Лидеры




Популярный контент
Показан контент с высокой репутацией 17.06.2017 во всех областях
-
И так американский торсион , кривой и исправляем Эх, американцы приезжайте к нам мы научим вас делать торсионы и на нашем Запорожце лучше был , про БМД промолчу. P.S . если что не так не ругайтесь , дед встал да чего встал уже работал в 6,00 и до 18,00 и не с одним торсионом , так что сейчас чуток расслабился и в "загашнике-гараже" имеется припас от "бабки" и других посторонних глаз .
 13 баллов
13 баллов -
Продолжение. Из 12 обечаек одна косячная вышла,самая короткая. Теперь фланцы,все так же УЗК 100% Жаль вращателя нет,будем катать.За торцы фланцев можно не беспокоится их еще будут обрабатывать. На заводе не нашлось швеллеров и двутавров или решили сэкономить . Свариваем. УЗК 100% снова . Режим 30-32V 250-280A Фото выравниваю,а они обратно криво встают.
12 баллов
-
Отметиться немного
12 баллов
-
Дырочку заварили! Переживал не натяну и шахтную гидростойку приволок и гидрорастяжку 10 тонн с приблудами, а взяли и руками поставили.
7 баллов
-
Ура я его купил
7 баллов
-
А вот струйный,но уже в зазорчик. Хорошо проплавляет ! Подварочный не нужно сильно подгребать
6 баллов
-
На чем работаете? Ооочень не хотел делать, сыну не откажешь. Выкинул банки, вварил нерж трубу. Такой сегодняшний будень. За фото извиняюсь, надо Самсунг отремонтировать.
6 баллов
-
У нас в Ухте ребята модернизацию делают. Ребята сами по себе хорошие, но руки не там.
6 баллов
-
По поводу проковки при сварке "на горячую". Вот такая крышка фильтра горячей воды.Подошел к этой сварке довольно легкомысленно - выделил 20 минут на сварку какой-то крышки..,так,мимо дела,потом пожалел.Во-первых,паршивое литье,которое долго контактировало с горячей водой.Во-вторых,толщина крышки от 16 до 20 мм и трещина проходила под углом к поверхности.На механическую прочность сварить-проблем нет,а вот на герметичность - еще какие.Сносной дегазации ванны можно достичь нагрев деталь до 400 С.Провозиться с этой крышкой пришлось очень долго-лезут поры.И здесь без проковки на такой толщине,когда нужно наплавить большой объем металла, не обойтись
6 баллов
-
Лучше не стоит . Все видеозарисовки размещаю в основном для своих и в рамках форума , поэтому и доступ на основную массу контента - только по ссылке . Более широкая публичность для моей скромной личности как то не комфортна , тем более , ничего обучающего мои материалы не содержат . Спасибо !6 баллов
-
@Vovka123, Володь, я там регулярно проезжаю, Ухта_Сыктывкар, Сыктывкар_Ухта. В августе там офигенные белые грибы продают, да и не только их, люди с тайги кормятся, вынуждены. Примерно такие
6 баллов
-
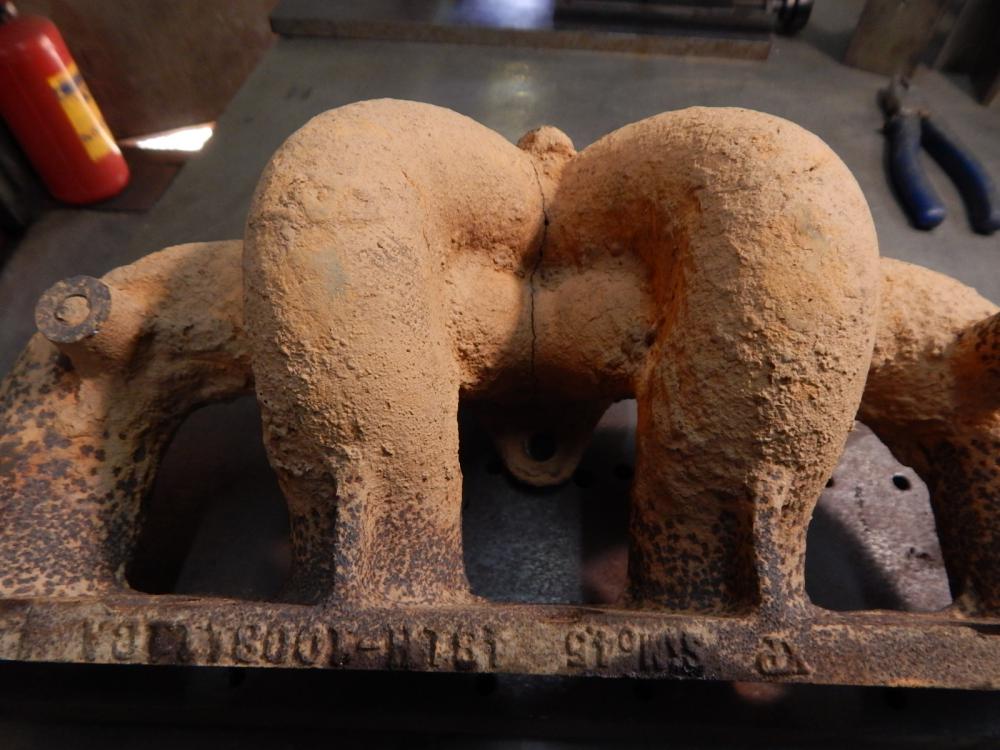
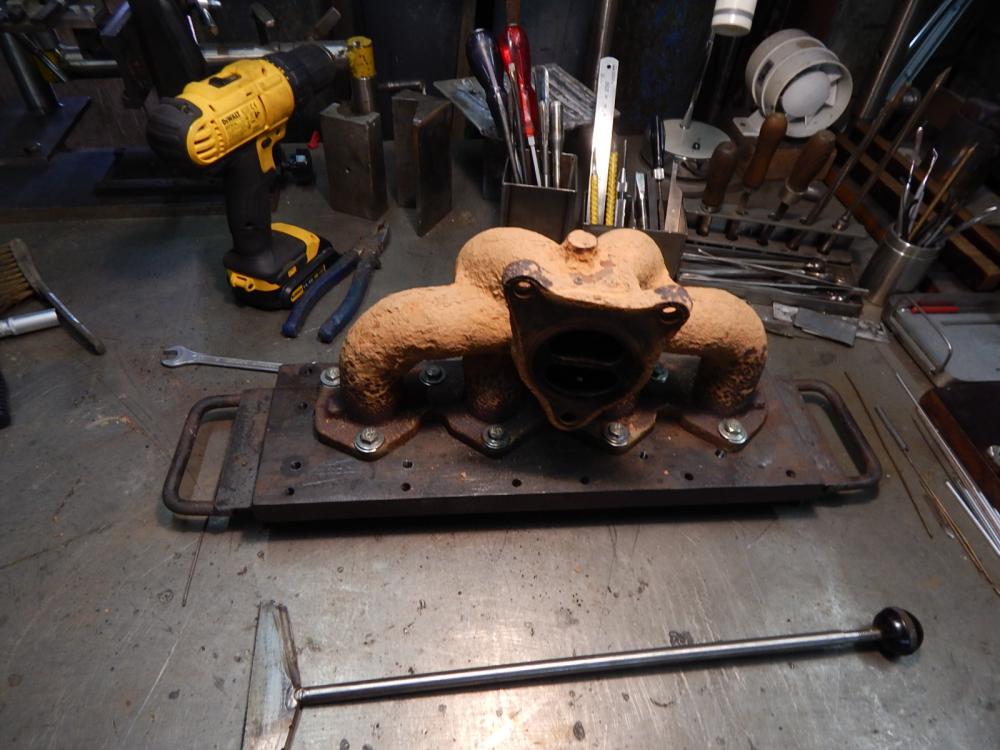
Коллектор ..китайский.Разлом от уха до уха.Сварка на горячую в кондукторе.Деформация осталась по 0,22 на краях привалочной поверхности.Надо прорезать насквозь,давать обратный изгиб и выходить в ноль.Хорошо,когда рядом фрезерный и усп для коллекторов,..но часто такого оборудования рядом нет..
6 баллов
-
5 конечно толстоват в смысле веса но в остальном он выиграет у стали . Форма-да какую придумаете. Или, как обычно-по месту на авто делают. И главное-чтобы "хлопушек" не было. Тогда и 3 мм будет стоять десятилетиями . Кстати, на большегрузах перегородка-переборка она же и есть настоящая "хлопушка", коя в определенное время начинает поставлять в топливную фракцию измельченного алюминия, которую не в силах уловить " сторожевые псы" (фильтры). Посему-не каких "хлопушек"! Толщина- понятие относительное и по мне 3 мм-самое оно.5 баллов
-
Ездили сегодня в деревню с интересным названием, - Ляли. Установили оградку.
5 баллов
-
Просто порванный интеркулер. Ничего интересного... Радиатор с мини-вертолёта местного производства. Очередная (вторая по счёту) замена мотора на "более другой" влечёт перенос патрубков. Что-то в этом свете мне вспомнился медицинский анекдот: -Ампутация правой руки.- Тяп. -Я сказал руки!- Тяп. -Я сказал ПРАВОЙ!!!- Тяп. Кондиционерщики и гидравлисты всё каких-то Франкенштейнов создают, вот и тащат трубочки алюминиевые и стальные. Мотоциклисты и лодочники-со своими бедами... От них не отстают мотористы. А вот аппаратурщики нынче слабоваты. За последнюю неделю-только одна трубка... Чтобы помнить,с чего начинал... Замена задвижки на 150. Поразвешал гармошек чугунных и обвязал их. РЭДС+ГС. Наигрался и с зеркалами и с электродами гнутыми. Непроходимость труб отопления. Давненько такого не видел...
5 баллов
-
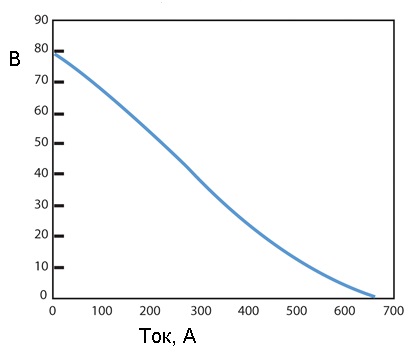
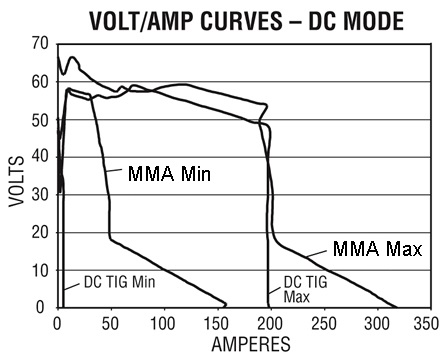
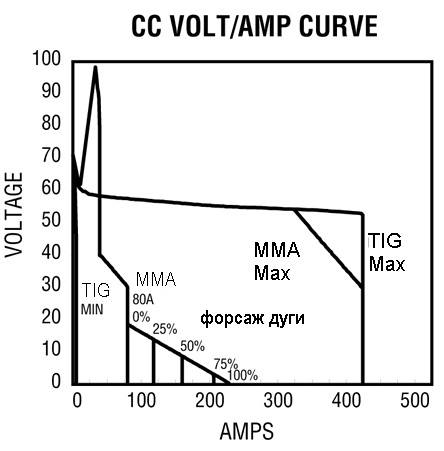
Выбор сварочного аппарата постоянного тока (CC) DC для целей обучения. Понимание индивидуальности сварочного аппарата постоянного тока (CC) означает успешный или неудачный тест на сварку, или приводит к различию между студентом, который сделает карьеру в сфере сварки, и тем, кто может отказаться от профессии, разочаровавшись в результатах. Узнайте, как читать кривую ВАХ (вольт-амперной характеристики) и выбрать подходящий сварочный аппарат для целей обучения. Реальная история: молодой подмастерье (назовем его Джо) сдавал тесты для работы сварщиком штучными покрытыми электродами (ММА) на трубопроводах, используя незнакомое оборудование. Джо провалил несколько тестов подряд, чего никогда раньше не было. Это вина Джо? Он недостаточно занимался? Нет, Джо делал все правильно, но выбрал для этого неподходящее оборудование. Инструктор заметил неприятности Джо и поставил его на другую сварочную машину, и его следующий шов был безупречен. То, на что Джо и многие другие не обращали внимания, является двумя разными особенностями («характерами») сварочных аппаратов постоянного тока. Вы можете много узнать об особенностях аппарата, посмотрев на его вольт-амперную кривую, «свидетельство о рождении» сварочника: 1. Сварочные аппараты для сварки штучными электродами (ММА), которые могут сваривать TIG. Примером такого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 шт» или традиционный сварочный аппарат с большим механическим реостатом для контроля силы тока. Старые сварщики называют эти машины «спусками» (“drooper”) из-за формы их ВАХ (см. рис.1). Рисунок 1 – Наклонная ВАХ традиционного блока ММА (который также может сваривать TIG) позволяет оператору контролировать выход тепла и форму сварного шва путем манипулирования электродом. 2. Сварочные аппараты TIG, которые «могут сваривать ММА». Они имеют падающую ВАХ постоянного тока (см. рис. 2). Примером такого типа сварочного аппарата может служить обычная машина TIG (Джо выбрал аппарат этого типа для сварки электродом E7018). Рисунок 2 – Обратите внимание на то, что кривая ВАХ на этом современном сварочном аппарате TIG почти вертикальна. Сила тока будет оставаться постоянной, даже если оператор меняет напряжение (длину дуги). Есть также сварочные аппараты, одинаково хорошо работающие в режимах TIG и MMA, в них часто используется технология инвертора (Джо использовал инвертор для проведения теста на сварку). Сварочные аппараты подобного типа могут формировать как диагональные, так и вертикальные ВАХ (рис.3). Рисунок 3 - ВАХ инвертора, «изменяющего свойства», при переключении режимов ММА и TIG. Также обратите внимание на то, как проценты для управления силой дуги (форсаж дуги) увеличивают силу тока при падении напряжения. Чтение кривой ВАХ Чтобы интерпретировать кривую ВАХ, нужно понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги напряжение увеличивается. По мере уменьшения длины дуги напряжение падает. Производители разрабатывают сварочные аппараты для сварки таким образом, что, когда оператор меняет длину дуги, сила тока противоположна напряжению. Если оператор уменьшает длину дуги (понижает напряжение), ток увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), ток уменьшается. В сочетании с этой информацией, еще одним основным фактом, который операторы должны помнить, является то, что напряжение представляет собой электрическое давление. Давление (напряжение) контролирует высоту и ширину сварного шва, в то время как сила тока контролирует проникновение. Вооруженные этими знаниями, повторите анализ Рис. 1. Опытные сварщики ММА знают, что «вытягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создавать плоский широкий бортик с неглубоким проникновением. Длинная дуга также заставляет сварочную ванну быстрее затвердевать, поскольку она снижает общее количество энергии. И наоборот, приближение электрода к соединению (увеличение силы тока при понижении напряжения) создает более узкий шов, более глубокое проникновение и более жидкую (более горячую) сварочную ванну. Таким образом, сварочные аппараты ММА с характеристиками «drooper» (пологой ВАХ) позволяют оператору контролировать качество и внешний вид сварного шва, манипулируя электродом. Тем не менее, этот сварочный аппарат, идеально подходящий для сварки штучными электродами ММА, плохо подходит для TIG (ниже среднего). Представьте, что вы свариваете наружный угол на нержавеющей стали 18-калибра. Если по какой-либо причине вы сократите длину дуги (более низкое напряжение), «сварочный аппарат для сварки, который может сваривать TIG», будет пытаться поддерживать общую выходную мощность (Вт) за счет увеличения силы тока - и что дополнительная сила тока (проникновение) может прожечь дыру в тонком материале. По этой причине производители изготавливают сварочные аппараты «только для TIG», так что изменения напряжения не влияют на ток. Как видно на рис. 2, такой аппарат обеспечивает вертикально падающую ВАХ. Он удерживает постоянную силу тока независимо от напряжения (длины дуги), что и привело к провалу Джо во время его испытания на сварку ММА. Джо, возможно, был лучшим в мире сварщиком, но «машина TIG, способная варить ММА» просто не могла правильно реагировать на манипуляции Джо электродом. Производители обычных сварочных аппаратов TIG/ММА преодолели некоторые из этих ограничений, добавив функцию форсаж дуги (более подробно о ней – ниже). Тем не менее, во многих учебных заведениях есть более старое оборудование TIG без этой функции или, если у них есть современное оборудование, не все понимают, как использовать форсаж дуги. В любом случае, ученики находятся в невыгодном положении, когда учатся сваривать ММА. Кроме того, TIG-специфические аппараты имеют более сложные элементы управления, которые могут запутать начинающих. Наконец, несмотря на то, что многие сварщики работают очень хорошо, они просто не могут победить преимущества и эффективность новых технологий. Выбор правильного сварочного аппарата Инверторная технология позволяет производителям создавать сварочные аппараты с «несколькими характерами», с ВАХ как на рис. 3. В принципе, поскольку характер ВАХ контролируется с помощью микропроцессоров и высокоскоростных токовых коммутационных устройств, инвертор может создавать практически любой вид ВАХ. Короче говоря, инверторы могут выполнять все сварочные процессы одинаково хорошо. Для многих объектов преобразователь постоянного тока CC/CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле отвечает большинству потребностей в сварке. Этот тип устройств (например, инвертор Miller XMT® 350 CC/CV) позволяет обучать студентов сварке электродами (ММА) и сварке TIG в широком спектре применений, а также обучать студентов процессам MIG и сваркой под флюсом. Обратите внимание, что для TIG-специфического обучения и сварки AC TIG на цветных металлах инвертор AC/DC TIG, такой как Dynasty® 350, обеспечивает максимальную гибкость. Чтобы помочь инструкторам выбрать лучший набор оборудования, Miller предлагает рекомендации по выбору учебного оборудования на веб-странице инструкторов по сварке, MillerWelds.com/instructors. Miller обычно рекомендует инверторы, потому что они обеспечивают школам несколько преимуществ: · Это тип технологии сварки, которую принимает индустрия, поэтому имеет смысл обучать студентов оборудованию, которое они будут использовать профессионально. · Инверторы составляют примерно одну пятую размера и веса обычных сварочных аппаратов, они занимают очень мало места, что немаловажно. · Некоторые инверторы предлагают возможность подключения к одно- или трехфазному питанию в широких диапазонах первичного напряжения (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют ток значительно меньшей величины, позволяя подключать больше сварщиков к питанию. Самое главное, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее освоиться. Инвертор может сделать хорошего сварщика из среднего ученика, позволяя отличным студентам выявить свой полный потенциал. Расширенное управление дугой Для обеспечения оператора дополнительным управлением дугой, продвинутые сварочные аппараты постоянного тока предлагают функцию контроля форсажа дуги. Эта функция позволяет операторам адаптировать форму ВАХ для лучшего соответствия различным конфигурациям стыков и типам электродов, и она может создавать дугу, которую опытные операторы описывают как «мягкую и эластичную» или «жесткую и направляющую». Рисунок 4 – Увеличение силы дуги облегчает для этого сварщика труб хорошее проникновение на открытом корневом проходе с электродом E6010. При нормальных условиях сварки электродом и длине дуги ее напряжение составляет примерно 20 вольт. Однако некоторые сварочные ситуации требуют более короткой длины дуги, например, когда оператор должен подталкивать стержень в плотный угол или в глубокий скос открытого корневого соединения. В этих ситуациях электроды, как известно, склонны «прилипать» (например, напряжение падает настолько низко, что дуга гаснет сама). Управление форсажем дуги преодолевает эту проблему за счет увеличения тока, когда уровни напряжения опускаются ниже примерно 20 вольт (см. Рис.3). Повышение тока увеличивает общую мощность, удерживает сварочную ванну расплавленной, предотвращая прилипание электрода и облегчая работу сварщика (оператора). Следует помнить, что инверторы могут настраивать сварочный выходной ток тысячи раз в секунду. Таким образом, скорость человеческой руки, толкающей электрод, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварочными аппаратами подобна счету на компьютере в сравнении с обычными счетами. Для школ и учебных центров, которые хотят преподавать сварку ММА, TIG и MIG*, выбор правильной машины может означать разницу между тем, чтобы помочь студентам стать успешными как можно быстрее или выйти из программы сварки в расстройстве. В целом индустрия отчаянно нуждается в том, чтобы добавить в свои ряды более квалифицированных операторов сварки. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха. * Не забывайте о многопроцессных сварочных аппаратах CC/CV, которые обеспечивают питание для ММА, TIG, MIG, флюса и воздушной дуги. Рисунок 5 – Об авторе. После ухода из военно-морского флота США, где он работал по контракту на подводной лодке, Нил Борхерт присоединился к Miller Electric Mfg. Co. в 1977 году и 12 лет проработал в качестве инструктора. Сегодня, будучи менеджером по развитию бизнеса, он широко работает со школами и учебными заведениями. Настройка дуги У каждого сварщика есть свои представления о том, как настраивать форсаж дуги, который регулируется ручкой на передней панели машины. Некоторые общие рекомендации заключаются в следующем: Для открытых корневых швов на пластине или трубе обычно выбирается электрод XX10 (6010) или XX11 (6011) для первого прохода. Во время этого прохода оператор пытается достичь полного проникновения. Путем добавления управления дугой, обычно к верхнему краю шкалы (скажем, 5 или 6 из 10), оператор может управлять силой тока (пробиванием) по длине дуги. Для более глубокого проникновения просто уменьшите длину дуги, вставив электрод в соединение. В этот момент - и только в этот момент - управление силой дуги активируется и обеспечивает необходимый импульс тока. Повторяем: операторы будут испытывать изменение дуги только тогда, когда они уменьшают длину дуги до точки, где уровни напряжения опускаются ниже 20 вольт на большинстве машин. Для электродов, не используемых на открытых сварных швах, увеличьте форсаж дуги до того момента, когда электроды не прилипают во время сварки (возможно, 2-5 по шкале от 1 до 10). Если вы пользуетесь режимом TIG, установите форсаж дуги на ноль или выключите его (если у вас сварочный аппарат с отдельными настройками для TIG и ММА, это не будет иметь никакого значения). Обычно аппарат отключает управление дугой при переключении в режим TIG. Оригинал на английском: Selecting a Constant Current (CC) DC Welder for Training Purposes
4 балла
-
Вадим, я такого же мнения, но Виктор и ПА может такие же зарядить на АЛ , он на дню по несколько метров кладет и рука как робот. На выставке Меркле пробовал и такой шов у демонстраторов глаза расширились. Опыт и вот я уже дано не брал горелку ПА и сегодня глушитель и чувствую что надо почаще ПА а то все ТИГ и ТИГ.
4 балла
-
Знаю, что бывает по разному. Знаю, что не каждому дано быть хорошим сварщиком. Человек просто не видит, ни сам процесс, ни результат. Голова у него так устроена. А жизнь порой жёстко принуждает делать то, к чему никаких данных нет. Но, всё же, надо иметь уважение к людям, для которых делаешь. И , либо научиться более или менее прилично делать работу, либо не делать её вообще.4 балла
-
Чуток терпения, ПА пока не кому не отправляли , кроме заводов и на заводах трудятся. Но будет и здесь ПА и как говорится "разбор полетев" .4 балла
-
,мозг взрывается от того,что сделать знаю как,а аппарат не дает,начинаешь нервничать,крутить все подряд,оказывается не то крутил что надо.В итоге плюнул,гроверс подключил и сделал,сижу отхожу.Все от нервов,беречься надо).4 балла
-
. Данный аппарат был поставлен в Россию как оружие психотронное...сварщики звереют... последствия непредсказуемые)))4 балла
-
Не люблю на месте, на машине варить. Но тут простой случай. Не то что у сынки на мерине. Как же неудобно нержу неповоротную с не привычки варить!!
3 балла
-
Ах да, все же главной причиной выбора между тиг и миг являлись зазоры и сварка вразбежку, п/а жутко бы это выглядело.3 балла
-
А вот на этом . А вот с работы.
3 балла
-
Не только это открытие. Вернер фон браун- фау-2, После капитуляции Германии работал в сша, последняя работа-Ракета сатурн-5.ТНТ(тринитротолуол) -задумывался как краситель! Оранж-дефолиант.Использовался как хим.оружие.Зарин-гербицид, по сути, отравляющее вещество.3 балла
-
3 балла
-
Валера, меня просветили по алюминиевой пыли, она имеет форму иглы, и вот эта самая игла прокалывает фильтрующий элемент на ура.3 балла
-
@Oswer,я когда в младших классах учился, брат учил что атом не делим. Я по новостям увидел и доказывал ему что уже делим, а он (только выучил) отрицал данную возможность...3 балла
-
Продам маску Speedglas 9100XX FX air с adflo б/у, в хорошом состоянии. Цена 43000 рублей. Вышлю в регионы. Телефон: 8950-647-12-72.
3 балла
-
Вот ещё свежий обзор про Lincoln Electric Viking... цена вполне адекватрная.. IMHO https://youtu.be/2sD3phSg9hs3 балла
-
@RWS87, На этом все и строится, по максимуму удешевить и впарить. А клиенту который берет такой ширпотреб, тоже лишь бы дешевле взять. Поэтому я с оградками особо не связываюсь=) Сейчас пока сезон штампую в свободное время, столы, скамейки, кресты, цветники итд. Делается все из обрезков и отходов, уходит нормально.3 балла
-
Кто сказал что устал? Немного косметики , завтра "ляксир" вольем и немного спустя массаж бока помнем ему немного и будет как на первом канале " на десять лет моложе" .
3 балла
-
Жаль , что у потенциальных покупателей таких желаний не возникает . Только , давай-давай , дешевле-дешевле , а деньги завтра-завтра .3 балла
-
3 балла
-
Да не за что) Тут Павел идейку подкинул с заокеанского сайта. Правда там сразу на три болгарки подвесы были. Но я для пробы запилил на одну. Три штуки поехали в Кызыл. Одну вчера согнул на пробу, чего выйдет. Прикрутил к двери временной. В общем делал с таким расчетом что бы с корщеткой болгарин влазивал. Хотя эту корщетку на этой болгарке не пользую. А поскольку при корщетке гайки сняты, то под них два кармашка сделал. Чего в заграничном варианте не предлагалось. Есть паз под ключ. Два крючка под расходку и один под провод.
3 балла
-
Георгий , я немного не понял про барокамеры о чем речь, но понял какие источники в них они используют. Да все просто , те которые имеют "особую" стабильность и еще разработаны в СССР и не один инвертор их не "сместит" с их рабочего места. Вот Электросталь Атоммаш и я сам не видел что за аппараты но мне рассказывали что у сварного педаль и она связана с катодом или анодом (всегда я путаю эти названия) который опускается или поднимается из соляной ванны и тем самым регулируется сила тока и нерж что в реакторы идет сваривают только этими машинами так как говорят что на любом другом источнике дуга не та и не имеет супер стабильности . Вот и Ржев до сих пор выпускает и будет выпускать , замены пока нет им. http://www.el-mech.ru/products/svarka/svarka_2.html http://www.el-mech.ru/about/2 балла
-
Дааа... И сказать нечего. +1002 балла
-
Пока ничего отключать не надо! Даже не попробовал, а уже отключать собрался! Не спеши! Может он достаточно адекватен? Вообще-то функция "горячий старт" очень нужная.2 балла
-
Велики воруют по всей России в огромных количествах, полиция искать точно не будет, если только случайно найдут. Я всегда рекомендую не держать в тамбурах, даже закрытых, тем более на лестничной клетке. А так пристегивать на цепь, а не на трос.2 балла
-
https://www.youtube.com/watch?v=xLPgIdg9Rng2 балла
-
@Oswer,не только 20... Вы просто необращаете внимание и относитесь как к должному. Наука везде и шагает вперёд, в основном удешевление технологий. В Европе все строят термоядерный реактор (не ядерный), также компьютеры квантовые, электрокары, двигатели на воде и т.д. да даже берём сварочные. В 2000 не было их столько, а щас у каждого второго...2 балла
-
Да, это ярчайшие примеры "милитаризации" различных научных работ и технологий. Кстати, про тринитротолуол как краситель - я не знал, но тринитрофенол точно изначально был жёлтым красителем, позже - взрывчатым веществом, а потом из соображений безопасности вышел из употребления. "Агент Оранж" вроде использовали во Вьетнаме как дефолиант, но он производился по упрощённой технологии синтеза. В связи с этим он содержал значительные концентрации диоксина - это и вызвало такие серьёзные последствия. Самое хреновое - это то что диоксин не био-разлагаем, он очень долго "кочует" в экосистеме создавая проблемы многим поколениям. Диоксин, не единственное хлороорганическое соединение с такими погаными свойствами, есть ещё полихлорированные бифенилы, их можно запросто встретить в трансформаторах и конденсаторах, в качестве диэлектрической среды (вместо обычного трансформаторного масла). Что касается явления радиоактивности, куда только радий не пихали в начале 20-го века. Имхо, хоть как-то можно было оправдать только радиевую краску (светмассу постоянного действия) и то, только потому что ничего другого не было (тритий стал доступен позже). Ну а управляемый ядерный распад был изначально "поставлен на военную службу", мирный атом стал интересен человечеству уже позже.2 балла
-
@Vovka123, по нашим розничным ценам себестоимость оградки 6х3 выйдет примерно 15 тысяч, без учета расходников, света, амортизации оборудования. Если зарядить по 1000-1100, то в итоге выйдет, что проще не браться и лежать на диване )) И я без сарказма прошу скинуть мое ТЗ в ту контору и посмотреть результат. Я натыкался на очень дешевые конторы в Иркутске, когда начинал обговаривать детали, то было так: "Я - Можно изготовить оградку с 25 трубы? Они - Нет, пояс мы делаем только с 20 трубы. Я - Но может все-таки сможете? Они - Нам нет смысла это изготавливать! Я - Хорошо, а углы можно под 45 состыковать и обварить со всех сторон и зачистить? Они - Нет, мы стыкуем под 90, торец остается открытым, зачищать нам некогда!" и все в таком духе )) Конкретно цитата диалога с конторой, которая их лепит по 1200 за погон. А остальные конторы, где подстраиваются под "хотелки" клиента от 1900 заряжали за самый простой вариант до 3500 за самый сложный. Я тоже раньше в 2012-13 годах работал в одной кузне и плотно в сезон сидел на оградках, там сварных оградок не было, но кованные начинались от 2500 за погон.2 балла
-
@selco, возьму на себя смелость утверждать, что @Rolli - не из той когорты людей, которые воплощают (подчёркнуто) какие-либо революционные (в техническом/технологическом плане) идеи в реальность. И эпитет "сказочный" - это не издевка, а цитата одной из крылатых фраз, которые сейчас у всех на слуху. Вроде "Ну вы, блин, даёте";-)2 балла
-
@STAV, только Сварог, но никак не Аврора!2 балла
-
@Георгий 11, поджига на АС в природе нет. Есть или DC-, или DC+, и вот как производитель сможет его адаптировать, так и будет. На + легче поджечь физически, вот его и используют чаще. В нем 100% глюк в управе, прошить пара пустяков, три минуты. Только где и кем? Видишь как хитро, меняй управу целиком, не факт что станет лучше и деньги по ветру. Я пытался....,,2 балла
-
Сегодня румыны трап чинили.За 3 ступеньки взяли 450 евро.Варили электродом Alumin315N.Ещё и возмущались,что мало заплатили.Я бы в шею выгнал,а капитан голландец говорит - все ок.
2 балла
-
2 балла
-
Я знаю кто делал, поеду П/а заберу,трансформатор дам на время, пускай учатся.Принесли под вечер,успел только подготовить.Сперва фрезой "грыз",чуть не "убил" фрезу, закончил абразивными насадками.
2 балла
-
Контроль в 2Т от однокнопочной горелки. Мой самый любимый режим. https://youtu.be/RPS8KL9D03E
2 балла