Лидеры




Популярный контент
Показан контент с высокой репутацией 18.01.2018 во всех областях
-
Силовые подножки 1640х160 мм на Тоёту Ленд Крузер Прадо 95. Рассчитаны для поднятия хайджеком из грязи или принятия на себя удара при езде по бездору.. Процесс:
 14 баллов
14 баллов -
Работа по чертежам Расширительный бачок на снежик
13 баллов
-
Вот те на , "грузовой центр" не нашлось подходящего ключа и применили "цепную удавку" результат проломлена дыра ну и ко мне не дают с голоду помереть . Дальнобойщик стоял над "душой" и причитал как же я с дырявой крышкой ступицы поеду 1000верст , подшипнику смерь будет , да не переживай и сейчас поедешь . Деньги на сей ремонт он вычел с любителей "цепных удавок" 600р.
10 баллов
-
Пусть не совсем по теме,но близко .Зеркало Мерседеса,ЦАМ.Полтора года назад варил его,а сейчас при разборке его просто сломали-рвалули сильно и ...Сварка трудная.Алюминием заварить-нет особых проблем,а вот цинком другое дело.Больше часа по времени.
7 баллов
-
О таких "чертежах" можно только мечтать.... все под рукой, согнул, приложил.... писец... Куда страна наша катиться?!... Ест ощущение, что планета решила избавиться от человечества.6 баллов
-
Проще моей наверное нет.
6 баллов
-
Ну от них этого и следовало ожидать. и всё сразу выровнялось -- это весьма ожидаемый результат. Спешим -- чешуйки разбегаются. Старайтесь поплотней укладывать. Шов не закончен. Будет ровнее, но только при постоянной практике на аналогичных трубах. Иначе навык теряется даже у сварщиков. Очень хорошо. Вабще прекрасно. Только четвёрка там не нужна, и не видно зону сплавления (боковая часть валика, где наплавленный металл переходит в основной). Эта зона очень информативна, её надо разглядывать крупным планом. На фото ничего не понятно. Надо было зачистить щёткой и сфоткать немного крупнее. Честно говоря такой уровень как обратный валик в этой теме редко обсуждался, тут в основном корявые первые шаги. А если брать массу людей работающих сварщиками, то большинство из них не любят уонии, и об обратном валике только слышали что-то пару раз.5 баллов
-
@pavel83,Аукцион однако (почти яйцо Феберже). P.s. ввели человека в заблуждение, так и сон потерять можно........ Я не эстет, как некоторые товарищи, больше к современному искусству тяготею, вот например
5 баллов
-
@MenHousen,Проблема не фразеологическая. Потому как выражение "идеальная" чему соответствует? В вашем понимании? И соответствует ли оно моему пониманию? Тут более бы соответствовало такое описание - "После снятия поддона со стола, после заварки трещины, прогиб плоскости не превышал х.хх мм на длине у мм." А по поводу отпуска в этой ситуации - греть деталь нужно в заневоленном состоянии, то есть, вместе со столом. И как деформирует при том стол - никому не известно. Поэтому и какая плоскость будет после того, тоже не ведомо. А совсем правильная технология - сварка, отпуск, мех.обработка. Для получения "идеальной" плоскости"! В моём понимании "идеальная плоскость" после сварки - прогиб не более 0,01 на 100 мм.4 балла
-
@mehanik1102, отпуск детали в заневоленном состоянии очень часто с успехом заменяется обратным изгибом привалочной плоскости этой самой детали. Да, не всё можно поправить обратным изгибом. Тогда-шлифовка, фрезеровка и иная мехобработка. Подобного рода реляции свойственны самоуверенным пацанчикам, а не умудрённому опытом спецу, коим я Вас до сих пор считаю.4 балла
-
@AMBIVERT42, конечно, судя по вашим фотоотчетам с разнообразными рабочими объемами, в Кемерово другим сварщикам работы остается всего ничего )). Кстати, мы почти земляки - в Н-ске я живу не так долго, а до этого (25лет) в Белово, что немного на юг от адм. столицы Кузбасса). @Учусь, безусловно, приятно подобное на форуме услышать, но согласиться не могу : получаются, бывает, хорошие швы, да, однако опыта и достаточной практики нет, поэтому за стабильность не уверен, да и сварочных ситуаций - миллион, все не отточишь). На вахту в Газпром попасть, как понимаю, та еще эпопея, и без крутого резюме или связей пролезть почти нереально? На счет клиентской базы вы в точку - она формируется, но МЕДЛЕННО). П/А, в принципе, средне умею, просто на работе его нет. Будете смеяться, но аппарат...украли))). Перевезли на предприятие с закрывшейся площадки, поставили на недельку в склад, и с концами). И довольно мощный инвертор с ТИГ-функционалом тоже, до кучи). Вообще, РАДС - больная мозоль, трудно 5/2 рабочую неделю совместить с графиком конторы, где можно обучиться - либо отпуск, либо донорские выходные по сдаче крови). Вообще, если за флуд не прикроют, скажу. что очень рад набрести на этот форум - столько инфы, подкрепленной опытом и практикой - Клондайк , много неравнодушных к профессии людей: любителей, профи, спецов. У меня в окружении как-то больше "сварщики", заинтересованные быстрее присрать и дальше на диване валяться, ибо спроса никакого. Так что здесь нашел отдушину).4 балла
-
Как и обещал выкладываю рабочее место аргонщика. Все снято в разгар рабочего дня, так что вид соответствующий. Зато без прикрас как оно есть) Общий план рабочего места, основная плита и передвижной стол с плитой поменьше(а на нем совсем маленькая плитка и поворотный стол) Поворотный стол, работает на 1,5кВт 380В моторе от частотника danfoss vlt microdrive Станочные тиски Аргонник ESAB Маска Optrel Место для хранения прямошлифа и УШМ Еще тиски и какая-то жидкость Станки сварочного цеха
4 балла
-
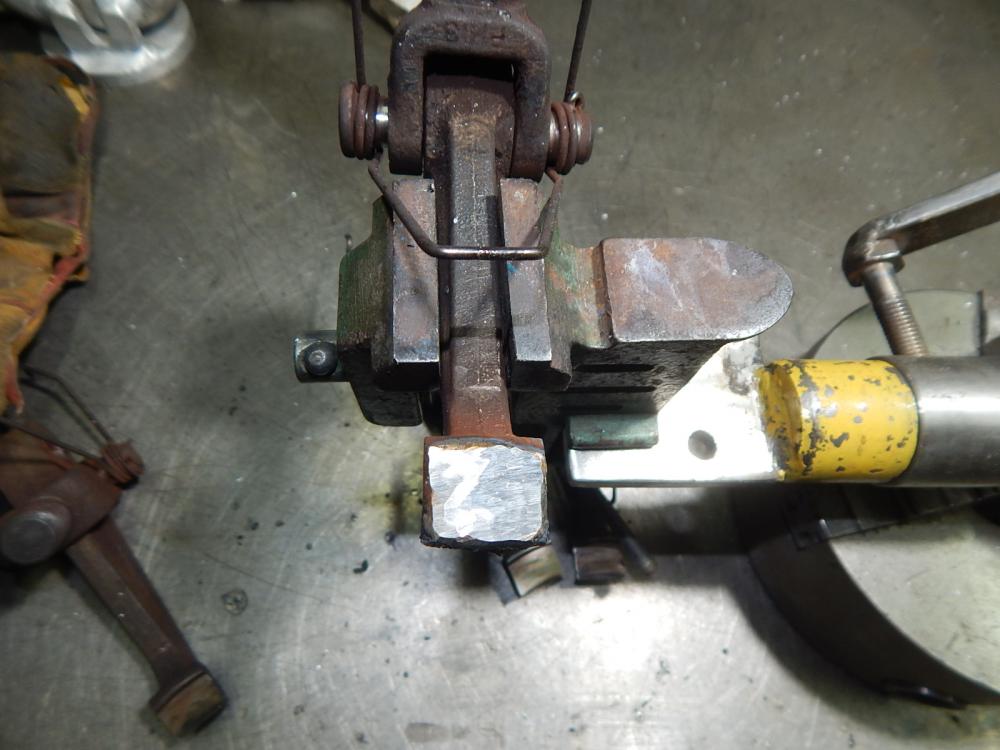
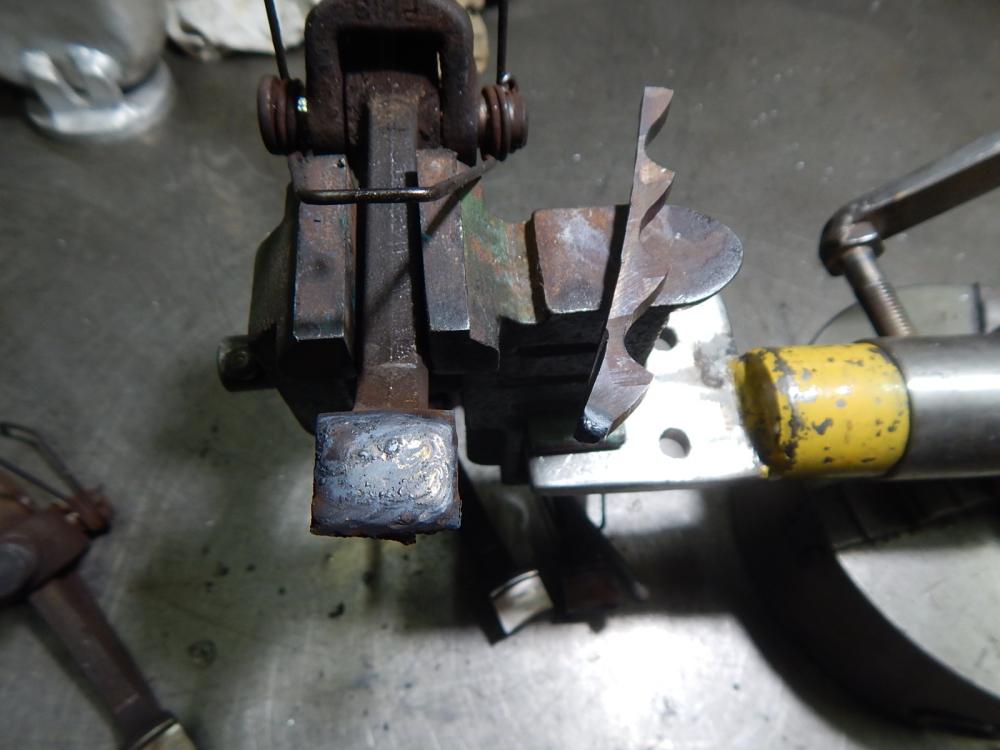
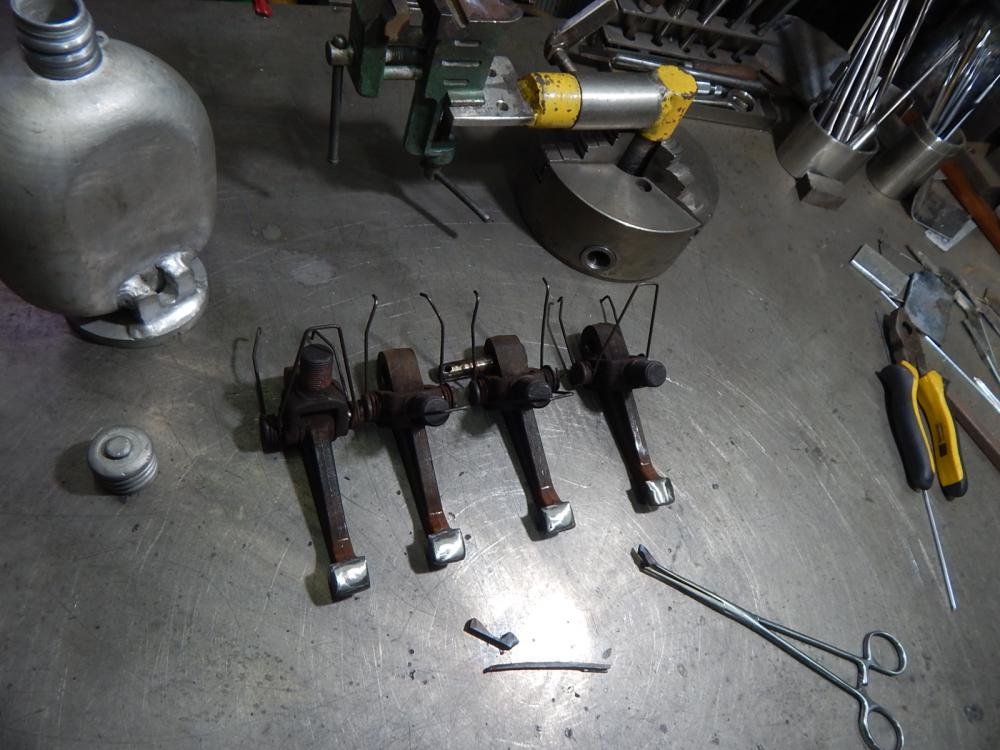
Рычаг нажимного диска сцепления .Один из вариантов восстановления поверхности.Подслой нихрома и наплавка Р6М5. Таким же образом восстанавливал режущие кромки штампов...работают.
4 балла
-
Саня , все зависит от газа и смесей применяемых при резке. Вот у нас на заводе только смесью резали и даже 300мм алюминий и для него надо 1000А а может больше , но выручали смеси так как питание плазмы осуществлялось ВДУ 506 подшаманеное электронщиками. https://plasmainfo.ru/technology/21/177/ https://plasmainfo.ru/technology/21/177/ Кстати смотри какой Селко сделали и пока конкретно не смотрел , но думаю с программами под разные смеси и т.д.
3 балла
-
@NW51,некоторые товарищи , представляют чертежи именно такими . При вопросе где размеры , мне сказали что чертеж 1:1 ничего мерять не надо. Смех сквозь слезы...3 балла
-
@ugaida, @pavel83,@Миротворец,@Dmitry1962,@Kondor416,@svarnoi69, дядьки Отцы! Спасибо Вам за добрые пожелания, советы и помощь, как виртуальную, так и материальную. Надеюсь в этом году, я изменю ход течения событий и все у меня наладится. А пока поднимем бокалы с чаем, за мой праздник!3 балла
-
Эльдар, дружище! Категорически! Жму лапу и желаю!3 балла
-
Да вот они . http://www.uraltermosvar.ru/index.php?page=products&pid=1005763 балла
-
Ну ни чего себе, у тебя ещё сегодня день рождение. С днём рождением!!! @МассаТом.3 балла
-
пустил Дениса в огород, хотя просил не делать фото. Решил токарям шов достойный "наложить"-дабы прислушивались какая фаска должна быть и что деталь проще в токарном почистить чем я болгаркой. Пришёл, сфотал, выложил позоруху. Чугунная плита "зеркало" планируется под плиту для сварки бошек, лобовин и других деталей которые нужно сваривать в идеальную плоскость. сделал 20 проходов на шлифовальном станке в 0,01 вывел и в планах сделать сетку отверстий м 10 с шагом 50мм, для крепления к ней тех самых деталей. По подключению "+" Есаба - 2 горелки: одна Сварог с водяным охлаждение и вторая Ляля для ювелирных работ только на DC и малых токах с педалью, третий конектор для ручника. Сделано это только для того, чтобы не теребонькать постоянно подключение аргона на лицевой панели именно этой модели аппарата. Газ разделил вентелями на горелки, и управление на бысторосъемы вкорячил от нерабочих ламп ксенона. Версия пилотная для выявления багов и проведения работы над ошибками.3 балла
-
Впускной коллектор ПАЗора, давно их не было , но опять стали приносить.
3 балла
-
Роботизированная "полуавтоматическая" 3D сварка... "печать наращиванием" крюка крана до окончательного веса в 1т под нагрузку 80т. http://3dtoday.ru/blogs/news3dtoday/3dprinted-cargo-hook-withstood-a-load-of-80-tons/ http://3dtoday.ru/upload/main/762/762ea0023e7a6e0774e3731ce8ab6310.jpg2 балла
-
@Anton VL,Как раз сегодня начал делать поддержку.А то что вправо влево должна выдвигаться, не подумал.Хорошо вовремя вашу увидел.Буду крестовину ваять. Благодарствую.2 балла
-
@selco, я не барыга, просто понимаю, что этот набор не представляет собой ценности ТУТ в России, и ценность как ГОРЕЛКИ, он тоже не представляет. Этот чумадан ценен тем, что он чистый, не зарыганый, комплектный и таких было скорей всего совсем не много. И ели включить голову и преподнести это правильно, преподнести людям ценящим красоту, то этот чумаданчик будет продан. Повторюсь, не как рабочий инструмент, а как приятная глазу диковинная штука из далекой России. Понимаете? Торговля это искусство. А перекупом я никогда не был. Так что вожжи владельцу в руки и ума в голову. Остальное сделает ибэй. До того момента пусть на полке в сухом месте лежит.2 балла
-
@selco, Контактная выносливость наплавленного слоя не принимается во внимание?2 балла
-
А эти можно чем угодно и объясню. Если выжимной работает как ему предписывали конструктора то лапкам не чего не станется и были лапки с регулировочном болтом на конце ну чуток нормализованным (ну и совет не держать выжатым сцепление на светофорах) , ну а если он зашумел и это первый признак снять коробку и заменить или промыть - помазать и некоторым это снимание как "кость в горле" и снимать то все равно придется и в добавок лапки наваривать вот такие и просят мне чем покрепче ну ну сделаем только в следующий раз при снятии увидите выеденный почти насквозь выжимной ну и в магазин и сейчас то ноу проблем а вот в СССР там обычно их нет , но зато у магазина при выходе вас встретят барыги и из сумки достанут "заветное" ну и попросят Феолетовую ( кто не помнит это 25р) за него.2 балла
-
@МассаТом, ,здоровья! удачи!2 балла
-
Вообще самая главная ошибка новичков, это то что они сразу лезут сваривать различные соединения. Обратный валик хороший. Тавровые соединения лучше сваривать ниточными валиками,но можно и с колебаниями,только чутка опыта набрать.Лично я предпочитаю ниточными сваривать все тавровые соединения. Подрезы не есть хорошо,тут или сила тока завышена или движения слишком резкие. Трубы тоже не плохо.Как для первых разов. И то что вы на пластине наплавку тренировали это хорошо. Наплавка помогает как говорится руку набить. Желательно еще и вертикалы делать,делая небольшие пропилы болгаркой для ориентира(а можно и маркером)2 балла
-
@mehanik1102, Сталь штампа Х12МФ .Нихром - обыкновенный буфер.Подогрев,не превышающий температуру низкого отпуска и наплавка Р 6М5,чтобы не подвергать его термообработке,а только шлифовке.Речь идет о режущей кромке штампа.2 балла
-
Похоже не хотите угадывать или не знаете . Ладно раскрою секреты СССР . И так точится все необходимое под горелку ну и собирается воедино . Дальше асбест шнур в бакелит лак и начинаем мотать пару тройку слоев и в духовку или печь 200гр и жаропрочная изоляция готова и сносу ей не будет. http://websvarka.ru/talk/topic/1344-svarochnye-gorelki-tig/?p=15479 Кстати бакелит лак еще очень здорово выручал автомобилистов-жигулистов 80х годов. Тормозные колодки передние и задние были в дефиците и барыги просили по 50р за комплект а это четверть зарплаты основного рабочего люда. И по сему от тормозных накладок ЗИЛ130 а они толстые вырезались и фрезеровались передние накладки жигулей , задние подгонялись от москвичей или еще от чего , основание жигулевкое зачищено и т.д. смазывалось бакелит лаком все в кондуктор с прижимом и в печь (в термичке) с заданным алгоритмом нагрева и колодки готовы . Отдавали к химикам на анализ адгезии и те выдали "таможня дает добро" не хуже заводского соединения и даже превосходит энное.2 балла
-
@МассаТом, Всего!!!!2 балла
-
@selco, ну судя по параметрам, там всё гораздо проще. просто более технологично сделать не могли. Вы ж сами сначала этот комплект за раритет приняли "маленькие" головы всего 80А держат, а "большие" - 150А. Агни то вполне прилично смотрятся, даже старой серии.2 балла
-
МассаТом , с Днём Рождения , Эльдар !2 балла
-
Большой не маленький , шучу. Но надо посмотреть что у них за валы диаметр и думаю метр или полтора не такая и маленькая улитка и думаю движок выше 5квт точно. Вот цену бы узнать у них и конечно 60 тыщ с лишним что вы показали это слишком много . Я вот так пробежался по их сайту (ссылку выше давал) и смотрю там у них много домкратов и гидроцилиндров ну и у меня сразу мысля, а чо если купить домкрат двухсторонний или гидроцилиндр , токаря за шиворот к станку точим резьбу привариваем ухи и потом к домкрату или цилиндру и получается .....и получается съемник такой какой нам нужон. Вот позже еще схожу на их сайт и просмотрю все домкраты и гидроцилиндры. Не гидравлика это вещь , механический мученье и если при снятии чего то "трудноснимаемого" его начинает выворачивать и резьба клинит как не маж ее да и вал например двигателя начинает крутится и цетровка съемника сбивается и...и или лапки гнутся - отлетают или съемник "стреляет" то есть срывается, и по сему Гидравлика вне конкуренции .2 балла
-
@МассаТом,2 балла
-
@copich,Светоотражающей краской на щиток.
2 балла
-
@spin, http://svarshov.ru/2013-12-25-10-54-45/plazmennaya-rezka-bolee-50mm/1539-pak200-ustanovka-plazmennoj-rezki.html2 балла
-
@МассаТом, здоровья и удачи !2 балла
-
@МассаТомУра ура, поздравляю!!!2 балла
-
С Днём рождения @МассаТом!!! http://s9.rimg.info/4fa38ca4827e1b3ffba9fd2041e25b1d.gif2 балла
-
Да там схемы то как таковой не нужно. Выбросить всё это старьё, что там напаяли и на обычном реле сделать. Как по схеме Рикона старого. Там главное- управление движком и клапаном. Да включение пускателя. Если знания электроники позволяют, то можно на ШИМ регулировке плату прицепить. Хорошие аппараты, долгоживучие. С десяток в год их восстанавливаю.2 балла
-
МассаТом С Днём Рождения!2 балла
-
@MenHousen,Я конечно не практик по сварке алюминия от слова вообще, но немного интересовался этим вопросом в рамках термообработки металла, как я понял у алюминия делают отжиг, закалку и старение металла, можно прочитать по ссылке у линкольна например http://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/aluminum-design-mistakes-detail.aspx, дальше я не разбирался, но по факту режимы термообработки алюминия есть. Если кто то прояснил бы моменты термообработки алюминиевых сплавов, то было бы неплохо, (как с практической так и теоретической стороны).2 балла
-
Вооот!!! Время - деньги!!! А тут мы приходим к тому например,что если уж платить сварщику почасовую (плюс аренда помещений, закупка оборудования в кредит и т.д.), то чем больше продукции производит один рабочий в еденицу времени, тем больше прибыль! Тут вспоминаются случаи, когда я брался заварить неправильно просверленные отверстия в мелкой детали, начальник мне говорил, что моя работа стоит дороже железяки. Соответственно. чем варить, потом шлифовать, для предприятия выгоднее, если я просто отрежу новый кусок и просверлю его. Ремонт разный бывает. При больших объёмах сварочных работ однозначно П\А. Я даже в настоящее время работаю по ремонту оборудования (лесопильного), и объёмы такие, что ой ой ой. Ну Александр, не мне вам объяснять. что это не самые большие проблеммы. Если газовое оборудование мешает- то есть самозазщитная проволока. Длинна говорите? И шлангпакеты можно тяни-толкай поставить, или взять отдельно подающее устройство на дленной "кишке", да и аппараты есть вполне транспортабельных габаритов. Ну вы то не хуже меня это всё знаете, даже скорее всего лучше меня.2 балла
-
@МассаТом, http://directlot.ru/lot.php?id=44021 Спец предложение! Внутризаводское исполнение, что немаловажно "ручная работа". Можно впарить (на ебее Американским индейцам, вместо трубки мира, ну чтобы табак курить) P.s. с жидкостным охлаждением.
2 балла
-
По поводу нагрева, три раза пшикнуть с баллончика и термостойкость маски существенно повышается, как и комфорт сварщика. Особенно на солнце и стесненных условиях, когда бестолковку отодвинуть некуда.2 балла
-
Рычаг изготавливается из 35 стали и подвергается цианированию с твердостью слоя 58 - 62 HRC.При износе поверхность наплавляют сормайтом 1...,а чем угодно наплавлять не стоит.2 балла
-
2 балла
-
... на объекте подтырил, т.е. не мое.
2 балла
-
Очередная лесенка, косоуры из металлолома, кривущие... Пришлось один косоур швеллером подпереть, чтоб хоть какая-то параллельность была. Варю всё малышом Фубагом. Недавно прикупил укоротитель цепи, 2 штучки, и собрал пару цепочек с ними, планировал таль цеплять за балку-швеллер, а оно и тут погодилось. Ступени собрал, завтра перила.
2 балла