Лидеры




Популярный контент
Показан контент с высокой репутацией 06.05.2016 во всех областях
-
Так тоже работает. Испытано на очень больших нагрузках. Варишь тут всякую мелочь: А потом вот:
 10 баллов
10 баллов -
10 баллов
-
Мужики , сегодня покажу работу а не пробы " русского Genesis" по другому назвать сегодня не могу так как порадовал и не одного сбоя с поджигом и электрод не жрет и дуга не хуже а в чем то и лучше итальянской . Немного огорчил " пропеллер" он хотя при токе 127А на котором работал не часто включается , но при включении почти 80% происходит обрыв дуги довольно плавный не как топором отрубили. При повторном нажатии кнопки дуга начинает работать с первого раза и при работающим пропеллере. Звонил Андрею на завод , будут решать как устранить. На моем Genesis без сварки пропеллер молчит , но стоит только начать сварку пропеллер запускается на 1.3 обор. и по мере нагрева аппарата включает оставшиеся 2,3 обор , может и на Форсаж что то подобное применить , Андрею сказал алгоритм работы итальянца. Ну и смотрите видео и оцените не меня а Форсаж500. Рама вертолета (дельтаплан ) , трубки подогнаны архи плохо в некоторых местах приходилось зазоры до 10мм заваривать. Ток на аппарате линейный от 70 до 130А , форма волны " прямоугольник" , частота в начале видео 100гц, в середине 37гц, в конце 300гц., баланс 75% P.S. Горелку приделал АГНИ , привык я к ней да подлезать в труднодоступ. места с ней комфортнее. https://www.youtube.com/watch?v=jSSopsisVdk&feature=youtu.be
9 баллов
-
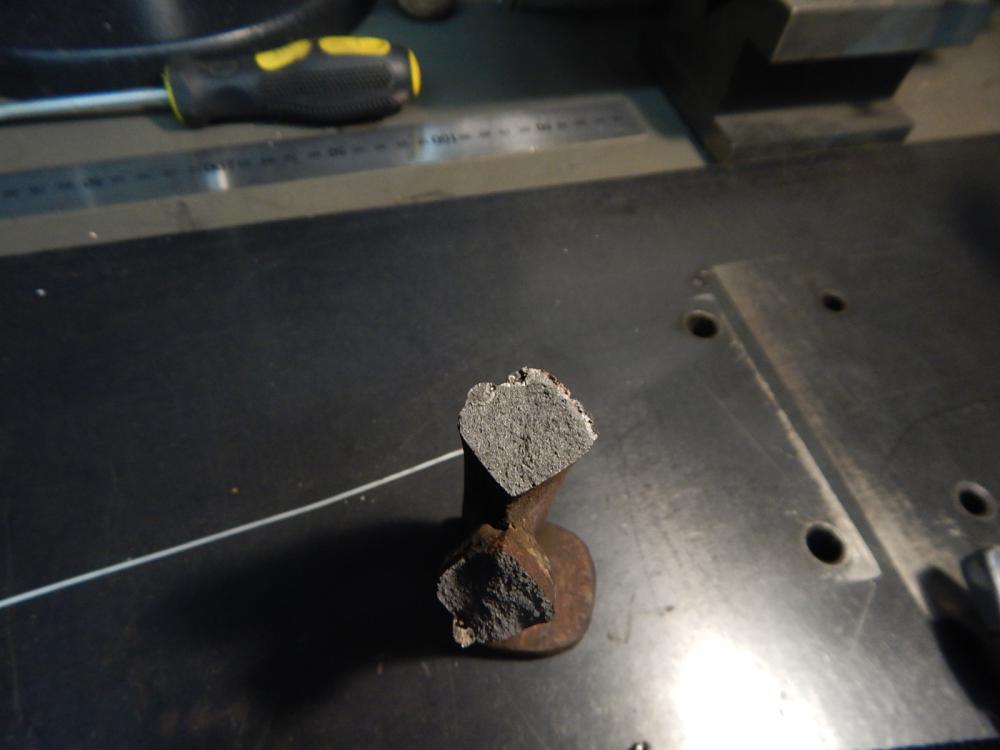
Справа белая полоска-это и есть отбел под бронзой ,естественно,перегретой с четкой границей раздела. Слева вверху-это панч с небольшой полоской отбела Отбел-это карбид железа (F3C), образующийся при высоких скоростях охлаждения чугуна
8 баллов
-
Кранштейн И блок V-8 помоему форд.
8 баллов
-
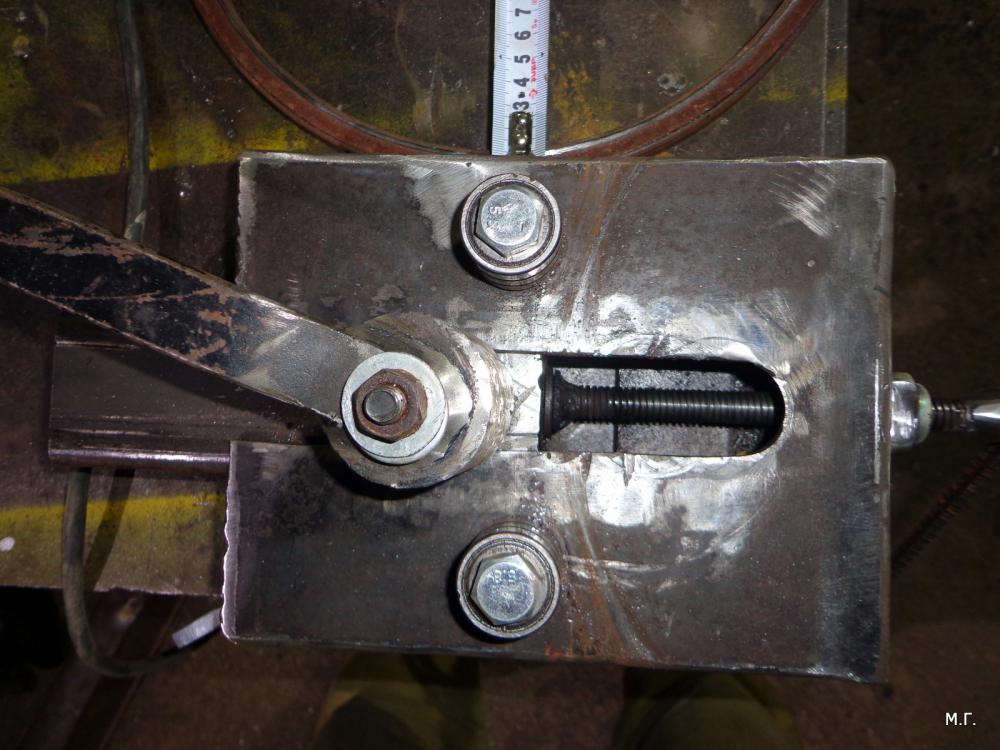
Я маленький трубогиб запилил, для маленьких колец, из проволоки Ф 6мм. закрутил кольцо примерно Ф-100мм. На фото профиль 15х15х1,5мм. Можно его ещё меньше сделать. Это просто проба пера, надо редуктор ставить.
7 баллов
-
@Alex65,так это как бы и не спица,а вдоль нее.Бывает конкретно спица поперек лопнута,там да,согласен.7 баллов
-
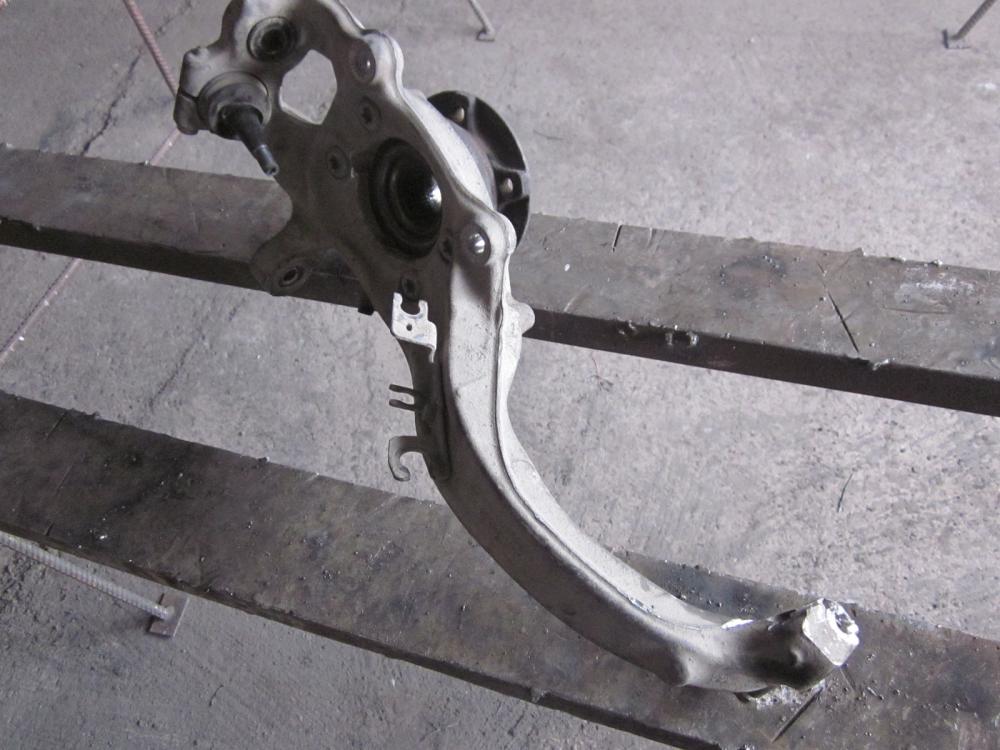
Сделал все таки рычаг Аудюхи. Сделал как положено, чистка, фрезеровка, сварка, поправка внешнего вида, сверловка, проверка (шаровой).
6 баллов
-
Аппарат LogiTIG 240 AC/DC А это маленький трубогиб, сам сломл сам починил
6 баллов
-
Тележку для аппарата делаю. Ролики пока правда не для АЛ и горелка слабенькая но на коротких швах справляется, правда немного коптит по сторонам но в углах защиты хватает и копоти почти нет. Проволока 5356 1,2мм
6 баллов
-
А теперь ужосы нашего колхоза. Привезли диск, завари. Посмотрел на него и говорю -Не страшно? -А я его продам потом. -Писец, а если он угробится ко мне же придут. Фотик достал сфоткал. -А это для чего? -А это чтоб ко мне предьяв не было. -Да ладно 2 цены дам завари. - Не за 2 цены не буду. Давай лучше по моему. В день по моим хотелкам я хочу 4000 в день. Выходные не выкидываем, а тоже считаем. Потому как на зоне и есть выходные но это все таки зона. Водки нет Баб нет что это за выходные. Если меня посадят на 5 лет считай сам. Предоплата 100%. Обиделся уехал. Там еще по всему диску мелких трещин штук 7 насчитал по 1-3 см.
6 баллов
-
я вот такой трубогиб пользую. шайтан-машина http://s04.radikal.ru/i177/1605/d7/92dfff494de8.jpg6 баллов
-
И что - это самоцель, лайки, плюсы - как дети малые. Я смотрю некоторые чихнут - и уже плюс. Ребят, давайте по делу. Я только по делу советы даю. Кто сомневается что варю коллекторы каждый день? Это за последние пару недель - и то не все фотографирую. Я ремонтник а не фотограф.
6 баллов
-
Привезли на завтра работу,клиенты уже сами под сварку готовят).Со вторыми отверстиями непонятка,горелкой прошел,трещин не обнаружил.
5 баллов
-
скрутили сегодня вот вечером стол, не малый получился )
5 баллов
-
Дошли руки до того о чем вчера писал пропил делал не я, товарищи которые снимали железяку с машины не могли выбить шпильку, в итоге надрезали зачистил вроде бережем отверстия)) мяса навалил ну и вариант как бы промежуточный, финишного не успел фоткнуть, утащили( 4043, 110-140А, все ньюансы увидел воочию и вспомнил, человек который принес результатом доволен.. а у нас впереди выходные
5 баллов
-
Как будто америку открыл, чем дальше тем смешнее, они умы сломали как сделать так что бы через лет шесть все развалилось одновременно и только в переплавку и ни каких ремонтов. Перешли в одноразовую эпоху5 баллов
-
Теплицу начал делать прошлой весной но че то не судьба была. В этом году жена настояла чтоб теплицу я все таки сделал, а то примет санкции. И то что елку выкинул 8 марта а не 4 июля, на ее день рождения, не считается. Вот что получилось. Осталось закрывалку на дверь поставить и капельный полив смонтировать.
4 балла
-
Кто знает изделие, тот поймёт всю суровость уральских садоводов4 балла
-
Сварка голой проволокой. Институтом электросварки им. Е. О. Патона разработаны составы проволок для полуавтоматической сварки без применения дополнительной защитной среды. Для защиты дуги и наплавленного металла в данном случае используют газы самой дуги. Для повышения устойчивости горения дуги в состав проволоки вводят редкоземельные элементы- лантан и церий Вольфрам с лантаном дает самый чистый шов при наплавке панча на чугун4 балла
-
Вот закончил еще один мангал.Лезвие меча покрыл лаком,а сам храм термостойкой краской (пр.Словения).Вот так из старых спинок кроватей и ящика от верстака и с\х дисков-получился красивый мангал.
4 балла
-
Не умеете вы сваривать металл, господа. Нет художественной жилки. Мне тоже поучиться надо. Вот как надо! ПыСы От переделки отказался, рука не поднялась...
4 балла
-
Не нормально. Тут 99% горелка брешет. Ролики тут не причем, V - образные использую без проблем. Смотреть канал нужно, что бы без затруднений проволока шла, ну и горелку, если воздушка, то мощную. Очень желательно с пологим изгибом гусака. Нюансов много, но копоть есть косяк, указывающий на проблемы в настройках или горелке. Еще причиной может быть аргон, попался мне недавно баллон, только на ТИГе понял, что он грязный и то только после 250А стало очевидно, на малых токах все было нормально. А П/А сразу брешет копотью. На фото 5356
3 балла
-
Валер, а у тебя когда днюха? верстак подарю тебе. Только, чур, самовывоз (но не без самогона.)3 балла
-
@Kurt1,судя по резине,которую приносят в шиномонтаж на переобувку,причина улета с трассы из за диска дело десятое.3 балла
-
https://youtu.be/57iHNnbK-rg3 балла
-
Начал делать коптилку. Сварил коробку, усилил трубками по середине, наварил ушей для решеток.
3 балла
-
Я думаю должно быть всем понятно , ибо после сварки , всегда будут поводки , сварка это такая сила!!! , (когда в КБ работал там прижимали свариваемые детали к плитам , Вы бы видели как рвало струбцины-прижимные и вырывало чугунные плиты под силой утяжки после сварки .) А плоскость будь то коллектора , привалочная головки или блока , да даже поддона , должна быть идеально ровная . Хотя поддон или коллектор с небольшой кривизной плоскости прижать то есть возможность .НО!, создасться напряжение , и в месте постоянного напряжения металла , он лопнет .3 балла
-
@Svarkin71,Андрей, если просто писать то смысл форума вообще не имеет силы как и любая книга без иллюстраций с пояснением или вы считаете что, то что вы делаете, ни кто не делает больше? Народ просто есть очень скромный а работы выполняет покруче ваших да и подсказать толково может и без понтов. Есть знания и опыт? это очень здорово, только еще нужен талант донести до других если есть желание, вот на форумах и собираются единомышленники ну а бывают и хвастунишки кому что дано...3 балла
-
Вот почему вы так отчитываете человека как школьника ? Как буд то тут на форуме все тока сидят и знают что Вы проффесионал , и щас придете все расскажите нам , недоучкам . (Извините если не правильно вас понял но тон-манера написания была такова или мне показалось ? ) Неуже ли вам в голову не пришло что ugaida все это знает ?3 балла
-
Сегодня был в гостях Сергей (metromaxi) привозил проволоку ПАНЧ , МНЖКТ5-1-02-02 , 4043 и Магний (он на пробу и в теме про него расскажу. ) Все варили Форсажем , завод постарался поджиг как у Selco , ну а спад заслуживает отдельной темы. Для видео мало времени осталось и так баловство снял в основном поджиг . На видео частота тока 100гц и в конце 300гц тоже просто супер и заслуживает отдельно поговорить , но это позже . https://www.youtube.com/watch?v=nZ4jpqL7PdI&feature=youtu.be
3 балла
-
Модернизация руля для дрифта. Китайский вариант руля...выживет или не выживет гонщик с таким рулем -это большой вопрос Основание лопнуло по отверстиям крепления . Поставил усиливающую накладку из АМг со сваркой по внешнему радиусу минуя спицы.Конструкция стала намного прочнее,чем была изначально
3 балла
-
Первые три фото заварены уонни 13-55 (есаб-свэл) четверка потолок 175-180 А, вертикалы 125 А, остальные ок 74.70 потолок четверка 180 А, вертикалы 3.2мм 115 А.
3 балла
-
@медведь69, Сверло - в тиски , болтик - в дрель и никаких направляек . Нашёл ролики , которые послужили руководством к действию . В них всё подробно показано и рассказано, что к чему https://www.youtube.com/watch?v=afE4XdLqTIE https://www.youtube.com/watch?v=iJN7IaV_jgU Относительно Ваших задач не могу ничего сказать , потому что сам в этой области откровенный новичок и практики было один раз . Если есть желание , то обязательно получится . Удачи !3 балла
-
очень смешно. 1.типовые детали- от 0.6 до 200 мм, большинство под узк, рентген. технолог- теоретик, наладчик занимается только текущим ремонтом 2. про пальцы веером когда сварщик приходит в бригаду, его перед этим месяца три обучают в учебном пункте варить правильно. потом образцы. первый год работы говорить что-либо бесполезно. не поймет ни слова. через год и километры швов получает начальные навыки. и только через года три ежедневной вдумчивой работы сварщик более-менее готов к работе. при условии, что он хочет, может и имеет минимальные способности. вот только тогда можно с ним говорить. знаете: я понимаю верблюда- но и верблюд понимает меня. любой сварщик настроит любой аппарат по виду и звуку дуги и форме шва под свои текущие потребности. не глядя, какие иероглифы под какими ручками нацарапаны. такие дела. это как проф.музыкант- в точности знает, что нужно сделать, что бы получить нужный звук- не глядя в мануал. 3.к слову, до 5 разряда (через 3-4 года работы) доживают не более двух из десяти. восемь сбегают на вольные хлеба решив(вероятно), что приобретенных навыков достаточно на всю оставшуюся жизнь. 4.давайте рассматривать вышеизложенное с достаточной долей юмора и без обид(((:2 балла
-
Можно сказть, что чуть чуть причесать и будет сварщикам счастье? Получается у него функций больше чем у моего меркле ???.... что же теперь будем ждать когда ПА по АЛ исполнят.2 балла
-
Вот такой ремонт Предстоит на завтра успел малость выправить,говорит машина при аварии влетела колесом,у того китайский диск развалился попалам,этот от Форда, результат на фото.
2 балла
-
да , это точно не приятно конечно что пыли уйма целая потом.но зато этот труд того стоит, а шкурка остается старая забитая деревом я ее потом леплю и пошел ей проф трубу полировать2 балла
-
Это конечно страшилки и реально под статью попасть не реально (если хотят посадить то и без сварки найдут за что). Если заниматься официально в сервисном центре (фантастика) то да, клиент может предъявить и ущерб и уголовщину но и там вообще как токового ремонта не предусмотрено в прочем как и любая трещинка на диске. К чему это я - все это мы решили сами, беречь деньги клиента и его от форс мажоров, а так клиент мог сказать что ему этот диск нужен для тачки в огороде, какие претензии к сварщику? просит, пускай от руки напишет (для успокоения совести сварщика), так и так, буду использовать для садовой тачки. ИМХО, Простой пример - взорвется колесо, диск допустим лопнул чуть раньше и машина вылетела на встречку (результат озвучивать не буду) допустим, вина повлекшая аварию будет диск, кто виноват? сварщик? водитель, установивший диск? или мастер на шиномонтаже, поставил и отправил в путь?
2 балла
-
А что им задумываться? На производстве есть типовые детали, обычно крупные и толстые, есть технолог, который пишет технологическую карту с указанием режимов сварки, есть наладчик сварочного оборудования. Вот эти профи и работают "на автомате". При том часто пальцы веером. Но! - как только надо что то нестандартное сварить и при том настроится самостоятельно - эти люди часто теряются.2 балла
-
Да, будем ростачивать , изготавливать гилзы , с натягом , греть блок в печи и засовывать. Как остынет , расточка под поршня и далее хон ну и плоскостя естественно.2 балла
-
Не хотелось о грустном,да ладно.Я бываю в литейном цехе довольно часто.Вижу,какой брак идет по чугунному литью и хочу спросить:знаете где находится гост и где находится реальное производство? Иногда они не пересекаются вообще. Реальное производство - это максимальное удешевление продукции.Со всей это медно-никелевой экзотикой носятся в основном на этом портале.В реальности все достаточно проще -когда ЦЧ-4 за счастье сочтут...если еще технолога по сварке приличного найдут. Безусловно,есть дорогие чугунные отливки,допустим,блоки,где оправдано применение медно-никелевых сплавов.С остальным литьем все зависит от характера дефекта:возможно ли технически и оправдано ли такое исправление экономически..других критериев нет.Большей часть бракованные детали переплавляют,чем исправляют брак. Большей частью брак идет в виде незаливов,раковин,неслитин..какой там панч,да еще с аргоном2 балла
-
Скажу больше - это конструктивная особенность, напрямую связанная с самой сутью ПОЛУАВТОМАТИЧЕСКОЙ сварки. Как же все таки с этим жить? Поделюсь опытом начинающего новичка. Для простоты терминологии, есть сочетание параметров вольтаж / подача (сила тока), при котором происходит правильное наплавление проволоки, назовем его РЕЖИМ. Неважно, с какой толщиной металла мы работаем, когда РЕЖИМ подобран правильно, то проволока не упирается в шов, и не обгорает в воздухе, звук горения "правильный". Далее, есть такое напряжение, при котором происходит формирование правильной сварочной ванны, назовем это ПРОВАР. На ПРОВАР влияет толщина металла, вид его соединения (прямой, угол, тавр и т.д.) и напряжение полуавтомата. Теперь пройдемся по процессу настройки. Берем деталь, прикидываем вид соединения и толщину, выставляем напряжение, затем проводим настройку РЕЖИМА (крутим скорость подачи), кладем пробный шов и смотрим ПРОВАР. Если ПРОВАР недостаточный, то добавляем напряжение, если ванна проваливается - убавляем, потом опять настраиваем РЕЖИМ и кладем пробный шов Теперь, когда азы понятны немного усложню - РЕЖИМ для нижнего положения, вертикального и верхнего отличается скоростью подачи. Грубо говоря. если выставив нужный нам ПРОВАР варим кубическую емкость по контуру сидя внутри, то при переходе на стенку надо прибавить скорость проволоки, потом при переходе на потолок еще прибавить скорость проволоки (иначе сварочная ванна начнет вытекать вниз из шва, вам в рукав)2 балла
-
@psi, старое видео посмотри, где с форсажем Валера баловался. Так там приходилось вольфрамом конкретно по металлу юлозить дабы он зажёгся. Валер, поздравляю! машинка-мечта! Но без перчаток бросай работать. Я в отпуске поэтому работаю и ночью. Как раз вчера ночью варил борта к полуприцепу и на колене была дырень в джинсах. К утру был ожог колена как раз на против этой дыры. Теперь кожица словно огнём горит! Поэтому перчатки поплотнее!2 балла
-
Совершенно верно , редко обращаю внимание на это (стараюсь просто не перегревать), в процессе сварки смотрю (чувствую) что бы не перегреть чугун , что бы он не подкипал и не пенился и потом после остывания не отбелился .2 балла
-
Валерий, ты чего о здоровье не думаешь? Почему без перчаток? Не подавай дурной пример. -)) То есть завод проблему победил? Да, аппарат самый навороченный на рынке. Ждали только поджиг, сейчас пойдет в серию и на продажу. Со слов гл. конструктора ГРПЗ такой осцилятор будет стоять на 500-ке, на 315-том и позже на 200-ке. Ну и прошивка конечно изменится от сегодняшней базы. По выходу на охлаждайку есть вопросы. Так что рекомендую ФОРСАЖ!2 балла
-
Пободался сегодня с поддоном.Хуже нету после когото переделывать!
2 балла
-
Чиним "корыта",латаем ржавые "вёдра"
2 балла
-
Вот результат дня
2 балла
-
Швы на фланцах соединения секций моста, ток 140 ампер во всех положениях, надоело бегать к крутилке, первые швы на потолке без слез не взглянешь через пару дне стало что то получатся, электроды уонии 13-55 есаб -свэл.
2 балла