Лидеры




Популярный контент
Показан контент с высокой репутацией 03.04.2018 во всех областях
-
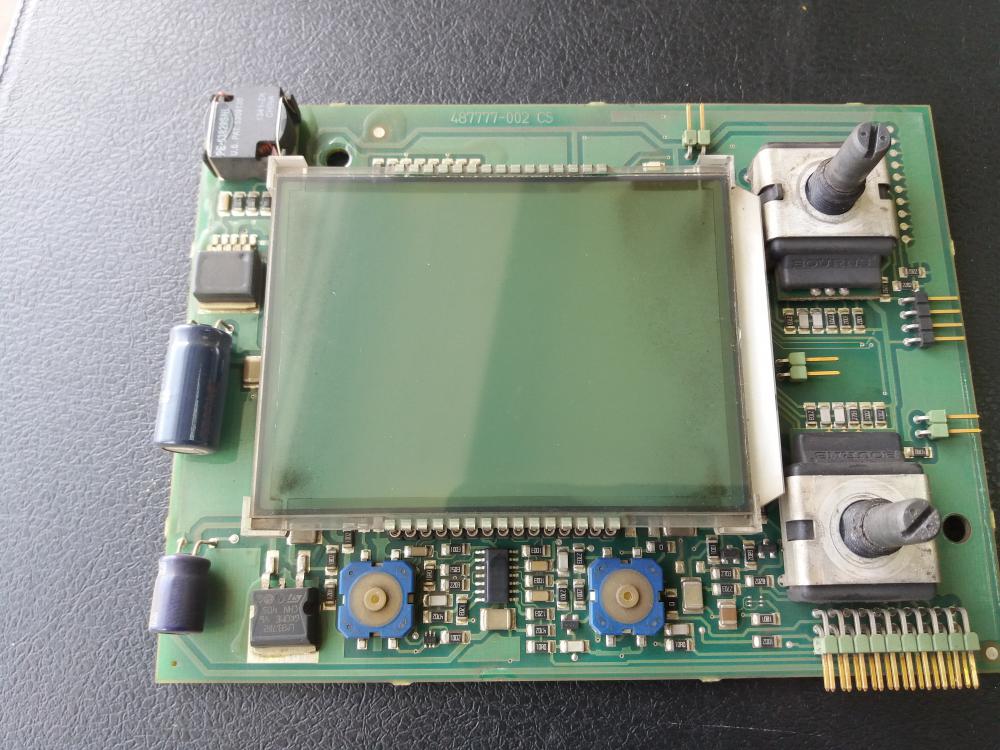
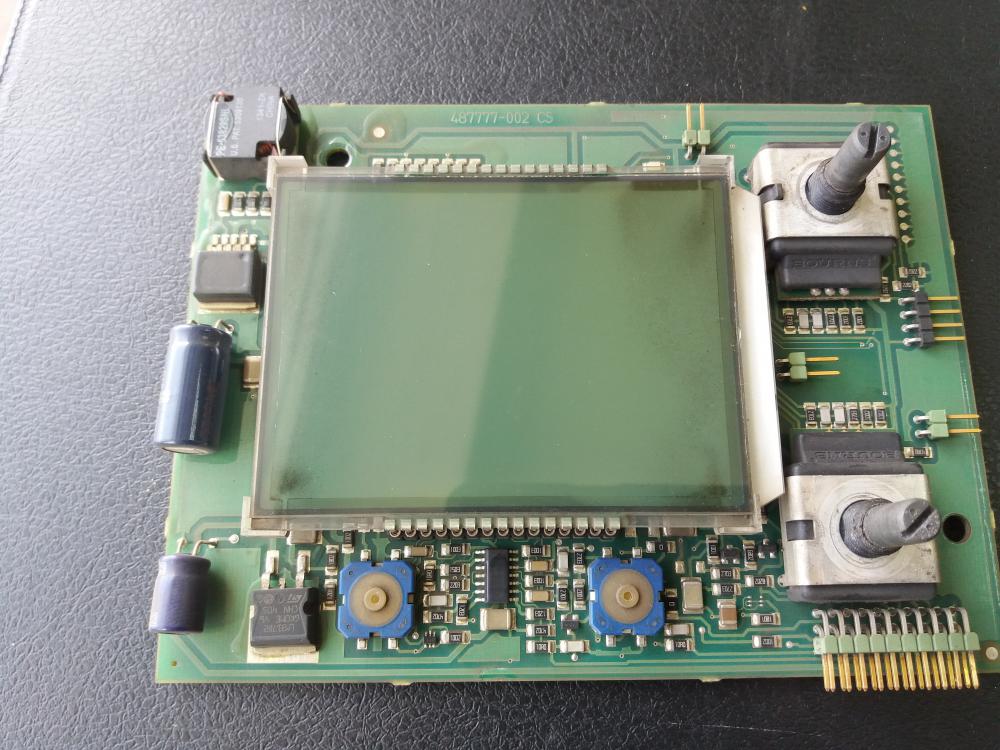
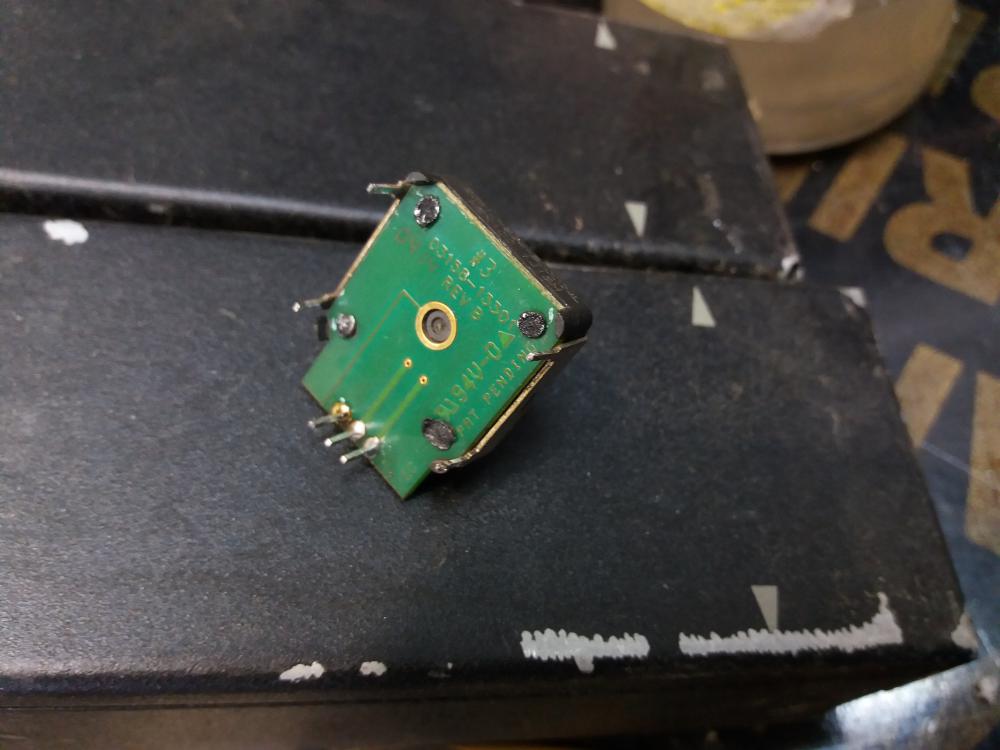
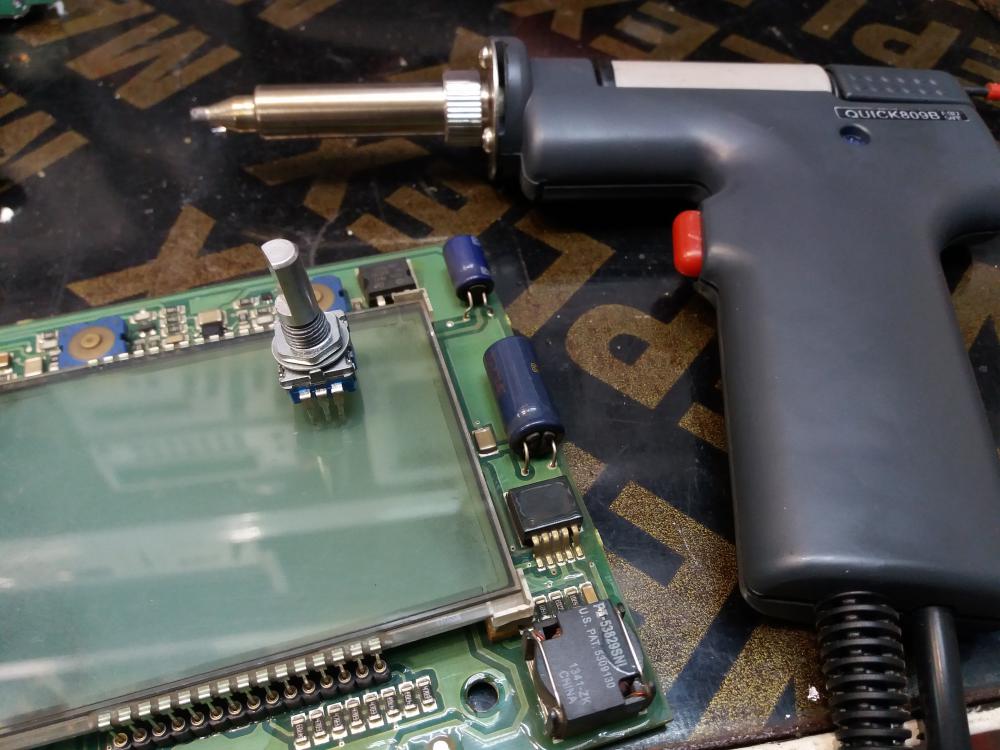
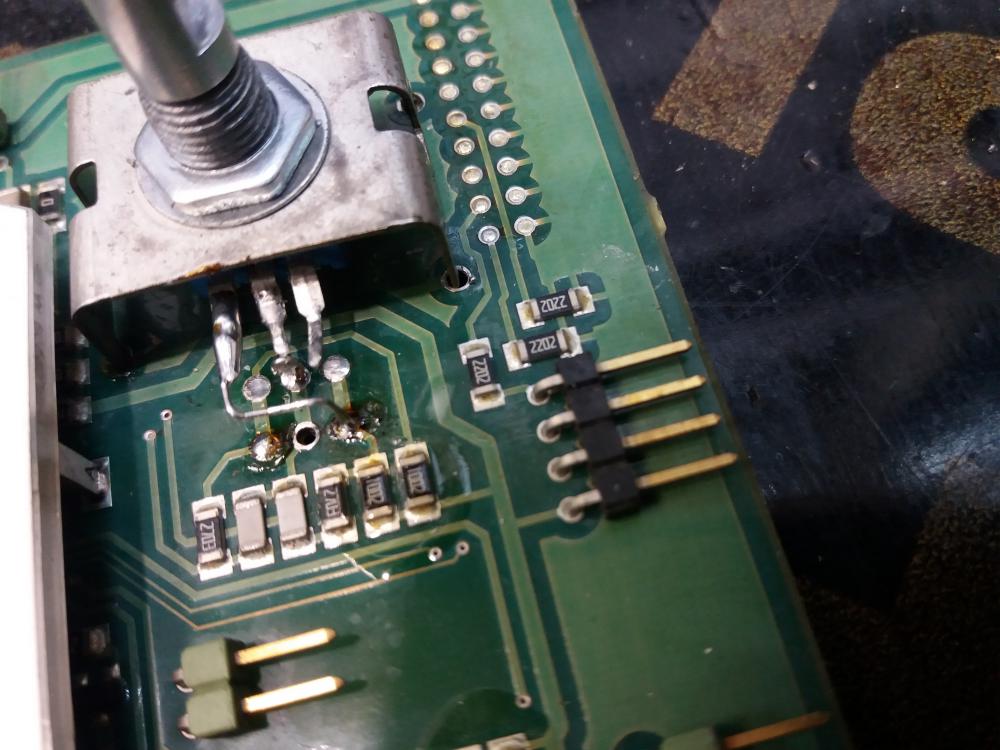
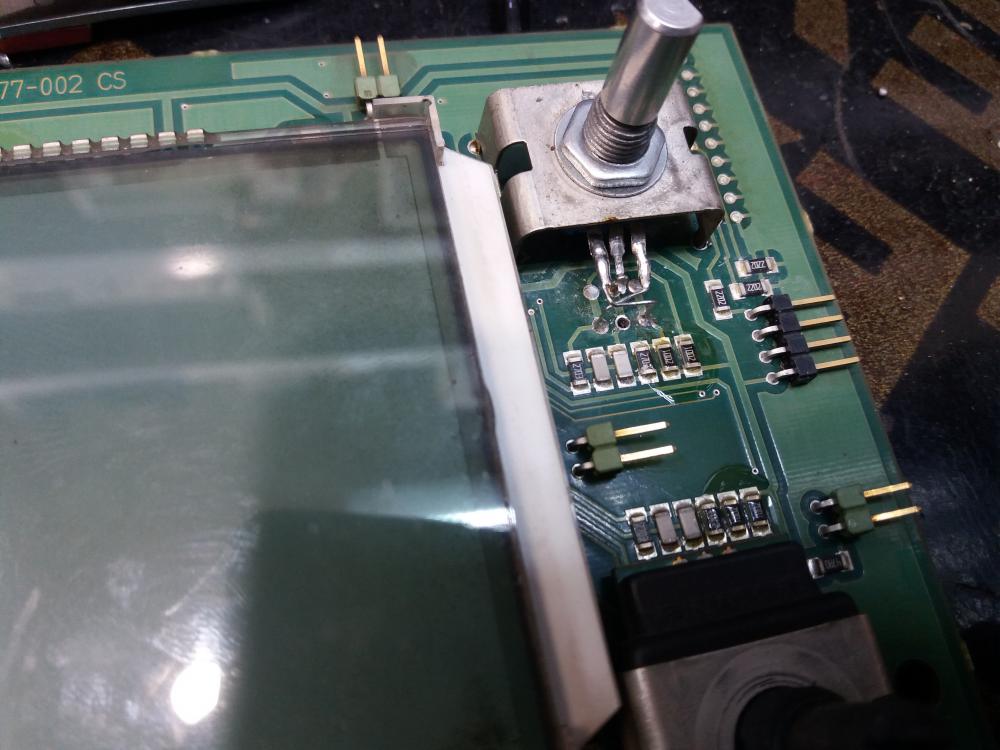
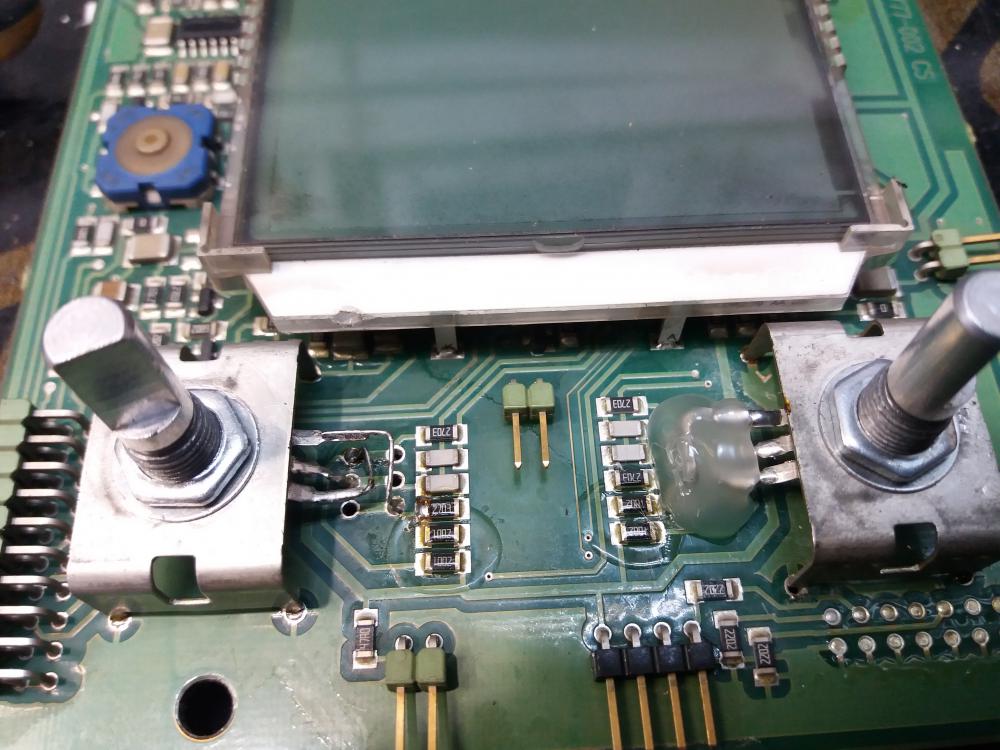
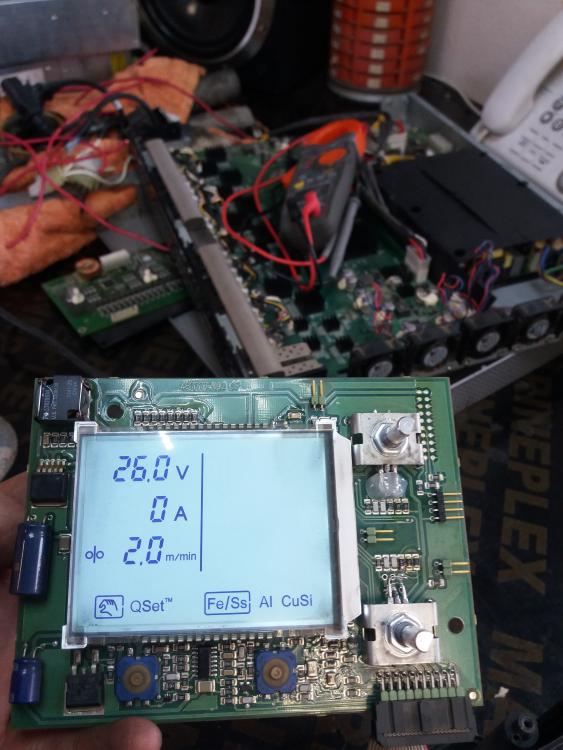
Пожалуй стоит оживить тему... Сегодня принесли аппарат ESAB Caddy mig c200i, со словами: "крутилки глючат" и "настройки буксуют". Тут всё ясно - механический износ энкодеров (у меня такое было в детстве, на музыкальном центре ). Разобрал, поменял энкодеры (Поставил китайские, общего назначения. А где я родные возьму, во вторник, после обеда?). Вроде просто, но не обошлось без небольших заморочек (впрочем, как обычно). Дальше шок-контент, прошу не пинать сильно, я сделал всё что смог . Снял плату передней панели: Энкодеры довольно специфичны по размеру. Но ничего, я что-нибудь придумаю... Старый и новый: Немного разные, правда? Но это не беда, так лучше: Прикрутил нового "китайца" к пластине старого "мексиканца". Осталось впаять в плату и убедится что всё работает. Впаял, соединил перемычками с платой - работает (но не так, как хочется). Кручу по часовой стрелке - значения уменьшаются, против часовой - растут. Непорядок, нарушен привычный шаблон, нужно привести управление в соответствие с ожиданиями. Приступим: Нелицеприятные импровизации... Хаос... термоклей... с обратной стороны вроде не очень страшно. Второй: Уже по накатанной. Проверяем: Работает (фото не очень наглядно, но не видео же снимать). Ну и последняя заморочка: Гайки из комплекта пошли на прикручивание скоб от старых энкодеров. Новые было найти не просто, но я превозмог . Это пока всё, аппарат снова настраивается без проблем, настройки не "буксуют" на месте, энкодеры не "проскальзывают". Собрал уже к концу дня, завтра отдам в работу.
 10 баллов
10 баллов -
Для сварки радиаторных сот и кузовщины из алюминия-вовсю использую проволоку 0,8 мм. 1,0 и 1,2 мм-тоже есть. Штопаю топливные баки от мелкой авиации и соты кулеров. Ну и трубочки всякие. За расширением сфер деятельности в области сварки неизбежно следует расширение ассортимента сварочных материалов и аппаратов (эх-ма, кабы денег тьма...).9 баллов
-
Всем здравствуйте! Если кто еще не в курсе, форум Остметал переехал на новую площадку https://kovka.guru О причинах переезда можно прочитать в теме Открываем Kovka.guru! Составил небольшой навигатор по новому форуму. Приемы ковкиУроки ковкиОценка изделийЭскизы, рисунки и проектыМастерскаяГорны, тиски, клещи, наковальниОбработка поверхности металлаНержавейка (одна из наших любимейших тем обсуждений)ЛитератураВ настоящее время администрация форума решает кучу проблем по отладке: переноса информации, наполнения форума, поэтому пока, подчеркиваю пока, форум может показаться малоинформативным. В дальнейшем навигатор буду дополнять. Пожелаем им всем удачи в развитии нового форума. ЗЫ: как представлю их объем работы голова кругом идет.6 баллов
-
@Hlorofos, Виктор , ну хорошо что сказать , тебе бы гелий подмешать и попробовать. Кислород какую то функцию выполняет и по сему разные смеси для разных задач. Гроверс 200 как приедет дай знать и тогда договоримся по Хелви200. Вот вчера терзал инет и от Есаб чуток есть про газы сварка нерж.pdf http://www.smart2tech.ru/vybor-svarochnogo-zashchitnogo-gaza Вот интересно и читайте , сюды не загрузился размер не тот и по сему здесь. http://websvarka.ru/talk/blog/90/entry-273-poluavtomaticheskaia-svarka/
6 баллов
-
Для опытов приехала.
6 баллов
-
С Вашего позволения я расскажу сегодняшнюю историю, в обще я редко пишу, я в основном читаю. В общем сегодня варил двигатель аутлендера после ДТП, удар бвл не хилый, что пробило переднюю крышку и блок в месте крепления. А еще поддон, крепление подушки, стартер, корпус какойто крыльчатка, но это не важно, важно передняя крышка и блок. От удара вырвало к чертям кусок мяса. Что мня просят сделать, (кусок милиметров в 70х50), наплавь все это дело на блок, я объяснил, что прокладка погорит на крышке и двигатель станет не разборным, сняли крышку, смотрю идет соединение двух половинок двигателя, говорю надо разбирать, на что услышал, сможешь палавить, я- смогу, но двигатель не разобрать в будущем, им пофиг, говорят вари. 3ий раз бьют эту тачку, ну а я чё, я ни че, заплавил. Как я уже говорил сегодня , где-то заплакал японец сборщик, аутлендер в новом кузове, и смотрите фото : Отправлено с моего Redmi Note 4 через Tapatalk5 баллов
-
@copich, меня внешний вид при использовании этой смеси не устраивает, потому дальше смысла нет копать. Шов чёрный и формирование не ахти, больше с кислородом не экспериментирую. Ar/Co2 98/2 отлично себя показала, в ней и будем работать, голод любопытства утолил и хватит.5 баллов
-
Ar/O2 98/2. Пульс 160А, 308lsi 0.8mm Весь процесс как и с СО2, но швы такие, окисляет гад! Ничего не трогая поменял на СО2, сварка протекает так же, но результат другой. А проволока на 4 мм толщины уже просится 1.0мм, а ее нет.
5 баллов
-
Всё это верно, но попробуйте любым другим видом сварки приварить к старой ржавой трубе где нибудь, куда ни руки ни глаза толком не лезут. Например, в перекрытии, под полом у соседа, который, зараза, к себе не пускает. На монтаже самотёчного отопления любым другим видам фору даст. Но, на этом пожалуй всё. Автожестянщики уже про неё забыли, а раньше чем машины варили? Газосваркой. И ведь ездили и не разваливались. Но,в общем, конечно, этот вид сварки уходит в прошлое. Поскольку исчезают те виды работ, где она не заменима. Мужики, а что это вы про неё, болезную и престарелую вспомнили?4 балла
-
Высокопрочный сплав 7ХХХ серии , и не все из этой серии варятся и нужно циферки добавить чтобы определить . http://alum-center.ru/bot/04_support/alloy.shtml P.S. Не когда не варите на месте , срочно ехать есть сейчас эвакуаторы и т.д. и если умудрились сломать то извольте и потрудиться и снять сее для сварщика в тех центре или сами не важно. И получится так что вас и обвинят в этом так как на машине сварить качественно не получится и она опять где то встанет и "ехать нельзя" и хорошо если просто встанет а то и улетит куды .4 балла
-
Спросонья назвал шарошки борфрезой,извиняюсь. Каждый остаётся при своём мнении,как случится возможность,то сделаю фото хорошим Canon-ом. При протирке прутка Панча пока есть только понимание,что хуже не сделаешь(чистота не лишне) + типа что-то ритуала по "фэн-шую"
4 балла
-
Всё же увеличилка не лучший способ проверки на отбел. Околошовная зона зачищается на 20-25мм на каждую сторону, а чаще всего на много больше (капиллярная дефектоскопия предъявляет требования к шероховатости поверхности), поэтому высмотреть там что либо просто не реально (всё блестит, как у кота). Берём тоненькое сверло (2-2,5мм), шурик, и аккуратно просто надсверливаем с лёгким нажимом исследуемую область околошовной зоны. Точка получается совсем крохотная, но она уже даёт понимание, что отбел не случился. Делается это как до сварки (можно и на стадии приёмки, как экспресс-метод, когда ещё металл не зачищен - наличие отбела хороший повод отказать в гарантии и взять повышенную цену), так и после, если есть сомнения. Просто и надёжно. П.С.: борфрезу не гробьте о карбид, возьмите шарошку, она отбел на раз удаляет и работает безударно.4 балла
-
А наверно не до понял , если старая гильза будет вырезаться -растачиватся то проблем ни каких . А по поводу наплавления алюминия рядом с чугуном , то да нужно стараться что бы дуга не касалась-не стреляла на чугун , тем более сами наверно обращали внимания как дуга на переменки ведет себя на чугуне . Если есть возможность то алюминия стараюсь вблизи чугуна гнать волной и горелку чуть развернуть в противоположенную сторону что бы дуга не стреляла не направлялась на чугун.3 балла
-
Ну чисто на внутренних "ощущениях" и из опыта . Может быть деформация гильзы , потянет сторону где варили , можно это избежать расковав шов , НО так же рассковывая можно переборщить в другую сторону . Гильзы если не заливаются по заводу , то гильзуются с натягом . Некоторый блоки гильзуются низ-верх на герметик он может выгореть.3 балла
-
Интэрэсные тенденции в сварочных жаргонизмах сегодня услышал: "Струйником нержа красиво варится, а обычным полуавтоматом неахти"3 балла
-
вернее 2,6 мм. если мне не изменяет память.И есть ещё один удобный момент -- они короче.3 балла
-
@copich, трехкомпонентная наверное вообще будет идеал. Ar/Co2 98/2 шов остыл, прошло несколько часов. @copich, за сапожок очень верно подмечено. Ещё сопло на выходе диаметром больше и расход 18-20 литров и стараться варить максимально короткой дугой, может слегка большим током, дабы не перегревая.
3 балла
-
@dezax,пачки нет,интернет под рукой уони от 500 до 640 МПа,явно выше чем рц.Если что то ответственное,то однозначно менять.3 балла
-
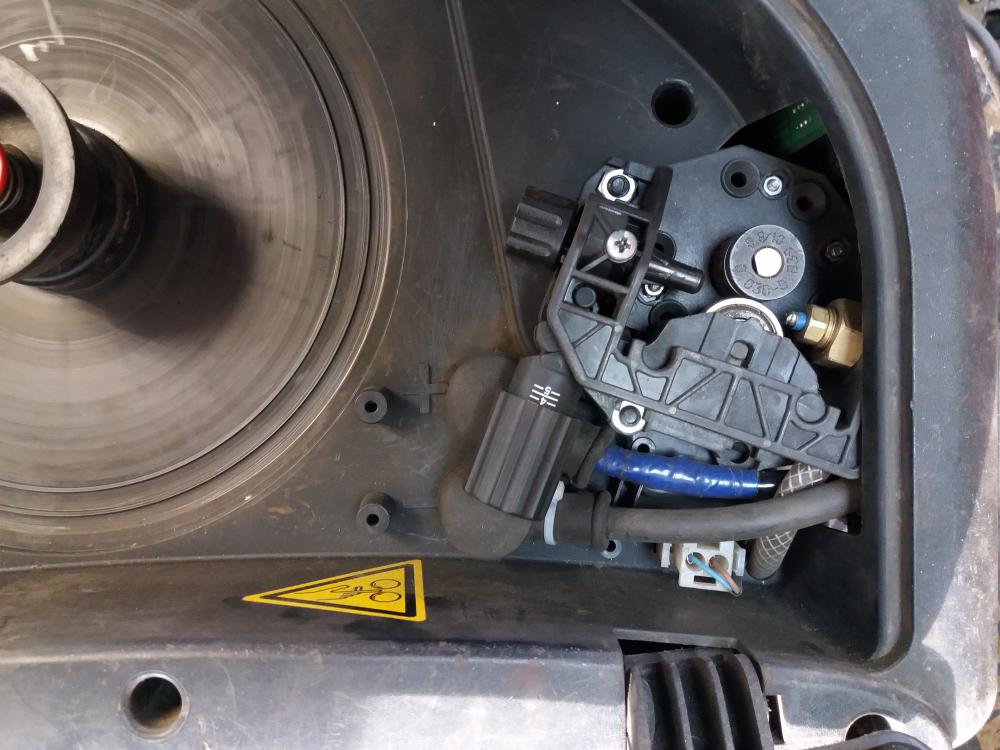
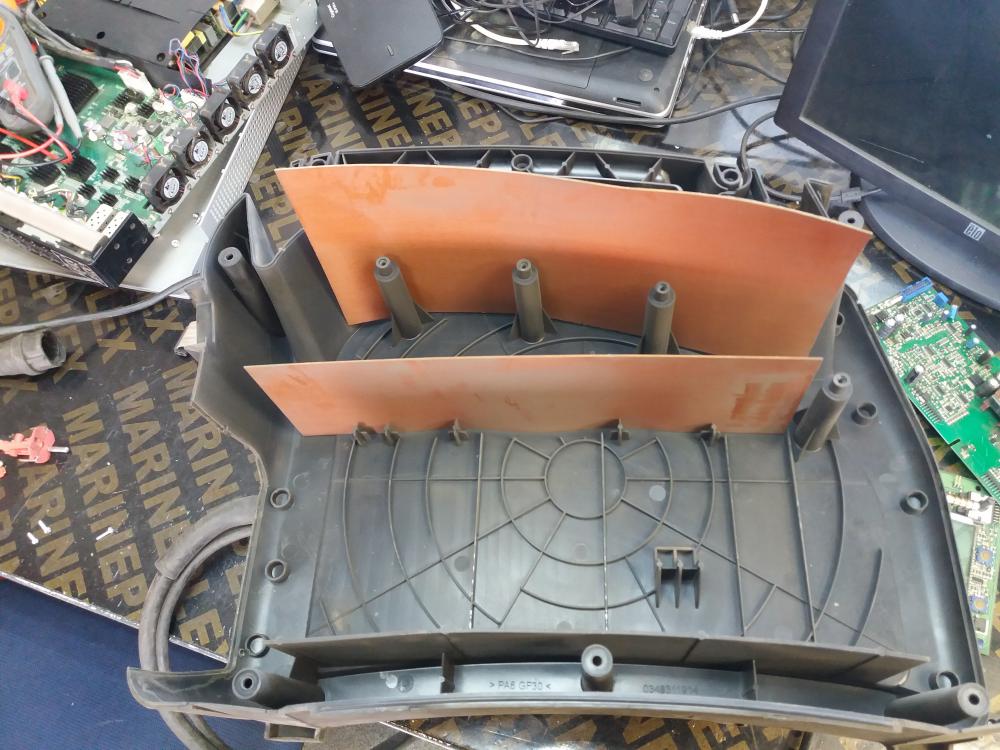
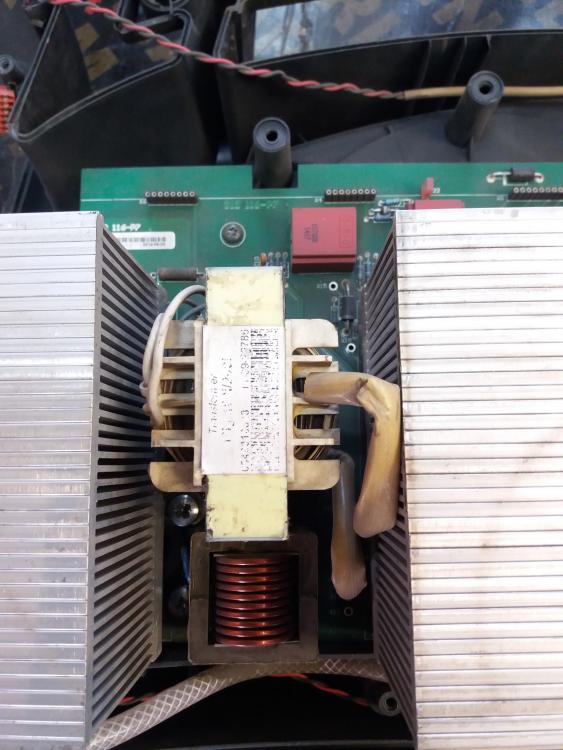
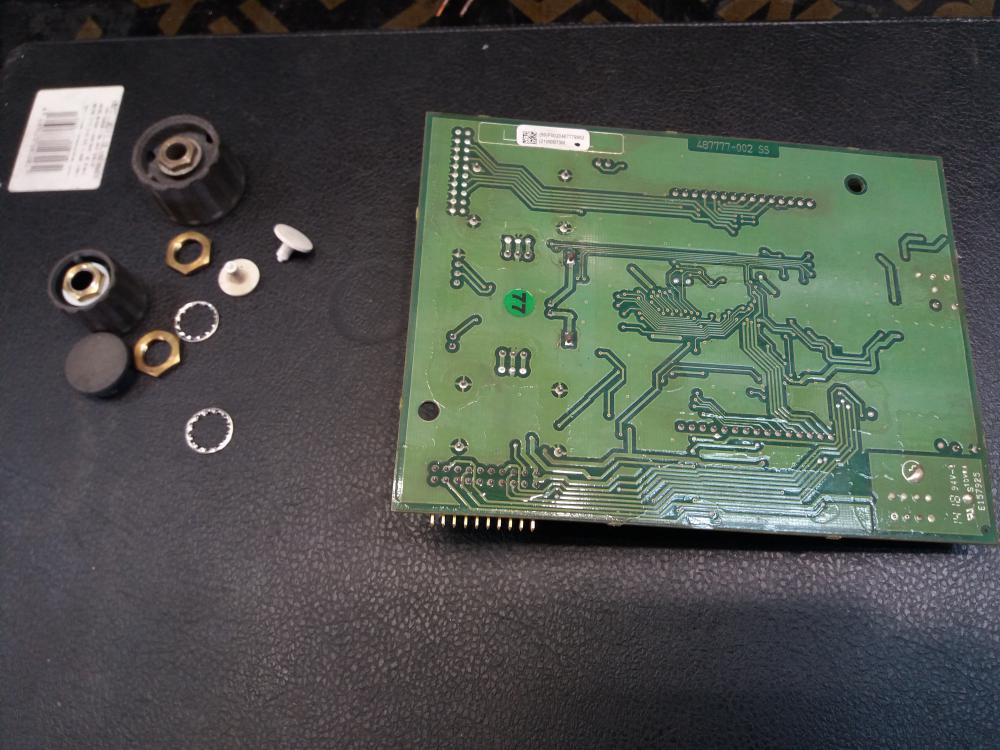
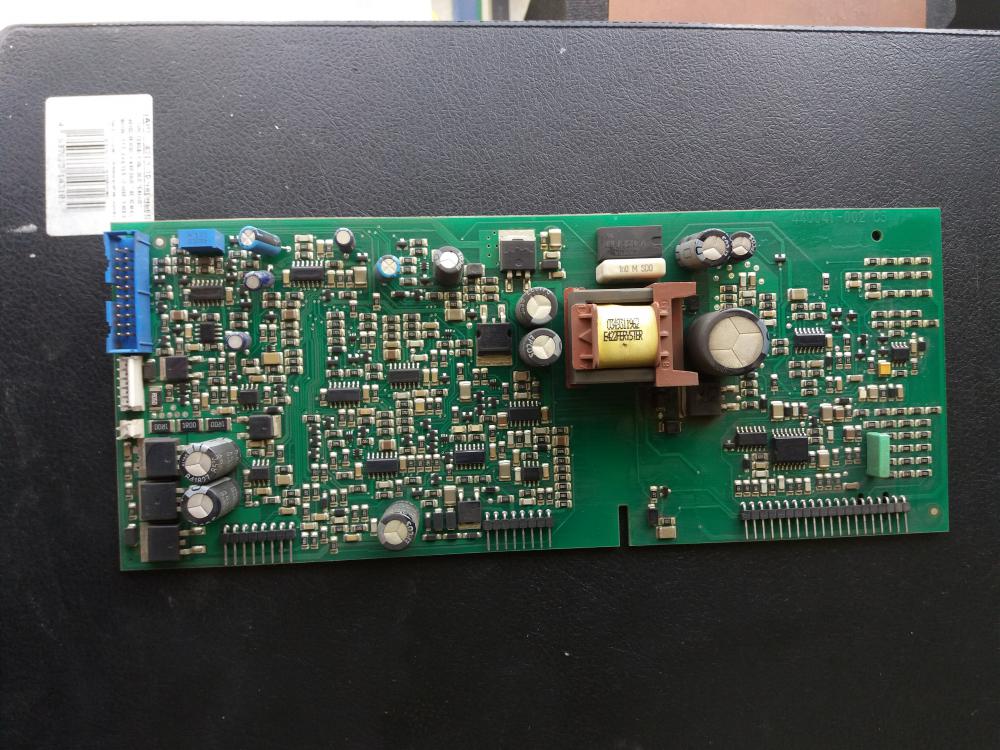
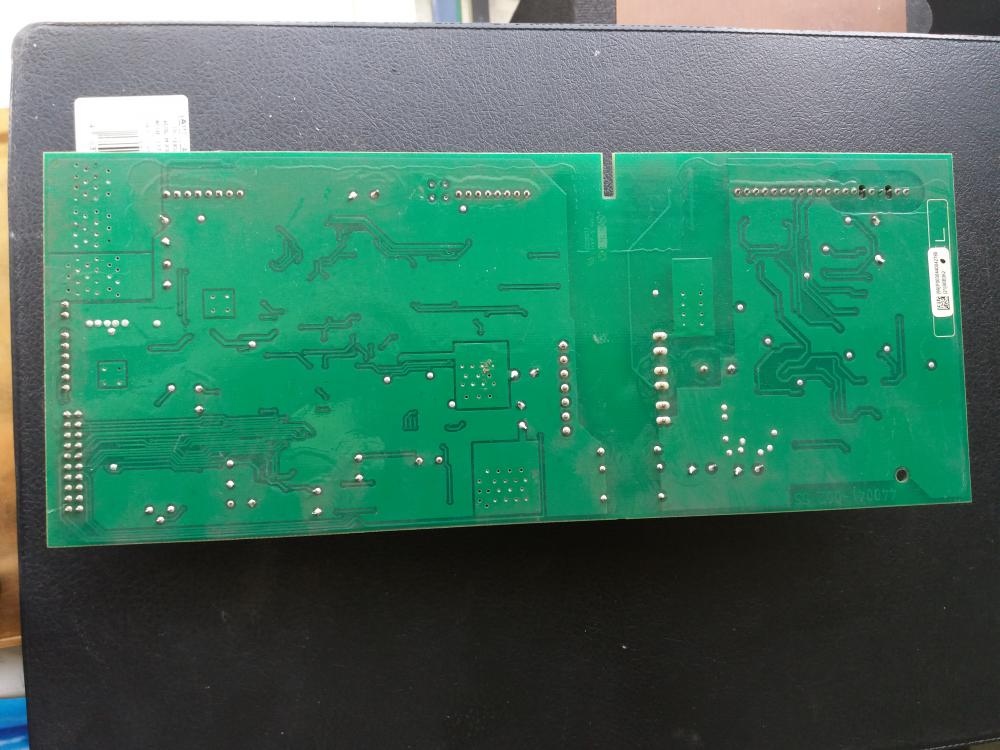
Сегодня у меня появился повод разобрать полуавтомат ESAB Caddy mig c200i. Разумеется я его немного по фотографировал (для коллекции форума, хотя может уже где-то было). Синергетик, с несъёмной горелкой, под катушку на 5 килограммов: Аппарат потрепан жизнью, но это и не удивительно, им работают каждый день (и уже не первый год). В последнее время пережил несколько легких ремонтов. Откроем отсек для катушки: Механизм подачи двухроликовый (один ролик ведущий, второй прижимной). Все просто и лаконично. Пойдем дальше (мне всё равно лезть внутрь ): Силовая часть собрана очень компактно. На крышке есть экраны из стеклотекстолита, он направляют воздух от вентилятора через силовую часть, уменьшая возможное осаждение пыли на плате управления, обдувается только то что нужно охлаждать (хотя я не совсем понимаю зачем нужен верхний экран). Более детально: Мотор-редуктор механизма подачи не разборный. Плата управления очень легко снимается (на втором фото видны разъёмы, саму плату я уже снял). Ещё ближе: Первое фото: внизу клапан подачи газа, на плате: входной фильтр, электролиты входного выпрямителя, радиатор силового модуля (да, аппарат на "моноблоке", с одной стороны это достоинство, с другой - недостаток). Второе фото: силовой трансформатор, дроссель, радиатор выходного выпрямителя. Если приглядеться, можно увидеть пару болтов которыми прикручены к плате выходные клеммы (их видно в отсеке для катушки, под резиновыми колпачками). Плата передней панели: Абсолютно ничего примечательного. Под дисплеем - контроллер, какой именно - не знаю (отвечает, видимо, за дисплей). Из органов управления: две кнопки и два энкодера. Плата управления: На неё поместили источник дежурного питания (хорошо видно зазоры отделяющие сетевой источник). Пока всё, саму причину разборки выложу чуть позже, в другой теме .
3 балла
-
Я обещал не говорить, как отключить БСН.) Некоторые аппараты потом бахают, и мой не исключение.3 балла
-
Просветитель из меня никудышный , расскажу что увидел с того момента,как начал пробывать варить чугун и как понимаю,чтоб не наступить на грабли (хотя, иной раз нам нравится их с собой таскать и изредка наступать). В своё время понакупал для тренировок на приёмках металла и разных улиток,сгонов,2 блока от двигателей,корпуса редукторов разных.И ломал\разрезал,и грел пропаном,ацетиленом,болгарскими\российскими электродами по чугуну,аргоном перегревал на дурных токах..... Сверлить\пробывать на сверло надо тогда,когда нужно найти границу отбела,чтобы вырезать этот участок( + чуток мм от границы отбела) для изготовления латки и понимания объёма работ или возможности выполнить эту работу.То есть это "прощупывание" металла после выполнения кем-то работ,тем более,если додумались и шлифанули место сварки.А в основной массе после себя не удосуживаются "прибрать". Если бы я сверлил каждую работу по чугуну,что у меня или свёрла бы кончились,или клиенты подумали бы,что точно-Секта! Для меня несколько факторов устаканилось в процессе разного рода эксперементов с чугуном.Когда присутствует отбел после сварки,то это чётко видно через увеличительное стекло,ведь прилегающая поверхность была зачищена и зашлифована лепестковым кругом. Первое - это специфический цвет снаружи (иногда и внутри) и второй момент - это эфект "гусиной кожи" на поверхности металла. И если надо убедиться дополнительно и чтобы не портить внешний вид,то берём китайскую карбидную борфрезу и пробуем шаркать.Есть искры и еле шкрябает -отбел. Нет искр - нет отбела. Только не принимайте моё видение за призыв к действию.Вы спросили-я поделился своим пониманием. р.с. мне никто не рассказывал,что можно убить\засрать до дури линзу при сварке чугуна,,, сам допетрил,что надо работать длинным соплом и всё будет с линзой нормалёх.3 балла
-
Ну да, скорее всего потолок то варил всего третий раз, только вот на двух БМВ варил, там я не сталкнулся с такой бедой. А так все на столе, да на столе, головы, блоки, диски, вот на фото поддон Вольво, сквозные отверстия 8 мм: Отправлено с моего Redmi Note 4 через Tapatalk3 балла
-
Банальный недостаток опыта, ИМХО. Не доходя до ванночки присадка дугой уже начинает плавиться, при таком раскладе заварить неудасться.3 балла
-
И очень возможный попадос сварщика на восстановление в последствии электроники авто...3 балла
-
Автомат, укрепляющий бандаж для днища. Автомат, это сила, скорость и красота
3 балла
-
Добро пожаловать в Семью! Никто не обидится, что я от ВСЕХ это написал? Слава, здесь много хороших людей, с общением все увидишь.2 балла
-
Я Вас не хотел зацепить, извините. Правда, не могу в приложении поменять ни чего кроме фото профиля. Отправлено с моего Redmi Note 4 через Tapatalk Меня зовут Вячеслав, Республика Башкортостан, г. Стерлитамак. Будем знакомы думаю я смог объяснить почему не заполнено в профиле. Отправлено с моего Redmi Note 4 через Tapatalk2 балла
-
Так раньше такого не было. Варил с подогревом, с резделкой. Баланс 70, ток 150-170А. Прямоугольник. Присадка 5356.2 балла
-
Нормальные, уважающие других челы, заполняют профиль. Здесь так принято, невидимок никто не любит. Лично у меня комплекс на глухо тонированные машины, растонировал бы с АК47..... Хочу видеть того с кем жизнь сталкивает. Еще больше ненавижу мотоциклистов с номерами прячущимися под сиденье. Гандоны по жизни, и вашим и нашим. Определяться надо по жизни.... хотя сейчас 256 оттенков серого.... толеранты хреновы... У нашего поколения черное - это черное, белое - это белое. Или мужик или нет......2 балла
-
Redbo Intec-165S Живет второй год, основу жует, только если хорошо попросить. Допа TIG DC с поджигом касанием; самодельный шланг-пакет и горелка с вентилем - аргонник готов. У дисплея слишком грубая матовка, на солнце плохо видно, к тому же его прикрывает кожух.
2 балла
-
Да, теперь я тоже не буду . Тем более, заводская сварка все стыки были полностью проварены, а по месту горелкой было подлезть примерно по 10мм каждого стыка. Ну да ладно, теперь что уже, клиент уговорил, кто не ошибается, тот ни чего не делает. Отправлено с моего Redmi Note 4 через Tapatalk2 балла
-
Инвертор ETALON 250 WMM. Куплен в 2013 за 10 тыс. руб. Работал на стройках, на первом объекте спалил около 400 кг четвёрки уонии 13/55. С пятёркой справляется плохо. Заменены вентиляторы как отработавшие и полностью износившиеся. Других ремонтов не было. С уонями работает прекрасно как на больших так и на малых токах, хорошо держит короткую дугу на малом токе при сварке уонями "заборного профиля". Категорически не хочет работать при пониженном напряжении сети. фото из интернета: фото из интернета: моё фото: ближе:2 балла
-
А сейчас на монтаже супер-модного медного отопления.Правда это пайка, и делают его сейчас специалисты по сплит-системам, но начиналось это с нас. Так что воды с тех пор утекло гораздо больше чем нам кажется, Серёга. Кому?У меня был. Ничего хорошего. Страшно, ненадёжно, возни много, давление постоянно плывёт, постоянно этот генератор надо куда-то помыть, ибо из него вытекает тазик вонючей серой извести каждый раз. Короче грустная тема -- не мечтай.2 балла
-
Круче - можно, но только гнилушку . Когда почти не к чему цепляться, газом можно аккуратно бортик наплавить, потом к нему варить. Бывает ещё дерьмовая труба попадется, к ней TIGом не приваришь - пенится. Только газом. . На этом крутость заканчивается. Увы... Ну, ещё удобно, когда и погнуть и порезать горелкой можно. Это сейчас УШМ, как гуталина у дяди кота Матроскина, а раньше болгарка была реально болгаркой, в алюминиевом корпусе и большим дефицитом. @ЛехаКолыма правильно подметил - ЖКХ.2 балла
-
И не только в сантехнике оно применялось. На монтаже мелких трубопроводов(КИПиА) в большой химии в осноном газом и варили.2 балла
-
Маска пойдёт по рукам, недельку побалуюсь, отправлю AntonVL. Дальше, кому интересно, с ним договаривайтесь. Задача установить, не утомляет ли глаза резкий контраст светлого и темного состояний. Большинству форумчан если не будет создавать дискомфорт, то вскоре появятся в продаже маски 2.5Din с фильтрами 815 или 820s.2 балла
-
2 балла
-
Я пробовал )) Восновном когда коллектора варю , пока теплый (не горячий мажу побелкой , быстрее остывает - встает мел, и заливаю керосин в теплый коллектор , так если есть трещины быстрее покажет ) .И если приходилось подваривать , и естественно керосин внутри не до конца продул-высушил , то подвариваю а там хлопок и горит .2 балла
-
Ну так получается же "цветной" шов с п/а ! Получается!))) А что касается защиты, когда сопло уже дальше пошло, то да, так и есть, шов ещё краснющий, защиты нет и появляется окисл, я на это тоже обратил внимание. Мой эксперимент был неудачным ибо пластинка маленькая, толщина 2, проволока 1, попробую ещё когда 0,8 куплю и металл по сусекам наскребу.2 балла
-
Правильно форумчане говорят, нужно менять. Хотя это сильно зависит от того что вы свариваете. Если металлоконструкции или трубопроводы под давлением, то РЦ не пройдут (хотя например на некоторые водопроводы могут подойти). Что касается "просвета", на просвете могут не увидеть разницы, если механических "косяков" в шве не будет (это ИМХО, я не дефектоскопист). Но даже при эксплуатации в условиях положительных температур разница в прочности шва уже дает о себе знать, при сильном минусе разница будет очень драматична... Всё выше сказанное мною - сугубо личное мнение. Прошу не воспринимать как руководство к действию (могу быть не прав).2 балла
-
да что за манера все в кучу мешать?! Я имел ввиду про трех компонентную. В вашем случае, смесь может и пошла бы но нужно менять режим сварки. О чем я выше писал, что для толстой нержи нужно особенный подход. Я про охлаждение. Т.е. если в чистом СО2, то дуга холодная и материал меньше греется и меньше времени нужно на охлаждение в среде защитного газа пока шов еще под горелкой находится. Если дуга горячая, то материал больше греется и шов еще красный, а из-за сваренного участка и более быстрой подачи проволоки, нужно дальше бежать. Вот и получается, еще красный метал остывает во внешней среде без защиты.2 балла
-
@Hlorofos, Осталось достать смесь НП-1,НП-22 балла
-
Самое интересное в конце ролика - выгрузка "балласта" https://youtu.be/Zh5MNAH2Gt42 балла
-
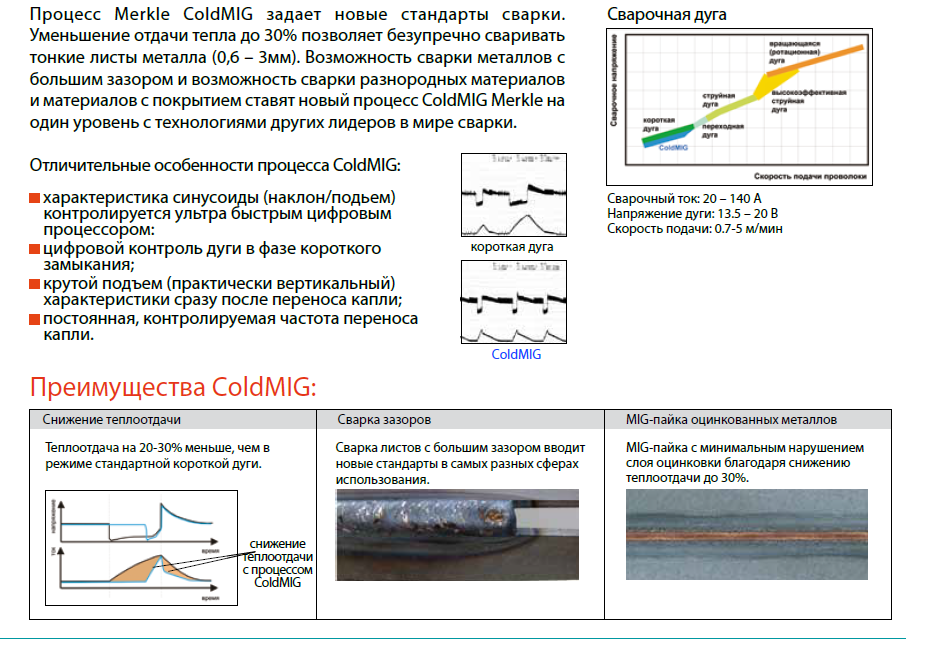
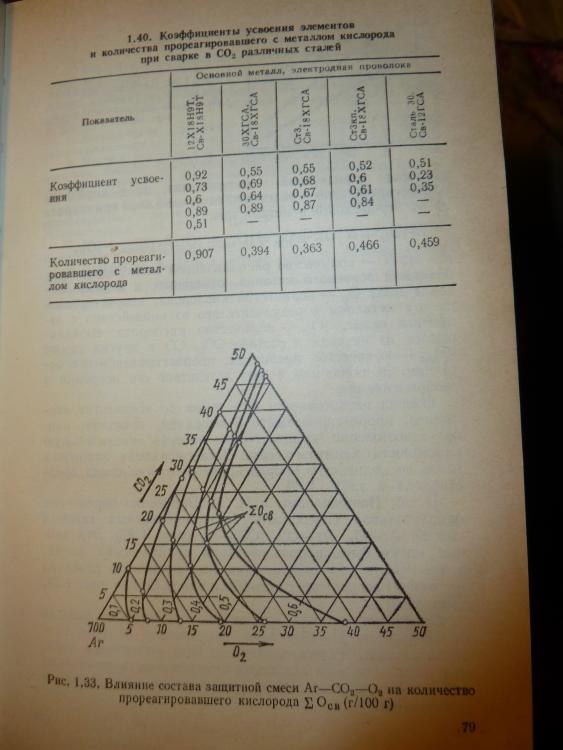
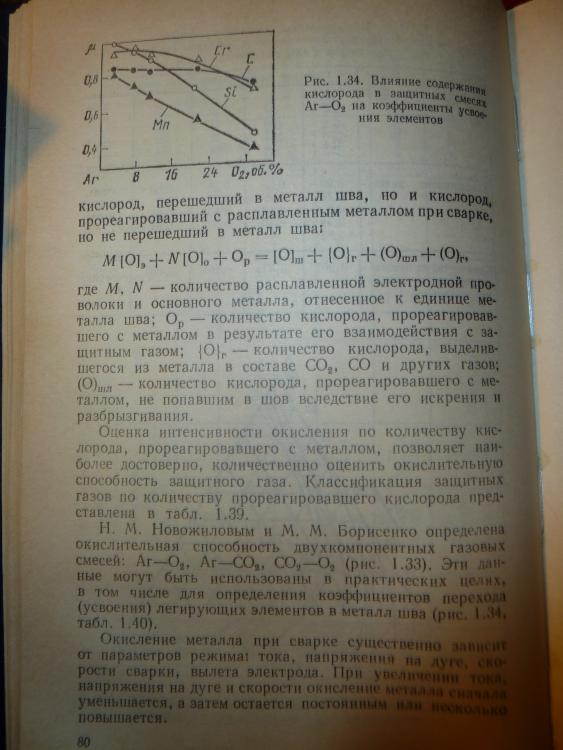
В общем прочитал все и цитировать очень много и отвечу так. Виктор , да не дотянет Кемппи 200А до струи да еще с нерж и по твоей же диаграмме струя начинается после 200А . Что касается Cold режима то он на 100% отличим от короткой дуги и есть видео , искать не буду. И навряд ли китайцы имеют его. Deep или как у EWM Force тоже отличается от струйного и кардинально узкая дуга, и вот мой когда Deep издает пищащий звук и при обычной "струе " его нет. Ну и посмотрите вот у этого есть чуток дуги в замедленном действии и интересно. https://www.youtube.com/user/clebermq/videos Ну и что касается сварки нерж в СО2 , я против этого , и вот кто дома и для него можно наверное но я бы не стал и выше выложенные швы их бы распилить и посмотреть , металлу много и даже очень но шов 100% брак, ну и вывод намешайте сами смесь если нет в продаже и пусть она будет не точна но она смесь и сделает свое дело на нержи , вон американец и то мешает через обычный тройник а у него возможностей куча . Вот и вчера с аэро-трубой рассказал и у них Свароги 300А , но приехали за импульс-помощью и все ясно как белый день кто то подрядился на это и думал а что нерж и черняга схожи и разницы при сварке не будет , ну и лоханулись и видимо заказчика их швы не устроили по всем показателям. и вот что говорит EWM b и я им верю ColdArc&ForceArc.pdf ну и Merkle в унисон вторит им и тоже верю , обе фирмы серьезные и их бы уже давно покрыли трехэтажным если бы это было не так DeepArc.pdf
2 балла
-
Надо. На уоньках новичок может первый раз наконец-то увидеть сам металл в сварочной ванне. А вот тов. @Darkbird скорее всего его ещё не видел. Ну до этого надо дойти -- не всё сразу. Жаль. Тогда будем наклонять слегка железяку, и варить наверх, на подъём градусов 30.2 балла
-
Грели около часа пропаном, двумя горелками гоняли по кругу, примерно от 140 до 160 градусов вышло. После первых трёх швов укрывал одеялами и ждал спада.Далее ловил пирометром места вразброс ,где 50-60 градусов и варил,и так далее по этому принципу.Много градусов по всему шву-в одеяло и ждать нужный режим. Работали в четыре руки.Самому ворочать,держать место сварки в горизонте и проковывать не реально.2 балла
-
@Hlorofos, минусовать не буду, но тут в корне ошибаетесь. Не позволю Валерия обижать! Он реально понимает и чувствует дугу. Конечно это форум и каждый имеет право на высказывание своих идей и не только идей. НО!!! Получается, что все институты и те люди, которые занимаются разработками и экспериментами полные идиоты (с ваших слов). И тогда смеси газов нафиг не нужны. И достаточно купить китайский аппарат и радоваться, т.е. все остальное ЕРУНДА. Ага!!! Вы так скажите тому кто садится за руль мерса, что это полная фигня и ЗАПАРОЖЕЦ ни разу не уступит по комфорту, безопасности, динамики, надежности т.п. А в телефонах тоже маркетинговые ходы и т.п. В общем: вы кардинально тут не правы! В чистом СО2 варить по нынешним меркам можно но вы выбиваетесь из рыночной ситуации, когда вы можете сделать проще и качественнее. Когда вам не надо долго и нужно болгаркой зачищать шов. А качество шва выше и по прочностным качествам и визуальным. Когда быстро и легко аппарат переводится из жестянки в сварку 10мм и потом обратно и при этом шов так же прекрасен и качествен. Я не знаю ваш уровень знаний и опыт общения с различным оборудованием. Но мне и как многим есть, что с чем сравнивать. И название бренда не просто бал бла бла на корпусе и куча денег в большинстве случаев является оправданной тратой. Конечно если раз в год, а то и меньше, вам нужно соединить две железяки, то можно чем угодно. Как некоторые, трубы лечат холодной сваркой. Но если у вас объем и достаточный, то лучше иметь хороший инструмент, как болгарка чем напильник. Конечно, экономия должна быть экономной и если не хватает на более качественное и лучшее, то стоит развиваться. А не говорить, что это негодяи богатые не понимают толк в бомжпакете. Ведь бомж пакет куда лучше, чем .... Надеюсь моя мысль понятна вам. И чтобы во всем разобраться, то советую учить мат часть. Она на многое глаза раскроет. И последнее: интернет стал давать не только кучу полезной и важной информации, а еще так же куча ерунды и обмана. Те кто соображают, то понимают где правда, а где нет. Верить надписям на заборе не нужно2 балла
-
Мужики, сварить то можно в любом газе и вот я вчера весь вечер талдычил что не получится у 200амперных аппаратов в СО2 и даже смесь 80х20 и то плохо переваривают это касается без импульсников , импульсы другая тема и сварка там в другом ракурсе . В общем 200А с нерж будет примерно так если короткой дугой то навалим столь металла что на шов страшно смотреть , если длинной и в струйный он с СО не уйдет даже с 08мм и будут собираться большие капли (крупнокапельный) на кончике и потом улетать могут в ванну а могут чуть в строну или еще дальше , не сварка а не пойми что. Да согласен на 300амперном там что то можно еще с СО изобразить , но лучше этого не делать. И не забивайте молодежи голову , а то вчера мыльница таков шов положила и явный рекламный подвох и они даже не стыдятся что врут , впрочем сейчас весь мир так . Вот америкос с Есаб тот и то все по правде показал и для хорошего шва в любом понимании спец смесь у него для 200амперного.2 балла
-
Целая дискуссия появилась из-за этого последнего видео. Как уже говорил, что крупная чешуя меня не устраивает, кручу быстрее, таким образом содержание сварочной ванны содержится в одинаковых пределах, более литой шов, плотность его, меньше чешуя, лучше переплавка. Кому ведь как нравится, по мне лично называю крупную чешую размазней, растягаем, хоть и красиво и качественно тоже. Но интересен факт, что в Сургуте турки. наученные теми же американцами, живо интересовались такими швами и тоже в последствии старались крутить быстрее. А изначально мне пришлось заварить образец, корень, заполнить и так же положить крупную чешую, которую не считал нужным фотографировать. Так же в Екатеринбурге коллега наш один земли не видел ходил от себя самого от крупной чешуи, так и все считали, пока не увидели более литой шов, как монолит с трубой, как обруч. Скажу честно друзья, у него очень были крутые швы, думал лучше не сделать ) Так, что я за литье и за плотность, а так же за четкие сплавленные края у облицовочного шва.
2 балла























.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)