Лидеры




Популярный контент
Показан контент с высокой репутацией 05.11.2015 во всех областях
-
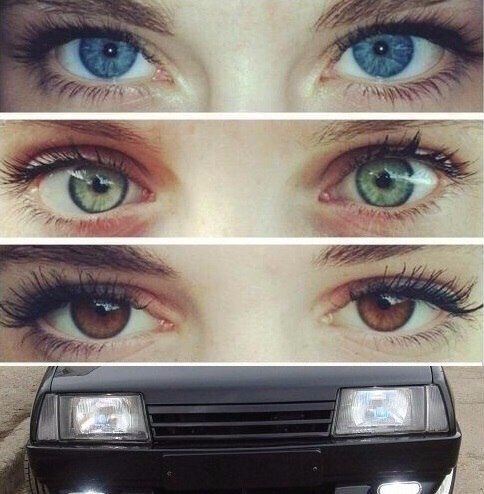
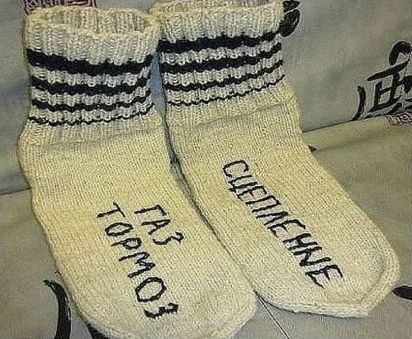
Боюсь вас огорчить... но мы даже представить не можем сколько в мире "фантазёров" По этому строению было много разбирательств. Из тематики про авто: я узнаю её из тысячи... учебные носочки: романтика: с таким подарком, главное не попасть на фразу: "Что у вас в багажнике?"
 9 баллов
9 баллов -
Продолжение
9 баллов
-
Теперь я видел - ВСЁ!7 баллов
-
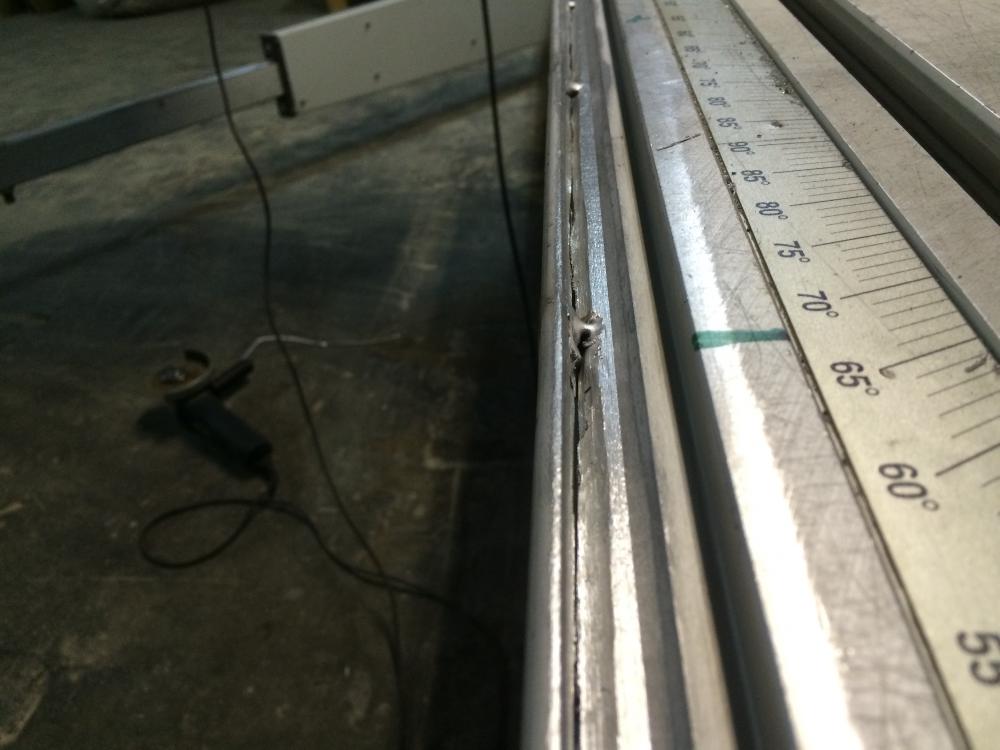
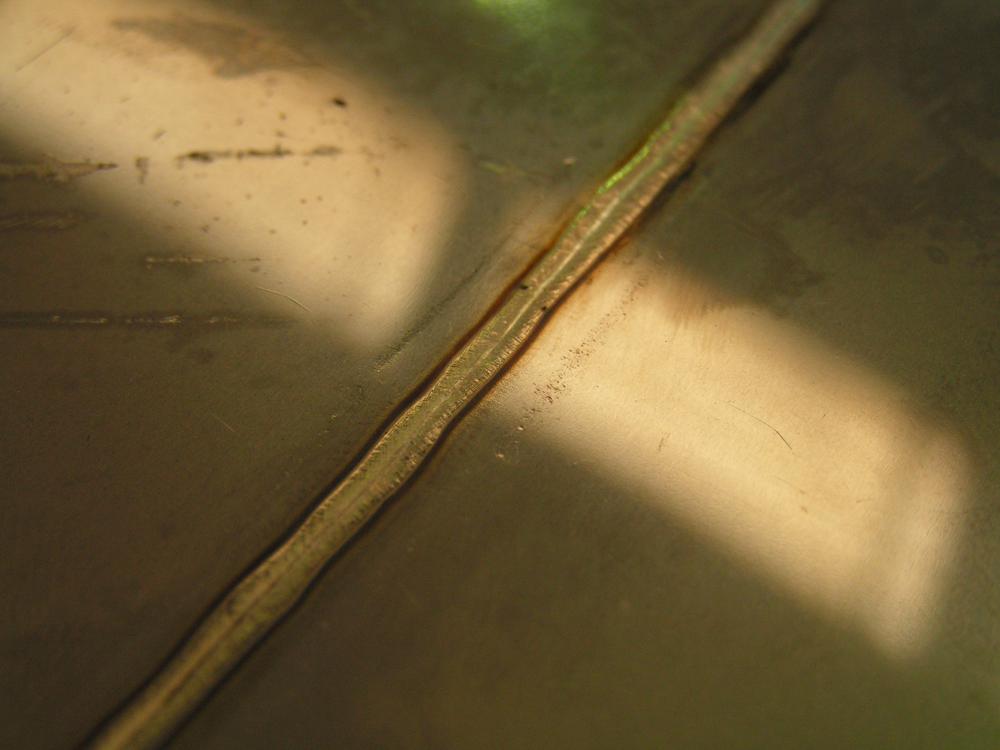
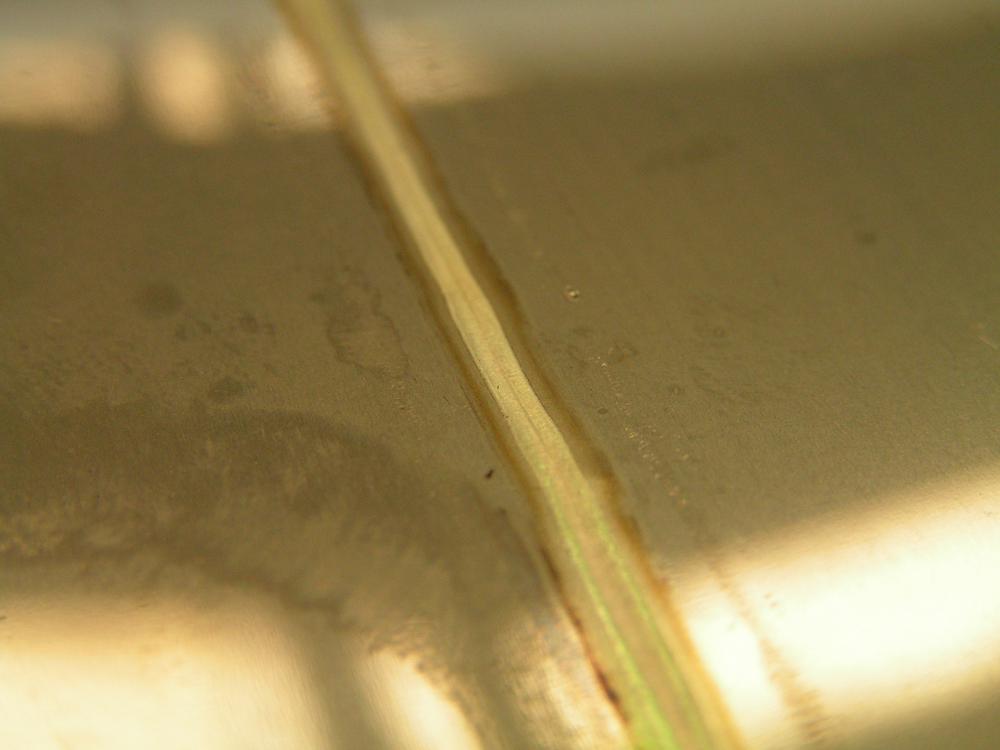
Ток 25-63А,15%,2,5 Гц.Сталь 304,присадка 1,2мм.
7 баллов
-
Не сварка, но тоже раритеты. Встретились мне по осени. Взгруснул.
6 баллов
-
Доделал.По ходу работы заказали крышки и каркас.
6 баллов
-
Я бы к этому видео сделал бы такие тэги: куда девалась кувалда и как этих идиотов земля носит. https://www.youtube.com/watch?v=dMvJzlRRIh85 баллов
-
В книге описывается различные способы сварки чугуна.Приводится примеры ремонта с помощью сварки крупногабаритных деталей заводского оборудования.Дается расчет на прочность сварных соединений,выполненных холодной сваркой с завертышами. Svarka_Batmanov.djvu4 балла
-
"Кpаснодар"4 балла
-
Хочешь сидеть на попе ровно-плати,если не платишь-сиди на табуретке.Офисный стул,со слов клиента стоит 12 т.р.,за работу взял 2 т.р.,при озвучивании стоимости работы начал торговаться,но мы же не на рынке,сказал,что бы забирал тогда,скрипя сердце оставил,приговаривал при уходе "откуда такие расценки?".Ножки алюминиевые.
4 балла
-
Добрый день. Дали на пробу заварить кронштейн от Пассата . Отломано ухо, и сам кронштейн на пополам. Внутри кронштейна залита какая то мастика. Ели ее отчистил. Начал наплавлять ухо. Сначала 140 А прошел, все кипело. После зачистки уже стал наплавлять. Присадку использовал 4043. После наплавки, обточил. Вот так получилось. Тело кронштейна сначала прихватил, потом прошел без присадка 100 А. Вскипевший шмурдяк зачистил и начал варить. Вот так получилось. Я не сварщик. С многими терминами не знаком. Может что то я делаю не правильно?
4 балла
-
http://www.privetsochi.ru/uploads/xtext/files/raster_image/i/2z/caq/lgx/6PnLCgCo9Zw.jpg4 балла
-
http://cs540100.vk.me/c540103/v540103142/70ec/rfWFBuAnvFM.jpg4 балла
-
Американские сварщики.Герои телепередачи "Золотая лихорадка" на канале "Дискавери"4 балла
-
Доделал А тут уже на очереди
4 балла
-
На будущее: такие штуки из силумина, сначала следует проходить на "понижайке" - подбирать ток чтобы едва плавилось. Этим действом в последующем, избегаем кипения, сберегаем нервы, выявляются коварные места с остатками грязи и ГСМ. А на 140-ка то конечно,- всё протуберанцами встопорщется.3 балла
-
Сварка всегда тянет на себя -- это можно учитывать. То есть прихватил с этой стороны, немного проварил с противоположной стороны, потом заварил с этой стороны, потом доварил с противоположной. Чем больше металла накладываешь за раз -- тем сильнее ведёт. Чем больше зазор -- тем сильнее его стягивает. Вы плохо представляете себе разницу между уровнем освещённости ночью и днём -- зрачок сглаживает. А сварка показывает. И если зайцев будете ловить ночью -- широким зрачком, то достаточно будет отражённого от белой стены, краем глаза -- весёлая ночь обеспечена.3 балла
-
Беда начинающих (я когда то такой же был , да и не я один) и не переживайте, скоро сами смеяться будете над этим. Давай те нам фоток побольше с вашим "не получается" да и горелки фотку сразу после сварки и не трогая электрода посмотреть что за сопло стоит, каков расход газа и т.д., редуктора, аппарата. Скорее всего у вас не хватает зашиты аргоном, на кромках это часто бывает и нужно правильно поставить (направить)горелку на кромку чтобы не было завихрении и рассекания газового потока, да и дугу удержать от плясок . Возьмите на кромку сопло не прямое а зауженное и вольфрам далеко не вытаскивать из сопла , макс. 3мм. Вам надобно сперва набить руку просто на плоском накладывать валики и не бездумно а с регулировкой подачи аргона в + и - чтобы понять что хочет этот непокорный алюминий. Потом на трубочки для развития руки , при сварке ионных нужно поворачивать горелку вслед за ванной, рекомендую. Я вот себе тоже иногда тренинг (чем сложнее тем лучше) устраиваю, полезно при любом мастерстве и в любом возрасте .
3 балла
-
... анегдот : спрашивают мужика -есть у тебя какая нибудь мечта ? Да есть . Какая ? Бросить курить . Дак возьми и брось ! ... а как дальше без мечты буду жить (!) .3 балла
-
http://s019.radikal.ru/i612/1511/85/0ab26fd5c98d.jpg http://s018.radikal.ru/i513/1511/b1/22d228306292.jpg http://s45.radikal.ru/i109/1511/ae/c10b4844f823.jpg http://s012.radikal.ru/i320/1511/49/92891be6199d.jpg http://s017.radikal.ru/i421/1511/a3/4dc0e86327eb.jpg http://s016.radikal.ru/i337/1511/a0/1e52c7a2f129.jpg http://s020.radikal.ru/i706/1511/4a/5af8dee58835.jpg http://s018.radikal.ru/i503/1511/af/9c4799f828b2.jpg http://s58.radikal.ru/i162/1511/9a/f107602f0ebb.jpg Поздняя осень в Орле.3 балла
-
Будни сварщика-самоучки, строившего для себя в Москве жилой гараж. http://s00.yaplakal.com/pics/pics_preview/3/3/6/2286633.jpg http://s00.yaplakal.com/pics/pics_preview/3/2/6/2286623.jpg Очень подробно мотивация, конструкция и проживание описаны здесь: http://www.yaplakal.com/forum46/st/50/topic655903.html3 балла
-
О ленинградском заводе «Электрик» В 1840-е годы на территории завода «Электрик» находился участок почетных граждан К. В. Никольса и В. Ф. Плинке. В 1890-е гг. им владел купец Бетлинг. Большую часть участка 20 декабря 1895 г. приобрел владелец электромеханической мастерской в Нейшлотском переулке Л. Ф. Дюфлон со своими компаньонами Ю. К. Дизереном и A. B. Константиновичем. С февраля 1896 г. здесь началось строительство механического завода, кузницы, паровой мельницы и складов. 14 декабря 1896 года завод электромеханических изделий приступил к работе. От Военного и Морского ведомств были получены выгодные заказы на установку прожекторов, монтаж электродвигателей и систем управления двухорудийных башен главного калибра на броненосце «Ростислав». Помимо этого завод монтировал электроосвещение в императорских театрах, поставлял электроприборы Франко-Русскому судостроительному заводу, был посредником на поставку в разные районы России заграничного электрооборудования. Спустя три года после начала работы завод начал расширяться. Появились новые пристройки, каменные корпуса цехов. В 1913 г. по проекту архитектора М. М. Чижова возведено здание механической мастерской. С апреля 1901 г. заводом руководило акционерное общество «Дюфлон, Константинович и Ко», или коротко «ДЕКА». Он стал первенцем электротехнической промышленности в Петербурге. Основной продукцией завода до революции было электрооборудование для русского Военно-морского флота. В 1919 года завод национализировали, в 1920 он назывался «Электросила № 7», с ноября 1922— Петроградским электромашиностроительным заводом «Электрик». В 1923 году В. П. Никитиным, К. К. Хреновым и А. Е. Алексеевым был сконструирован первый советский сварочный генератор (тип СМ) для дуговой сварки, работающий на принципе намагничивающей параллельной и размагничивающей последовательной обмоток возбуждения. На оборотной стороне штамп: Фотография О.К.О. - Л.Г.С.П.С. Дворец Труда, комн. 104. Надписана - Завод Электрик 1923 г. В следующем году начался серийный выпуск этих машин па заводе «Электрик». Источники питания совершенствовались в КБ этого завода (А. А. Алексеев). Были разработаны генераторы нескольких типов и размеров, рассчитанные на работу в диапазонах 50—200, 100—300 и 150—600 А, был сконструирован преобразователь, где в одном корпусе размещались сварочный генератор и электродвигатель переменного (трехфазного с короткозамкнутым ротором) или постоянного тока. Когда в начале 1930 года было принято постановление о сварочной специализации завода «Электрик», на нём выпускалось более 2 тыс. единиц сварочного оборудования. В 1931 году на заводе было освоено производство более совершенных однопостовых генераторов типа СМГ. К концу года «Электрик» был на первом месте в мире по годовому объему выпуска сварочных генераторов — около 8 тыс. электросварочных машин и установок. Когда в 1932 году здесь был введен в эксплуатацию самый крупный в мире сварочный корпус, в промышленности СССР действовало около 25 тыс. сварочных постов, из них более 17 тыс. с маркой завода «Электрик». В 1933 году были выпущены агрегаты САК-2-1 с бензиновым двигателем внутреннего сгорания и первые многопостовые преобразователи СМГ-3 и СМГ-4. В 1947 году завод начал серийный выпуск тракторов АДС-1000-1, а в 1949 им была разработана конструкция трактора АДС-ЮЭО-2. Трактор АДС-1000-2 отличается от трактора АДС-1000-1 меньшим весом, несколько меньшими габаритами, лучшими эксплуатационными качествами и может передвигаться не только по рельсам, но и непосредственно по свариваемому изделию. К 1948 году объем производства был доведен до 11 тыс. единиц электросварочных машин и установок в год. В 1953 году на территории завода был создан Институт сварки России. Адреса: 1925-1934: Завод «Электрик» им. А. К. Скороходова, Лопухинская, 8. («Весь Ленинград — 1925». С. 408; «Весь Ленинград — 1934», С. 80) 1935-1940: Завод «Электрик» им. А. К. Скороходова, ул. им. академика Павлова, 8. («Весь Ленинград — 1935», С. 83; «Весь Ленинград — 1940», С. 151)
3 балла
-
Съездил сегодня,трещина в направляющей 1100 мм.,насчитал 11 т. р.,сторговались на 10 т.,работал с 9 до 14 ч.
3 балла
-
Производитель похоже, тот же, что и здесь: А именно — ленинградский завод «Электрик»
3 балла
-
Мелочь,но повозился.
3 балла
-
Ремонт бульдозера
3 балла
-
выпускал не только высокотехнологичную продукцию, но и обычные электроустановочные изделия. В деревне стоит кнопочный выключатель, ему раб. стажа лет 45-ать - исправно трудится и поныне.2 балла
-
Чуть позже фото диска кину. Зайдите в личку2 балла
-
Не за что. Вы тратите зря прежде всего своё время и деньги. Это всё подробно и с пояснениями уже выложено в др., указанных выше, темах.2 балла
-
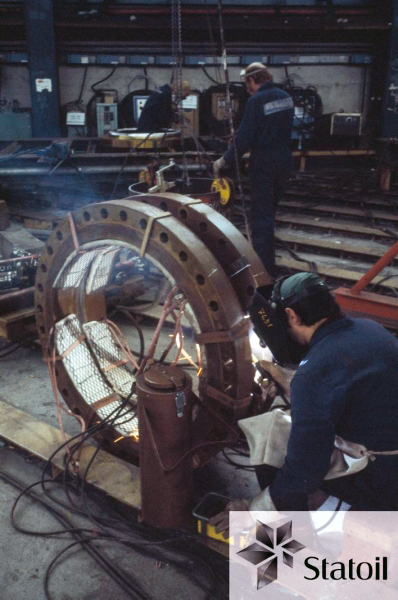
Сварщики на норвежской верфи «Розенберг» (Rosenberg verft). Строительство нефтяной платформы «Статфьорд Б», 17 сентября 1974 года
2 балла
-
Спасибо, Друзья! От такой радости даже свет погас... в Адмиралтейском и Василеостровском районах. :-)2 балла
-
@flo, Робот не варит "без брака". Робот всегда варит точно так как написана программа, ни больше, ни меньше. А вот заготовки к большому сожалению таки частенько грешат различиями в разделке кромок, не говоря уже о чистоте оных. Робот или автомат не увидит масляное пятно, накапавшее с крана. Он так проварит. И возможно, что снаружи даже и не очень заметно будет (ну если сварка в 2-3 слоя). А вот внутри. Ну сами понимаете.2 балла
-
Вот фото очевидного плавания дуги. У всех больше или меньше, но тут для понимания. Фото после ТИГ сварки.
2 балла
-
Если деталь после масла ,мазута то несколько раз, пока грязь перестанет лезьть. Можно сначала пропаном погреть.2 балла
-
На "бегу" небольшой обзор.Потом наверное дополню. Хелви 209 сильвермиг. Большой, "железный", добротно сделаный. Провели краткие испытания.Неплохой агрегат.Отличается "поведением" от всего что было и есть.Надо немного "приноравливаться". Хочется поблагодарить Игоря copich за помощь в приобретении.Рекомендую.Слово с делом не расходятся.
2 балла
-
Спасибо за добрый отзыв! Русского сварщика напрягает плавный розжиг дуги. Именно поэтому при начале сварки он(сварочный аппарат) притормаживает. Именно поэтому можно включать аппарат без синергетики, чтобы уменьшить время отклика между нажатием кнопки и розжигом дуги. Но лично когда сам пользуюсь этим оборудованием, то синергетику не выключаю. Легче и быстрее отстроить аппарат + нет блямбы вначале шва и плавное гашение в конце шва. Тогда меньше брызг, меньше зачистки и т.п. Т.е. кому не какать , а именно варить нужно, то всем по душе. Инструкция немного отличается от реального аппарата, мелочью. Главное смысл, как управлять - на что нажимать. Инструкция SilvermigRUS.rar2 балла
-
Итить-колотить,чуть не пропустил,геноссе...АВН, RoMANIAC-здоровья,здоровья и еще раз здоровья!!! :drinks: Ну и как всегда бабы красивые барышни..http://ymora.net/wp-content/uploads/2015/11/1_9116406t3i-625x828.jpghttp://ymora.net/wp-content/uploads/2015/11/9116405fln-625x619.jpghttp://ymora.net/wp-content/uploads/2015/11/9116402nmc-625x647.jpghttp://ymora.net/wp-content/uploads/2015/11/9116403lr6-625x628.jpghttp://ymora.net/wp-content/uploads/2015/11/9116397kqu-625x619.jpghttp://ymora.net/wp-content/uploads/2015/11/9116396fp1-625x633.jpghttp://ymora.net/wp-content/uploads/2015/11/9116394qxg-625x625.jpghttp://ymora.net/wp-content/uploads/2015/11/9116388sy7-625x470.jpghttp://ymora.net/wp-content/uploads/2015/11/9116390dua-625x631.jpg2 балла
-
Присоединяюсь. Долгие лета Вам! http://www.smailikai.com/paveiksliukai/gyvunai/animals_001.gif http://www.smailikai.com/smailai/33/smailikai_com_33_196.gif2 балла
-
сертификат поменять надо.Срок действия до 1апреля 2015.
2 балла
-
/ "Юморной темаретик" / Слава (9 лет): — Опять в школе с Максимом отношения выясняли! Я ему сказал, что он маргинал и деклассированный люмпен. А он — что я лошня.2 балла
-
Лёгкий труд в тепле, со стульчиком. Полумуфта съеденная пальцами которые она же и съела. +"шкворень" из тяжёлого красноватого металла Наплавка "донышек" чтобы вплавляемый металл не упал на стол. (вертикалом в отрыв уонии13/55) "шкворень" встал. порадовал. По кругу. Каждую полость по три захода с перерывом на удаление шлака. Уонии.
2 балла
-
Пресс горячего прессования (производим растительное масло) В частности фоткал "маленький" двигатель на 250 кВт. А вот работа наших сварщиков. Трубы под паровую подпитку жаровень и отопления
2 балла
-
Снова ребра,но эти хоть не внутри
2 балла
-
Если вы не профессиональный сварщик, без моточасов так сказать, откуль у вас возьмутся красивые швы? Сам не один аппарат не варит хоть дорогой хоть дешевый. Полуавтомат мне кажется не ваш выбор. Если вы и умудритесь ложить идеальные по виду швы, то начало и конец шва на ПА будут отличаться от общей массы. Посмотрите в сторону аргонодуговой ( в среде аргона) сварки. Там процесс намного более контролируем, хотя и скорость ниже. Те швы что вы видите на рекламных проспектах любых марок, мало имеют отношения к реальной действительности.2 балла
-
Намылить шланги и головку горелки, вольфрам вытащить и плотно заткнуть сопло пальцем.1 балл
-
@russia811, все читается там формат читать вот этой прогой надо. http://windjview.sourceforge.net/ru/вирусов нет. официальный линк с библиотеки флибуста.
1 балл
-
Подвалила одна хитрая работа и под неё пришлось покупать чудо-машинку, на днях приедет будем пробовать. http://meatec.ru/catalog/mashinki-dlya-izvlecheniya-metchikov/ekstraktor-elektroerozionnyy-portativnyy-erp-01.html
1 балл
-
@miha28, Nikolaev_T2_Svarka_v_mashinostroenii.djvu1 балл
-
Наплавка.Это только начало... Электроды ЭА-395,четверка. Ток около 110 А. Высота наплавки 6-8 мм и столько же на вертикальную поверхность нужно будет наплавить.После пойдет на мех.обработку. До и после. Еще несколько.
1 балл
-
@Mictlayotl, Ещё бы вот так перевернуть фотки http://f5.s.qip.ru/IA4wMCq7.png1 балл