отступлением от норм и правил). Понятно, что профессионалы своего дела судят мерками совершенно иного уровня, чем частник имеющий ограниченные возможности, но имеющий желание что-то делать (таких людей в нашей стране "подавляющее меньшенство"). Хотя спор и не имеет смысла, ибо частник не заберется делать ракеты, а профи (с соответствующим оборудованием) не возьмётся делать железки, которые не полетят. Потому и есть ниши, и каждая эта ниша имеет право на жизнь, ведь кому-то и горшки обжигать надо. Когда я покупал аппарат, для того чтобы сделать себе то чего хочу (профи бы мне это не сделали), то да, нарушал все "заветы", где-то по незнанию, где-то из-за возможностей, но вещь эту я сделал, а потом ещё подобные вещи сделал (уже другим), постепенно повышая уровень знаний и по прежнему работая на "скромном" оборудовании. Кому я сделал плохо? Железки не ржавеют, не разваливаются, с точки зрения профи никакие, но они есть, и они живут). А по-другому так бы я и сидел ровно на пятой точке и сетовал на то, что нема денег на крутой аппарат1 балл
-
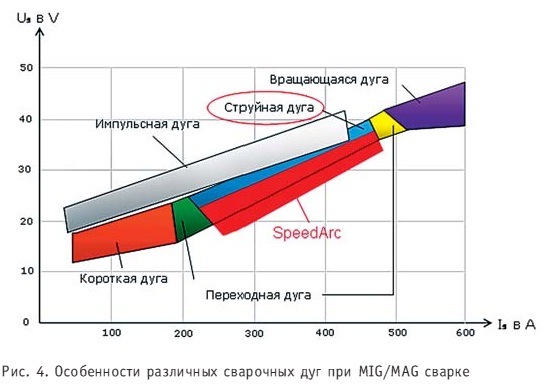
@SergDemin,@selco, любой нормальный полуавтомат без синергетики, будь то Аврора (был у меня), Сварог, Гроверс. В чистой СО2 варит что чернуху, что нержу одинаково. Сейчас говорим за короткую дугу, которая в Меркле называется Cold Mig. А в китайцах это обычный начальный (первый в таблице токов) процесс, на малом напряжении и подаче! Валерий, пойми одно, все эти приблуды в Merkle, да и в других брендах, только называются по разному: Cold MIG (короткая дуга), Deep Arc (струя), HLS (высокопроизводительная сварка вращающейся дугой), ничто иное как обычные процессы любого полуавтомата. Имея понятие, настраивается любой процесс вручную, без особых проблем. Но ведь в Меркле нет ручных настроек, а коррекции -30+30 не хватит для изменения процесса, вот немцы и создали эти процессы отдельно, и каждый производитель нахваливает их как что-то непревзойденное и уникальное. А на деле, обман для лохов. Что касается Минарк 200, если он имеет ручные настройки, то элементарно настроится на струю в алюминии, нерже, чернухе. Так же и на короткой дуге. Только вращающаяся дуга ему неподвластна, здоровье не позволит.
1 балл
-
Какого квадратуры взять кабель для аргона на 200А ??? Присмотрел "КОГ силовой особо гибкий"1 балл
-
Валялась 9ка давно и решил сделать ремонт и шланг пакет к ней. Понадобилось, кабель КГ16мм , трубочки под газ в автомагазине от Газели они по метру и пришлось 4шт и соединение делать но зато в оплетке и мягкие. Термоусадка самоклейкая и две камеры от обычного вело, кусок резинового армированного шланга на рукоять и провод на кнопку , микровыключатель. Вот что получилось, довольно легкая и гибкая.
1 балл




































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)