Лидеры




Популярный контент
Показан контент с высокой репутацией 02.06.2017 во всех областях
-
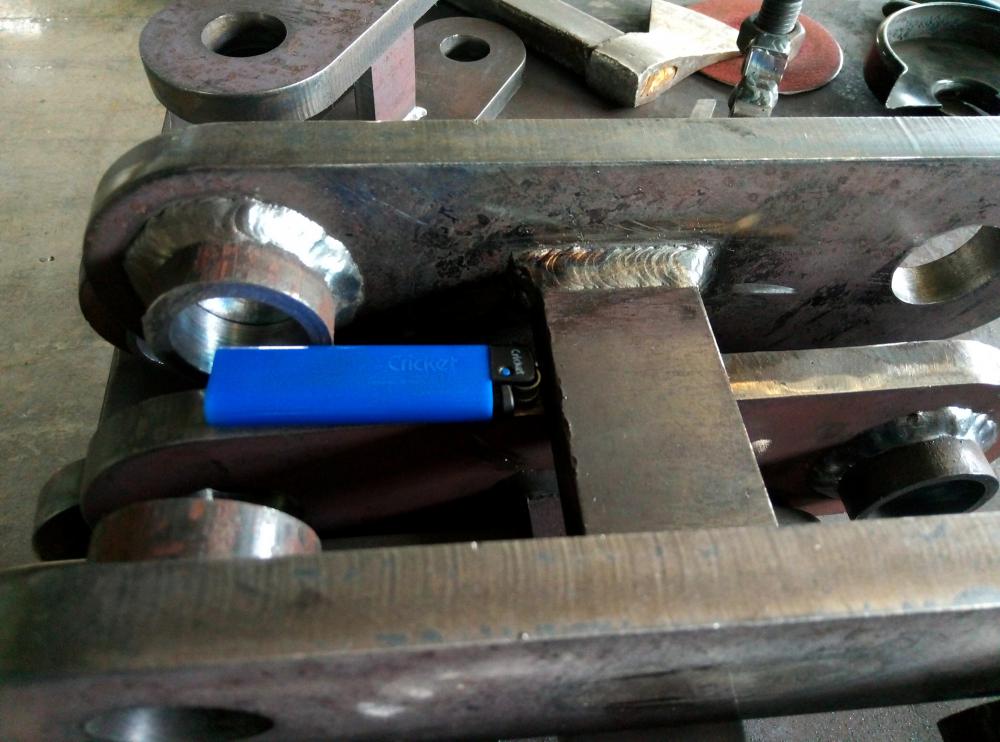
Немного из сегодняшнего . Может и не актуально , но располагая свободным временем замутил небольшой набросок в тему деформации и борьбы с ней . За трубу , естественно . Это просто , до кучи
 11 баллов
11 баллов -
Имел дело с этими электродами. Фото уже были но повторю. Хорошие электроды.
10 баллов
-
Обварка тельфера из нержавейки, электроды монолит цп-11.
10 баллов
-
Как делать не надо! Вот что получается, когда ты дебил и бьёшь в грудь, говоришь, что мега орёл и знаешь всё и опыта 50 лет!А нужно было всего лишь отдать на стенд на прокатку и потом завалить трещину. Но начальник (он же слесарь)-плюнул на всё и сказа,л что опыта у него огого и прокаточного станка на свете не существует, всё делается кувалдой.Он притащил резак, нагрел так сильно, что диск уже начал стекать на стол. А потом-лупанул со всей дури молотком. Вот и обломался кусман. Потом попросил, чтоб я всё наплавил обратно. На аргументы что это всё говно и держать не будет и развалится и опасно.. он плюнул так как опыта 50 лет... Я наплавил с горем по полам. Ну и более менее навёл марафет. Вот так всё начиналось Потом что-то пошло не так... А у вас диск отклеился зачищаем наваливаем с другой стороны завалили и начинаем приводить в форму хоть чего то что похоже на диск выгрыз бур машнкой.. с вэдэшкой бур не забивается! агонь! ненавижу полировку.. аж плохо становится и хочется убивать.. но тут всё прошло гладко конечный результат.. полировщик из меня так себе...10 баллов
-
Бюджетная газонокосилка, и работает на подстриженной ей же траве... Почти бесшумная (может работать по ночам). Изменение количества стригущих головок не требует применения инструмента8 баллов
-
Давненько не касался , так и разучиться можно . Поработал немного , душу отвёл , соскучился по процессу , но баловать не буду ТИГ (159х219) ф 2,4мм МИГ (159х219) ф 1мм И ММА (159х219) LB-52U , 3,2мм
8 баллов
-
Вадим , у нас опыта в "кувалде" намного больше и даже не греют. Интересно у них или дороги совсем хлам или в округе одни "Шумахеры" столько дисков и в элитном шиномонтаже не сыщешь. https://www.youtube.com/watch?v=bPfbSp21qhY7 баллов
-
@Anton VL, Антон , "ответный удар" Финнам. Форсаж500 пока нечем "вдарить" , но думаю это пока. https://www.youtube.com/watch?v=UIpysO1uxXY6 баллов
-
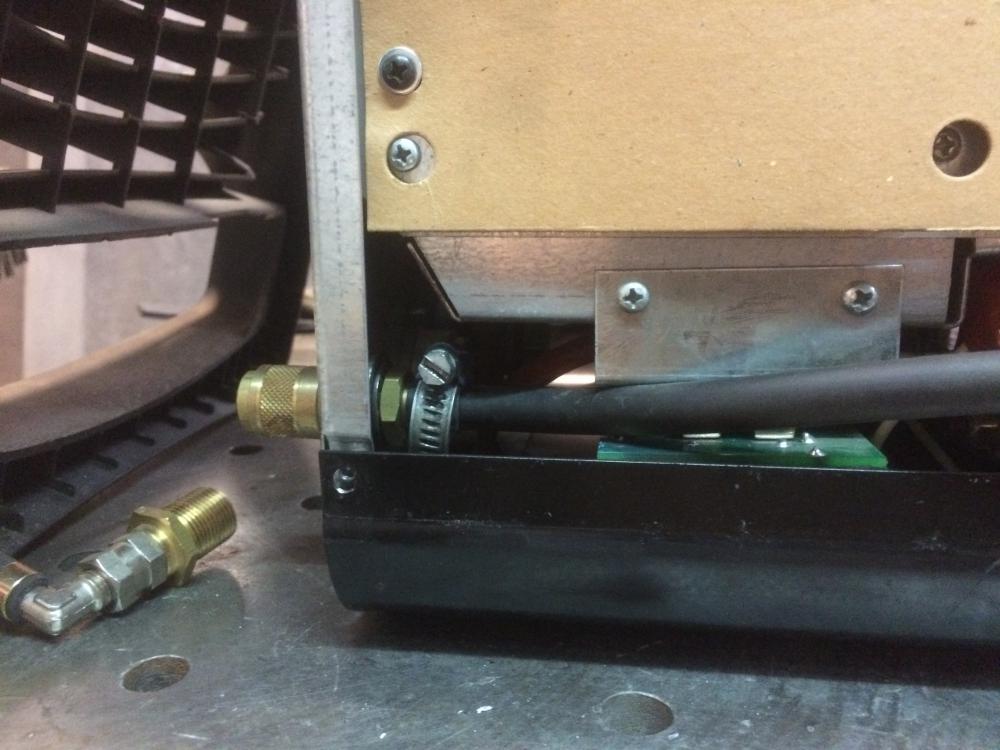
Подключил аппарат
5 баллов
-
Школьники несут домой пятёрки.4 балла
-
Так как считаю "садово-лопатная" тема с применением Авроры раскрыта не полностью, дополняю подробнее)))... Увлекся, сточил швы, но неважно, провар виден, пор и трещин нет, внакладку делать не стал, сварил встык. Сделано из лопаты (нержавейка) примерное название - "корнеудалитель Маде ин Рязань". (фискарс и гардена нынче дороги))). Полевые испытания проведены, "испытатель" сказала, что супер, но я скромный считаю твердая 4+ )))... Р.s. Не написал, переделывал под более тонкую ручку, пришлось убавить диаметр, но ручку сделал длинную как у лопаты, что бы не кланяться сорнякам...
4 балла
-
Это спорное утверждение.Видел не мало людей которые приходили на работу только с умением MMA сварки и творили адскую дичь на П\А. Это не самый плохой шов на самом деле(да и изделие не корпус реактора) но все же.
4 балла
-
ПА на сварке , будь то труба или МК , выигрывает однозначно и существенно . В минус ему только мобильность и техн. нюансы , но если сравнить плюсы и минусы , позитива существенно больше .3 балла
-
Звук у дуги на разных аппаратах разный, общее конечно может быть, но все зависит от диаметра проволоки, газа и КАЧЕСТВА самой проволоки. Синергия может еще дать свои призвуки дуги. У меня вроде как эталон п\а (Фрониус) и то каждый раз новые приколы, сейчас я понимаю разницу в проволоке. И понял для себя - порошок СУПЕР! Сейчас я фанат порошковой проволоки.! Никаких звуков, легкое шипение и качественная сварка. Дыма,правда, много. Защищаться надо обязательно. Уже не помню кто и где спрашивал как я газы на прицепе вожу. Вот так. Обычно на 2-3 баллона больше.
3 балла
-
@Георгий 11, стартовать с малого придётся, а дальше набалтывать. У стола с педалью нормально будет.3 балла
-
@BelaZZ,индуктивность работает интересно. пытался разобраться в этом тут. а если вкратце то в кислоте она не работает. а в смеси можно добиться вихревого переноса. и при уменьшении индуктивности перенос идет каплями большего размера (шлепок майонезный ). кто постоянно работал на кислоте, то при переходе на смесь, воспринимают его как крупнокапельный перенос и сразу переходят на привычный ж-ж-ж-ж (жарим яичницу на сливочном ) дуга спицифисский. НО ЭТО ВСЕ ИНДИВИДУАЛЬНО. единственное могу точно сказать, что провар становиться лучше и шов имеет геометрию с меньшим усилением. и работать приятнее от полуавтоматного резкого пззз за целый день, голова чугунная. как будто гриппуешь3 балла
-
@psi, Спасибо ! Я учту этот момент . В этом плане я не образован , все параметры "на ощупь" , поэтому любую критику , совет и замечания воспринимаю "на ура" . За нулевую отметку индуктивности и не подозревал , попробую на практике . На аппаратах более серьёзных этот функционал адекватнее реализован - от "0" и в обе стороны . Когда корень варю , то индуктивность убираю в "0" , иначе в критических точках сложно контролировать процесс . Честно говоря , индуктивность для меня штука до конца не понятая . Смысл приблизительно понятен , процесс - относительно , а применяю интуитивно3 балла
-
@SergDemin,не знаю,может програмно забито какое то время,пока не могу проверить,разъема нет для горелки.Поставил быстросъем на газ.
3 балла
-
А в ММА инверторе душа живёт . Шутник, Вы, однако . Надо с Патриархом РПЦ этой мыслью поделиться, а вдруг он не знает? Техника сварки примерно одинаковая. В ММА шлак мешает, ПА настроить надо, вот и вся разница.3 балла
-
http://alexio-marziano.livejournal.com/33869.html3 балла
-
Где их взять? Там где поштучно торгуют электродами по чугуну и нерже, таких коробок должно быть навалом. https://www.youtube.com/watch?v=I9AHRgoOnqU3 балла
-
вот как должен работать поджиг на AC. никаких прострелов перед поджигом. никаких набросов тока. одинаково хорошо зажигает и на холодном электроде, и на горячем. https://www.youtube.com/watch?v=95mwFviTV8Y3 балла
-
Вить, дело не в наплавке, а в ударе блаженной кувалдой по светлому лику алюминиевого диска предварительно подогретого до состояния: ахтунг, партизанен!! Низкая усталостная прочность алюминия помноженная на хрупкую грань солидус/ликвидус сделали своё дело - теперь там всё в мелкой сетке усталостных микротрещин.3 балла
-
3 балла
-
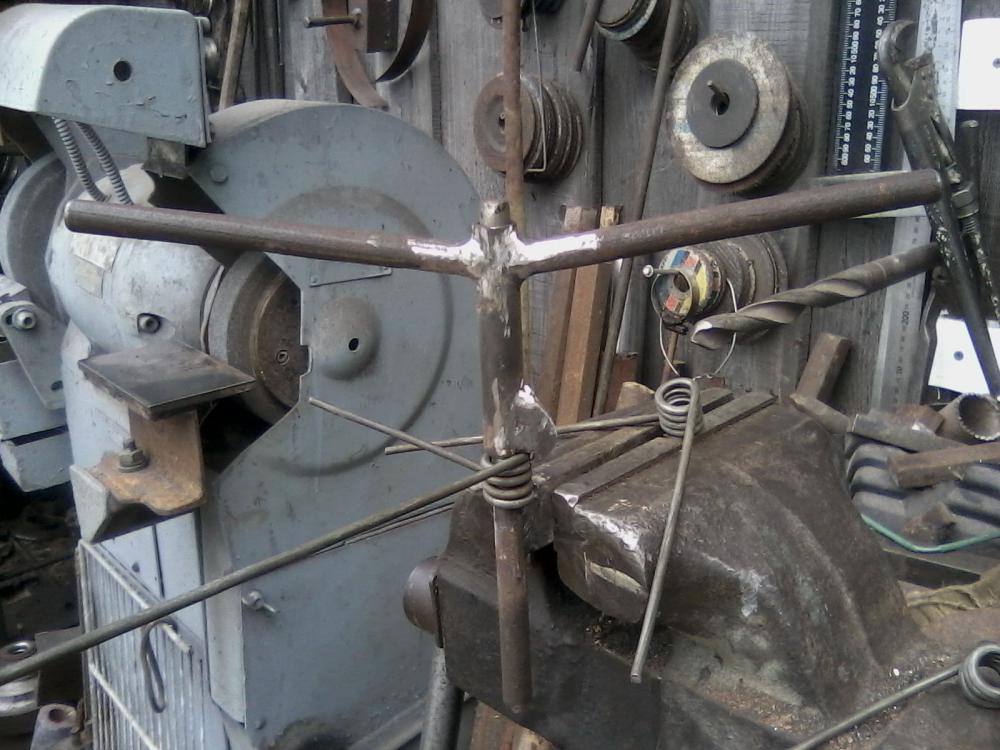
Сегодня сделал приспособление для навивки пружин для своих клемм массы,раньше гнул почти на коленке а тут подсмотрел в инете и сделал из подножного хлама.Гнётся очень легко и быстро.Проволоку беру из центрального провода высоковольтной жилы,очень сталистая штука.
3 балла
-
Первые подвиги на порошковой проволоке. Марку не помню. Рутил 1.2мм. Режимы все возможные. И ещё
3 балла
-
@Георгий 11, никто не хочет технологиями делиться у "больших" производителей явно какие-то свои наработки есть, которые они только для себя держат и не продают.2 балла
-
В сундуке я сколько пытался что либо увидеть на шланге подачи, нет ничего. Тупо входит в аппарат и выходит. Вода с корпусом только контачит через штуцера и все.2 балла
-
@Anton VL,за кемпаря конечно вопросов нет,но у меня когда начались проблемы с поджигом,то поменяв кондеры все встало на свои места.Если я 30+ раз подожгу дугу,то это вам о чем то скажет?2 балла
-
@SergDemin,при чем тут аппарат и бво?Не пойму что то. @Hlorofos,я с ней не варил,но хвалят,давно хотел ее приобрести,вот момент и настал.С ней удобно ванну держать,поднял ток когда необходимо,чуть скинул,чтоб не провалить,в общем буду вникать как с ней работать.Конечно с ней только на месте работать,не набегаешься с ней туда сюда.2 балла
-
@psi,Если настроить в смеси характерный ПА "п-з-з-з" ( ну или "ж-ж-ж" ) , то на не поворотной трубе ( с относительно малой толщиной стенки - 5-6мм,) получается как то не очень . У меня , по крайней мере , слишком много наваливает металла . Убавляю подачу ( перед этим опытным путём "подобрал" напряжение , более менее корректное для данной толщины ) , металла-тока мало . Это на индуктивности в "0" (изначально с этого пляшу) . Играешь напряжением - мало , не хватает разогреть металл и сформировать шов . И вот так , играясь , я кое как "вывел" для себя этот параметр . И металл греет , и св.ванна аморфная в допустимых пределах , что можно формировать шов , и не течёт . Не всё , конечно , меня устраивает , но функционал аппарата не позволяет разгуляться , да и сама "начинка" не слишком стабильна . В СО2 работал , в молодости . Звук и режим сварки , насколько мне позволяет память , совершенно другой . По началу пытался добиться этих параметров ....2 балла
-
Смесь . 80/202 балла
-
Сегодня третьего принес."Хозяйственный" - всякую фигню в дом тащит...
2 балла
-
@Kondor416,Да,если есть желание можете по читать http://files.stroyinf.ru/data1/39/39602/ пункт 6.4.6.Более подробно почему ненужно выводить сварной шов на основной металл описана вот в этой книге см.стр 223 Paton_B_E_-_Tekhnologia_elektricheskoy_svarki_metallov.djvu2 балла
-
@copich, Игорь, ну ты уж прям... Если есть осциллограф, то тут думать то нечего. Центральный щуп - затвор, корпус щупа - эмиттер. Сигнал положительной полярности.2 балла
-
Вчера попробовал по другому сваривать..вертикал поднимать,углом назад..не че такой валик вышел..только долго конечно))
2 балла
-
Мож в гальванику отдать?))) Лопата сваренная Авророй 160 это серьезно!А амперчиков всеж поболее надо... Володь, есть у меня примерно подобный "заказ"...Тяну время, набиваю цену))) Потом как нибудь фотку сброшу...2 балла
-
Похоже, что люди везде одинаковые........2 балла
-
Тельфер из нержавейки....
2 балла
-
"И пошла сварка практически ,почти автоматически"©АМг6,S-2.5мм.
2 балла
-
, хорошо, если завтра у него буду, какие нибудь огрызки сварю. Он им свечные отверстия заплавляет, от шпилек разных тоже. Понятно, что не потолок. Кстати, надо попробовать, хохмы ради потолок. А вдруг .1 балл
-
Даже если прирост будет в 1,5 раза - это уже отлично. Потому что 400-ку я 4 стыка под УЗД варю стабильно, иногда 5 стыков. Варил 6 стыков, тяжеловато. Если при применении ПА смогу варить 6 стыков или больше, то это будет Айс.1 балл
-
@Георгий 11, на гроверсе у меня были проблемы с поджигом на малых токах на чуть грязном электроде. может ещё что-то бы вылезло, я на нём много не работал. а в целом то - если всё устраивает, то и переплачивать за более навороченный аппарат смысла нет.1 балл
-
@Георгий 11, желательно 4кв. Еще зависит от длины кабеля. Но учтите, что в основном сейчас кабель идет по ТУ. А что по ТУ то чуть меньше сечением. Поэтому если кабель не метр и "жарить" (как тут высказали мнение), то однозначно 4кв. Розетка промышленная 32А вполне справляется, если протянуты контакты будут хорошо, то ни чего не поплавится. Если есть отдельное заземление, то лучше розетку тогда на 5-ть контактов, чтобы отдельно не тянуть заземляющий провод к источнику (желательно но не обязательно).1 балл
-
1 балл
-
Alexzzzz , поздравляю !1 балл
-
Представленные там обучения вызывают массу скепсиса . Лучше посмотреть импортный контент . @Oswer, Для начала - очень даже не плохо , но я бы советовал начать с поворотных стыков . Трубы 100-ки со стенкой 3,5 мм и в один проход . Играйтесь током , зазором и т.д. Вы научитесь контролировать св.ванну , понимать её поведение и определитесь с оптимальным для себя током , положением электрода , скоростью сварки , управлением св.ванны и многому другому . Начиная с неповоротных - на мой взгляд самая главная ошибка начинающих , только себе добавляем проблем . Одно дело , когда начинают под контролем спецов , другое - когда самостоятельно . Я отношусь ко второй категории и , можете поверить , знаю о чём говорю , ибо сам по этой дороге прошёл , поэтому и советую , как лучше , а не как сразу .1 балл
-
150А (на глаз), жир не смывал ...
1 балл
-
@Oswer, Зазор , притупление "выбирают" исходя из толщины металла , диаметра электрода ( ну и косвенно , положение сварки , тип электродов , конструктив ) .1 балл