Лидеры




Популярный контент
Показан контент с высокой репутацией 26.07.2017 во всех областях
-
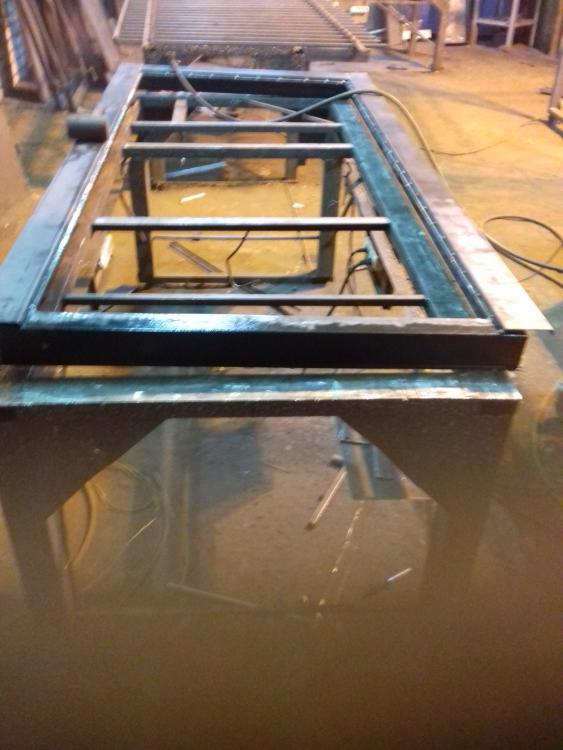
Из давних, неделю назад закончился проект. Гидравлическое испытание. Потом найду фотки как выглядит готовое. Новенькое. Вот такие интересные фланцы. Дн 150. И совсем малюсенькие ГРП.
 14 баллов
14 баллов -
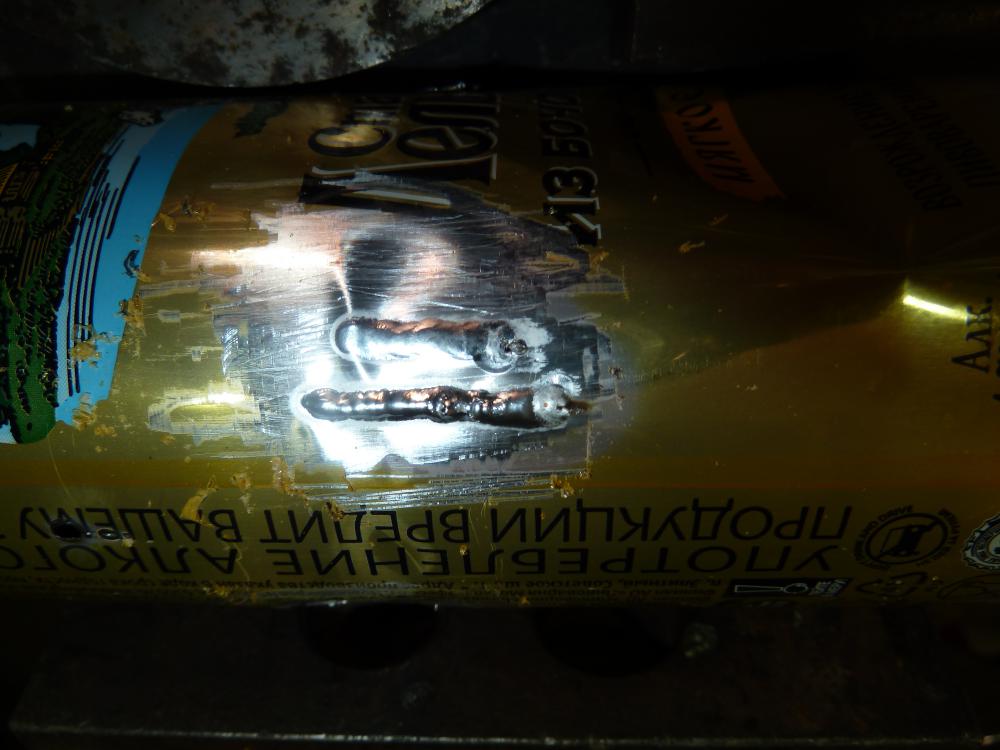
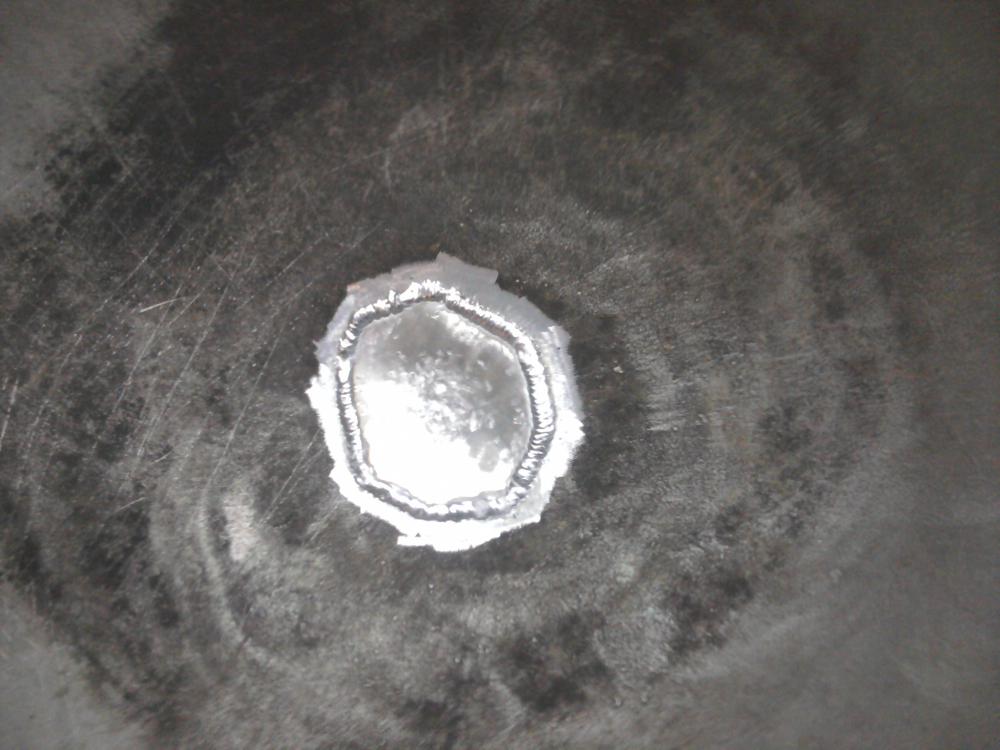
Бидон как бидон . От самогонщиков(вискоделателей). Но вдоль дна ровно почти посередине дырки(рваные отверстия). Как это сделали не признаются(прикрывались бидоном при обстреле чтоль). Пытались заварить электродами. Но получилось как получилось. Я посрезал по быстрому все попытки и хорошенько заплавил с перекрытием. http://s018.radikal.ru/i519/1707/fc/3a0f13b582c3.jpg http://s008.radikal.ru/i306/1707/37/e7e9acde6acd.jpg http://s018.radikal.ru/i516/1707/a7/466a9a3df263.jpg http://s019.radikal.ru/i613/1707/0c/d734533f1000.jpg11 баллов
-
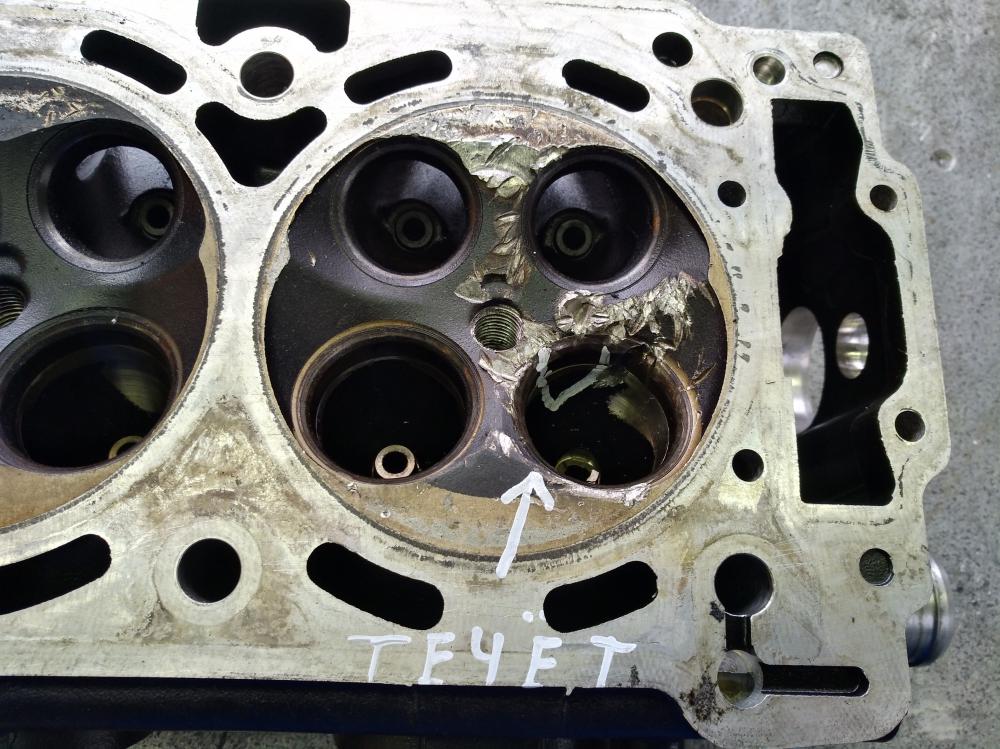
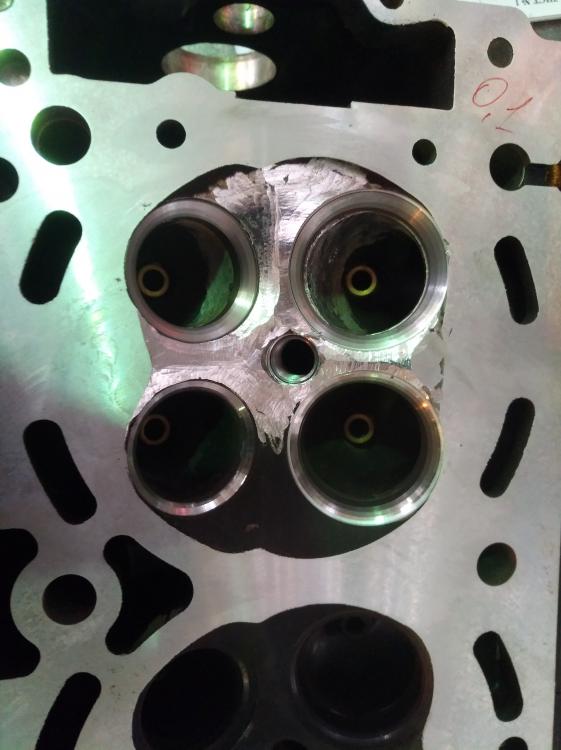
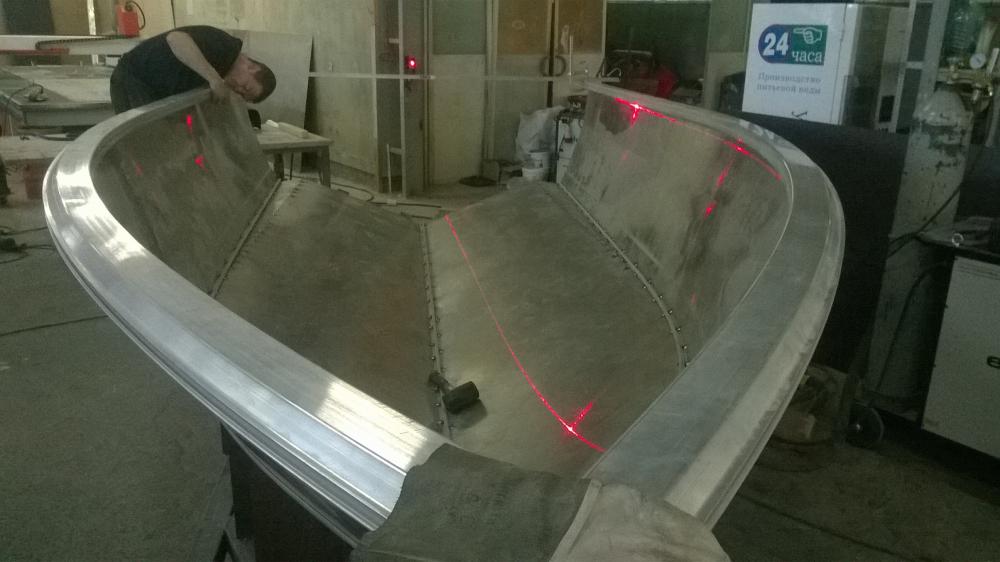
Лодка Головка блока. Блок клиент варить-делать отказался .
9 баллов
-
Вот и педальки приехали, шуряку еще взял, у него то же Гроверс 200. Спасибо огромное Алексею техсвару, замечательный человек, побольше бы таких, мы еще с ним продолжим работу.
9 баллов
-
Сегодня мне сделали предложение от которого я не смог отказаться. Менеджер Алёна из "МеталлСтройМаркета", которая постоянно дает нам в долг металл, закрывая глаза на лимит долга. Попросила для её мамы сделать дверь, чтобы открывалась во внутрь квартиры(зачем не знаю). Не вопрос, имелась в наличии бракованная квартирная дверь.Режем наличник, варим с другой стороны новый, поверх деревяшки крашеный в другой цвет лист. Индивидуальное изделие готово.
7 баллов
-
Разные, разные голубые-красные!
7 баллов
-
Вот так закончилась подварка Верх был заменен на нормальную 304 нерж. Конечно не без косячков, но в целом герметично. А еще по пайке: - попробовал серебряный припой. Лежит шариком и не растекается. Течет шарик только если ванна появляется из основного материала. Т.е. не вариант, как бы я не старался, серебро тут не идет - латунный припой, лучше. Хотя так же течет только с основным материалом. Но как только остыл - трещина рядом со швом. Жаль токарки нет, а то бы горлышко проточить по кругу перед сваркой и был бы куда веселее результат. Но теперь горлышко приварено по феншую с двух сторон. Промыть и можно спирт залить. P.S. когда резал то искры чуть краснее обычного, чем нерж 304, в сторону малинового цвета.
7 баллов
-
50 лет стаж слесарем.. а работать так и не научился... вот так вот... зазоры 5-10 мм потом сказал. сделай красивые швы! посоветовал помолится чтоб это не развалилось при погрузке швы чёрные и не красивые... знаю! как собрали так и заваренно. если собранно чётко то и швы чёткие если собранно кое-как, то заваренно так же. так что не судите строго
5 баллов
-
 Продолжается работа над проектом (М-2) 
5 баллов
-
Сергей, из недавнего.Наплавка. На стандартных режимах поры до 3мм. образовывались.Потом сменил настройки и подготовку к сварке.Малый ток и частота высокая помогли. После токарных работ(Заказчик показывал) пор нет.Только появился жидкий металл, присадку подавал, следил за валиком, позади горелки, подниматься начал останавливался,подработал окончание и снова потихоньку вперёд.После наложения первого валика, переход на нормальный(привычный мне)режим,но опять, дуга на ранее наплавленном валике и присадку расплавлять так, чтоб дуга не касалась основного металла.
5 баллов
-
Хорошо выжги всё резаком или горелкой и потом хорошо зачисть,сначало корд щёткой,а потом фрезой чутли не с полной разделкой трещины.Навареное всё сточи как можно лучше.5 баллов
-
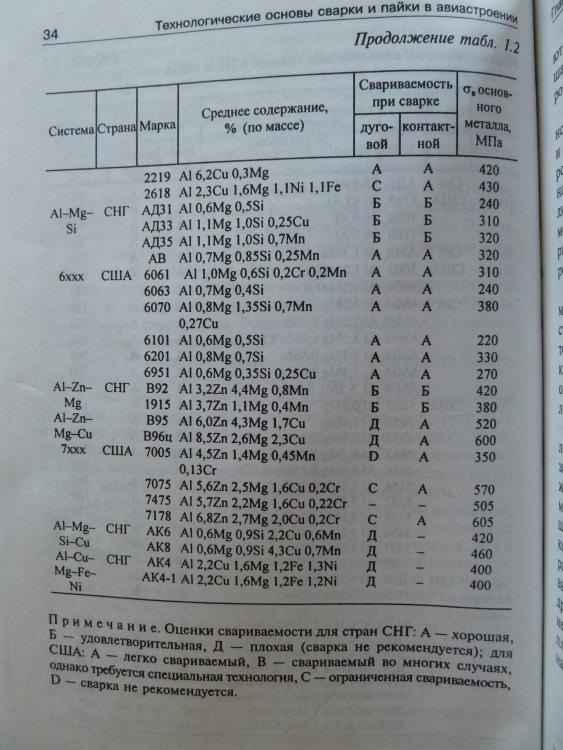
Иногда за небольшую работу предлагают такой тариф.
4 балла
-
Сергей , таблица хорошо если бы еще сплав указывали как например на литье СССР и по этому как и все "осторожное прикосновение дугой" и потом почесывание лысины (у меня нет пока) мин. 15. Вот как то привезли переднею крышку ДВС от МАЗа еще СССР там в ней водяной канал и рразморозили , сплав запомнил навсегда АК4 ну и ТИГ ее сварилась прекрасно не кипело и не одной порины и только я прекурил сигару , бац (треск) и рядом трещина. В общем чтобы долго не писать я ее не победил , хозяин нашел на разборе а эту на растерзание мне , ТИГ, ПА с импульсом и Cold режимом, подогревом и укрыванием не справились и все потрескалась до самого отверстия под сальник колен вала , хуже любой чугуняки.
4 балла
-
,Володь, отвечаю на свой вопрос из #737. Есть понятие вязкость газа, чем ниже температура тем он вязче (как водка на морозе), даже высокоточные медицинские ротаметры (тарируют) при определённой температуре и указывают в паспорте на прибор +20° например, а в +5 он будет врать однозначно. Может их прибор вязкость отслеживает и перестраивается, не думаю. P.s. очередная красивая кАробочка.3 балла
-
SenseI99 В принципе там нагрузок нету . Но не советовал бы я Вам что либо в чугунном блоке , варить полуавтоматом проволокой 08Г2С.3 балла
-
И я прибарахлился чему несомненно рад
3 балла
-
Ацетилен надо.... Сильфон 304, бак 430 (фуфло всем уже тут известное) Припой кастолин какой-то.2 балла
-
Трубопроводы не варят электродами с рутиловым видом покрытия, только с основным видом покрытия. Это Уонии 13/55, ЛБ 52У, ОК 53,70 и т.д. Тем более на газовой трубе, где 100% просвет.2 балла
-
@BAN, Была бы она из четверки сделана другое дело, а тут открывашкой проковырять можно.2 балла
-
Да это кольцо завольцовано. Я немного не задумывался о принципах бидоностроения, но там все нормально.2 балла
-
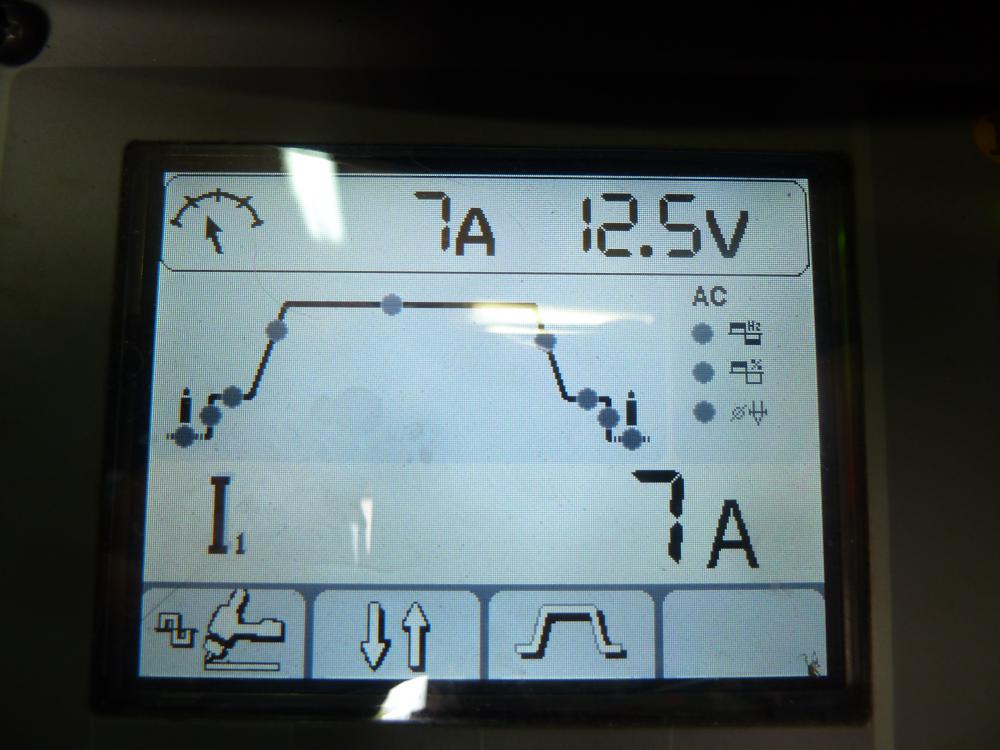
Игорь , надо поймать момент и серебро будет ложится без проблем , впрочем и латунному тоже требуется подход. Вот я почему о АС (переменном токе ) так беспокоился с Евоспарк , на нем все гораздо проще это сделать. Вообще Ево ушел далеко от конкурентов , так как есть выбор в меню и можно выбрать тип сварки DC- или DC+ или АС ток , на Селко надо перекидывать кабель массы и горелки . Вот тут Сергей Демин где то в теме отписал пивная банка отрезанная пополам и сварена в стык , ну и за мной не "заржавело" и кое какие эксперименты и выводы . Баночка на 0,5л в середине имеет толщину 01 мм и по сему без разрезания на ней можно положить шов и примерно для этого 7А самое оно, но и здесь сразу идет деформация. С разрезной банкой пока "засада" и с 3А кромки банки разбегаются и справится с ней не в силах не Селко не Ево у обоих с 3А начало АС тока . И по сему вывод сварка с отбортовкой и со вставкой иначе ее искорежит. Вот вчера изучал микроплазму от TBI и SAF и думаю микроплазмой возможно , но какова горелка и пробы надо, у Игоря можно попытать думаю. Постараемся ее победить и ТИГ, есть кой какие "мысли" . P.S. сварить ее можно и довольно легко с присадком 1,6ММ , но меня это не устраивает так как шов будет иметь полное не соответствие с толщиной металла , и интерес вызывает присадка 0,8мм и до 1мм.
2 балла
-
Все прекрасно понимаю! Что это неправильно! Нельзя так брать и все под одну гребенку варить нипойми чем! Начальству к сожалению этого не обьяснишь! Просил купить проволоку по чугуну, сказали вари чем есть! Вот как-то так!2 балла
-
бывало, встречал. ТИГ-ом так и не получилось. Как только не старался. Я теперь такие вещи П\А инверторным делаю. ТИГ более высокую температуру дает с меньшей скоростью сварки. И из метала лезет .... именно вот эта чернота. П\А но инверторным с импульсом это легче лечится. Тогда если даже промаслился алюминий внутри, то он не успевает прогреваться до слоев далеких от сварки и я успеваю залить либо дыру либо сделать шов. И так попеременно сварил\остыл заваривал. А если жаба задушила и решил побыстрее разом проходик, то в некий момент бамс, дыра и чернота, копоть. И потом зачищать все это, дать чуток остыть и уже не спеша все сделать.2 балла
-
@ewroswarsik,Синусоидой 50Гц., баланс 50/50 пробовали? Проварить с присадкой, гарь кордщёткой удалить и второй заход с присадкой.2 балла
-
Вот похоже шарик главный виновник такого, и когда вы первый раз "стартуете" с шариком он холодный да и металл холодный вот и косяк , во второй раз старт шарик еще горячий и не потерял температуру да и металл чуток уже прогретый. Борьба , иметь при себе бокорезы и взять в привычку откусывать шарик. Вот на Меркле , шарик автоматически "отстреливается" но бывает и остается и даже два очень мощных стартовых импульса заложенных в Меркле иногда обычно когда он уже холодный не могут справится с шариком , так что и у меня под рукой всегда бокорезы. Оранжевые два столбика и есть стартовые импульсы
2 балла
-
Сейчас нет применения, потом может появиться, а Вы уже умеете! Больше года работаем вместе с сыном, снова вместе, в одной фирме . Он до этого сваркой труб особо и не занимался, но сваркой аргоном владел совсем неплохо. Подсказал, подучил, дал хорошую возможность практиковать. Так как у нас Рентген - дело обычное, то всё оч .серьёзно, оба "не однократно сертифицированы" . Я не практиковал такие швы, а он молодой, 24 года, стал пробовать, "набивать руку". В итоге, за год он "поднатаскался" с этими швами конкретно, диаметры труб от 20 мм до 254 мм. Даже выкладывал его швы на форуме - народ дал высокую оценку, наш инспектор ставит его (нашу) работу другим в пример. И ведь расслабляться не приходится - нельзя... Главное - задаться целью и всё получится !2 балла
-
"Крутилку" бы не сломать,перестраивая режимы.
2 балла
-
4 года в пыли по углам да под столами и тут проходил мимо я , а ну ка добрый молодец, выходи на свет, металлы толстые на нас Илья Муромец наезжают, 16 мм пропахать следует. Да ты б меня продул проходимец, да почистил, зарядил бы патронами да 380 прорезал и тогда кто знает, силушка богатырская не вернется ли. И сделал я по слову богатыря добра молодца и пропахали мы целину родимую
1 балл
-
Есть заказ на переносной зачистной станок для труб до Ф50! Говорю сразу: общую концепцию не обсуждаем, с заказчиком уже все обговорено и утверждено!)) Есть заказ-делаем! Берем двигатель, пока б/у от насосной станции 0,8 квт, 2800 об. На внешний вид не смотрим. Делается с учетом последующей замены на АИР71, 1.1 кквт. Режем заготовки: Свариваем рамки: Точим шарниры, привариваем: Делаем регулировку по высоте: Смотрим как это будет выглядеть: ТОчим, собираем ролики: Собираем: Ну пока все! Продолжение следует!
1 балл
-
А не с молибденом ли нержа? У неё похожие искры, и склонность к трещинам на горячую. @selco, Валера, так я потому и спрашивал, что фокус с банками "жопа к жопе" известен, и его Авророй сделать можно. Только к реальной жизни он отношения не имеет. Реально то встык варить надо. \ А как у микроплазмы с очисткой? С ней то катодного распыления нет. Микроплазмой алюминий кто нибудь варит?1 балл
-
Сегодня знакомый показал купленный на днях "наборчик" в гараж... по теме... P.S. Когда он мне говорил про набор, подумал что инструменты (ему нужно было во второй гараж)... а ему набор инструментов, оказывается, "на днюху" недавно подарили... и тогда он решил купить другой "вспомогательный" набор...
1 балл
-
@Vovka123,петли внутрь, чтоб срезать не смогли наверное.1 балл
-
Ну да , мелких и где нет нагрузки , и не нужна герметичность к примеру заплату обварить где будут "потяжки" и еще нужна проковка , такой способ не пойдет ))1 балл
-
У меня на порошке шарик плюётся неимоверно. На швы как-то не влияет вроде бы, а с прихватками намучился. И даже откусывание шарика помогало не полностью. Проблема решилась когда по совету опытных товарищей на форуме я поднял ток до 280 ампер. Теперь шарик не сильно мешает. На первую прихватку конечно откусываю, а последующие уже и с шариком получаются вполне аккуратные. Просто шарик всё таки может немного толкнуть деталь, но разгорается без соплей.1 балл
-
Непросто толковых найти, но как показывает практика, держать коекакеров с ЧСВ чуть больше чем дохрена - себе дороже. @pruginq, есть еще такой вариант, стол из достаточно толстой плиты чернухи, сверху лист меди около 5мм притянут впотай по всей площади. Видел такой в мастерских местного института физики.1 балл
-
Игорь , попадался такой же ящик и точь в точь как у тебя и даже трещины могут перпендикулярно шву пойти. В общем не знаю (забыл ) какова марка нерж но такая варится только один раз то есть шов положили и то желательно быстро и без присадки и все трогать еще дугой не надо иначе затрещит. Вот подобный ящик из бани и спасение CuSi3 , все зачистить что наварено и желательно в импульсе или на спаде . http://websvarka.ru/talk/topic/1223-nerzhavejka/?p=2701281 балл
-
@SergDemin,помню все советы,как до дела доходит так из головы почему то вылетает.Наверное потому,что работа по времени небольшая,долго не мучаюсь).Забыл еще после керосина фото выложить,по шву вроде поры есть,но это мелочи,по сравнению с тем,что были.
1 балл
-
Начну по порядку Ценообразование у меня зависит от трех составляющих. Первое- (авто-приора это одна цена Гелеваген-другая) Потому как труба на приору новая стоит от 1500-до 2500 а вот например на Мазду 3 13600 хотя и та и другая изготовлена по одной и той же технологии и из одних и тех же материалов. Обычно за ремонт трубопровода я беру половина цены нового. Опять же смотря что делать. Просто заварить дырку и 500р и 1000р хватит а вот если с нуля новую изготовить это ужен отдельный колинкор и он обговаривается с хозяином отдельно ну или хозяина посылаю искать новую. Так же и радиаторами и всем остальным. Вторая составляющая-затраты на материал(аргон присадка электричество и так далее) И третье- немного психологии(смотрю на клиента и на цены конкурентов) А на счет типов работ -весь спектр услуг от просто заварить трещину до изготовить трубопровод с "нуля" если машина после аварии или трубу найти не представляется возможным как например авто Аккура ( Канадская Хонда или Додж -чистый америкос). Трубки изготавливаю -от токарно-фрезерных работ по изготовлению фидинга до сборки в единое целое всего трубопровода. Вот как то так....1 балл
-
Вчера пришлось опять делать некрасиво. Но других вариантов не было. Нижняя опора пневморессоры прохудилась, во многих местах. Электроды ОК-46.00 3мм, ток 80А, больше ставить побоялся. Не люблю такую работу, но своим рабочим временем я не распоряжаюсь. Обварил всё, хотя по хорошему опору нужно было поменять, но искать новую всем лень. Вообще-то давно поймал себя на мысли - от лени начальства (которому лень напрягать снабженца) очень много глупой работы. Или я зря парюсь, и эта опора еще поживёт?
1 балл
-
Если так скачет ток значит вылет проволоки меняется(руку отдаляете),или металл сильно наплывает на дугу. Режим какой ? Горелку возвратно-поступательными движениями ведете ? Вот 30-32V 280-300A Тоже на фрониусе,правда чуток постарей.
1 балл
-
Немного электросварки, стояки отопления в штробу,электроды ано 21 d-2мм.
1 балл
-
Сопло пошире на выходе поставил, 18 мм, стояло 14, шов был черный. Газ 12 на шариковом вполне хватает и угол держит газ. Плюс сверху вниз, газ тяжелый дунул вверх, тут же опустился вниз, так что вот и все. А то что ровно, никаких приспособ нет, просто сопло положил на угол рубашки и на емкость, как бы в угол, дал газу и пошел от себя работать. Направление не на проволоку, а от нее, обратный ход движения1 балл
-
100 метров хлопнул сегодня. Как и обещал выложить дедушку с 2000 года, которого воскресил, продул и вдунул в него дух жизни. Позже при всех комплектующих при поступлении выложу фото с него. Феноменально прост по настройкам, шипит, как змея при тестах. По напрягаю пенсионера, посмотрим, думаю борозды не испортит . Так же я, словно TaliB@N из колды, с лева пульт вращения, на поддоне на подъемнике. Сварку проводил 1.5 часа высоты сверху в низ, комфорт высота для сварки. при долгих нагрузках на горелку, она прогревается и начинает Ёвничать, проволока идет рывками, варить сложнее. Нужно оборудование с охлаждением для стабильной работы. Мигатроны - лучше их не встречал. Но и DIGISTAR 250 DUAL PULSED после 5 летнего простоя отработал как следует, отдаю ему честь. Испытал серьезно. Мне надо ездить по стране да настраивать все везде, как я понял. От одного меня пользы много, но если вкладывать знания в людей, будет пользы куда больше )))
1 балл
-
Выставлял как то уже . Тоже литров может 30 может больше , казан .
1 балл
-
1.Воронение столешницы вам досталась за ноль целых ноль десятых. Можно было упомянуть. 2. Более того, непосредственно вороненые столы убраны из продажи. 3.Для ровного выставления стола в уровень используйте опоры с резьбой М10. 4.Если Вас не устраивает продукция - пишите, мы вернем Вам деньги вообще без проблем В этом месте ни на одном столе нет сварки. Только поперечные швы. Так было, так и будет. Скрин из ролика, где мы наваливали на стол 1,4 тонны. Вы, как проф. сварщик, должны понимать - что обваривать всё и везде "в круг" нужно там, где это нужно, а не все что видим. Если в другом ролике вам показалось, что там по другому - поверьте Вам показалось. Касательно общего вида в мелочах - да, я не спорю не идеал пока. Есть что поправить, поправим. Но бэнтли за эти деньги всё равно не будет. Да и скажем так, вам шашечки или ехать?1 балл
-
Сегодня виток под конец дня заварил 10 метров около 17 минут. Заплевался правда под конец, прерывисто подача пошла, завтра буду допиливать. Что то еще не то
1 балл
-
15 лет назат монтировал медные трубы разводки в квартире парни из жеу должны были устанавливать приборы учета и оооооооо.....у вас медные трубы мы не работаем с таким материалом.хорошо хозяева квартиры не похерели мой номер ПРИШЛОСЬ показать мастер класс заодно и резьбы наворить новые. парни кональя НЕ МОЯ РАБОТА но все зделона ......жеу ....
1 балл
-
1 балл
-
@kolesnikovdn, Денис, все неплохо и просмотрел видео и одно замечание , после окончания сварки у вас из сопла идет дым а это говорит о том что маловато время пост газ и вольфрам окисляется и таким работать нельзя .1 балл
-
@Альберт889,для вас это не брак,это начало пути,поэтому зачетно).1 балл