Лидеры




Популярный контент
Показан контент с высокой репутацией 10.03.2018 во всех областях
-
Будень послепраздничный. Пока основная масса трудящихся поздравляла и принимала поздравления, некоторые работали, не покладая рук. К примеру, на заводе по переработке автомобильных шин-ремонтируют конвейер. Для того-надо порубить цепи на отрезки необходимой длины и сварить обрезки в целые участки. Инструмент. Процесс-весьма незамысловатый. Звенья режем, греем, разгибаем, переставляем, сгибаем и свариваем. Таким образом перебрал 120 м цепей. У Доджа Гранд Караван "какчественным" антифризом проело канал подогрева дроссельного узла. Обварил по поверхности, не мудрствуя лукаво. Стальную подводящую трубку-запаял БрКМц. В праздник-состоялась традиционная весенняя джиперская "девчачья" покатушка. Для некоторых её участниц-щенячий восторг от прохватов с ветерком по заснеженным полям и перелескам был несколько омрачён травмами их "боевых коней". Итак, очередное "славно покатались"... На Рено Дастер-обрыв клапана. Тут-всё стандартно. На Шевроле Трекер-лопнул картер переднего моста. Вот здесь-несколько поинтереснее. Надо умудриться не промахнуться с геометрией и максимально избежать поводок. Разделываем кромки, фиксируем на столе. Варил с предварительным и сопутствующим подогревом в два прохода. Корень и облицовку, для пущей гарантии, проковывал. Подогретый картер медленно остудил под теплоизоляцией. После снятия прижимов-проверил на предмет поводки. Неплоскостность-в пределах 0,2 мм на всю длину картера (порядка 600 мм). Обрабатываем обратный валик. Подвариваем непровары на плоскости разъёма. Зачищаем подварочные швы, собираем редуктор (всё собралось легко, от руки) и вручаем механикам для установки на машину.
 26 баллов
26 баллов -
Несколько иллюстраций в дополнение. Пайка Кастолином 192 не вызывает проблем,а вот аргоновая сварка более трудная.Двухмиллиметровый алюминий и медная миллиметровая трубка.Полуда меди,ток 52а,78 Гц при балансе 45.Частоту повышать не надо - дуга будет блуждать.Электрод 2,4 пруток 1070. На снимке алюминий сварен с титаном - присадочный материал только 1070,1100.Также Кастолином можно выполнить пайку алюминия с чугуном и т.д.
8 баллов
-
7 баллов
-
6 баллов
-
Благодарю ТЕХСВАРА, АЛЕКСЕЯ-МУЖИКА С БОЛЬШОЙ БУКВЫ, за помощь в выборе и тд и тп .Ребята благодарю всех вас!Мужики, всему вашему форуму-благодарность за советы в выборе. Нужное дело делаете. Всем вам-ещё разогромное спасибо!!! Счастья, здоровья и удачи вам всем!6 баллов
-
В итоге ничего не получится. Данная тема на каждом форуме поднимается, но в конце ноль. У каждого свои предпочтения и видение лучшего. Да и искать тему никто из посетителей не будет. Ведь проще озадачить всех вопросом. А после того как купит очень мало кто отписывается об впечатлениях.6 баллов
-
6 баллов
-
Какие там технические тараканчики...банальная проба на отбел либо сверлом,либо напильником.6 баллов
-
Почитайте, специально собирал по всему форуму:http://websvarka.ru/talk/topic/10494-svarka-vzryvoopasnykh-yomkostej/6 баллов
-
Кастолином 192 плакируй трубку и "приваривай"5 баллов
-
Тема в новых сообщениях всплывает, может кому неудобство доставляет)...а тем временем, от пациентов с буханкой вышла подстава, клялись, что сцепление привезут как только я сниму коробку (там ещё сальник к.в. менять надо) несмотря на выходные. Коробку вчера снял (после кафе пошел дальше работать (если чо, то не бухаю, на работе, и бухой на работу не прихожу). В общем встала работа, подъемник занят, очередь порушилась, и решил пока порядок понаводить. В процессе переставления с места на место всяких нужностей попались на глаза вот такие железки Это очередное произведение на скорую руку, ибо последний сделанный багажник подарил, сам остался без корзинки. Возить то и дело приходится всякий длиномер, вот собрал в кучу когда то давно сделанные крепления (самый первый опыт) с профилем (профиль обмотал бумажным скотчем, этож на время, получилось на пару лет). Тогда у меня не было тига, сварка п.а. с дальнейшей шлифовкой швов Значит попались эти железки и ещё попался профиль 20*20 (есть и 25*25 со стенкой потолще, но его жалко на ерунду изводить, хотя было бы крепче). И в голове поселилась идея немного переделать перекладины для применения возить не только доски но и некоторые жиперские вещи (попозже покажу для чего именно, как доделаю). Проще для меня было бы переставить проволку в п.а. и заварить как уже знаю, но решил заодно потренироваться с тигом, хотя осознавал, что красоты не видать, время больше потрачу, но... Вот такое безобразие получается, если к аппарату подходить раз в месяц, а то и реже. Никак не получается подавать тонкий (1мм.)присадок движением пальцев (пробовал всякие способы, на фото видны поиски) А это моя мультподставка в деле, про которую писал в прибамбасинге, сверлю Нашел болты, нержавейка, но когда-то я ими прикрутил чернуху (зная о последствиях, но так надо было). Пригодилась щётка (хорошая щётка) что купил здесь у всем известного Романа) Пока туда сюда уже полночь, завтра встать пораньше надо, потому вторую сделать не успел. Как сделаю покажу что задумал)
5 баллов
-
5 баллов
-
У меня всё попроще. Просто подвели жирную черту и пустили первую стружку.
4 балла
-
У меня без диагоналей выше показал работают 10лет и еще столько же побегают . Но и можно и с диагональю и тоже все рабочее Кстати в километре от меня завод откатных ворот так вот делают и с диагональю и без них все зависит от хотелок хозяина и возможности завода . https://www.youtube.com/watch?v=-8QnfOri-PY Вот они варят и правда у них на рамку Т образный профиль https://www.youtube.com/watch?v=vEsTDHxbpRA Так и есть и я показал да и рассказал как варил свои выше да после сварки углов приступил к верхней плоскости (к нижней не добраться без перевертывания) и после сварки верхней плоскости их выгнуло , ну и перевернул и нижнюю сварил (и это было тоже на следующий день) все встало на свои места и я даже не прыгал и не стучал их и подняли и завели на ролики и рельсу ну и рельсу уже по месту приваривал швами по 50мм с шагом в 200мм .4 балла
-
@serga01net, варианты -на весу,мало подкладок. -тупо варено все подряд,без *разбежки* -превышен сварочный ток-перегрев шва, либо сварка в два прохода на одном и том же месте *стоймя* только распашные ворота по месту варить получится. да и то, много нюансов по прилегающим плоскостям,навесам(петлям) и подпоркам по полу.4 балла
-
Вот скорее всего надо проверить все и силовые клемы в самом аппарате и шлейф горелки и т.д. Но вот точно сказать почему так происходит пожалуй не кто не сумеет. Вот покажу вам "мою беду" и главное она не чем не отличается от своих собратьев если только диаметром под электрод и он равен 1,6мм , вот только ее в горелку вставишь и все дуга с цанги и главное на трех аппаратах пробовал и у всех одно и тоже и видно как и откуда с нее дуга идет на фото. Вставляю другую цангу и все дуга на любых даже самых малых амперах 5А зажигается и горит с кончика электрода. Вот я эту "беду" и чистил и даже отверстие где электрод сидит но увы она стоит на своем и дугу не пускает на электрод , похоже ей самой охото поварить , вот я ее в коробочку (выкинуть бы ее но жалко) и пусть лежит.
4 балла
-
Дирижабль устроен просто. Он внутри-совсем пустой! (С)4 балла
-
А я решил проблему, которая сидела в мозгу(мозге ) последние недели три наверное. Тут я хвастался, что запустил свой сверлильный станочек 2М112. Начался период изгнания мелких блох и всяческих недоделок. Есть у меня проблема со шкивом на двигателе. Болтался алюминиевый шкив на валу двигателя. Отнёс его токарю на втуляние стальной втулкой. Завтуляли, нагрел и насадил на вал. Беда с этим станком в том, что для того чтобы снять двигло с моторной плиты, нужно снять шкив. Бандуру эту кантовать не айс. Запустил станок и начало трясти неплохо так. Снять теперь большая проблема. Мешает подлезть моторная плита. Сделал вот такой съёмник. Работа по изготовлению съёмника и процесс сьёма длился наверное часов 6 . Крутил так что щёки тряслись( у Ambivert42-а украл выражение)чередуя нагрев с кручением. Пришёл домой после полуночи. Причём снял сам шкив(алюминиевый) со стальной втулки. Она прессом была запрессована . Отнес шкив вместе с валом двигателя на проточку и перевтуляние. Срезали мне 5-й ручей. Крутили, вертели на индикатое и ничего не бьёт. Собрал все и посадил с нагревом шкив снова на вал. Чего греха таить- садил молотком. Тяжко шёл. Токарь с допусками намудрил. Запускать станок, а его опять подколбашивает. Неприятно. Снова крепко призадумался. Начал изучать балансировку и думать как снять несъёмный шкив. Старый съёмник запорол. Сломал одно плечо, когда тянул. Хорошенько заварил и совершил ошибку. Приваривал плечо к гайке и не выкрутил спиральный вал. Утяжка, деформация и всё . Экспонат. Решил тянуть изнутри. Выточили мне такую т-образную шайбу. Идея была её греть локально тигом при приварке. Раньше грел весь шкив феном. Результат был сомнительный. Сделал прорези для сьёмника прихватил к стальной втулке. Примерял съёмник. И хорошенько обварил изнутри с помощью такого сопла. Аргон 2 литра в мин. В замкнутом пространстве самое то и "турбуленции" не мучают. На всё про всё ушло часа три наверное. Думал уже не сниму. Идея была в нагреве железяки тигом при приварке шайбы. Грел наверное раза три. Первый раз при приварке шайбы с присадкой. Остальные разы хорошенько прошёлся на большом токе по сварному шву. Но снял. Усилия были очень приличные. Съёмник контрил стальным стержнем. Дальше опять к токарю за втулкой для статической балансировки шкива. Но это уже другая история.3 балла
-
Как отдельно взятая функция, может быть, и не самое необходимое. Но в современных аппаратах ВЧ поджиг работает в комплекте с регулируемым временем нарастания и спада тока, с наличием импульсного режима, ДУ. А эти возможности аппарата очень сильно влияют на процесс сварки, делая его качественно другим.3 балла
-
А куда они денутся? Сравнительная таблица с объективными параметрами и субъективными оценками даст пищу для размышления, а выбор и будет зависеть от личных предпочтений страждущего. Или вопрошающие думать уже совсем разучились?3 балла
-
@Миротворец, Лучше по видам разделить: TIG, MIG/MAG, MMA. Может ещё плазморезы добавить. И уже внутри каждого вида делать какие-то деления по ценовым - качественным критериям, току.3 балла
-
спасибо вам большое , буду знать3 балла
-
@Serj55441, Если сверлится, значит не закалился и всё будет хорошо.3 балла
-
Продам фрезы по аллюминию фирмы Maykestag, Garryson, цанга на 6 мм. Цена 350 рублей. Телефон: 8950-647-12-72.
3 балла
-
http://s00.yaplakal.com/pics/pics_preview/5/5/3/11171355.jpg2 балла
-
2 балла
-
@vik3236, абсолютно прав.Вольфрам делают методом порошковой металлургии, прессуют порошок оксидов и спекают в атмосфере водорода. Плохо порошок перемешали, получилась партия вольфрама, который себя так ведёт. Я такой сразу выкидывал. Как сказал @misha88, весь вольфрам даренный. У нас завод, который его делал, весь оттуда, из отходов. Обрезки, огрызки, и брак в том числе. Покупной тоже от подобного брака не застрахован.2 балла
-
@midtower, Ресанта рулит по любому, теперь я знаю что брать, с таким то рейтингом...))2 балла
-
Опыт получен, всем спасибо. Как будет время и готовка парковка займусь выравниванием ворот.2 балла
-
Разделить конечно это да, но большинство вопросов идет по ММА, так как это самый распространенный и доступный вид сварки, так что начать именно с него, а на основании того что получилось или не получилось идти или не идти дальше. И упор сделать именно на бюджетные аппараты до 10 т.р.2 балла
-
@mmaxximm, хороший инвертор для ММА - EWM Pico. Хорошая маска - Speedglas от 3М.2 балла
-
Что-подобное уже делали - Рейтинг производителей сварочного оборудования2 балла
-
Далее по эксплуатации- колосник по бокам нужно обставлять кирпичами. Жар получается лучше, поддув в сторону не улетает. Вроде мелочь, а подсказать некому, я кирпичи не использовал, вчера попробовал, стало гораздо лучше греть, уголь спекаться стал лучше.2 балла
-
Поддерживаю. Только надо создать что то типа скрипта по обзору из типовых вопросов. Фото таких то частей инвертора, несколько видов электродов, различные положения шва. Сделать это силами всех, кто какие аппараты сможет достать затестить. И одну общую тему закрепить и посылать всех туда.2 балла
-
вроде бы и на русском пишет , "сдыркивается" я осилил , а вот "гук"... загадка?2 балла
-
Надо исходить из постулата, что дуга пробивает там где тонко или по пути наименьшего сопротивления . Я когда делаю высоковольтные замеры, ноги от пола поднимаю.2 балла
-
Покупая угольник, убедитесь, что он настроен на нужные градусы. http://cdn.fishki.net/upload/post/2018/03/09/2532691/e42af123a7a72d9cb34ba010f1bdab37.jpg2 балла
-
@svarnoi69, парадокс в том, что беспризорники типа меня, тебя и многих частников, работающих не официально, шабаи одним словом, сделают эту работу на 5+. -------2 балла
-
@BelaZZ,@AMBIVERT42, Оказывается сложного ничего нет, но не большой нюанс - на меди ванна долго появляется, а железо уже готово Изначально там чем-то запаяно было, вроде латунью, дугу зажёг - брызги, копоть. Отрезал зачистил, сварил. Жалко не часто такое попадается, при желании думаю можно и бабочкой катать. а так пока как есть А латунь ТИГом сваривается?
2 балла
-
@Учусь, набивайте руку на сварку меди и всё будет путём. Что касается припоев-то лично я для РАДС пользуюсь несколькими. Для пайки меди, бронзы и латуни-малосеребряным (2% серебра) медно-фосфорным припоем. ПСР-45 и БрКМц-ещё и спаиваю сплавы на основе меди со всякими железяками (от низкоуглеродистой стали до чугуна и нержи).2 балла
-
http://kaifolog.ru/uploads/posts/2018-03/thumbs/1520051219_044.jpg2 балла
-
С утра было -10. Потом температура стала расти. При -5 пошёл дождь. Температура пришла к нулю. Дождь всё идёт...
2 балла
-
Сегодня сваривал улитку от насоса, шов очень длинный, без подогрева, электроды из чистого никеля Зеллер 888.
2 балла
-
Ребята , все намного проще и у меня выше на аппаратах ампераж за 50А . Ставим точку с присадкой чтобы возвышалась над плоскостью и кладем к ней в плотную донышко отрезанное от баночки (кстати донышко надобно очистить и из нутри 7-8мм от полимера и с наружи иначе не чего не выйдет и дуга будет прыгать) ну и зажигаем дугу на точке и точка быстро плавится и присадочку тонкую к баночке и начало есть и это самое главное и дуга уже не будет танцы устраивать ну и обвариваем не спеша. Кстати 6061 это в своих фильмах показывал , но уже удалил и он не держит долго свои "шедевры" и постоянно обновляет их. Парень конечно супер и башка варит и руки как положено да и похоже молодой и глаза хороши и вот новое выложил.
2 балла
-
Если причесать http://websvarka.ru/talk/forum/49-obzory-testy-i-otzyvy/,а именно ввести для каждого бренда свой каталог, то будет немного веселее, отзывы в таком случАе могут жить в хедере этого топика как ссылка на опрос(просто +/- без каментов, которые раскрываются в Обзорах). Ценами рулят Я.Маркет и прочие агрегаторы с магазинами, что сузит ответ до "нажми Home". Ну а в Обзорах придется закрепить еще топик по типу http://4pda.ru/forum/index.php?showtopic=112220 , где Бренд -> Модель -> Ссылки на обзоры. Вся эта прекрасная картина может ненароком принять вот такой вид: http://www.id4.ru/top/?r=svarka, где главенствует самый дешевый/распространенный, а не хороший, годный аппарат.1 балл
-
@selco, Коробочка у Вас неправильная. Зайдите в магазин рыболовных товаров - там правильные коробочки водятся.1 балл
-
Вадим как Лукас? Болгарку поменять не появилось желание? Я их даже на 1.5 Квт не ставлю, только на 1.9 и то она их еле еле вывозит1 балл
-
@круазик,это как с масками,текмен и не в курсе,что российским сварщикам нужно,Виктор им объяснил-они зашевелились.Нет обратной связи с китайцами.Они наверняка изучают наш рынок и что видят,аврора,сварог и т.п.,т.е.основные продажи-это сундуки,они может и могут физически сделать аппараты с цифровым управлением,но вряд ли кто в россии возьмется их продавать,потому что цена будет выше и продажи будут небольшие.Вот аврора стряпает пирожки,но не в ту сторону,на работе в основном авроровские аппараты,модификаций несколько,что мма,что п/а,но суть одна-удешевление,соответственно и худшие хар-ки.Пробовал мма с вроде как одинаковыми хар-ми,но у одного пв 60%,у другого 40%,который поменьше хуже варит,хотя продаваны утверждают,что все одинаково кроме пв и цены.Начальству до балды на наше мнение,им цена важнее,а раз практически одно и тоже,то зачем переплачивать.В выигрыше только продаваны-это и выбешивает,обманным путем навариваются все,начиная с тех,кто эти ходы придумывает.1 балл
-
@Poruchik_09,Потому что никто никогда не меняет подушки передние и задние под мотором и радиатором.Ответ один,они же целые,а что мотор просел до рамы,плеватьЕсли камаз старый выпуск,нижняя тяга на радиаторе, перетянута и резинки высохли.1 балл
-
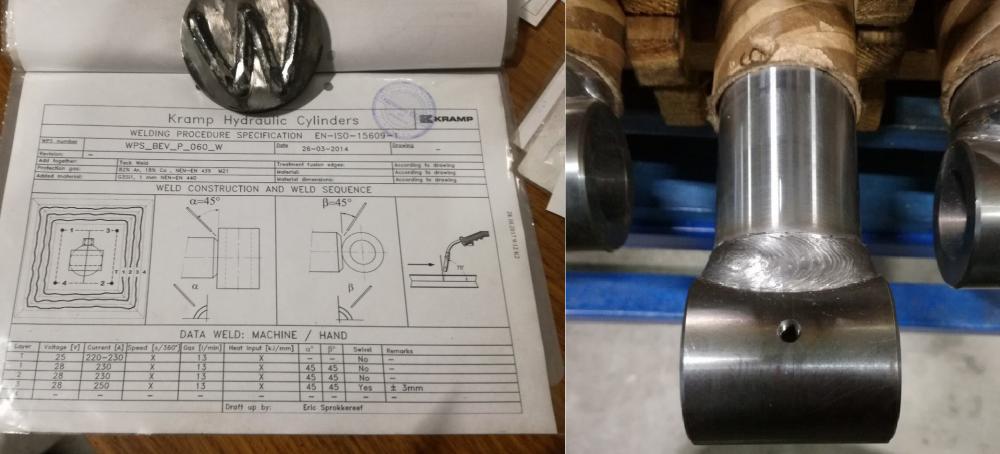
Всем доброго времени суток, зовут меня Юра, сварщик 4го разряда. Работаю на заводе Hydrosila Belar в городе Гомель, Республика Беларусь. Занимаюсь как правило герметичными соединениями гидроцилиндров, а по большей части приваркой штока к проушине. Продукцию делаем для различных заказчиков из России, а также для компании Kramp (Нидерланды). Средний объём за одну смену 180 штоков в сборе. Что и как получается предлагаю посмотреть в видео и фотоматериале ниже) Всем добра!) Вопрос к жюри) как залить видео??
1 балл