Лидеры




Популярный контент
Показан контент с высокой репутацией 01.03.2017 во всех областях
-
@Вад11,@AKeeper, @Vovka123, Не ценю , парни , не устраивает , но деваться не куда - се ля ви , тем паче , для Рязани . Я уже пытался деньгу зарабатывать калымами ( на своё дело у меня мозгов - кот наплакал , только руки ) . После работы , через пробки , загрузив сварной скарб , мчишься на другой конец города . Пока доберёшься , растележишься ... Хрень . Собранное вчера окультуриваем сегодня . "Внутрянка" своим ПА, а лицо - уже другая песня и аппарат ( спасибо Дружище ! ) . Пока суть да дело , очередной подгон фланцев ( мать их ) . Добрался и до них Сегодня у меня сны про фланцы Небольшое попурри моих будней по представленным позициям (можно на перемотке ) Спасибо за внимание
 20 баллов
20 баллов -
Принесли воздушный коллектор,попросили "убрать" 230 мм.,стало интересно,в общем взялся.Сначала думал поставить заглушку и к ней вварить патрубок,но клиент попросил сделать переход,что бы не было завихрений,особо не разгуляться,получился не большой,чуть получше,чем прямой,но что мог сделал.Может и не правильно,не сталкивался с подобным.Проверка на керосин утечек не выявила.
15 баллов
-
Разная радиаторная мелочь,отнимающая довольно много времени
12 баллов
-
Очередной "франкенштейн"Взялись, не доделали.Сперва убрал наваленное, проварил по новой.Собрал "пазл", вывел плоскость. Собрал стальную крышку.
11 баллов
-
хе-хе...иногда нужно вовремя остановиться ,ну не плохо.Хотя такие швы обычно зачистным зачищают,а не щеткой Я иногда "тренируюсь" Трубные пары на водоохлаждаемые панели .
10 баллов
-
Тоже оставлю дела своих двух трудодней. Фоток слесарных работ нет, никому уже не интересно смотреть на болгарки, разметку, сверление. Как обычно дотянули до последнего, и как обычно сварщики болеют и заняты, варить некому. Случился форс моржовый, и меня попросили поварить... То что сборка в одно лицо - уже норма. Действительно, два хвоста швеллера 12, 5.5м и два по 7м, одному покрутить раскроить разложить, и выставить диагональ в "О" - ерунда. полоса 10х50, отверстия 23мм диаметром. Электроды арсенал 3мм, ток 120-130 А, всегда нижнее угловое положение. в конце убавил ток до 90А и пошло красивее.
9 баллов
-
Сегодня я осознал, что от заборостроительства и полуавтомата люди деградируют, собственно вся суть ниже. Ребята взялись за работу и походу не осилили, слились. Благо хоть с геометрией все в порядке, чего не скажешь о сварке, шлак кое где отбивать побоялся, да и не отходит он=) Скорей всего начальнике скажет переваривать, но не исключенна обыденная история, - "Замажите грунтовкой, и так сойдет" Благо УОНИИ даже если насрано не отваливаются. Ну и собственно суть первого моего предложения, ручкой не варил пол года. Занимался в основном ограждениями, заборами, дверями итд. Варил естественно ПА. Ну собственно и результат моих корявых рук, хотя студенту помощнику швы понравились. Вертикал вообще ущербный=\ Возможно всему виной аппарат который после ремонта плохо себя ведет, возможно выпитая вчера водка или держак трезубец. Завтра возьму ресанту и попытаюсь исправить положение.
8 баллов
-
Приходиться писать в эту тему. Благодаря Роману из Екатеринбурга я приобрел вот такой аппаратик. Пока не подключал, только забрал с ТК. Еще один в заначке есть по смешной цене. Кому интересно - пишите в личку.
7 баллов
-
Совершенно верно. Технологии друг от друга далеко не ушли. И принцип работы инвертора один и тот же практически. С разными вариациями. Потому большого отличия в реальных потреблениях быть не может. Так что прислушайтесь к совету ув. Валерия. Если честно, то я уже давно на это забил. Так как одни считают максимальное потребление, другие потребление эффективное и т.д и т.п. У каждого свой стандарт. Мне это уже по горло надоело, вот это реально.7 баллов
-
@Вад11, с приобретением полгода проработал таким-это не *рабочая лошадка*, а рабочая Лошадь. угловое(10мм) умудрялся прожигать поначалу)))6 баллов
-
ну вот еще не машина но уже все в размерах .Осталось навесить все навесное (все покрашено висит в малярке сохнет). Вот собственно морда собрана... Заодно и опрессовал кондиционер (радиатор в двух местах паялся) И вот еще обзавелся набором специнструмента для замены ремня ГРМ на автомашинах GM,Ford, и прочее) Без этого набора поменять ремень ГРМ на Форде невозможно(в силу того что распредвалы подпружинины) А на шкиве коленвала отсутствует шпонка шкив крепиться одноразовым болтом на фиксаторе резьбы.
6 баллов
-
Утро начинается с драки.Выходишь в гараж, происходит нападение, из-за угла.Покормил,поласкал,можно спокойно работать.
6 баллов
-
День Девятый: Сегодня: каналы, сети, латры, чудеса...
6 баллов
-
Игорь, это только ты можешь. Яж привёл пример как снимал себя на телефон, тогда ещё N70. А дома в видеоредакторе просматривал и в ускоренном виде, и назад и вперёд, просто потому, что не знал что с ним, с этим видео, делать. Игрался с видеоредактором просто. И вот тут начал замечать, что можно вот это положить сюда, и начать делать с этого, тогда на один раз меньше деталь переворачивать. Вот как-то как.5 баллов
-
Чугуний. Деталюха с трубоукладчика Камацу. Принесли, сказали - теплообменник. Забирали, говорят - гидравлика 150 очков!!! Что за народ? Править ничего не стал, объяснил что они "не правы". Скорее бы не взялся за деталь, так слом полный, т.е. 2 железки (изначально одно целое) были отдельно. На фото уже стянутые и подготовленные под прихват. Далее трещину разделал и проварил в 2 прохода.
5 баллов
-
Может они просто пытаются тебя как-то, ну хоть морально поддержать? Понимаю, что получается у них это коряво, ну как могут, в меру своего скудоумия. Стараются. Вот мне всегда их жалко было. Мордочка кисленькая, ручки кривенькие... из жопки торчат. Я так счастлив что сейчас нет рядом со мной такого несчастья. А вот моё счастье -- складная рама штригельной бороны. Раскладывается в ниточку и складывается ровненько. У нас получилось это со второго раза. Именно правильно собрать узел на котором она складывается. То есть что и от чего отмерять:
5 баллов
-
@Вад11, Вадим, я так понимаю импульс режима на нем нет? . Вот видео нашел https://www.youtube.com/watch?v=Sutf4_Ebdzk4 балла
-
Поделюсь опытом рыбалки в Чёрном море. Луфарь Камбала калкан,
4 балла
-
Обычная песня сильно бухавших и кодированных . Выпивку пагубной привычкой не считаю.Если по делу, в норму, под хорошую закуску и с друзьями. Очень сильно уважаю своих дедов старой закалки, принявших в обед стаканчик, и шедших после этого работать (имею в виду обычные домашние дела), а не болтать, продолжать опрокидывать стаканы или спать...4 балла
-
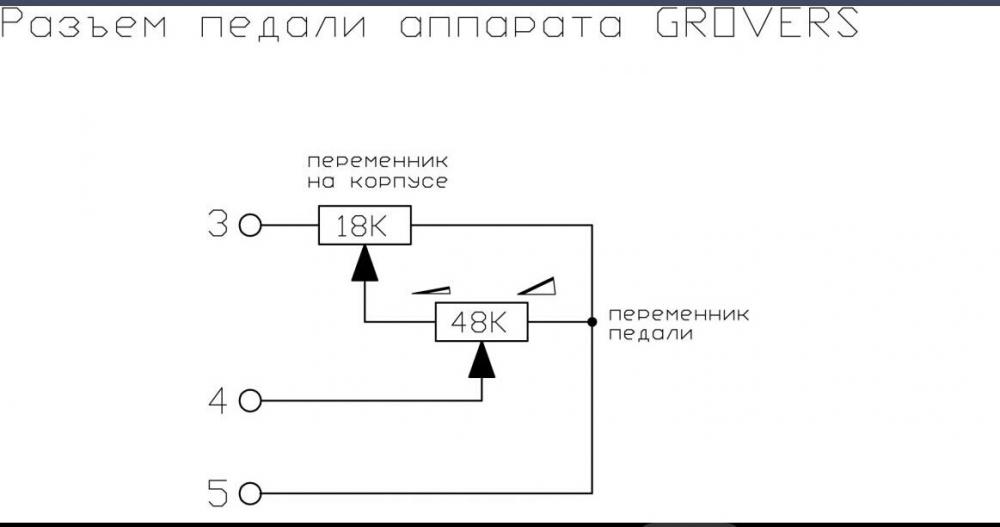
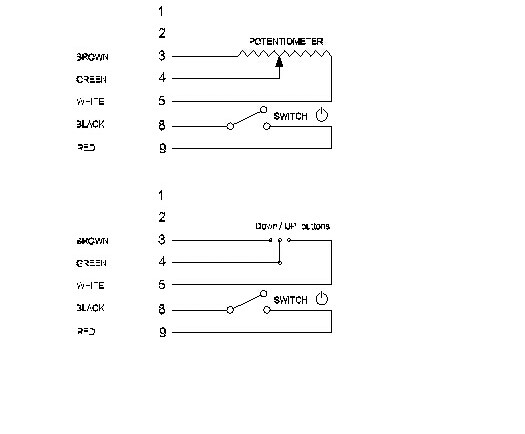
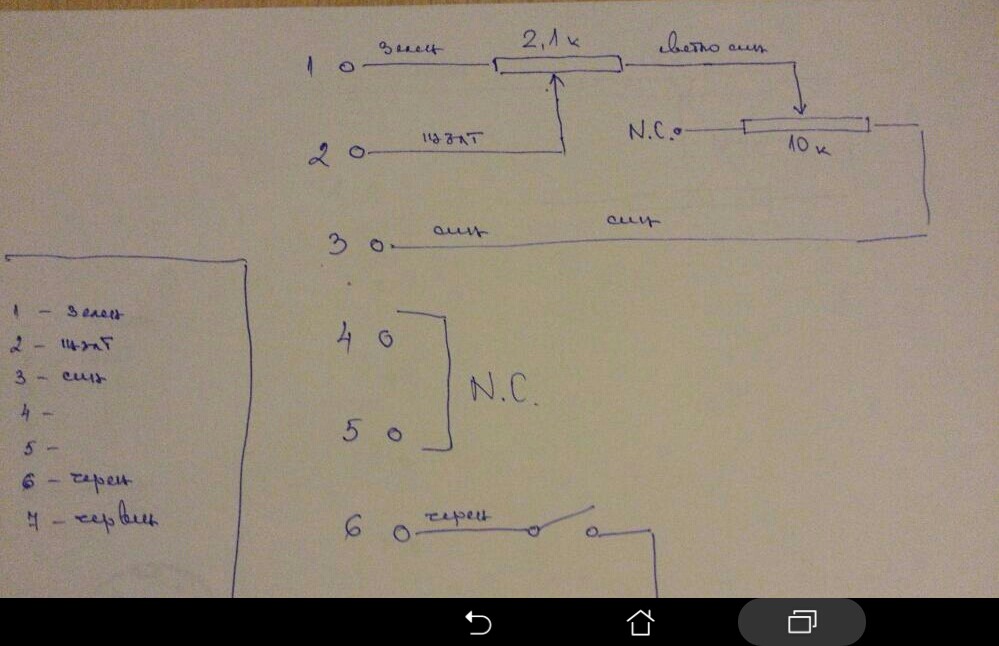
@kuznezs,Варианты педали. Номинал резисторов может отличаться.
4 балла
-
Ребята, спасибо!!!! С горелкой вопрос решить и в бой! В комплекте для робота.3 балла
-
@Вад11, Вадим прими поздравления .3 балла
-
По-моему, имеет древнегреческое происхождение. Сегодня готовил шеф-повар Печёнка с подливкой
3 балла
-
https://youtu.be/bUVzMF275Fs?t=4m12s3 балла
-
Рыбачкú или рыбáчки?3 балла
-
https://www.youtube.com/watch?v=-7xvqQeoA8c3 балла
-
.Алупка,парк Воронцова. Санация напорного коллектора. Снег а работать надо.
3 балла
-
@Марьян, нам с переводчиком читать?2 балла
-
Есть вещи которые нельзя сварить,для всего остального есть Fronius . Поздравляю.2 балла
-
на 99% читатель, и, скорее всего им и останусь, так как не профессионал в сварке Представлюсь: Священник РПЦ Родился и вырос в г. Жуковский МО. Учился, женился. Пел на клиросе, работал в газете верстальщиком. в 2012 году был рукоположен и с тех пор служу в Пушкинской районе МО. Со сваркой познакомился в 2015 году (май, начало работ на участке, надо соорудить подставку под бочку для полива) и буквально после первых "швов" понял, что этот процесс мне нравится!2 балла
-
Смотрел ездил сегодня...была у человека микротрещина..за день вытекал литр антифриза...добрый "аргонщик - спец по дискам" сказал 2000 рублей сделаю....Результат на фото...Переделывать я отказался..клиент жаден...жадный платит дважды, трижды, четырежды и так далее...Полуавтомат....я худею...они и диски так походу варят...
2 балла
-
Мои поздравления!2 балла
-
Однако мы тока облизывемсяи поздравляем!2 балла
-
Посмотрите книгу Николаев Г.А. Сварные конструкции.расчет и проектирование.Параграф 4.3 Распределение напряжений в стыковых швах стр 1092 балла
-
@Universal welder,вашего снабженца накол посадить,ищите хотя бы наши озл-19.Просто при сварке марганцевистой стали и конструкционной , шов должен иметь аустенитную структуру.Ппри сварке "рутилом" получаем прослойку в виде структуры аустенит+мартенсит или просто мартенсит с низкой пластичность, что спровоцирует появления трещин, @Vovka123,очень похоже на нестабильный сварочный ток.2 балла
-
@saper24,да похоже образец не прошел испытаний,а человек же старался,кувалдой хреначил и не смог разорвать,а там смогли,начал выяснять,а там усиление сняли,обидно).2 балла
-
@ЛехаКолыма,Привет, боковая броня состоит из траков от бульдозера т330, а средняя из траков от японского экскаватора.. Из траков делаю ножи на тяжёлые грейдера, а остатки от стёртых ножей идут на защиту ковшей и отвалов тяжёлой техники. Электроды используются J422 и МР32 балла
-
@Oldsvarman, Вот такая: Лучше бы аппарат отдать в ремонт тому кто разбирается.Обвязку микрухи проверить надо-м\с так просто не сгорают.
2 балла
-
Еслиб я в таком темпе работал на себя, а не на дядю, был бы я мильонером2 балла
-
Дело не в системе ценностей, а в здоровье глаз, что напрямую влияет на качество существования человека как такового, поскольку львиную долю информации из окружающего мира он получает посредством зрения. Хорошую, качественную маску за 5-6 тыр. не купить. Если бы это было так, то не было бы объявлений о продаже масок за 30 тыр. и больше. Действительно, зачем покупать хорошую маску за 30 тыр., когда можно купить за 5 тыр.? Но такие объявления есть, их много, и, что самое удивительное,такие маски вовсю покупают! Не от того ведь, что деньги девать некуда, как Вы думаете? Дыма же без огня не бывает? Если человек собрался брать маску за 5-6 тыр., это может означать только одно - ему надоели его глаза и он собрался сыграть с ними в жестокую рулетку с большой долей вероятности неблагоприятного исхода. Хороший хамелеон - это не носки, которые меняют чуть ли не каждую неделю. Такая маска берётся на длительный срок, попытка сэкономить и взять маску похуже не что иное, как экономия на здоровье своих глаз. А на здоровье экономить чревато, особенно это глаза. Поэтому с бюджетом в 5-6 тыр. либо отказываться от покупки хамелеона и продолжать варить в картонке, либо увеличивать бюджет как минимум вдвое. Иначе рулетка гарантирована. Я не претендую на истину в последней инстанции, это сугубо моё мнение. А почему я выбрал 9100ХХ - в первую очередь, из-за размера фильтра, - он больше, чем в Текмене 815S. Пробовал 9100V - натуральная амбразура!Всё равно, что в замочную скважину подглядывать. Сама маска 9100ХХ лёгкая, я варю уже несколько дней подряд с утра до вечера - ничего нигде не устаёт, просто шикарно. И ещё - на этой серии масок (а также на предыдущих, V и Х) стоит надпись "made in Sweden" и "made in Sweden by 3M". На новой серии 9100XXi стоит просто надпись "made by 3M", т.е. производитель не указан + я нашёл несколько отрицательных отзывов в интернете об этих масках (я об этом уже подробно отписывался ранее). Поэтому для меня в настоящий момент - только Speedglas 9100ХХ. Опять же, все люди разные, и кому-то очень комфортно в простой картонке, и он такие шедевры в ней вытворяет, что мне с моим Speedglas 9100ХХ и не снилось!2 балла
-
Воот. Вот с такого видео можно осмыслить где совершаются лишние движения. Я когда работал на серийном производстве, то чем только со скуки не занимался. То есть когда приходишь ты в ночную, спрашиваешь чо делать надо, а тебе третью неделю один и тот же ответ: "эл-два-двести". Это такая небольшая деталь, варится быстро, за смену надо 43 штуки сделать. На вторую неделю руки это изделие начинают делать сами. А голове скучно. Я сначала музыку слушал. Потом подпевать начал. Потом сам запел то, чего в плеере не было. Оказалось что у меня в голове гигабайты музыки. Потом начал снимать на телефон как я работаю. Это удобно -- всю смену на одном месте. А дома на компе издевался над записью, и вычислил некоторые лишние движения. Вот я обрадовался, думал что оптимизирую процесс, но фиг там -- руки если к чему привыкли -- переучить очень тяжело.2 балла
-
@svarnoi69, пытаемся освоить производство сельхоз машин. Ковыряемся потихоньку. Летом будет год как приступили к освоению. Рассчитываем что ещё два года будем выходить на какое-то ритмичное производство. А пока руку набиваем. Все причём. Видимо есть задача не только произвести, но ещё и продать. Но ещё и научиться вести планирование и учёт. Ещё надо научиться работе с проектной документацией. Её надо вырабатывать правильную, вплоть до нумерации версий всё приходится осваивать почти с нуля. Я пока занимаю нишу сборки. Одного из нас четверых сварных сепарировало на сверление. Это тоже хозяйство с выдумыванием оснастки, и я уже не знаю чо там и зачем там, но у меня хоть за это голова не болит. Кстати он там довольно часто сверкает сваркой, и те кондукторы которые он делает всё таки требуют опыт сварщика. Так что профессия наша не просто так. Мы то сверлить всегда научимся, а они варить вряд ли.2 балла
-
Миниканикулы расслабили и в процесс втягиваешься со скрипом , но скрипеть не дают - надо , надо , давай , давай . Горка фланцев , которую надо скрестить со строем заготовок . Тю-ю-ю , делов то , начать да закончить - это их точка зрения
2 балла
-
У всех будни. А у меня выходные сварщика. Холодно однако. Но на следующей неделе плюс 12 обещают. И я по иронии судьбы закончил перебирать, ремонтировать и модернизировать автономный отопитель ОВ-65. Без тига никак . Там пару деталюшек заварить. Там ржавые горбыли вытащить. Ну и немного фоток. http://s013.radikal.ru/i322/1702/08/7e6bcaa085b6.jpg C махонькой гаечкой пришлось немного повозиться. Надо было приварить к толстому пре-толстому шестиграннику. Две штуки испортил. Резьба аж сплавлялась. Наварил бобышки по краям и потом аккуратно гнал их дугой на гаечку . Испытал новый для себя метод включения кнопки горелки ногой на педальке. Когда её купил сразу концевик отключил. Сейчас снова включил. Теперь горелку можно хватать как угодно. http://i075.radikal.ru/1702/ab/25938dae6eec.jpg Ну а тут больше любование макросьёмкой. http://s011.radikal.ru/i317/1702/5f/6bac7998e5f8.jpg http://s018.radikal.ru/i507/1702/05/7826c22be72b.jpg http://s010.radikal.ru/i312/1702/e7/d8bf77d5c8c3.jpg Ну и мебель все двигаем. Очередная переделка рояльного винтового стульчика . Срезал старую четырёхлучевую крестовину, сделали проставки под новую пятилучевую, поставил на колёса, сделал повыше. Почти линкольн в мире сварочных табуреток . Осталось покрасить. http://s008.radikal.ru/i306/1702/26/fe1b1734652a.jpg2 балла
-
Какое бурное обсуждение и я как всегда поздно. Со всеми согласен , да и привычка к "своему" аппарату играет важнейшую роль. Теперь про разницу в дуге от разных аппаратов и полностью соглашусь с Антоном что она есть и не малая . Вот вам пример был итальянский "серый кардинал" сейчас на заводе ГРПЗ так скажем в ремонте. Так вот он с 90 годов и даже фирму коя его сваляла не нашел . Он только DC но суть не меняется , дуга у него до того концентрирована и прямо с кончика без всяких "колоколов" что лезвие им сварить нет вообще проблем, 500гц импульс это самое высокое на нем значение импульса . На Ево варил и тоже хорошо но для этого пришлось включить ВЧ импульс. На АС токе тоже самое и дуга от разных аппаратов отличается, где то больше концентрирована где то более пушиста. Кстати на Форсаж и Селко примерно одинакова дуга по концентрации , на Ево там просто супер но там и настроек поболе и в помощь ВЧ импульс. Очень понравилась АС дуга от Кемппи MLS3000, и как вчера в ЛС Виктор Hlorofos писал но не про Кемппи , дуга прямо с кончика электрода. Серый и лезвие от него Ево и лезвие Ну и по видео что выложил , конечно можно так варить практически любым аппаратом главное руки , что касается частоты тока и думаю на 200гц варил у него Миллер и позволяет до 400гц . Костя на таких коробченках это нормально, даже более скажу он сделал все правильно и из нутри по краям и в серидине несколько шовчиков от разрыва и так стоять будет намного прочнее чем с обратным валиком, да и провар у него на грани то есть почти полный . Представим что он добился бы чтобы обратный валик , шов шире да и снаружи был бы провален и выгорание и кипение сделали бы свое нехорошее дело . Не верите , попытайте сварить два образца наружный угол с обратным валиком и примерно так как на видео и в тиски ломайте и считайте сколь загибов-разгибов выдержит тот и другой и в каком месте начнет ломаться.
2 балла
-
еще нашел пару фоток)) прошлогодние конечно)))
2 балла
-
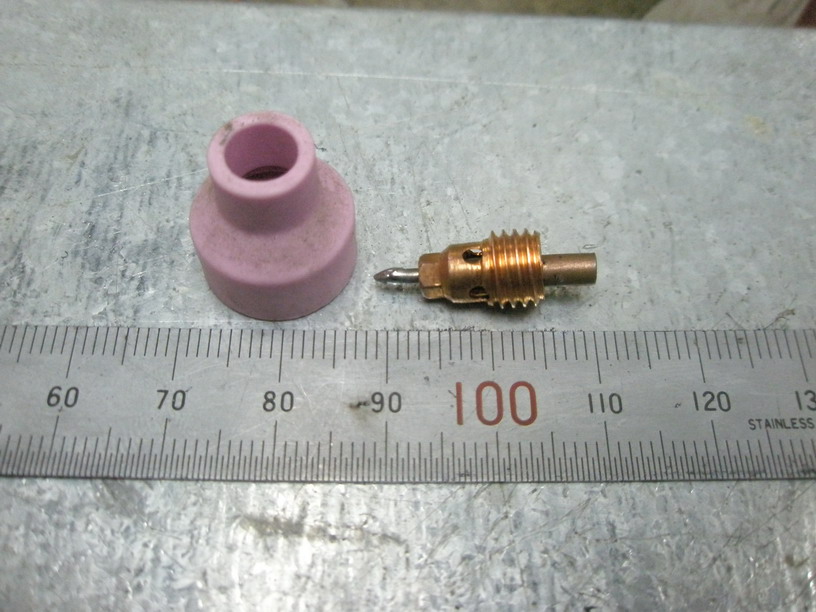
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
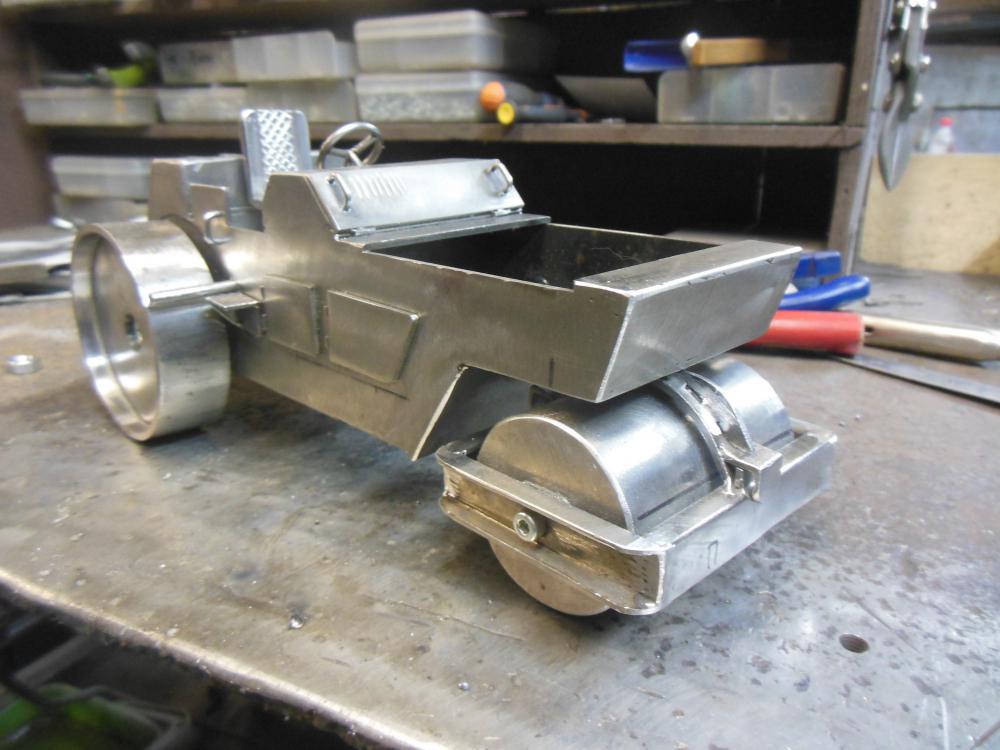
Ещё одну дорожную технику начал делать.Не успел только крышу доделать. Выходные закончились.
1 балл
-
Я редко по шабашкам ходил сам от себя. В непонятных ситуациях звонил друзьям и озвучивал конкретный пример. Последняя расценка которую я помню, это три года назад 30 рублей килограмм. Но там железо было большое и тяжёлое. Металлокаркас трёхэтажного магазина из двутавров. Однако и фермы на крышу пришлось делать по той же цене, и ещё некоторые мелочи, которые быстро разбавили фантастический заработок.
1 балл
-
Пайка только на переменнике, остальное обжимал.
1 балл