Лидеры




Популярный контент
Показан контент с высокой репутацией 11.04.2017 во всех областях
-
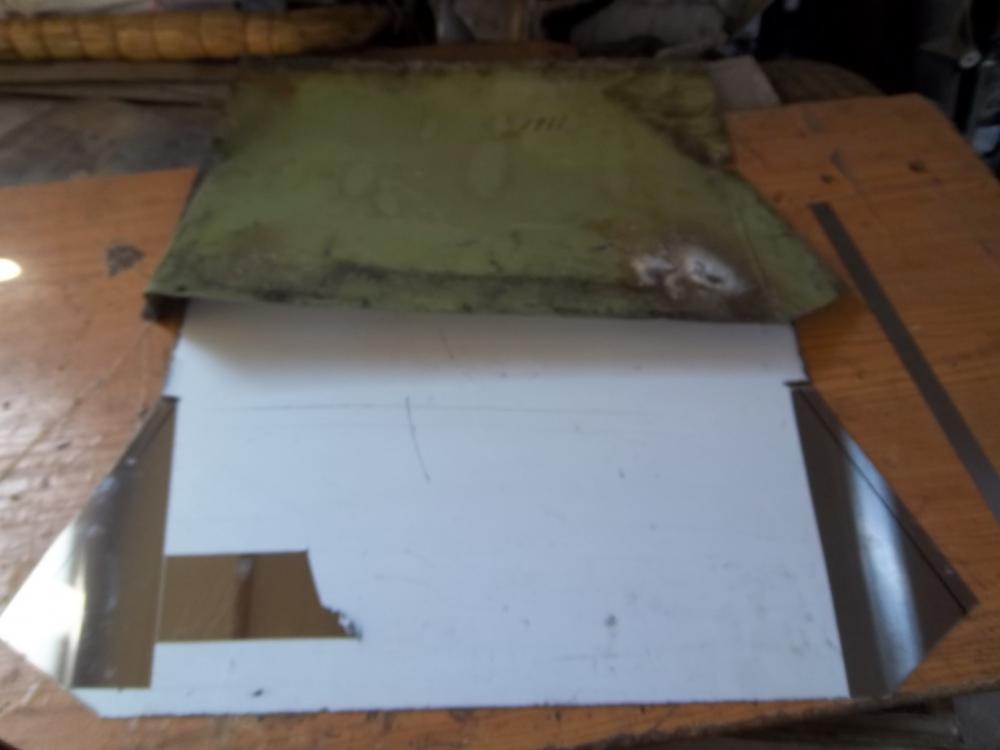
Работаем по плану.План мероприятий- разнообразие.Привезли дверь с "Ман"-а, с оторванным верхним креплением шарнира,причина- заклинило шарнир.В рейсе просто заварили, причину не устранили, по приезду на базу-оторвалось.Снял старые швы,установил на место, шарнир" вылечил" Мелкие работы- трубки , патрубки. Авиаторы пожаловали, сделал выкройку.Радиатор с лопнувшим бачком, замена.Интеркулер с оторванными трубками, запаял.
 15 баллов
15 баллов -
День сурка ... Да , точно , день сурка ...
12 баллов
-
Абсолютно с вами согласен , но наша точка зрения , так и останется с нами .7 баллов
-
6 баллов
-
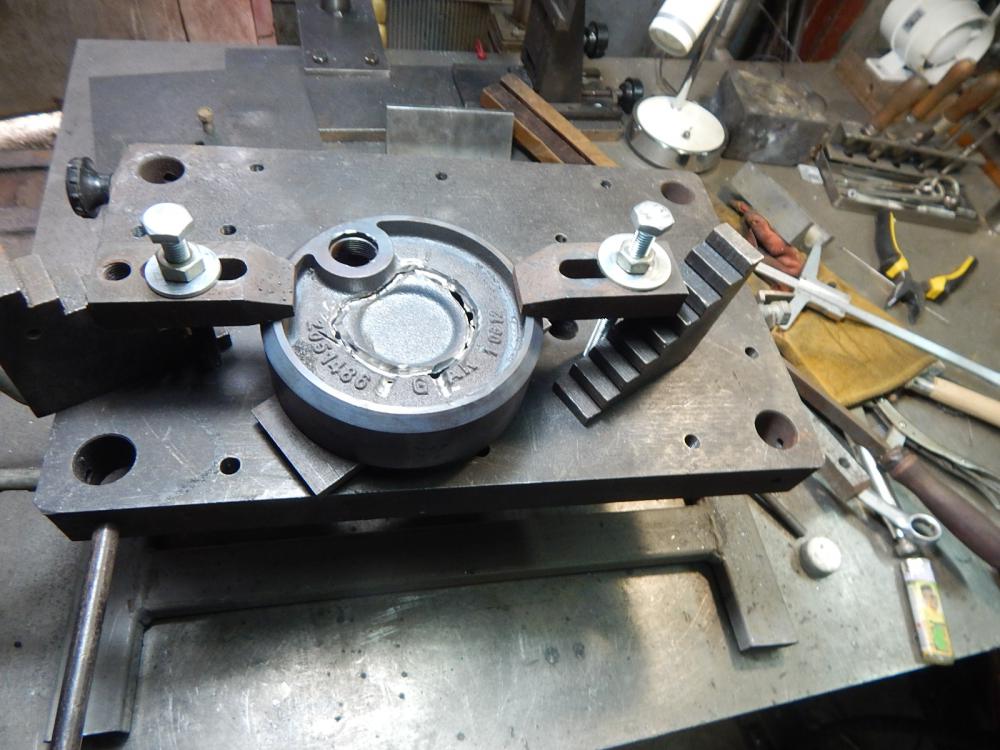
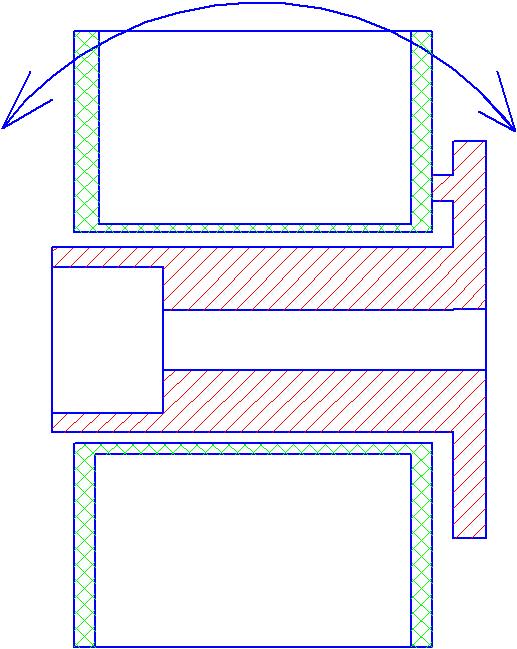
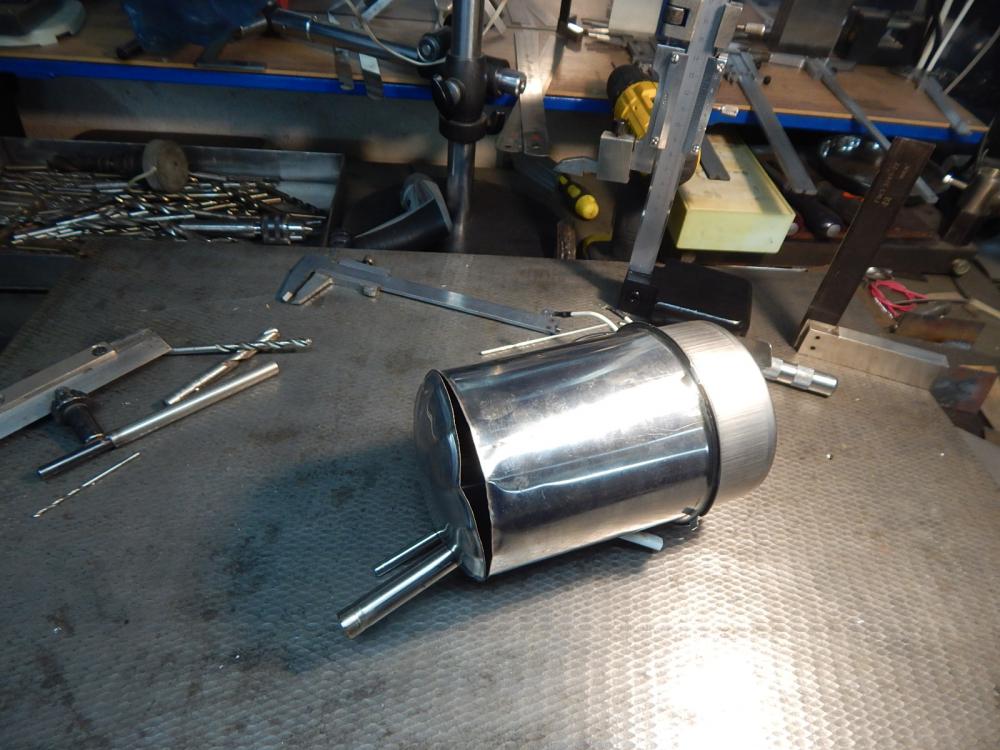
Обойма.Довольно интересная ситуация. Каких-то проблем со сваркой нет вообще.Проблема будет заключаться в соосности посадочных мест.Случай интересный-не удается даже в кондукторе посадить все на место. Часть первая.
6 баллов
-
Уже в сотый раз убеждаюсь в прелестях ПА - сколько сил , нервов и времени сэкономил .
6 баллов
-
Ну обратный валик на такой тонкой нерже можно пропустить, хотя он тоже будет и вам немного импульс ток поднять повыше но сделать по времени покороче. Вот здесь почитайте и ниже пару страниц захватите. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=223695 Каков диаметр присадки ? Все дело в том что вместе с присадкой устремляется воздух или выводите присадку из под защиты аргона . И по сему на такую тонкою нерж и присадка диаметр 1мм , и короткий и мощный импульс в помощь и будет шов , золотой, или фиолет то есть как пожелаете. Да и еще перед тем как варить "цветной" шов на изделии надобно попробовать на "кошках" и выставить правильный расход аргона , который в большинстве случаев должен быть чуток больше "нормы" . Вот смотрите нерж 08мм и вырезал не ровно с зазорами и без присадка не как и импульс короткий и мощный и присадка 1ММ и шов цвета радуги .Присадка должна лежать на детали, то есть как бы ее поджимаете и толкаете во время., Импульс надо настроить так чтобы пауза практически не плавили не деталь не присадку так сказать для "поддержки штанов" , а вот импульс должен расплавить присадку и "вдолбить" ее в деталь именно вдолбить так как он должен короток по времени быть и если правильно настроить то будет вам и обратный валик.
6 баллов
-
Мне, не лень помыть.Услуга платная. Теперь представь интеркулер прохудившийся,там лопатой можно пыль, в перемежку с маслом снимать.5 баллов
-
@Георгий 11, если есть импульс на переменке - эта проблема решается. Недавно друг Гроверс AC/DC 315 приобрёл - огромное спасибо Алексею @tehsvar за советы и помощь. Мы с ним знакомились, причём основная цель знакомства - решение проблемы с порами. На прямоугольнике можно получить размазанную дугу, чтобы пор не было. Частота минимальная, 25 герц, ток импульса 315, базовый 100, средний ток регулируется соотношением времени пик/база.Частота импульсов порядка нескольких герц. Эффект тот же, что и на синусе или пиле. Только звук противный и глаза устают от мерцания. Но пор нет. Специально головку взяли, на которой в с прямоугольником поры образуются. До времени пика порядка 60% пор нет, дальше опять полезли. Но, это естественно, дальше прктически прямоугольник и получается. @selco, Валера, я думаю, дело не в вибрации. На прямоугольнике дуга более сжатая, на синусе - размазанная. Если её за счёт снижения частоты и формы импульса так же размазать - эффект тот же.5 баллов
-
)))
5 баллов
-
Сегодня испытал свои новые приспособы для мелочевки. Первая это обычная канцелярская прищепка, а вторая - мелкие тиски. Так же попросили попробовать исправить бронзовую гребенку - человек сильнее металла. Трещина пошла по резьбе. Положил каплю припоя, может чем то и поможет, но навряд ли. Ну и обновка - краги из тонкой кожи. Думаю под радс будут в самый раз.
5 баллов
-
Кстати,насчет усилителей из поста выше,ни какой отсебятины,просто повторили то что делается на усиленных рамах Schmitz извиняюсь за фото,все с мобильника
4 балла
-
Ад0 на "трапеции", на "прямоугольной волне" и присадкой 4043, выглядел-бы матовым.
4 балла
-
Работает, после переделки . Там есть отверстие для для забора масла, расположено в подошве домкрата , для работы в перевернутом виде надо в это отверстие свернуть трубочку для забора масла. Или ставят доп бачок , и заливают домкрат полностью маслом. Хотел сделать раздельно цилиндр +насос. Но китайцы в место предохранительного клапана сделали просто отверстие в цилиндре . В верхнем положении мосло прекачивается в гидро бак. Извините если кто что не понял , не умею печатно объяснять.3 балла
-
Доделал если что опытный образец был 12 швеллер.
3 балла
-
А за чем шлифовать и обезжиривать детали и присадку? Я пойму, если всё это было в краске с налётом солидола с маслом... Тогда, конечно. Но присадку то - за чем? По мне - так : кромки деталей без заусенцев после обреза, можно фаску сделать, если нужно. Без налёта металлической пыли, визуально чистые - ОК, это же не алюминий. Даже на заводах "Великой Финляндии по гигиене", таких магнатов, как Valio, Arla,Hartwall контроль не требовал такой предварительной подготовки. Только не воспринимайте выше написанное как критику, примите, как совет, облегчающий сварочные процедуры. ОК?3 балла
-
отступление от проекта без согласования это ненужная ответственность.3 балла
-
послушался умных людей и отложил болгарку в сторону. после долгих мытарств нашел мощную гильтину- на ней и порубил за 100р/рез. кстати,не все, кто рубит даже 10мм сталь, берутся за 5мм титан- говорят ножи быстро садятся всем спасибо за наставления!3 балла
-
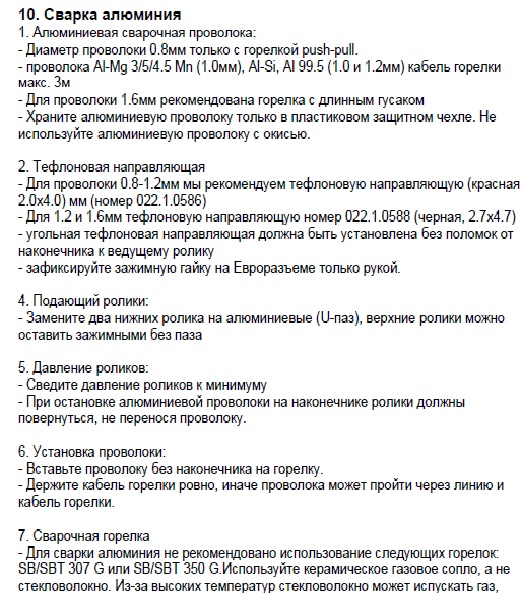
1 Наконечник на 8 часов работы обычно хватает,сопло от 3 до 7 дней живет,а потом уже как фольга становится. Зависит от производимых работ конечно.У меня уже как два месяца на аппарате только один режим : 36V 360A.(12.7м\мин) Сопло пару раз докрасна нагревалось.
3 балла
-
3 балла
-
Лентопильный? Этож тысяч двести. Сумасшедшие бабки для предприятия.2 балла
-
Новая история одного прицепа купил новый в магазине, искал самый дешевый, и чтобы размер нужный. Нашел. 125х200 внутренние габариты кузова. 40см высота бортов, задний откидной. РММ 350кг. И вроде бы все хорошо, вози и радуйся....но. Как везти длинные доски, если передний борт не откидной. К чему вязать стяжки если нет ни одного зацепа. Фигня думаю, на раму грузану, к ней и привяжусь. Но конструкция не простая, борта между собой на болтах в коробочку, и к фанерному дну прикручено. Вобщем доскИ оказалось нЕсколько больше, чем может выдержать раздетая рамочка прицепа. почти куб доски естественной влажности, длина от 2х до 4х метров.
2 балла
-
Представляю сколько обошлась подобная работа. Но зачётно.2 балла
-
Электроды Мценские и тогда были отличные, и сейчас (на фоне общего качественного спада) с американскими деньгами только прибавили, завод стоит отнести к тройке лучших, печально, что Костюченко уже нет. Советские традиции там несомненно сохранили и приумножили. Лично я побывал на электродном заводе в г. Березовский под Екатеринбургом, не знаю как сейчас, а в 2000 году там работало 15 человек с ученой степенью к.т.н и д.т.н., их профессионализм не вызывает сомнение, и продукция хорошая, но там внутри все было достаточно обведшало и, мягко говоря, не чисто, это зависит не только от людей, но и от того, что бизнес вести в России сложно, с кредитами проблема... Кому-то может быть просто не удобно что-либо показывать, чисто из-за того, что у экскурсантов может сложиться не верное представление о культуре производства и о системе качества. У нас встречают по одежке? Представьте, что вы гордый профессор, но ходите в дырявом пальто, т.к. зарплата низкая, а уйти из университета считаете не патриотичным. Так-же и любой производитель товара в России сейчас герой, т.к. пока не сломался, не опустил руки и в невыносимых условиях дает ВВП. Давайте будем судить о заводе не по одежке, а по электродам!!! А так, какие-то сокровенные нотки внутри меня вы зацепили, спасибо. Вам плюсик.2 балла
-
Низкочастотный это примерно 1-5 вспышек в секунду. Обычно используют 1-2 вспышки. Высокочастотный это всё, что выше этих значений, вплоть до килогерц.2 балла
-
@0411,я был на заводе в мценске,еще ДО того как он лег под линкольн.Даже заходя на территорию завода (после проходных) было видно,что тут действительно хозяин,все чистенько и гладенько.Был в лаборатории,где проводится контроль качества,тоже все достойно и с необходимым оборудованием.Поэтому не стоит обобщать,если скрывать нечего,то и почему бы и не проводить экскурсии?Хотя бы даже учащихся ПТУ,думаю интересно своими глазами посмотреть на производство,да и руководству завода думаю есть что рассказать про историю завода,развитие,подводные камни и т.п.Вы знаете хоть,что есть дом-музей Славянова в г.Пермь?Мало кто знает,потому как изобретатели не интересны.Почитайте почему в свою время эл-ды стали легировать и из чего их раньше делали-весьма познавательно.2 балла
-
Присадка 2 мм,сопло большое с большой линзой.я понял свою ошибку,я добавлял присадку и далеко её убирал от потока аргона,не давая ей зачититься и остыть,скорей всего по этому такая и проблема. Трубы начал варить недавно,и пока особо руку не набил,особенно с подачей присадки и тем более в такт пикового импульса. То есть пульс надо выставить так,чтобы пиковый ток был всего 20% времени примерно,а остальное время минимальный ток???2 балла
-
Игорь , катушка на штифт посажена как положено , дело в том что катухи разные и есть не поджимаются большой гайкой так как у нее резьба внутренняя и она просто упирается в вал для катухи оставляя зазор , а так как катуха еще имеет некий зазор с валом по диаметру то не поджатая гайкой она просто раскачивается из стороны в сторону может даже своим боком и задевает корпус аппарата и самое главное меняется условия подачи то есть мотору то легче то тяжелее и так как аппарат имеет мозги (синергетика) то явно он начинает подстраивать подачу под условия тем самым дергая подачу. Подложив резиночку я убрал "шатание катухи" и подача пошла ровно как и положено. Написал сюда больше по тому чтобы люди кои имеют таков аппарат знали что катушка должна на оси седеть плотно без всяких болтанок. Вообще ось на аппарате универсальна и можно совсем маленькие катухи ставить и поэтому за этим надо следить для хорошей работы аппарата. Конечно итальянцы не причем , катухи разные и разброс большой в размерах. С горелкой, полностью согласен с тобой , что каждому по потребности свою и так же озвучил что МИГ25 не совсем под импульс , чтобы тоже знали что для импульса по мощнее надо и даже желательно сопло иметь просто без изолятора , а изолятор должен отдельно и керамический быть это для Ал сплавов.
2 балла
-
Продолжая готовить аппарат к работе ,сегодня был посещен оф. дилер .который любезно произвел замену разъема фрониус на евро.
2 балла
-
На снимках есть "хронометрия" . Все эти вещи я делаю один ( мне не с кем соревноваться ) - и шкафы , и вагоны , т.е. , всё газовое . Плана , как такового , у меня нет - есть определённый объём запланированных объектов на предприятии , сроки размыты очень ( в основном , по комплектации и постоянно меняющихся приоритетов объектов ) . Скорость и объём я определяю и задаю себе сам . Уже всё отработано и настроено - монтаж , приблуды всякие . Да и мне самому пока ещё интересно . Плюс ко всему , хоть небольшая , финансовая составляющая имеет место быть выторгована ( далеко не всегда ) . А вот аттестация закончилась в феврале ...2 балла
-
Доброе время суток товарищи. Вчера первый раз столкнулся со сваркой выхлопной системы с нуля,если пару вопросов. Сразу скажу что труба 1.5 мм 304,гибы 2мм 304 нержа. Сварочный ток был 100а,режим пульс(параметры не помню). На сколько правильно идеально подогнанные детали в стык без зазора,варить своим телом ,без присадки ??? (Обратного валика при этом нету) Перед сваркой,все кусочки были отшлифованы и обезжирены,при сварке и добавлении присадки шов становился не красивый (темный),почему так,перегревал шов ??? Пруток 308L,расход газа 10литров,поддув аргоном так же делал
2 балла
-
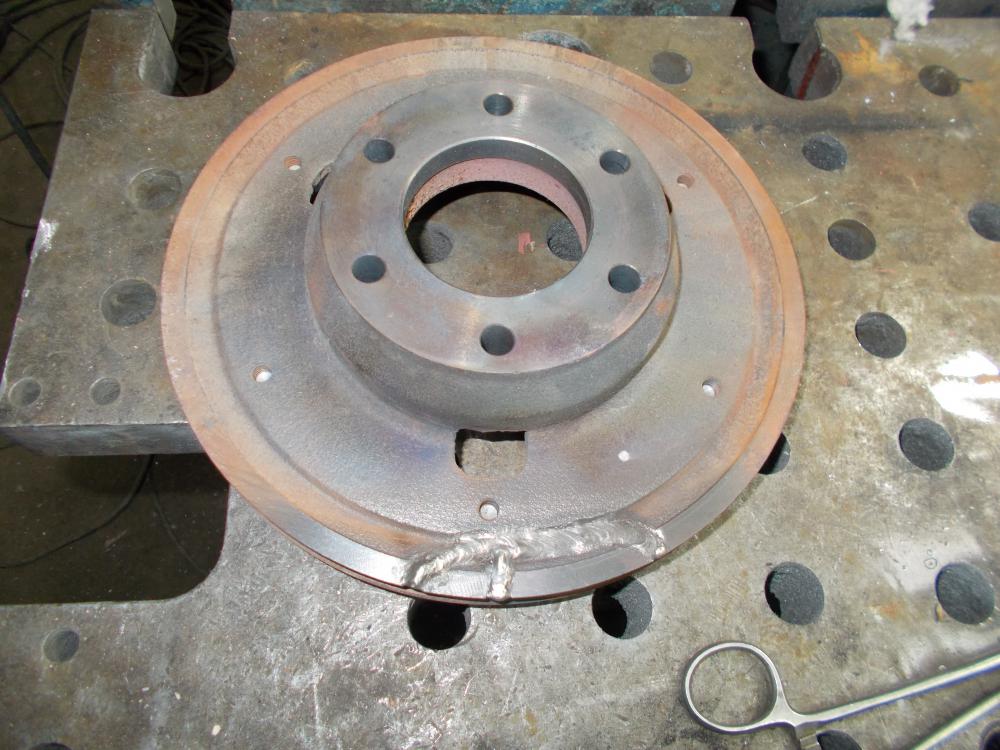
Как стали сверять номера на двигателях , опять стал актуальным ремонт блоков относительно дешевых двигателей. Волга - кулак дружбы разделка и подгонка заплатки ну и что получилось
2 балла
-
Сборка прицепа с нуля. начинаем сборку конструктора для взрослых мальчиков :P под названием Schmitz нижняя полка будет вырезана и вварен кусок от донора,фото ниже передняя стенка,оси BPW,воздух,проводка,полы на место штатных усилителей, стоявших на болтах-клепках, вварены новые изготовленные из полки донорской рамынебольшая трещина,разделана и заварена,места сварки обработаны цинконаполненым грунтом на все ушло где то 10-14 дней.
2 балла
-
Размороженный бачок кулера.0,3 или 0,35 мм.
2 балла
-
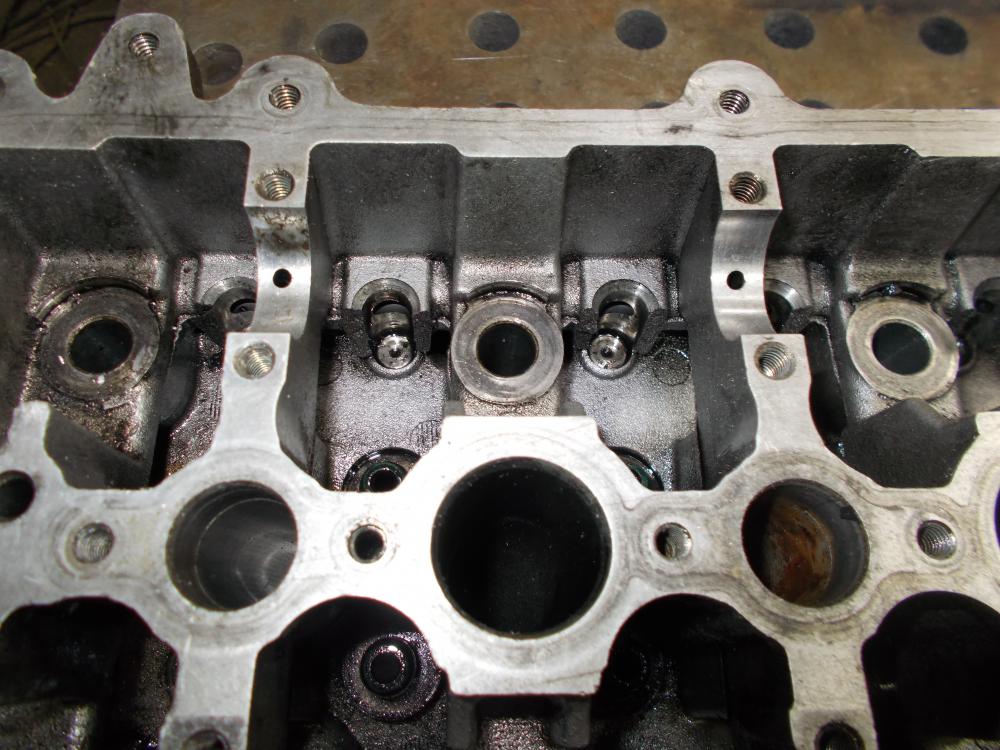
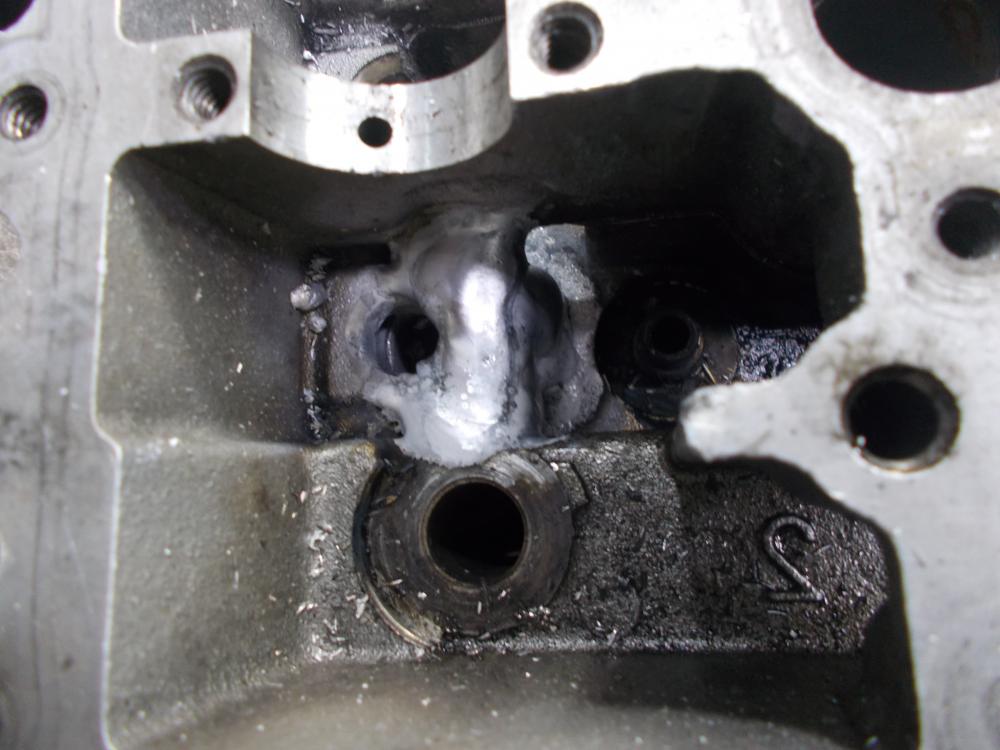
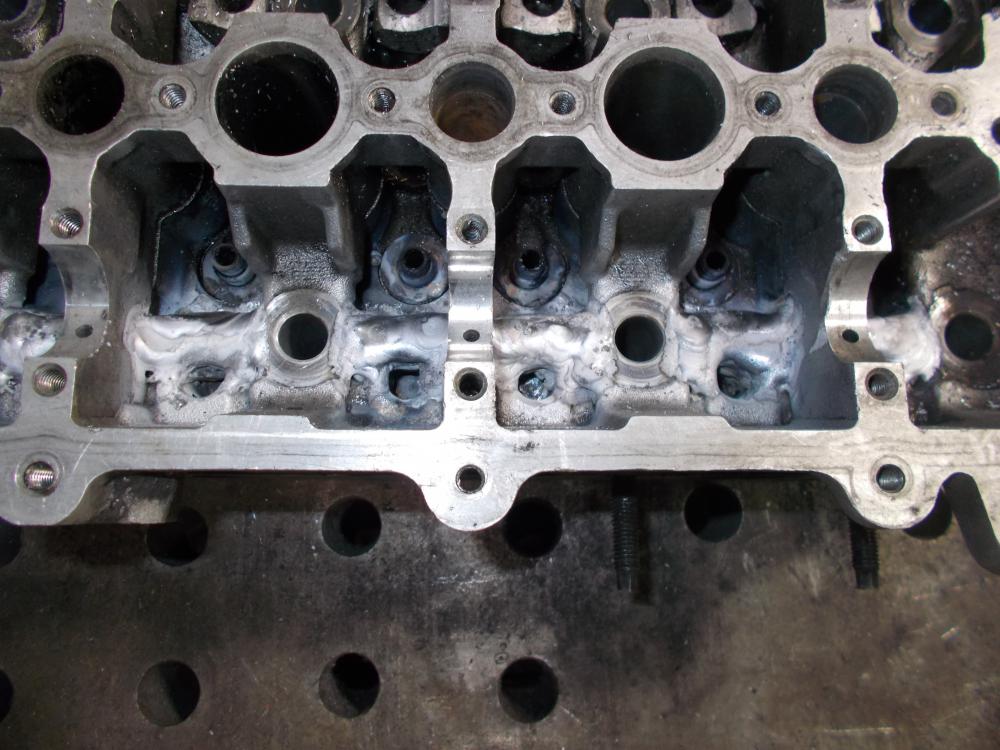
ГБЦ с какой-то китайской спецтехники. Чугун. Горе-механики постарались... Удаляем остатки резьбы и навариваем ПАНЧем в аргоне новый прилив. Кронштейн крепления двигателя. Тоже чугун. Последствия ДТП. Утерянный при аварии фрагмент восстанавливаем на горячую ПАНЧем в аргоне. Заполнение разделки и усиление-ГПН, выполненное за одну установку детали в нижнем и потолочном положении. Шкив с двигателя Ивеко. Опять-последствия ДТП. Сварка ПАНЧем на горячую. Блок ЯМЗ-238. Задиры нижней посадочной поверхности под гильзу вылезшим поршневым пальцем. Мелкие коцки-ПАНЧ в аргоне, масштабные задиры-залил ГПН. Рычаг селектора АКПП с Рено-Меган. Центровка и защита от провала корня в одном лице-длинное сверло на 7 мм. ГБЦ с Вольво. Поломанные гнёзда гидрокомпенсаторов. Наварил сначала одно. Потом-ещё девять...
2 балла
-
2 балла
-
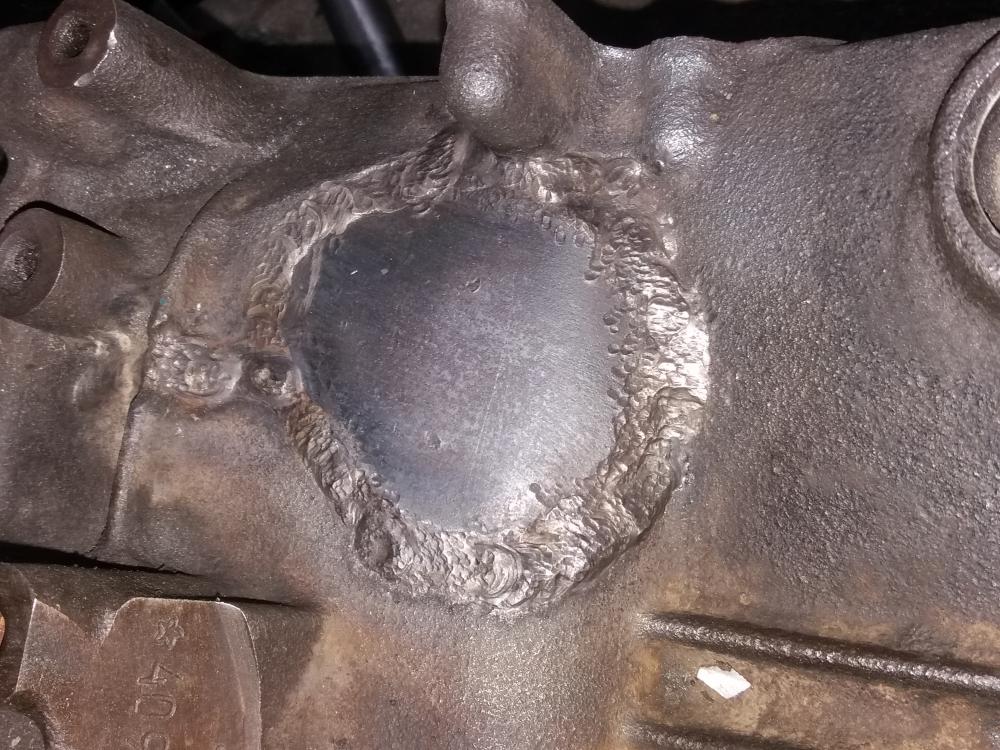
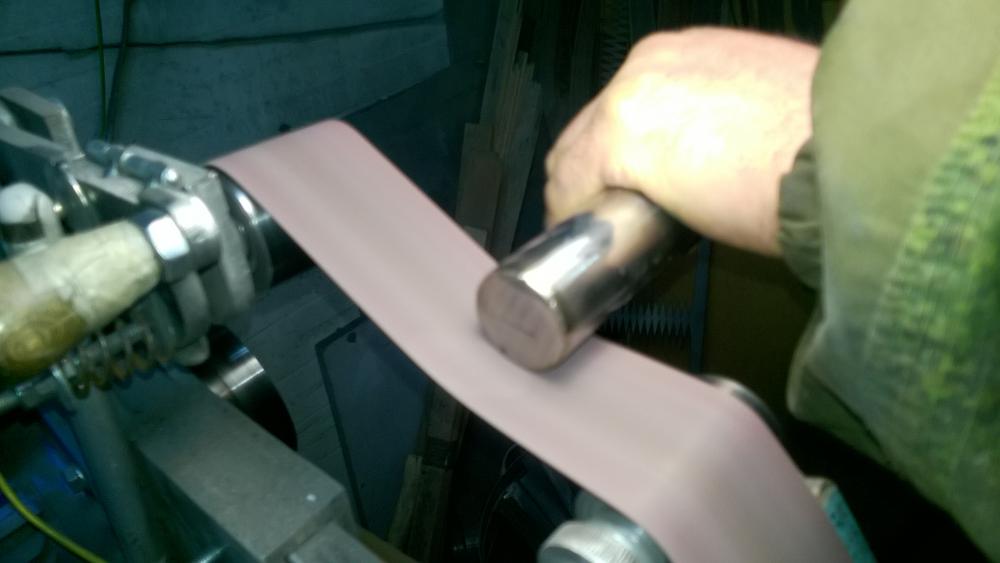
Всем привет, хоть конкурс давным давно закончился и победитель давно юзает выигранный им приз за свою работу,я дабы не быть пустословом как и обещал выкладываю финишные фото моего прожекта. На данный момент станок успешно прошёл испытания и находится на стадии покраски. Он оснащён гидросистемой(для подъёма и опускания пильной рамы),системой регулировки скорости ленты,системой аварийной остановки при повышенной нагузке на ленточное полотно или закусывании и системой подачи жидкости СОЖ на ленту во время пиления деталей(с возможностью регулировки количества подаваемой жидкости) Вот его фото и фото детали после реза. Станок способен отрезать пластинки толщиной 0.7 мм ( А если сильно постараться, то я думаю и 0.5 получится !) Максимальная высота отрезаемой детали цилиндр 230 мм, Прямоугольник/квадрат 180 - 220 мм
2 балла
-
патрубки ямз - 240, сплав ал10 в. подготовка делал подогрев, варилось плоховато, но варилось, после фрезеровки, одна раковина, но не критично. ну и подправил окна, так и буду отдавать.
2 балла
-
крышка кпп комбайна джон дир сварка на постоянке CUSI3
2 балла
-
Постель ЛендРовер .
2 балла
-
На кнопочку лупит осциллятор и ее и провода управления необходимо как следует изолировать и изолента не поможет и нужно что то потолще проложить между силовым и кнопкой. Мне эта конусная гайка ой как не понравилась , контакт плохой да и вылазит со временем провод из под нее , и посему отпилил ее и провод к трубке обмотал медным проводом и твердым припоем припаял и пока работает старушка как надо. http://websvarka.ru/talk/topic/4322-gorelki-agni-i-drugie-otechestvennogo-proizvod/?p=1249081 балл
-
Потихоньку горелка обрастает расходкой - посылку сегодня получил с Али (мало того , что дошла , так ещё и быстро )
1 балл
-
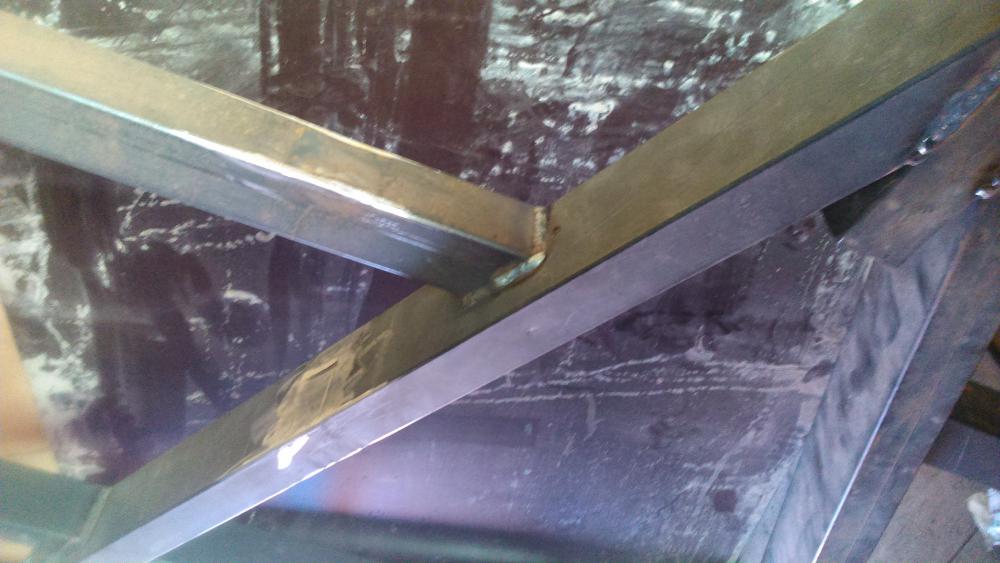
Тут на днях загнали Патрол в 60-м кузове на предмет сделать лесенку на малую калитку. Надо - сделаем, не вопрос.. Напилил и нагнул заготовок: Выставил при всех положениях калитки, чтоб ничего не цепляло. Прихватил нижний упор. Первая поперечина. Вторая. Третья. Осторожно, окрашено! Алкидкная эмаль марки "Титаник", радикально чёрный цвет, контрабандный товар.
1 балл
-
Всех приветствую.Вот наконец приехал аппарат за что огромное спасибо Вадиму (Вад11) при технической поддержке Романа (Romrim) .Все прошло успешно.Завтра проводим пусконаладку и в бой!!!!!!
1 балл
-
Алекс, порошок ни с чем не спутаешь.. Мой сегодняшний будень. https://youtu.be/0Z-brVBe1Bw
1 балл
-
здесь этим фото место или нет, но так варят в фирме "Агромаш "город Воскресенск это рядом с Ногинском!
1 балл
-
Сегодня случилось ЭТО: Это пластиковая педаль газа и её кронштейн, раньше они были неразлучны, но теперь, почти расстались Пришлось зачистить и приварить новые петли, в рамках экстренного ремонта. Как не старался, все-таки местами прожег (в процессе зачистки, металла почти не обнаружено): Выглядит плохо, но работает (другого варианта, из-за сроков, не было). Называть это сваркой, мне немного стыдно (если честно).
1 балл
-
@КаЛьЯнЫч, 309-ая.1 балл
-
немного поработали с ограждением
1 балл
-
Сравнение влияния форм волны переменного тока.Начало "квадрат" поры лезут страшно, Перешёл на синус, картина кардинально поменялась. Не в тему,раздобыл "волшебный " порошок.Дисульфид молибдена
1 балл