Лидеры




Популярный контент
Показан контент с высокой репутацией 06.07.2017 во всех областях
-
Не часто выкладываю свои работы, но работаю (дайбогспасибо!) каждый день, хотя и не только по "сварочным делам"! Но самые интересные работы стараюсь выкладывать.. Хотел было написать в "сварка автомобильных поддонов", но это было бы не полной картиной происходящего...))) Собственно вот! Уронили мишку на бок, поломали все винты... ))) Сорвало движок, который В8 изяпонамать, со всех алюминиевых кронштейнов, ну кое что заказали из "владика". А что не получилось пришлось ремонтить... Сварганил на скоряк козелок, скинуть двигло... Снял с двигателя поддон, т.к оборвало уши в месте крепления АКПП Ну и началось 3Д принтирование...))) Сверловка и нарезание резьбы уже на месте произведу, после сборки. Продолжение следует...
 13 баллов
13 баллов -
В телефоне за будни трудовые снимков разных накопилось Нерж. , ф10мм. , соединение шайба-гайка . А-ля , мебельные болты , ф.8мм , рядом огрызок вольфрама / присадки 1,6мм . Просто нерж. стык (слабоват в этом деле , навыки зыбкие и те растерял ) А это , уже моя вотчина . 159-я , корень ЧП на работе , щит полыхнул и последствия Дембельский дубль за 6 часов . 7 108-х и 8 159-х в горизонте , сначала РАДС , потом РД . Руки не подымаются Отпуск уже в дверь стучит
12 баллов
-
Подолью масла в огонь. Вторая труба, и безусловным лидером в битве роботов становится хелви. Селко (который первую трубу варил) слишком умный видать, хелви тупо варит, а тот что-то там всё время подстроить стремится. А может повлияло то, что проволока диаметром 0.8 мм на хелви, но швы стали куда лучше:
9 баллов
-
Сегодня поздно пришел с работы, но все равно что-то хотелось сделать полезное для мастерской Собрал по-быстрому настольную подставку\держатель для горелки п\а из того, что под рукой было. Сверху на винтах потайных прикреплена пластинка текстолита, чтобы не коцать горелку.
8 баллов
-
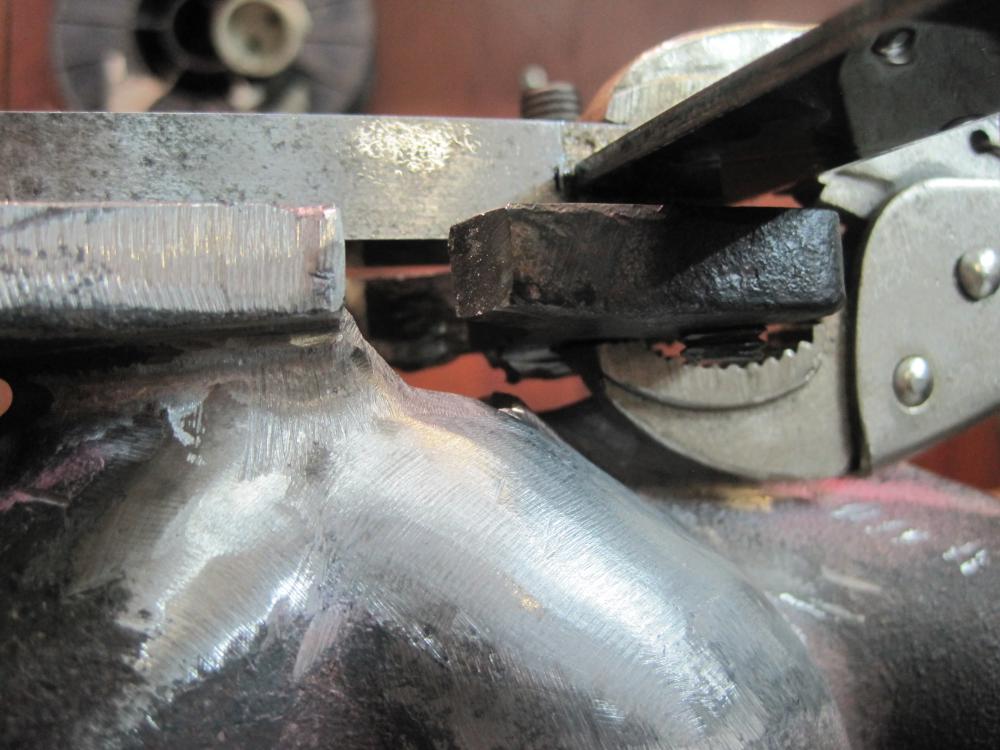
Похоже, что про эту тему не заслуженно забыли. Немного взбодрю её. Принесли коллектор от А4, тихий ужас. Предложил поискать б/у, но в ответ - машина должна ехать через день, а б/у не найти, т.к. двигло какое-то переходное (везёт мне на них). Пришлось попытаться делать, но заказчика предупредил, что без всяких гарантий и вот почему. Коллектор оказался уже варенный. Вдоль сварки и треснуло. Место не очень в плане разделки. Сверлом попробовал - отбела нет, и на том спасибо. Срезал, сделал дефектовку. Лишнее ампутирвал, ибо всё в мелких трещинах и варить там уже смысла нет. Вот такие получились зазоры, это только на горячую, на холодную порвёт. Разогрел, плакирнул и соединил, на всю сварку ушёл примерно час вместе с разогревом. После остывания удалил лишнее, т.к. полуавтоматчик я ещё тот - только учусь ПАНЧем работать и не приноровился.
6 баллов
-
Ролик 11 минут , наверно долго , нудно . После 5 минуты показано , как крошится ) отламывается) напыление. https://www.youtube.com/watch?v=xdF7Ab_aELk6 баллов
-
Стало получаться сваривать РДС, решил сделать ручной окучник. (Имеется пять грядок картошки))).С третьего раза получилась нормальная конструкция (в смысле функционала).Провез туда сюда - ну его нафик этот ручной труд))) Вывез мотокультиватор. Попадают кусты под колеса, решил сделать "отбойник". Теперь собственно из-за чего вся песня. Тащить в гараж его не стал, размотал удлинитель(50метров), типо ремонт в поле... Включаю Эсаб, и болт...Не хочет сваривать отключается...Проверил линию, попил чаю...Не помогает...Принес китайца и заварил...Вот...5 баллов
-
@Павел163, ставлю резинку ,одеваю бачок и прижимаю струбцинами - для опрессовки хватает5 баллов
-
Вот когда будите варить трубки на автокондиционеры вот тогда и потребуется 20А и горелка 9-ка..... 26- й горелкой Вы 0.5 мм ну как сказать без опыта работы не заварите....А 26-я идет в комплекте. Я для сварки тонкого металла специально приобрел 9-ку и все приспособы к ней(линзы газовые ,сопла разные и электроды от 0.5 до 1.6 мм.5 баллов
-
@Шурпет, основное ( и пока не изменившееся впечатление)-легко, четко и удобно))). оголовье , не смотря на все ремешочки и подушечки, после кетайки(типа А777) кажется каким-то жидковатым и хлипким. думаю, дело времени- *усядет* на голове и перестану замечать.. баланс срабатывания *кивка* пока непривычен, особенно звук)-тррр вместо и.и-и-и-и-и-и.. . светофильтр очень хорош, именно такой *холодный* оттенок дуги мне нравится. насчет регулировок/сенсора Георгий был прав-фуфло. неудобно и большой шанс залета искр. выставил настройки и на всякий случай, скотчем заклеил. смена тока у меня не часто))) оптическая колба понравилась- толсто и внушаитЬ. большой разницы между оранжевой/желтой(?) и простой ,при сварке в полутемном помещении не ощутил. чувствительность меня устроила. ставил разные задержи -все четко.пробоев нет. ps. но главное-морды коллег на *второй* работе,после того,как я ее молча достал из пакета и одел. эксклюзив позволил почувствовать себя минут 5-ть, *сварочным мажором* среди крестьян парни молодые и в теме,что это у меня на голове оказалось. пошшупали,попробовали,после оглашения ценника-приуныли.5 баллов
-
@Глобул, если сообщения мои, я не против удалить! По теме можно оставить, вот продолжение! Завтра постараюсь дырочку заварить, не такая страшная станет. @PecToPaH, читаю взахлёб!
5 баллов
-
Накопилось у меня тут не много фоток. С начала переделали отопление, зданию лет 30 если не больше, а тут пришли пожарники а у них нету запасного выхода, продолбили дверь в стене как раз где проходил регистр, пришлось как получилось перекидывать его на другую стену. Ну и в самом заводе, на насосах поменяли вентиля за задвижки, а они разные по размеру не сошлись фланцы, пришлось все переделывать, да еще сказали переделать что бы был плавный заход, вот что из этого вышло.
5 баллов
-
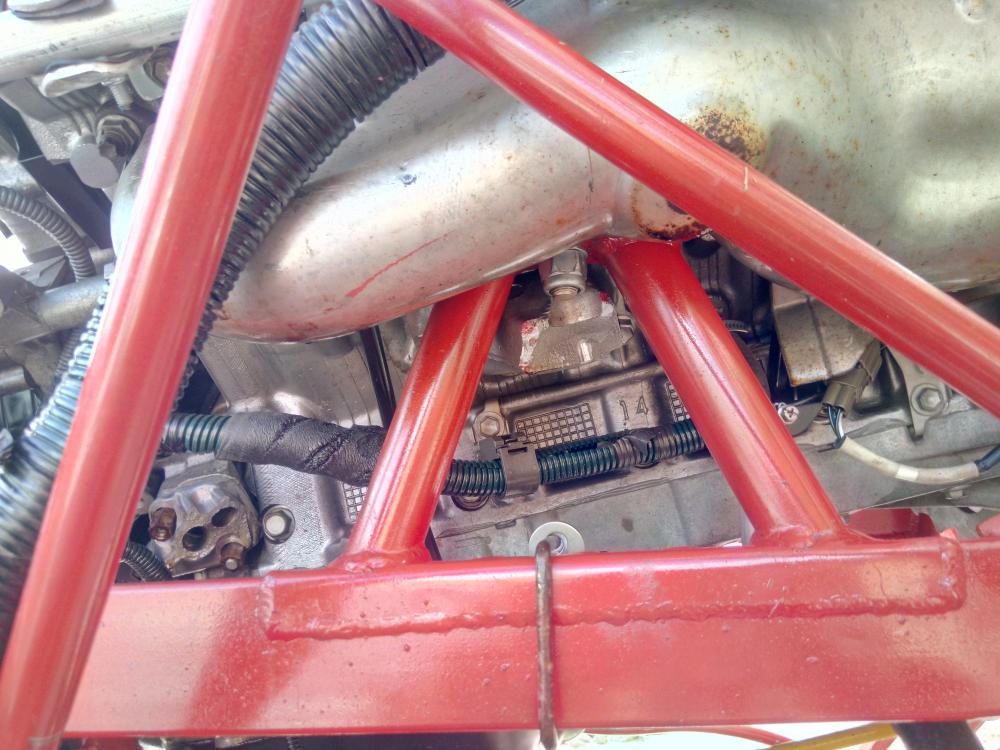
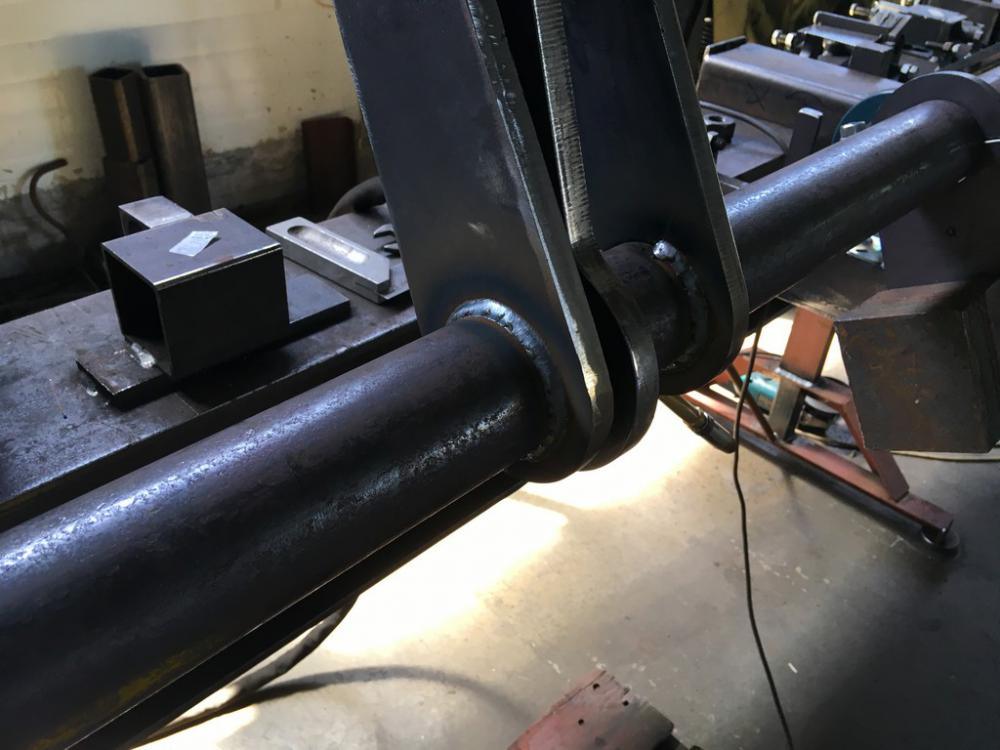
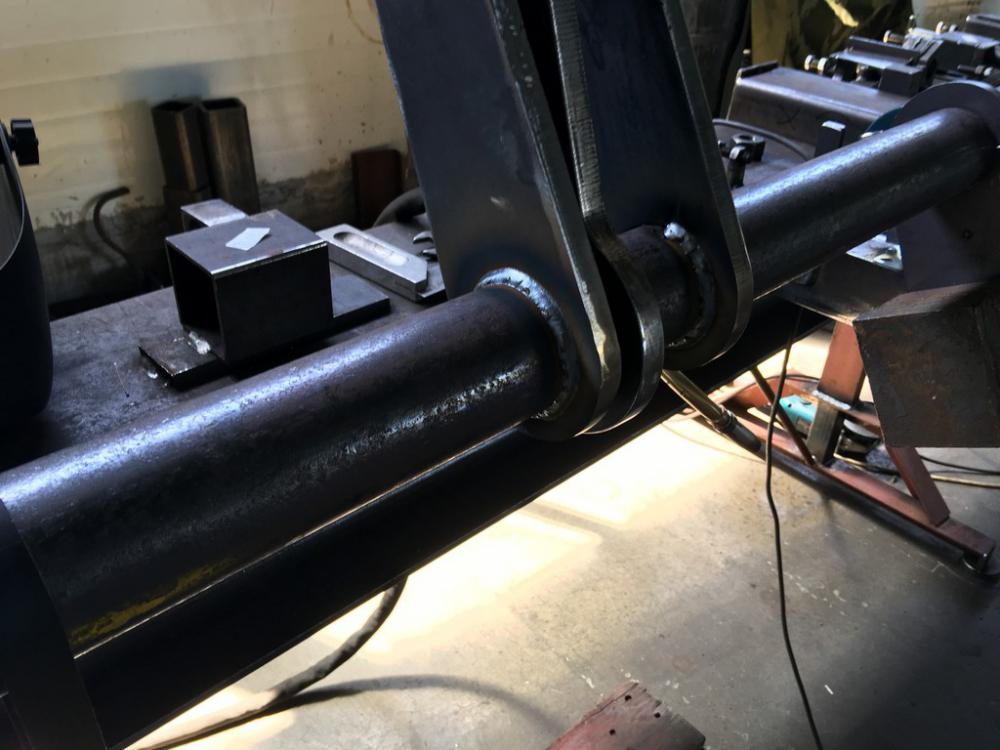
@Бархударов, Вы хотите гибов, их есть у меня Сегодня специально на работе напилил парочку прутков 10 и 12 мм. на пробу. Вчера, когда сделал, не удержался и погнул все, что попалось под руку. Вот исходный сегодняшний материал - прут 10 и 12 мм: А вот результаты: Тут пруток 7, 10, 12, полоса 8 и квадрат 12. Гибы на 12 прутке, кстати, с разными радиусами - от перестановки поджимного ролика зависят. Гнуть не сложно, длина рукояти - 70 см. Подшипник основной лучше брать закрытый, с прутков часто сыпится всякий бутор. Как-то так. З.Ы. Большой верстак - эт хорошо, если мастерская большая, а то мне его приходится вытаскивать под навес, если что-то более-менее габаритное варить нужно Upd: Ударила в голову мысля, а может можно на нем окружность загибать? Приварил гайку на 16 и туда болт как стопор. Пруток 12 пошел как по маслу. Вуаля: Зря, кстати, такой малый пропил сделал - так можно было б полосу 40х4 гнуть тоже. Придется что-нить придумывать )
5 баллов
-
Продолжается работа над проектом (М-2) (М-2)
4 балла
-
Чье?)))
4 балла
-
Байонет. Вроде видно.
4 балла
-
Заварить канал,пластину срезать. Вварить, подходящий по размеру, профиль .Наружный габарит не изменяется.Пост №686.4 балла
-
Стойка для штанги. Крючки для удерживания штанги сделал из нержи, так-как сама штанга из нержи. Чтоб не было контакта нержи и черного металла и место контакта со временем не ржавело. Шов с не оббитым шлаком и без Электроды: Е-7018 и Е-308-16 Продолжение следует.
4 балла
-
Man tga , трещины вдоль трубоксварка и пайка оторванной трубки
4 балла
-
Шов узкий , выпуклый , сплавление сомнительное , переход шва к основному металлу тоже критичен . Тонкой проволокой прогреть металл и сформировать нормальный шов на такой толщине , мягко говоря , сложно , какой бы ни был крутой аппарат . Это равно как электродом 2,6 варить металл 10мм. Корень , ещё куда ни шло , а дальше - только сомнения . Но это моё мнение .3 балла
-
Горелка может и не влияет и только удобство . А вот электроды очень влияют и если меньше 10ампер то желательно 0,5мм поставить. P.S. Но что такое 10ампер АС тока , для пивной банки еле еле хватает , и на пивную банку у меня примерно 17ампер самое то . Ну и еще раз " НО" , многое от аппарата зависит , то есть его способность держать стабильно малоамперную дугу без треска и непонятных всплесков-пробоев . @Dimaxa, Вы бы показали что сваривать собираетесь из Ал 0,5мм , это всем интересно и может и технологию отработаем и под ваши 20 ампер.3 балла
-
@Глобул,А 0.8 для таких (толстенных) железяк не тонка? В 80-х трудился на РКЗ (комбайновй завод), Всё сваривалось 1.6мм. или ПП-АН8 (порошковая) диаметр 2.2мм., в качестве источника использовались преобразователи ПСГ-350(500). (лучше источника не встречал).3 балла
-
Старый советский чугун.Очень интересный,молчаливый но, без предварительного подогрева панч не ложится,недогрев поры по краю ванны.Предварительный подогрев до 200г.сварка с проковкой.
3 балла
-
@Глобул, Нет ощущения,что ванна несколько холодновата? Кстати,какой размер катета указан на чертеже?2 балла
-
Катет великоват ( форма шва неправильная ) . Это как раз проблема из-за тонкой проволоки .2 балла
-
Это не моя вотчина полыхнула . В том углу , сколько помню , вечно проблема с проводкой была , вот и вылезло , наконец-то .2 балла
-
Доброго времени суток коллеги,хочу выложить фото ремонта балки полуприцепа Флаер ,балка была разломана и мы отрезав концовики приварили их к новому профилю,но внутренней вставки не ставили,сварка велась с разделкой кромок и зазором 3мм,плюс ромбовидные накладки со всех сторон,варил ОК 74 70,за три прохода толщина метала 12мм.У меня вопрос к спецам которые варят такие вещи,сколько проходит такая балка без внутренней вставки?
2 балла
-
В удобстве. Ток для тонкого металла нужен максимум до 50А 9-ка легкая и поворотливая.Да и еще попробуйте поставить в 26-ю электрод 0.5 мм и все поймете сами2 балла
-
... с огоньком работаете-оборудование не выдерживает . ни так давно гайки такие же -делал жирные прихватки (4 шт.), стянуло их так , что одну из них ( вкрученную шпильку чтоб резьбу не испортить ) при выкручивание скрутил и пришлось высверливать .П.С. с черняшкой такого не когда не было . подобие мебельных из шестигранных болтов делал полупотай - вставлял в оправку ,шляпку наплавлял сталинитом и почти сразу осаждал полусферой( как в старые времена клепали корпуса\конструкции ).2 балла
-
А не смотрели стоимость стабилизатора или ЛАТРа на 10 Киловатт? Возможно покупка такого помощника будет подороже вашего инвертора.2 балла
-
Хороший стаб - хорошая масса. Поэтому может вещь и хорошая но таскать не натаскаешся. Даже самый клевый инвертор так или иначе чувствует перепады напряжения, но в меньшей степени. Именно сам фубаг, является слабым звеном и лучше с него начать. Нужен инвертор который имеет систему контроля над перепадами (система компенсации просадки). И чтобы точно понимать что происходит с сетями, то лучше у китайцев взять анализатор сети (вольтметр и амперметр) и посмотреть, что где и какие перепады. Тогда уже и принимать решение, может сам сварочник справится с поставленной задачей.2 балла
-
АГНИ 29 трудяга работает отлично, А у меня как раз такой китай как по ссылке умер.2 балла
-
Ни как .Если вы работаете с тонкими материалами, лучше лёгкая горелка.На головкахДВС,блоках использовать 9-ку.)))( для работы со штапиком использовать кувалду)2 балла
-
сначала позовите слесаря, дайте ему напильник, и пусть выполняет разделку кромок, по какому РД-решите сами,также ,определившись для начала с типом процесса... как говорил герой популярного фильма-"...когда Вы говорите, такое ощущение. что Вы бредите.."2 балла
-
@Георгий 11, маска хороша. у меня отрицательных эмоций вообще нет. . наоборот,пару недель еще скакать буду2 балла
-
@Георгий 11, думаю,что просто хороший коммерческий ход, ее место в переходном *стодолларовом* сегменте(*верхний уровень*),по пути смены простых кЕтаек на более качественную продукцию.2 балла
-
@svarnoi69,сенсоры хорошо отрабатывают,когда дуга в поле видимости.В тесте я на это указал внимание.Договоренность была сравнить с.г. и эту,что я в общем то и сделал.Если варить п/а,то не думаю,что будут моменты когда дуга будет не видна,единственное-это залет искр на с/ф.Мне кажется недоработали ее,если ее использовать под аргон,то датчики слабоваты,если рдс и п/а,то дисплей не защищен от искр,которые могут залететь.Вопрос напрашивается сам собой,для чего и кого ее создали?2 балла
-
@Rolli, Данный мой пост (увы, но это была необходимая и вынужденная "простыня") подразумевает исчерпывающий ответ: -если всё предельно честно, серьёзно и ответственно по отношению к качеству знаний сварщика (теория), его умений и навыков (практика), а также обязательных продвинутых фактических знаний и умений (теория+практика), + смежных дисциплин (электрика, электромеханика, механика, слесарные работы, и т.д., и т.п. ), то вопрос о том, какую максимальную толщину металла может сваривать сварщик 4 разряда можно считать закрытым. Полностью!!! Всё ещё не поймёте? А подвоха ведь нет, никакого и вообще! Ибо, правильный ответ, считаю, будет таков - для сварщика 4 разряда, толщина металла (как и его вид, сплав, пространственное положение шва, и прочее, прочее, прочее..) не имеет совершенно никакого значения. Т.К. он знает и умеет правильно сваривать все их (примеры работ были предоставлены выше). P.S. К сожалению, узкоспециализированные вопросы новичков (дилетантов, троллей, провокаторов), иногда являются эдаким "вбросом". Может быть это где-то и прокатывает, но только не на нашем профильном форуме.2 балла
-
2. Функции. 2.1. На электрогазосварщика 4-го разряда возлагаются следующие функции: - ручная дуговая, плазменная и газовая сварка средней сложности деталей, узлов, конструкций и трубопроводов из конструкционных сталей,чугуна, цветных металлов и сплавов, сложных деталей узлов, конструкций и трубопроводов из углеродистых сталей во всех пространственных положениях сварного шва; - ручная кислородная, плазменная и газовая прямолинейная и фигурная резка, резка бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах, в различных положениях сложных деталей из различных сталей, цветных металлов и сплавов по разметке; - кислороднофлюсовая резка деталей из высокохромистых и хромистоникелевых сталей и чугуна; - кислородная резка судовых объектов на плаву; - автоматическая и механическая сварка средней сложности и сложных аппаратов, узлов, конструкций трубопроводов из различных сталей, чугуна, цветных металлов и сплавов; - автоматическая сварка ответственных сложных строительных и технологических конструкций, работающих в сложных условиях; - ручное электродуговое воздушное строгание сложных деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях; - сварка конструкций из чугуна; - наплавка дефектов сложных деталей машин, механизмов, конструкций и отливок под механическую обработку и пробное давление; - горячая правка сложных конструкций; - чтение чертежей различных сложных сварных металлоконструкций. 3. Должностные обязанности. 3.1. Для выполнения возложенных на него функций электрогазосварщик 4-го разряда обязан производить следующие виды работ: - сварку аппаратуры, сосудов и емкости из углеродистой стали, работающих без давления; - сварку аппаратов, сосудов и емкостей из углеродистой стали,работающих без давления; - наплавление дефектов арматуры трубопроводной запорной из цветных металлов и сплавов под пробное давление свыше 1,6 до 5,0 МПа (свыше 15,5 до 48,4 атм); - приварку патрубков, сварку коробок под выводы, коробокохладителей, установок тока и крышек баков трансформаторов; - наплавление баллеров руля, кронштейнов гребных валов; - наплавление раковин в отливках блоков цилиндров двигателей автомобилей; - наплавку шеек валов коленчатых; - наплавку на стальных подшипниках вкладышей бронзовых и латунных; - сварку гарнитуры и горелок котлов; - газоэлектрическую резку со скосом кромок деталей из листовой нержавеющей стали, алюминиевых или медных сплавов; - резку вручную по разметке деталей из листовой стали толщиной свыше 60 мм; - сварку, наплавление с подогревом и без подогрева деталей из чугуна; - сварку с последующим испытанием под давлением деталей и узлов из цветных металлов; - сварку и наплавление узлов в эксплуатационных условиях замедлителей вагонных; - наплавление зубьев чугунных шестерен; - наварку латунью или силумином изделий из цветных сплавов тонкостенных (крышек воздухоохладителей, подшипниковых щитов, вентиляторов турбогенераторов); - наплавление раковин и трещин изделий чугунных крупных: рам, шкивов, маховиков, шестерен; - сварку и наплавление камер рабочих колес гидравлических турбин; - сварку каркасов промышленных печей и котлов; - сварку картеров крупных моторов и механической передачи тепловозов; - сварку картеров моторов нижних; - сварку и приварку перемычек катушек полюсов электрических машин из полосовой меди; - сварку коллекторов газовыхлопных и труб; - сварку и наплавление колец регулирующих гидравлических турбин; - резку со скосом кромок конструкций доменных печей (кожухов,воздухоподогревателей, газопроводов); - сварку корпусов и мостов ведущих колес жатки; - наплавление трещин корпусов компрессоров, цилиндров низкого и высокого давления воздушных компрессоров; - сварку корпусов роторов диаметром до 3500 мм; - сварку корпусов стопорных клапанов турбин мощностью до 25000 кВт; - наплавление корпусов щеткодержателей, сегментов реверсов, роторов электродвигателей; - сварку креплений и опор для трубопроводов; - сварку кронштейнов и креплений шкворневых тележек тепловоза; - сварку листов больших толщин (брони); - сварку в цеховых условиях мачт, вышек буровых и эксплуатационных; - сварку мебели из алюминия; - сварку плит фундаментальных крупных электрических машин; - сварку подкосов, полуосей стоек шасси самолетов; - сварку обойм, водогрейных труб с обоймой, конусом, кольцами и фланцами подогревателей; - наплавление по рамке и наплавление трещин подшипников и вкладышей буксовых, дышловых; - наплавление раковин и трещин поршней пневматических молотов; - сварку пылегазовоздухопроводов, узлов топливоподач и электрофильтров; - сварку рамок золотниковых, маятников; - сварку рамок иллюминаторных из алюминиевых сплавов; - сварку рам транспортеров; - сварку резервуаров воздушных троллейбусов; - сварку резервуаров для нефтепродуктов вместимостью менее 1000 куб.м; - приварку в эксплуатационных условиях рельсовых стыковых соединений; - наплавление концов рельсов и сборных крестовин; - пайку концов серебряным припоем сеток металлических одинарных и крученых для целлюлозно-бумажного производства; - сварку станин дробилок; - сварку станин и электрических машин сварно-литых; - сварку станин крупных станков чугунных; - наплавление станин рабочих клетей прокатных станов; - сварку статоров турбогенераторов с воздушным охлаждением; - наплавление трубок под датчики с радиоактивным изотопом; - горячую правку трубных элементов котлов, бронелистов и т.п.; - сварку на монтаже трубопроводов наружных и внутренних сетей водоснабжения и теплофикации; - сварку в цеховых условиях трубопроводах наружных и внутренних сетей газоснабжения низкого давления; - сварку трубопроводов технологических 5 категории; - приварку муфт бурильных труб; - сварку фахверков, связей, фонарей, прогонов, монорельсов; - сварку и наплавление быстрореза и твердого сплава фрез и штампов сложных; - сварку швов под гидроиспытания при давлении до 2,5 МПа (24,2 атм) холодильников латунных; - наплавление раковин цилиндров блоков автомашин; - сварку цистерн автомобильных; - сварку шаров, поплавков и цистерн из специальных алюминиевых сплавов. Примеры работ: -Аппараты, сосуды, емкости из углеродистой стали, работающие без давления - сварка. -Арматура несущих железобетонных конструкций - сварка. -Баки трансформаторов - приваривание патрубков, сварка коробок под выводы, коробок охладителей, установок тока и крышек баков. -Баллеры руля, кронштейны гребных валов - наплавление. -Гарнитура и корпуса горелок котлов - сварка. -Детали из чугуна - сварка, наплавление с подогревом и без подогрева. -Камеры рабочих колес гидравлических турбин - сварка и наплавление. -Каркасы промышленных печей и котлов ДКВР - сварка. -Картеры моторов - сварка. -Коллекторы газовыхлопные и трубы - сварка и подваривание. -Кольца регулирующие гидравлических турбин - сварка и наплавление. -Корпуса и мосты ведущих колес жатки - сварка. -Корпуса компрессоров, цилиндры низкого и высокого давления воздушных компрессоров - наплавление трещин. -Корпуса роторов диаметром до 3500 мм - сварка. -Корпуса стопорных клапанов турбин мощностью до 25000 кВт - сварка. -Крепления и опоры для трубопроводов - сварка. -Кронштейны и шкворневые крепления тележки тепловоза - сварка. -Листы больших толщин (броня) - сварка. -Мачты, вышки буровые и эксплуатационные - сварка в цеховых условиях. -Подкосы, полуоси стойки шасси самолетов - сварка. -Плиты фундаментные крупные электрических машин - сварка. -Пылегазовоздухопроводы, узлы топливоотдачи и электрофильтров - сварка. -Рамы трансформаторов - сварка. -Рамы кроватей - сварка в поворотном кондукторе во всех пространственных положениях, кроме потолочного. -Резервуары для нефтепродуктов вместимостью менее 1000 куб.м - сварка. -Рельсы и сборные крестовины - наплавление концов. -Статоры турбогенераторов с воздушным охлаждением - сварка. -Станины дробилок - сварка. -Станины и корпуса электрических машин сварно-литые - сварка. -Станины крупногабаритных станков чугунные - сварка. -Станины рабочих клетей прокатных станов - наплавление. -Трубопроводы наружных и внутренних сетей водоснабжения и теплофикации - сварка при монтаже. -Трубопроводы наружных и внутренних сетей газоснабжения низкого давления - сварка в стационарных условиях. -Трубопроводы технологические (V категории) - сварка. -Фрезы и штампы сложные - сварка и наплавка быстрореза и твердого сплава. -Фахверки, связи, фонари, прогоны, монорельсы - сварка. -Цилиндры блока автомашин - наплавление раковин. -Цистерны автомобильные - сварка. Сварка электродуговая: -Арматура, трубопроводы, отростки, фланцы, штуцеры, баллоны, резервуары, цистерны из углеродистых сталей, работающих под давлением 1,5 до 4,0 МПа (от 15 до 40 кгс/кв.см) - сварка. -Балки и траверсы тележек кранов и механизмов - сварка. -Бобышки, фланцы, наварыши, штуцеры баллонов компрессоров высокого давления - сварка. -Баллоны, баки, резервуары, цистерны, сепараторы, фильтры, испарители из углеродистых сталей - сварка под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см). -Бачки отражательные из малоуглеродистых сталей толщиной от 1,0 до 1,5 мм - сварка в нижнем положении. -Банкетки, корпуса шахт, корпуса лебедок, корпуса редукторов лебедок, палубные стаканы - сварка под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв. см) в нижнем положении. -Блок-секции - приваривание выгородок, насыщения к корпусу. -Валики ватерлиний - наплавление по корпусу судна. -Валы коленчатые средних размеров - сварка и наплавление изношенных частей. -Винты гребные, лопасти, ступицы обычного класса точности всех размеров и конструкций - воздушно-дуговое строгание всех поверхностей. -Выгородки, переборки и рубки - сварка и приваривание в различных пространственных положениях. -Газовыхлопы, воздухораспределители, трубы вентиляции в надстройке - сварка. -Глушители компенсаторов высокого давления, стальные, толщиной металла 1,5 мм и диаметром до 100 мм - сварка. -Двери, крышки люков водогазонепроницаемые - сварка. -Днищевые, бортовые, верхние и нижние палубы, платформы, объемные секции оконечностей, переборки поперечные и продольные - сварка стыков набора на стапеле. -Детали слесарного насыщения по основному корпусу и обшивке основных цистерн - сварка. -Детали шельфов - приваривание к межотсечным поперечным переборкам. -Двери, щиты, угольники, листы, втулки с толщиной металла от 1,4 до 1,6 мм - сварка. -Детали сложной конфигурации, предназначенные для работ под динамическими и вибрационными нагрузками, толщиной материала от 10 до 16 мм - сварка. -Изделия МСЧ - антикоррозийные наплавления из сталей типа АК на поверхности под механообработку. -Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм , из легированной стали толщиной свыше 2 мм - сварка. -Коробки кабельные - сварка под испытанием давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при узловой сборке. -Кожухи, желоба, панели, поддоны из углеродистых и низколегированных сталей толщиной до 2 мм , из легированной стали толщиной свыше 2 мм - сварка. -Каналы судовой вентиляции - приваривание к переборкам на стапеле. -Клюзы якорные - сварка. -Кожухи, желоба, панели, поддоны из легированных сталей толщиной до 2 мм - сварка. -Клапаны вентиляции - сварка. -Комингсы грузовых трюмов - сварка набора между собой. -Конструкции корпусные из углеродистых, низколегированных и высоколегированных сталей - воздушно-дуговая строжка в труднодоступных местах (выплавка корня шва, удаление временных элементов, выплавка дефектных участков). - Конструкции судовозного поезда - сварка. -Корпус надводного судна: наружная обшивка палубы - сварка стыков и пазов на стапеле во всех положениях. -Корпуса тяжелых иллюминаторов - сварка и вварка в корпус судна. -Корпусные конструкции и узлы, до 20% сварных швов которых подвергаются ультразвуковому или гаммаграфическому контролю - сварка. -Кронштейны, кромки, экраны из листового и профильного металла толщиной до 2 мм - сварка. -Крышки и корпуса подшипников из отливок - сварка под испытание на непроницаемость. -Листы съемные из углеродистых и низколегированных сталей - сварка. -Марки углубления, грузовая сварка - приварка к корпусу судна. -Мачты, грузовые стрелы, грузовые колонны - сварка монтажных стыков и забойных листов на стапеле. -Мачты сигнальные - сварка при сборке. -Металлоконструкции судов - подварка дефектных участков швов при испытании на стапеле и на плаву во всех положениях. -Межотсечные поперечные переборки - сварка. -Насыщение слесарно-корпусное - приваривание на поперечных и продольных переборках надстройки. -Набор продольный и поперечный днищевых, бортовых и палубных (расчетных) секций из конструкционных сталей - сварка между собой и приваривание к наружной обшивке и настилу палуб на предстапельной сборке. -Набор с разделкой кромок, стыки и пазы переборок из стали - сборка и приварка на участке предварительной сборки. -Набор днищевых секций высотой от 0,8 до 1,5 м - приваривание в носовой оконечности, к настилу дна и сварка между собой. -Надстройки, рубки из легированных сталей - сварка и приваривание к основному корпусу. -Настилы двойного дна - сварка стыков и пазов на стапеле. -Насыщение грузовых мачт, стрел (головки, фундаменты, площадки управления с леерным ограждением) - приваривание к конструкциям. -Обухи для транспортировки секций грузоподъемностью до 20 т - сварка и приваривание к секциям. -Обухи грузоподъемностью свыше 20 т - приваривание и сварка. -Перо руля из стали - сварка плоской части. -Поперечные и продольные переборки, наружные стенки надстроек - сварка стыков и пазов полотнищ во всех положениях на стапеле. -Подкрепления под фундаменты, упора строечного устройства, боковые кили, наружные стенки цистерн, наружные стенки дымовой трубы - приваривание на стапеле. -Прочие цистерны - сварка швов с разделкой кромок и конструктивным непроваром на секционной сборке. -Рельсы цеховых электротележек - сварка. -Стыки и пазы обшивки кормовой оконечности, бракет и стабилизаторов - сварка. -Стыки листов стенок, крыш и набора внутренних цистерн - сварка и приваривание к обшивке, переборкам и между собой. -Стыки монтажные железобетонных сводов - сварка. -Тамбур, шлюз, санузлы - сварка и привары. -Трубы судовой вентиляции из углеродистых и низколегированных сталей толщиной до 2 мм - сварка и приваривание к ним фланцев. -Трубопроводы из углеродистых сталей, работающие под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) при толщине стенки трубы свыше 2 мм - сварка. -Трубопроводы - сварка стыков на подкладных кольцах с контролем качества швов рентгенографированием. -Трубопроводы - сварка стыков с наддувом с контролем качества швов рентгенографированием. -Устройства якорные, буксирные, спусковые и швартовные, упоры строевого устройства - сварка. -Фланцы, патрубки, штуцера, приваривший, насадки, ниппели --приваривание к трубопроводу под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см). -Фундаменты из легированных сталей под вспомогательные механизмы, баллоны, шлюпочное и швартовное устройства - сварка. -Шпангоуты - сварка стыков при термообработке на установке ТВЧ. -Штампы для прессов давлением свыше 400 т - сварка. Сварка в защитных газах: -Арматура из оловянистых бронз под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - наплавление вскрывшихся дефектов отливок после механической обработки. -Арматура, литье, детали из алюминиево-магниевых сплавов- сварка, заварка дефектов. -Вентиляторы - сварка дисков со щеткой из алюминиевых сплавов. -Вьюшки из цветных сплавов - сварка. -Головки пламенной трубы, пламенная труба из алюминиевых сплавов - сварка. -Газовыхлопы, глушители из нержавеющих сталей, медно-никелевых сплавов - сварка. -Глушители компрессоров высокого давления из алюминиевых сплавов толщиной металла от 2 до 3 мм - сварка. -Детали насыщения корпуса из алюминиевых сплавов - приваривание в потолочном положении. -Детали и узлы из алюминиево-магниевых сплавов средней сложности, работающие под давлением от 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см) - сварка. -Детали и узлы токораспределительных устройств из алюминиевых сплавов: коробки герметические, обечайки, угольники, петли - шарниры, банки, скобы, стойки, рамки, буртики, приварыши, сальники, желобки - приваривание к корпусу и сварка. -Корпусные конструкции после гидравлических испытаний - прихватка, сварка, исправление дефектов швов; привязка временных креплений. -Кольца отростки труб секций из цветных сплавов под давлением от 0,1 до 1,5 МПа (от 1 до 15 кгс/кв.см) - сварка. -Конструкции из алюминиевых, титановых и цветных сплавов - заварка отверстий, прихватка в вертикальном и потолочном положении. -Крылатки, фланцы, крышки электроприборов из алюминиевых сплавов - заварка трещин, привязка отбитых частей. -Конструкции из сплавов - прихватка во всех пространственных положениях. -Конструкции из алюминиевых и титановых сплавов - правка методом наложения холостых валиков. -Конструкции композитные (сталь - алюминиевый сплав) - сварка с использованием биметаллических вставок. -Мачты из алюминиевых сплавов - сварка стыков и пазов ствола мачты и приварка комплектующих изделий. -Надстройки, рубки из алюминиевых сплавов - сварка объемных узлов, стыков набора в местах пересечения. -Отливки с толщиной стенки до 10 мм - заварка раковин, трещин под испытание давлением 0,1 до 1,0 МПа (от 1 до 10 кгс/кв.см). -Отливки из алюминиевых сплавов - заварка дефектов. -Отливки с толщиной стенки свыше 10 мм, работающие под давлением свыше 1,0 МПа (10 кгс/кв.см) - заварка дефектов. -Поршни гидроцилиндров и другие изделия (гаки якорных устройств, сальники лебедок) - наплавление медными сплавами. -Рамы, створки из цветного металла - приваривание входящих деталей. -Соединения тавровые - с полным проваром листа наружной обшивки из алюминиевых сплавов. -Стыки труб, не работающих под давлением, из алюминиевых и цветных сплавов - сварка поворотных стыков. -Трапы вертикальные и наклонные из алюминиевых сплавов - сварка. -Узлы арматуры из цветных металлов - приваривание деталей, заварка деталей под давлением от 0,1 до1,5 МПа (от 1 до 15 кгс/кв.см). -Фланцы, валики, корпуса, коробки, крышки, блоки - наплавление и заварка бронзой, сплавами, коррозионно-стойкими сталями. -Фундаменты под механизмы и приборы - правка. -Швы после автоматической сварки в защитных газах - выполнение галтелей и отделочных валиков. -Шпигаты из сплавов - обварка. -Шинопровод медный с толщиной металла 12 мм - сварка с предварительным подогревом металла. ( Надеюсь данный развёрнутый ответ удовлетворит вашу любознательность? )2 балла
-
Да. В качестве блинов бльшие фланцы из нержи. Каждый фланец весил около 15 кг. Чтоб утяжелить штангу, добавил по 10 кг свинца на каждый фланец.
2 балла
-
хе-хе-хе...Только не говорите что в это всерьез сказали. Я за два года работы таких кадров навидался.Я их зарабатывальщиками прозвал,у таких ребят любимое выражение "я зарабатывать прихожу сюда" Ну да,а я просто время провести ... Только вот не может или не хочет этот кадр нормально работу выполнять,конечно 6-й,а то и выше разряд у него,а как иначе.В день зарплаты или аванса естественно идет все сливать в пивнуху(это его дело конечно).А когда вдруг нет выработки он орет громче всех мол семью ему надо кормить.Но только вот как он прокормит семью если на обечайке диаметром 6 метров 120 выборок надо делать после УЗК. А у начальства все просто,изделие должно быть сдано любой ценой.Но начальнички разные бывают,некоторые и за дерьмовую работу платят более-менее. 120 выборок делать,вот я поржал в тот день,чуть не уволили.2 балла
-
@SergDemin, Измерил-таки одновременно Uхх, Uдуги и ток сварки. Uхх и дуги клещами переменного тока, ток сварки- постоянными клещами. Поварил с минимальной дугой (с опиранием на обмазку) и оттянутой, нгасколько можно. Получилось так: на короткой дуге 20-22 В, ток сварки 71 А (среднее), (62 А) на длинной дуге 30 В, ток сварки стоит стабильней (!) - 65 А (57 А). То есть, разница четко просматривается. (В скобках- разные замеры. Крутилку невозможно выставить точно ""как было" ). Но тенденция видна. 3 мм ЕСАБ УОНИИ 13/55 можно варить на длинной дуге током 65А, на короткой на этом токе не горят - липнут/гаснут. То есть, подобие какой-то ВАХ наблюдается, не сказать чтоб она отвесно падала. Взял электрод ОК 46 двойку - на токе 30А на короткой дуге напруга 15-18 В, горят плохо, липнут. Оттянул дугу, напруга поднялась до 23 В, ток упал до 25-27 А - горит более-менее стабильно. Почто на малых выставленных токах такая низкая напруга дуги? Новое дело. Аккумы сели на фотоаппарате. Валики показать. Если посчитать выход тепла, то на оттянутой дуге оно больше. Но заметно это только на тонких электродах с малыми токами. С обратной стороны след от двойки сильнее на оттянутой дуге (600 Вт против 500 заметно на глаз). Вот тебе и каноны сварки - шире валик и меньше проплавление - так должно быть на нормальных аппаратах при оттягивании дуги. В реальности все может быть "разнообразно"... Ну да, подробности. Аппарат - Интерскол ИСА-200/9.4, полярность везде- обратная.2 балла
-
оградка,калитка не ровно,просто на земле так стоит))
2 балла
-
Наносварщики сваривающие наноэлектродами...2 балла
-
Доброго всем, радиатор с трактора Вольво - а-ля МТЗ -82 , с ковша упал груз повредил и трубки и бачок лень было вскрывать вторую сторону решил запаять ,коряво ,но герметично ну и бачок к нему
2 балла
-
Да, в удобстве! Виктор, я видел убитые горелки 26-е, на алюминии, ток под 200амп. пока аппарат не уйдёт в защиту,и 9-ка на токах до 50амп.лёгкая.1 балл
-
Точнее Flamа. Хотя ранее это было одно и то же - WTL и Flama. Сейчас разделились. Но главные акционеры компании и той и этой одни и те же. Зачем ...??? Х.З. Может видимо для освоения запада.... не знаю.1 балл
-
Небольшое путешествие на майские выходные, местность думаю вполне узнаваема. Вот такая пчёлка была замечена в воздухе Город готовится к празднку, это вечер 7-го числа. Были в гостях всего пару дней и только на несколько часиков удалось вырваться в город. Это май, но было нежарко, совсем нежарко. Возвращаясь домой, в ночь с 8-го на 9-е, после границы пошёл дождик, а на подъезде к дому вообще мокрый снег повалил.
1 балл
-
Осенний Дон подарил несколько солнечных дней... И рыбки))) Прощание с Мухой)))
1 балл