Лидеры




Популярный контент
Показан контент с высокой репутацией 12.01.2015 во всех областях
-
Доделал свой профилегиб гнет отлично
 9 баллов
9 баллов -
Да... Лучше бы, конечно, собрать все фото в кучу и разом оформить, но, не получится. Постоянные сверки с замыслом клиента - дабы не накосячить в проекте. Короче, следующая "будня": Никогда бы не подумал, что к раме пластину буду варить на 160А . Начинал с 140А - еле-еле -теплоёмкая однако, эта рама... Мне диск легче проварить было, шов грубоват получился. Профиль трубы рамы 4 мм толщиной. Добавить больше ампер возможности нет, срабатывает защита по низкому напр. 195В.http://www.smailikai.com/smailai/26/smailikai_com_01(216).gif
9 баллов
-
@Шурпет,особо крепко сидящие в алюминии стальные заломыши вытравливаю с помощью азотной кислоты. Она алюминий не берёт (вследствие пассивации), а сталь кушает с удовольствием. Из пластилина леплю буртик и заливаю полученный "кратер" кислотой. Через некоторое время (от полудня до пары дней)-посадка ослабевает и останки заломыша свободно вынимаются. Если заломыш сидит в стальном, либо чугунном изделии, то привариваю к нему гайку полуавтоматом, либо в аргоне. В аргоне-эффективнее, т.к., происходит значительный нагрев остатка крепежа и, в следствие его расширения, происходит усадка грязи и ржавчины в зазоре между стенками резьбового соединения. После остывания, почти в ста процентах случаев, заломыш свободно выворачивается. Ну, остальное (когда, всё же, не выворачивается)-на случай серьёзного повреждения резьбы (потяжка, срыв витков и т.д.). С экстракторами (леворезьбовыми метчиками с конической формой и крупным шагом) работал. Помогают далеко не всегда. В случае плотной посадки заломыша экстрактор начинает раздавливать просверленное для него отверстие и ещё туже заклинивает заломыш. Обломанный экстактор-вообще превращается в самостоятельную проблему...8 баллов
-
Сегодня добрался до старых батиных запасов электродов. Потестировал их на кардане - удлиняли для какой то самоделки. Очень даже неплохо варят и шовчик приличный, единственное что заметил в начале шва образуются поры. Завтра прокалю их и в дело - кризис однако.
6 баллов
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.
5 баллов
-
Введение Под техникой сварки обычно понимают приемы манипулирования электродом или горелкой, выбор режимов сварки, приспособлений и способы их применения для получения качественного шва и т. п. Качество швов зависит не только от техники сварки, но и от других факторов, таких как состав и качество применяемых сварочных материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку и т.д. В зависимости от формы и размеров изделия швы можно сваривать в различных пространственных положениях. Условно их разделяют на нижние, вертикальные, потолочные и горизонтальные. Дуговая сварка металлическими электродами с покрытием в настоящее время остается одним из самых распространенных методов, используемых при изготовлении сварных конструкций. Это объясняется простотой и мобильностью применяемого оборудования, возможностью выполнения сварки в различных пространственных положениях и в местах, труднодоступных для механизированных способов сварки.Существенный недостаток ручной дуговой сварки металлическим электродом, так же как и других способов ручной сварки, — малая производительность процесса и зависимость качества сварного шва от практических навыков сварщика. В первые годы применения дуговой сварки использовались металлические электроды с тонким ионизирующим покрытием, повышающим стабильность дуги. Однако свойства металла шва при этом были низкими. Поэтому в настоящее время подобные электроды для сварки практически не применяют. Сущность способа К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Сварочная дуга (1, см. рис) горит между металлическим стержнем электрода (2) и основным металлом (3) Под действием тепла дуги металл дуги электрода, покрытие электрода и основной металл расплавляется, образуя сварочную ванну (4). Капли жидкого металла (5) с торца расплавленного электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода (6), образуя вокруг дуги газовою защиту (7) и жидкую шлаковую ванну (8). По мере движения дуги, металл сварочной ванны затвердевает, образуется сварочный шов(9) и шлаковую корка(10) на поверхности шва. Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8-15 мм, длина 10-30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15-35%. Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом. Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку. Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500-600° С (при содержании в покрытии органических веществ — не выше 250° С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это — один из недостатков ручной дуговой сварки покрытыми электродами. Дополнительная информация:
4 балла
-
Транспортирование и хранение кислорода Кислород из воздуха получают на специальных кислородных заводах. Поэтому существенное значение приобретает транспортирование и хранение кислорода. Кислород обычно хранится и транспортируется в газообразном виде в стальных баллонах под давлением 150 ат. (1- колпак; 2- вентиль; 3- кольцо; 4- горловина; 5- башмак) Кислородный баллон (см рис.) представляет собой стальной цилиндр со сферическим днищем и горловиной для крепления запорного вентиля. На нижнюю часть баллона насаживают башмак, позволяющий ставить баллон вертикально. На горловине имеется кольцо с резьбой для навертывания защитного колпака. Внутренняя коническая резьба горловины необходима для ввертывания вентиля. Баллоны изготовляют из стальных цельнотянутых труб углеродистой стали с пределом прочности не ниже 65 кГ/мм2, пределом текучести не ниже 38 кГ/мм2 и относительным удлинением не ниже 15%. Кислородные баллоны изготовляют для разных целей, емкостью 0,4-50 л. В сварочной технике применяются главным образом баллоны емкостью 40 л. Такой баллон имеет наружный диаметр 219 мм, длину корпуса 1390 мм, толщину стенки 7 мм; весит баллон без кислорода около 60 кг. Вес баллона из углеродистой стали для рабочего давления 150 ат на 1 л емкости составляет 1,6-1,7 кг. В последнее время начато освоение производства баллонов из легированных сталей, что дает возможность повысить рабочее давление баллонов и снизить их вес для той же емкости и рабочего давления. Чтобы избежать опасных ошибок при наполнении и использовании баллонов, их для разных газов окрашивают в различные цвета; кроме того, присоединительный штуцер запорного вентиля имеет различные размеры и устройство. Кислородные баллоны окрашивают снаружи в голубой цвет и делают па них надпись черными буквами «Кислород». Через каждые пять лет кислородный баллон подвергают обязательному испытанию, что отмечается клеймом, насекаемым на верхней’ сферической части баллона. Производится также гидравлическое испытание на полуторное рабочее давление, т. е. на 225 ат При нарушении правил обращения с баллоном, заполненным кислородом под давлением 150 ат, может произойти взрыв значительной разрушительной силы. Поэтому при обращении с кислородными баллонами необходимо строго соблюдать Установленные правила безопасности. В особо ответственные или опасные цехи рекомендуется вообще не вносить кислородные баллоны, а располагать их вне цеха, в отдельной пристройке, подавать в цех по трубопроводу редуцированный кислород пониженного давления, обычно 10 ат. Обычно в цехе не должно находиться одновременно более десяти баллонов. В цехе баллоны должны прикрепляться хомутом или цепью к стене, колонне стойке и т. п. для устранения возможности падения. На территории завода баллоны нужно переносить на носилках или, лучше, перевозить на специальных тележках; переносить баллоны на руках запрещается. При перевозке рекомендуется применять деревянные подкладки, устраняющие перекатывание и соударения баллонов, или веревочные кольца, надеваемые на баллоны. Погрузка и выгрузка баллонов должны производиться осторожно без толчков и ударов. Баллоны необходимо защищать от нагревания, например от печей, вызывающего опасное повышение давления газа в баллонах. При работах летом на открытом воздухе в солнечную погоду следует прикрывать кислородные баллоны мокрым брезентом. Нельзя допускать загрязнения баллона, в особенности его вентиля, маслами и жирами, которые самовозгораются в кислороде, что может привести к взрыву баллона. Баллоны с кислородом должны храниться в специально отведенных отдельных складах. Транспортирование газообразного кислорода в баллонах обходится дорого. Нормальный баллон емкостью 40 л, весящий около 60 кг, вмещает 6000 л = 6 м3 кислорода, весящего всего 6 −1,3 = 7,8 кг, так что на вес полезного груза 7,8 кг приходится перевозить тару 60 кг, т. е. вес тары составляет 88 %, а полезного груза 12%. Если учесть еще содержание, ремонт и амортизацию баллонов, то часто стоимость кислорода на месте у потребителя значительно превышает отпускную его стоимость на кислородном заводе. Обращение с кислородом требует строгого соблюдения правил техники безопасности. Масла и жиры самовоспламеняются при взаимодействии с газообразным кислородом, который дает также взрывчатые смеси с горючими газами и парами. Пористые органические материалы — торф, дерево, ткани и пр., смоченные жидким кислородом образуют сильные взрывчатые вещества — оксиликвиты, специально применяемые для взрывных работ. Вентиль кислородного баллона изготовляют из латуни. Присоединительный штуцер вентиля имеет правую трубную резьбу 3/4″. При хранении вентиль защищается предохранительным колпаком, который навертывают на наружное кольцо горловины. Значение кислорода для газовой сварки К газовой сварке относятся способы, при которых нагрев металла производится высокотемпературным газовым пламенем посредством специальных сварочных горелок. Для сварки многих металлов практически пригодно пламя с температурой не ниже 3000° С. В настоящее время для получения газосварочного пламени практически исключительно сжигают различные горючие в технически чистом кислороде. Сжигание различных горючих в воздухе дает пламя со слишком низкой температурой (не выше 1800-2000° С), пригодное для сварки лишь самых легкоплавких металлов, например свинца. Низкая температура газовоздушного пламени и малая пригодность его для газовой сварки металлов объясняется большим содержанием в воздухе инертных газов, главным образом азота, не участвующих в процессе- горения и резко снижающих пирометрический эффект и температуру пламени. При сжигании одного и того же горючего в воздухе и кислороде общий тепловой или калориметрический эффект реакции горения в обоих случаях практически одинаков, но температура пламени резко различна. Для обычных случаев сварки в промышленности применяется лишь пламя, получаемое сжиганием горючего в технически чистом кислороде. Газовоздушное пламя может иметь в сварочной технике очень ограниченное применение. Технически чистый кислород является важнейшим газом в сварочной технике, для процессов газовой сварки и кислородной резки. Необходим он также и для других процессов, например в химической, металлургической и других отраслях промышленности и т. п. Для многих из этих производств не требуется высокая чистота применяемого кислорода и достаточен дешевый газ, с содержанием в нем кислорода только 50-90%. В сварочной технике применяется кислород высокой степени чистоты, во всяком случае не ниже 98,5%, Способы производства технически чистого кислорода могут быть различны; промышленное значение имеют два способа получения: а) из воздуха — методом глубокого охлаждения; б) из воды — путем электролиза. В нашей промышленности применяется почти исключительно способ производства кислорода из воздуха, как более экономичный, при котором расходуется 0,5 — 1,6 кВт/ч электроэнергии на 1 м3 кислорода; на получение 1 м3 кислорода путем электролиза воды с одновременным получением 2 м3 водорода требуется 10-12 кВт/ч. Получение кислорода способом электролиза воды может быть рентабельно лишь при одновременном использовании получаемого водорода. Производство кислорода из воздуха Атмосферный осушенный воздух представляет собой смесь, содержащую по объему кислорода 20,93 % и азота 78,03 %, остальное — аргон и другие инертные газы, углекислый газ и пр. Содержание водяных паров в воздухе может меняться в широких пределах в зависимости от температуры и степени насыщения. Для получения технически чистого кислорода воздух подвергают глубокому охлаждению и сжижают (температура кипения жидкого воздуха при атмосферном давлении −194,5° С.) Полученный жидкий воздух подвергают дробной перегонке или ректификации в ректификационных колоннах. Возможность успешной ректификации основывается на довольно значительной разности (около 13°) температур кипения жидких азота (-196° С) и кислорода (-183° С). Воздух, засасываемый многоступенчатым компрессором, проходит сначала через воздушный фильтр, где очищается от пыли, затем проходит последовательно ступени компрессора. За каждой ступенью компрессора давление воздуха возрастает и доводится до 50-220 ат, в зависимости от системы установки и стадии производства. После каждой ступени компрессора воздух проходит влагоотделитель, где отделяется вода, конденсирующаяся при сжатии воздуха, и: водяной холодильник, охлаждающий воздух и отнимающий тепло, образующееся при сжатии. Для поглощения углекислоты из воздуха включается аппарат — декарбонизатор, заполняемый водным раствором едкого натра. Сжатый воздух из компрессора проходит осушительную батарею из баллонов, заполненных кусковым едким натром, поглощающим влагу и остатки углекислоты. Полное удаление влаги и углекислоты из воздуха имеет существенное значение, так как замерзающие при низких температурах вода и углекислота забивают трубки кислородного аппарата и приходится останавливать установку для оттаивания и продувки. Пройдя осушительную батарею, сжатый воздух поступает в так называемый кислородный аппарат, где происходит охлаждение и сжижение воздуха и его ректификация с разделением на кислород и азот. Газообразный азот чистотой 96-98% обычно не используется и из теплообменника выпускается в атмосферу. Кислород направляется в газгольдер и подается для наполнения кислородных баллонов под давлением до 165 ат; 1 м3 кислорода при 760 мм рт. ст. и 0° С весит 1,43 кг, и при 20° С 1,31 кг; 1 л жидкого кислорода весит 1,13 кг и, испаряясь, образует 0,79 м3 газообразного кислорода при 0° С и 760 мм рт.ст.; 1 кг жидкого кислорода занимает объем 0,885 л и, испаряясь, образует 0,70 м3 газообразного кислорода при 0° С и 760 мм рт,.ст. По ГОСТу 5583-58 технический кислород для газопламенной обработки металлов выпускается трех сортов; высший сорт, с чистотой не ниже 99,5%; 1-й сорт, не ниже 99,2% и 2-й сорт, не ниже 98,5 % кислорода по объему. Значительный экономический интерес представляет доставка кислорода с кислородного завода потребителям в жидком виде, при котором вес тары составляет около 50% общего веса груза; при том же весе перевозимого груза доставляется жидкого кислорода в 5 раз больше, чем при перевозке его в газообразном виде. Для возможности использования жидкого кислорода необходимы: 1) транспортный танк для перевозки жидкого кислорода, установленный на автомашине, обычно принадлежащий кислородному заводу; 2) газификатор, служащий для превращения жидкого кислорода в газообразный и устанавливаемый обычно у потребителя кислорода. Транспортный танк для перевозки жидкого кислорода в основном представляет собой шар из листовой латуни, заключенный в стальной кожух; пространство между шаром и кожухом заполнено теплоизоляционным материалом — порошкообразной углекислой магнезией. Жидкий кислород заливают в танк через приемно-спускной вентиль, заполняя латунный шар. Отбор кислорода из него производится через гибкий шланг, присоединенный к вентилю. Так как окружающая температура воздуха всегда выше критической температуры кислорода, то жидкий кислород неизбежно испаряется в окружающую атмосферу. При хорошем состоянии теплоизоляции танка эта потеря может составлять до 0,5% в час. На случай повышения давления танк снабжен предохранительным клапаном. Потребители жидкого кислорода должны иметь газификаторы. Кислородные газификаторы разделяются на стационарные и переносные, а также: а) низкого давления, или холодные, подающие кислород в распределительную трубопроводную сеть при давлении до 15 am, и б) высокого давления, или теплые, дающие кислород для наполнения баллонов под давлением 150-165 am. Наиболее распространен на наших заводах стандартный стационарный холодный газификатор емкостью 1000 л жидкого или 800 м3 газообразного кислорода. Газификатор устанавливают в отдельном помещении. Он состоит из толстостенного стального шара, внутри которого помещен тонкостенный латунный шар для жидкого кислорода. Шар газификатора находится в кожухе; пространство между кожухом и шаром заполняют магнезией, как в кислородных танках. Наполняется газификатор жидким кислородом из транспортного танка через вентиль и гибкий шланг. Из газификатора жидкий кислород поступает в змеевик испарителя, и оттуда газообразный кислород направляется в сеть кислородных трубопроводов. Для выравнивания колебаний давления приключают ресивер (реципиент) емкостью около 10 м3. Дополнительная информация:
4 балла
-
Ну вот и дошли руки до правой части пола ) Железа полное "Г" частично подошло то где должно быть %)4 балла
-
У всех начинающих проблема со спешкой! Не нужно торопиться, если нет опасности прожога металла. Ведите электрод не спеша и равномерно. Следите за краями шва, чтобы шов заполнялся на одну ширину. Лучше электрод держать перпендикулярно пластине, чтобы не было лишнего усиления, но углом назад проще, ведь шлак отжимается назад.4 балла
-
@илья алтухов, Расскажу вам притчу. На нынешней работе, отвечаю за участок автоматической сварки (роботы). Работал у меня оператор - раздолбай, то робот о деталь ударит, то на работу без предупреждения не выйдет и т. д. Приспособления на роботе -самодельные, поэтому при установке - снятии детали с приспособления необходимо крутить большое количество болтов. Просил этот оператор у начальника производства пневмогайковёрт, ему отказали, канючил год ходил - никак. Затем "специалист" уволился, перевели с другого участка надёжного товарища. Просят его побыстрее или получше сделать - делает, просят остаться - остаётся. Подходит он с той же проблемой по тому-же адресу. Через неделю на участке есть пневмогайковёрт. В начальстве тоже люди сидят, как ты к ним, так и они к тебе. Да, есть такие моменты, которые от непосредственного начальства не зависят, но, при желании, чем смогут - помогут. Ради рабочего - раздолбая никто напрягаться не будет. Покажите начальству своё ответственное отношение к работе, получите искомое (ну это если начальство нормальное а не козлы последние). P. S. только не надо рассказывать, что всё начальство поголовно - козлы. Как и везде всякие люди есть, хорошие - тоже.4 балла
-
Газовая или газоплавильная сварка относится к группе способов сварки плавлением. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение. Существенное технологическое отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки: сталей малых толщин, 0,2-5 мм;цветных металлов;металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;для твердой пайки;для некоторых видов наплавочных работ.Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30-40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря I уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок. Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла. Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла. Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов. Защита при газовой сварке Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и I физическим, однако часто между ними трудно провести четкую границу. Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О. Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KC1, LiCl, CaCl2, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHSO4 и KHSO4. Применение газовой сварки Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1-3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д. Качество сварных соединений, выполняемых газовой сваркой выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке. Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5-1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла. Сварочные горелки Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кислородные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2-30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла. По важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных типа: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа. Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 атм. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 атм), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 атм инжекторная горелка становится незаменимой, единственно пригодной. Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (см. рис. а). Кислород поступает в горелку по резиновому шлангу и через приемный ниппель и регулировочный вентиль 1 проходит в смеситель 3, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения 4. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль 2. Из смесителя 3 смесь горючего газа с кислородом поступает в камеру смешения 5, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника 6 и через калиброванный канал мундштука 7 выходит наружу, где и сгорает, образуя сварочное пламя. Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки. Таким образом, сварочная горелка может нормально работать лишь при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70-160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5-0,7 атм. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена. Безынжекторные горелки могут быть построены как для ацетилена, так и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления. Промышленное применение находят чаще инжекторные горелки (см. рис. б). Кислород под давлением 3-4 атм поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора 3, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения 5. Вырываясь с большой скоростью из узкого канала инжекторного конуса 3, кислород создает значительное разрежение в камере инжектора 4 и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль 2 в камеру инжектора, из которой он поступает в камеру смешения 5; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука 7. Под действием инжек-тирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000-3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3-3,5 атм. Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку. Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против нормы и усиливается окислительное действие сварочного пламени. Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси. Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки. Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начиная с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка. Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекторная. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера. Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером. Универсальная сварочная горелка ГС Рассмотрим инжекторную универсальную горелку ГС (см рис.). Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода 1 и для ацетилена 2. Далее кислород идет по трубке 3, ацетилен — по трубке 4 и подходят к регулировочным вентилям для кислорода 5 и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор 6, далее в камеру смешения 7 и по трубке наконечника идут в мундштук 10, на выходе из -которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой 9. Регулировочные вентили газов удобно расположены и позволяют сварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Расположение вентилей выгодно смещает центр тяжести горелки, улучшает ее баланс и уменьшает утомляемость сварщика. Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 атм для всех размеров наконечников. Стандартные горелки изготовляют четырех типов-ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05-0,6 мм. Она комплектуется двумя наконечниками № 00 с расходом ацетилена 10-25 л/ч и № 0 с расходом 25-60 л/ч^; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3-4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3^; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5-30 мм, комплектуется семью наконечниками, № 1,2, 3, 4, 5, 6, 7^; вес горелки 0,5 ,кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30-100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800-4500 л/ч и № 9 с расходом ацетилена 4500-7000 л/ч^; вес горелки 1,34 кг. При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра пламени. Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму. Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика^; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь медными или латунными прочищалками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность. Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников Для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение. В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке. Дополнительная информация:
3 балла
-
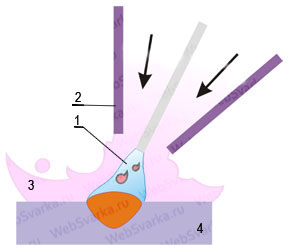
Дуговая сварка в защитных газах Этим способом можно соединять вручную, полуавтоматически или автоматически в различных пространственных положениях разнообразные металлы и сплавы толщиной от десятых долей до десятков миллиметров. Сущность способа. При сварке в зону дуги 1 через сопло 2 непрерывно подается защитный газ 3 (см. рис.). Теплотой дуги расплавляется основной металл 4 и, если сварку выполняют плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует шов. При сварке неплавящимся электродом электрод не расплавляется, а его расход вызван испарением металла или частичным оплавлением при повышенном допустимом сва-рочном токе.Образование шва происходит за счет расплавления кромок основного металла или дополнительно вводимого присадочного металла. В качестве защитных газовприменяют инертные (аргон и гелий) и активные (углекислый газ, водород, кислород и азот) газы, а также их смеси (Аг + Не, Аг + СО2, Аг + О2, СО2 + О2 и др.). По отношению к электроду защитный газ можно подавать центрально или сбоку (рис. 37). Сбоку газ подают при больших скоростях сварки плавящимся электродом, когда при центральной защите надежность защиты нарушается из-за обдувания газа неподвижным воздухом. Сквозняки или ветер при сварке, сдувая струю защитного газа, могут резко ухудшить качество сварного шва или соединения. В некоторых случаях, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, а также с целью экономии дефицитных и дорогих инертных газов используют защиту двумя концентрическими потоками газа. Свойства защитных газов оказывают большое влияние на технологические свойства дуги и форму швов. Например, по сравнению с аргоном гелий имеет более высокий потенциал ионизации и большую теплопроводность при температурах плазмы. Поэтому дуга в гелии более «мягкая». При равных условиях дуга в гелии имеет более высокое напряжение, а образующийся шов имеет меньшую глубину проплавления и большую ширину. Поэтому гелий целесообразно использовать при сварке тонколистового металла. Кроме того, он легче воздуха и аргона, что требует для хорошей защиты зоны сварки повышенного его расхода (1,5-3 раза). Углекислый газ по влиянию на форму шва занимает промежуточное положение.Широкий диапазон используемых защитных газов, обладающих значительно различающимися теплофизическими свойствами, обусловливает большие технологические возможности этого способа как в отношении свариваемых металлов (практически всех), так и их толщин (от 0,1 мм до десятков миллиметров). Сварку можно выполнять, используя также неплавящийся (угольный, вольфрамовый) или плавящийся электрод. По сравнению с другими способами сварка в защитных газах обладает рядом преимуществ: высокое качество сварных соединений на разнообразных металлах и сплавах различной толщины^; возможность сварки в различных пространственных положениях^; возможность визуального наблюдения за образованием шва, что особенно важно при полуавтоматической сварке^; отсутствие операций по засыпке и уборке флюса и удалению шлака^; высокая производительность и легкость механизации и автоматизации^; низкая стоимость при использовании активных защитных газов. К недостаткам способа по сравнению со сваркой под флюсом относится необходимость применения защитных мер против световой и тепловой радиации дуги.
3 балла
-
@egemih777,Добрый день, коллега. Если вы имеете ввиду "как выкрутить болт, если у него свернули голову"? Много раз сталкивался с такой бедой и можно попробовать несколько способов. Если есть резак, ну в худшем случае паяльная лампа (хотя в продаже имеются небольшие газовые баллончики с насадками- они так и назывались "дракоша"), необходимо сначала , если это позволяет конструкция, нагреть посадочное место до малинового цвета, а затем возьмите мокрую тряпку и охладите нагретое- это выжжет из резьбы старую смазку и немного "оживит и расшевелит" резьбовое соединение, так как основное тело и остатки болта имеют разную массу и следовательно и температура мгновенного остывания у них разная. Затем возьмите гайку чуть большего размера по диаметру и по высоте ( можно заранее у токаря заказать или самому в тисках напилить). через небольшую высоту легче прихватывать к остаткам болта. Потом дайте остыть всей конструкции и можете капнуть ещё и керосинчику и немного подождать. Пробуйте, крутите. Некоторые допускают при спешке ошибку- сразу приваривают гайку и поливают водой- не всегда такое проходит, сварка подкаливается и обламывается. Есть и другой способ, когда вы гайку прихватили, то попробуйте нагреть само тело вокруг резьбы, но не провороньте момент, когда начнет нагреваться сама ваша гайка с прихваченным остатком, её может закусить и придется тогда охлаждать всю конструкцию. Есть ещё вариант, но он используется для глубоких заломов и болтов диаметром больше 10мм- сверлится в заломе отверстие, нарезается внутренняя левая резьба под левый болт. В метизах такие метчики и болты редкость, но бывает и попадаются.3 балла
-
@Серго, Хм, подобные сведения - хлеб любой аттестующей фирмы и просто так вам программы аттестации никто не даст. Составляйте по собственному разумению.3 балла
-
Думаю, что можно подвести итог по тестированию Авроры спидвей 175 про. Начну с самого начала. Упаковка аппарата вполне приличная, годится для транспортировки транспортными компаниями. Замечание по комплектации: обязательно должен входить подающий ролик 0.6-0.9 мм. Сборка аппарата и его начинка сделана на должном уровне, единственное замечание в том, что нужно сместить ось катушки проволоки на 5-10 мм вправо, а то задевает при установке. По настройкам; при определённом опыте, аппарат настраивается довольно легко, но про синергетику скажу, что сильно громко сказано, потому что при увеличении скорости подачи приходится корректировать напряжение. Для более корректной работы синергетики обязательно должны вводится такие данные, как марка проволоки, её диаметр и марка защитного газа. Теперь по самому аппарату: Аппарат такого уровня должен работать с минимального тока 20 ампер и напряжения 8 воль, иначе теряется смысл применения проволоки Д 0.6 мм и сварки металла тоньше 1 мм. Тогда можно будет варить от 0.5 мм сплошными швами. В принципе он варит и так, но швы слишком большие с глубоким провалом. По максимальному току (если верить показометру аппарата) он выдаёт 194-198 ампер в зависимости от входного напряжения. Это очень хороший показатель. Теперь небольшое сравнение: Аппарат сравнивню с Пикомиг180 пульс, так как аппараты примерно равны по максимальному току и по ПВ, оба с синергетическим управлением промышленной линейки про. Проволока 0.6 мм СО2 толщина 0.5мм: http://youtu.be/lLIh7SAInwI Тоже самое, но Пикомиг. http://youtu.be/isSdJzp0jFA Ремонт топливного бака толщина 1 мм, проволока 1 мм, СО2. Авророй Спидвей 175 СО2 проволока 1 мм, металл 1.5 мм Самое не любимое мной ММА: Сперва попробовал Ресантой: верхний МР3 3.2мм 120А, средний ОК61.30 2.5мм 95А и нижний ОК53.70 2.5 мм 75А Тоже самое. но Авророй, МР3 почти сразу прожог. Левый ОК61.30 2.5мм 105А, правый МР3 3.2мм 100А ОЗС12 2мм 70А
3 балла
-
Изготовление катера, буду выкладывать поэтапно, в первые день сборка стапеля, второй день сборка каркаса(шпангоуты) и сварка каркаса.
3 балла
-
Общая характеристика основных требований по технике безопасности при различных методах сварки плавлением. При ручной дуговой сварке мелких изделий рабочее место сварщика и сборщика: кабина 2x2 или 2х3 м с подвижной брезентовой занавеской. Кабина оборудуется поворотным столом (1), рабочими местами сборщика (2) и сварщика(3), сварочным аппаратом(4), стеллажом для деталей(5), помостом для готовых изделий(6). Рабочее место сварщика во многих случаях выполняют в виде манипулятора, позволяющего сварщику легко поворачивать изделие в удобное для сварки положение. Кабина должна иметь местную вентиляцию. В кабине должен быть комплект инструмента сварщика и запас электродов. Корпус сварочного аппарата заземляется, все провода тщательно изолируются и защищаются от механических повреждений. Сварщик должен работать в спецодежде и рукавицах и пользоваться защитной маской. При дуговой сварке в монтажных условиях особое внимание нужно обращать на тщательную изоляцию токоведущих проводов, при сварке внутри металлических конструкций - на хорошую вентиляцию места сварки. Сварщики должны пользоваться резиновой подстилкой, хорошей спецодеждой. При работе в тесных местах, плохо проветриваемых, сварщики должны периодически выходить из отсека для отдыха, их пребывание в отсеке должно подстраховываться подручными. В монтажных условиях целесообразно размещение сварочного оборудования в комплекте, в специальных контейнерах, расположенных ближе к месту производства работ и легко транспортируемых кранами при смене места работы. Целесообразна также установка оборудования на стационарных энергоплощадках с дистанционным управлением. Эти меры снижают непроизводительные потери времени на различные переходы и уменьшают опасность производственного травматизма. При механизированных процессах сварки должны соблюдаться все правила, указанные ранее. Кроме того, необходимо обеспечить удобные и безопасные условия труда сварщиков. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.При сварке крупногабаритных изделий следует применять защитные щиты-ширмы, ограждающие место сварки со стороны общих проходов.При электрошлаковой сварке меры техники безопасности общие, связанные с использованием электроэнергии и выделением вредных газов, но вместо щитка достаточно пользоваться защитными очками для защиты от яркого света шлаковой ванны, а также от выплесков шлака и отскакивания кусочков остывающей шлаковой корки. Необходим также тщательный контроль всех водяных коммуникаций ползуна, так как малейшее попадание влаги в шлаковую ванну с мгновенным парообразованием может привести к бурным выплескам шлака и тяжелым ожогам оператора. При сварке в защитных газах, кроме соблюдений мер, общих для всех способов сварки, необходимо учитывать, что углекислый газ и аргон в 1,5-2 раза тяжелее воздуха. Эти газы могут скапливаться в нижней части отсека, помещения, в связи с чем устройства вытяжной вентиляции нужно устанавливать не только в зоне дыхания сварщика, но и в нижней части помещения. Выбрасывать воздух нужно за пределы рабочих зон. Мощность вытяжной вентиляции на 1 кг наплавленного металла не менее 150 м3/ч. При сварке меди и ее сплавов, для уменьшения количества вредных аэрозолей и газов, во всех случаях, где это целесообразно, сварку рекомендуется вести неплавящимися электродами. При электронно-лучевой сварке основная опасность связана с возникновением рентгеновского излучения при торможении пучка электронов на изделии. Оно возникает при ускоряющем напряжении свыше 20 кВ, но устройство камер с толщиной стенок 15-20 мм и применение свинцовистых стекол в окнах наблюдателя устраняет эту опасность. Технологическая карта, разрабатываемая на сварочные работы, выполняемые любыми методами сварки, должна содержать и указания мер по охране труда, которые учитывают общесоюзные постановления и правила, действующие в данной отрасли промышленности, непосредственно для данного сварочного процесса. Дополнительная информация:
2 балла
-
@Andrew, Ещё вчера чудесным образом всё появилось!?2 балла
-
Немного добавлю: После сварки гайки если заломыш начинает немного шевелиться и закусывает, я его выкручиваю потихоньку, примерно по четверти оборота туда - сюда, можно капнуть на резьбу "жидкий ключ" типа WD-40. Если решились сверлить, а заломыш каленый, в этом неплохо помогут кровельные саморезы по металлу, мы сначала ими засверливаемся, чтобы не сажать сверла малых диаметров:
2 балла
-
Вы только это... с фотографиями учитесь... и по-чОтче, по-чётче, как на второй! Только не нужно на "чугунные" и аустенитные валики сверху малоуглеродистые накладывать.2 балла
-
@Георгий 11, скорее наоборот.2 балла
-
@AMBIVERT42, так я к чему и веду))) Как нарочно, нет силуминовых крышек маховика с обломками болтов "под ноль" или "в минус", чтобы "поднимать" их п/а - методом. Экстрактор - это нечто недосягаемое для агрегатчиков и (или) мастеров. Сварной! Давай, друже, выкручивай!!! Вот и изгалялся РДС, по схеме "капля - удар острой арматуриной для отбития шлака - капля". И так далее, до появления " зацепа "... Жду, в общем. Рано или поздно, всё равно появится пОциент)))2 балла
-
Способы повышения производительности сварочного процесса Применение электродов диаметром более 8 мм обычно не позволяет повысить производительность процесса, так как увеличивающийся при этом вес электрода и держателя (в связи с повышением силы сварочного тока) приводит к быстрому утомлению сварщика. То же наблюдается при ручной дуговой сварке трехфазной дугой. Эти способы могут находить ограниченное применение при ванной сварке стержней арматуры железобетонных конструкций. Однако и здесь предпочтительнее применение одного электрода. При ванной сварке расплавление основного металла осуществляется дугой и частично за счет теплоты, передаваемой изделию перегретым жидким металлом сварочной ванны (рис. 21). Поэтому сварку про- Рис 21 сборка под ванную сварку водят при повышенной силе горизонтальных стержней арматуры: тока. Стык стержней собирают с зазором в формах: стальной остающейся (из металлической полосы) или медной съемной многократного использования, или графитовой одноразового использования. Сварку начинают в нижней части формы, расплавляя дугой нижние кромки стыка. До окончания сварки металл в верхней части сварочной ванны стараются поддерживать в расплавленном состоянии на возможно большую глубину и обязательно на всю ширину разделки и формы. Шов наплавляют несколько выше поверхности стержней. Процесс проводят вручную, хотя и были попытки создания установок для механизированной сварки, в которых расплавление электрода происходило автоматически, а их смена выполнялась вручную. Однако установки оказались сложными в эксплуатации и малопроизводительными. Повышение производительности процесса достигается также применением электродов, содержащих в покрытии железный порошок (см. гл. III). С применением этих электродов сварка возможна только в нижнем положении, так как при сварке в других пространственных положениях увеличенный размер сварочной ванны приводит к вытеканию из нее расплавленного металла. Техника сварки швов в нижнем положении также усложняется по этой причине, но принципиально не отличается от сварки обычными электродами. При сварке с глубоким проваром (другие названия: опиранием электрода, погруженной дугой и т. д.) повышение производительности сварки достигается за счет более глубокого проплавления основного металла. Сварку выполняют специальными электродами, дающими при их расплавлении козырек повышенных размеров, на который и опирают электрод (см. рис. 70). Сварщик, удерживая электрод под углом 70-85° к поверхности изделия, перемещает его вдоль свариваемых кромок без поперечных колебаний. Используется максимально допустимый ток. Выделяющиеся при расплавлении электрода газы, оттесняя расплавленный металл сварочной ванны из-под дуги, увеличивают глубину проплавления, которая регулируется изменением угла наклона электрода и скоростью его перемещения. Сварку выполняют в нижнем положении стыковых и угловых швов. При способах сварки лежачим и наклонным электродами также применяют специальные электроды, расплавление покрытия которых, образуя козырек определенных размеров, предупреждает короткое замыкание дуги. Повышение производительности труда достигается за счет того, что один сварщик одновременно обслуживает несколько дуг. Лежачим электродом (рис. 22, а) сваривают стыковые и нахлесточные соединения и угловые швы на стали толщиной 0,5-6 мм. Используют электроды диаметром 2,5-8 мм и длиной до 2000 мм. Электрод укладывают на стык, подлежащий сварке, и накрывают сверху массивным медным бруском, изолированным бумагой от изделия, для предупреждения возможного обрыва дуги из-за деформации электрода при его расплавлении. Дугу зажигают замыканием рабочего конца электрода угольным стержнем или металлическим электродом и перемещают по мере расплавления электрода. Для сварки этим способом удобнее использовать специальные станки. Этот способ сварки может быть использован для сварки неповоротных стыков труб, т. е. сварки шва в различных пространственных положениях. Для направления дуги в корень шва и управления переносом электродного металла в сварочную ванну, а также для удержания расплавленного металла сварочной ванны от вытекания в различных пространственных положениях используют создаваемое внешними электромагнитами специальной конструкции магнитное поле. Способ сварки наклонным электродом (рис. 22, б) разработан в СССР в середине 30-х годов. В настоящее время его применяют за границей под названием гравитационная сварка. При сварке электрод закрепляют в штативе, устанавливаемом на поверхность изделия, через изолирующую подкладку^; по мере его оплавления он опускается с обоймой под действием веса. Токоподвод осуществляется непосредственно к электроду или обойме. Глубину проплавления и ширину шва регулируют изменением угла наклона электрода alfa. В практике в небольшом объеме находят применение установки для механизированной дуговой сварки металлическими электродами с покрытием (штучными). В них поддержание дуги и ее перемещение вдоль’ свариваемых кромок происходит автоматически. Электроды сменяют вручную при остановке перемещения автомата или без его остановки. Повышение производительности процесса сварки достигается за счет обслуживания сварщиком двух установок и более.2 балла
-
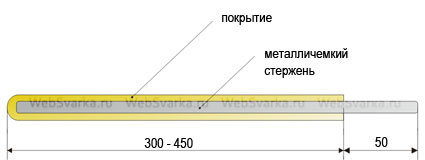
Электроды для ручной дуговой сварки Электрод - металлический или неметаллический стержень, предназначенный для подвода тока к свариваемому изделию. Бывает:Плавящийся (обычно того же, или сходного металла со свариваемым изделием)Не плавящийсяМеталлический (W, Th)Не металлический (угольный)В зависимости от толщины свариваемого изделия используется проволока 0.3 ... 12 мм. Покрытие толщиной 0.7 ... 2.5 мм Самые распространенные электроды - диаметром 3, 4, 5, 6 мм (диаметр считается по диаметру проволоки, без учета покрытия) Электродная проволока делится на три группы по хим. составу:Углеродистая (до 0.12 %С). Предназначена для сварки низко и средне углеродистых сталей, некоторых низколегированных сталей Легированная. Предназначена для сварки соответствующих легированных сталей Высоколегированная. Предназначена для сварки специальных сталей, для наплавки.В электродное покрытие входит несколько элементов, различного назначения: 1) Ионизирующие элементыЭлементы облегчают возбуждение сварочной дуги и поддерживают ее стабильное горениеПример: K2CO3; CaCO3 (мел) 2) Защитные элементыЭлементы защищают сварочную ванну от контакта с газами атмосферы. Что, в свою очередь, препятствует возникновению окислов металла.Пример: K2CO3; CaCO3; крахмал; целлюлоза. Все эти вещества образуют защитный барьер из CO2 3) Шлакообразующие элементыОбразуют шлак, который затвердевает на поверхности шва и защищает еще горячий шов от воздействия атмосферы.Пример: K2CO3; CaF2. 4) РаскислителиУлучшают качество металла сворного шва (делают зерно металла мельче, как следствие, шов менее хрупкий)Пример: Mn, в зависимости от вида сталей - Si, Al 5) Легирующие элементыПозволяют получить различные полезные свойства, распространенный легирующий элемент - хром 6) Связывающий элементПозволяет наносить на электродную проволоку смесь всех элементовПример: Na2O SiO2 (жидкое стекло)
2 балла
-
Создание и поддержание дуги Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом — электродом вскользь «чиркают» по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика. Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т- п. Нормальная длина дуги считается в пределах lд = (0.5 — 1.1)*dэл (dэл — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва. Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого при наплавке равна примерно (0,8 — 1,5)*dэл и зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях. При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров. Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва. Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, ширина которого обычно составляет (2 — 4)*dэл, а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл. При окончании сварки — обрыве дуги следует правильно заварить кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва^; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере. Положение электрода относительно поверхности изделия и пространственное положение сварки оказывают большое влияние на форму шва и проплавке не основного металла. При сварке углом назад улучшаются условия оттеснения из-под дуги жидкого металла, толщина прослойки которого уменьшается. При этом улучшаются условия теплопередачи от дуги к основному металлу и растет глубина его проплавления. То же наблюдается при сварке шва на подъем на наклонной или вертикальной плоскости. При сварке углом вперед или на спуск расплавленный металл сварочной ванны, подтекая под дугу, ухудшает теплопередачу от нее к основному металлу — глубина проплавления уменьшается, а ширина шва возрастает. При прочих равных условиях количество расплавляемого электродного металла, приходящегося на единицу длины шва, остается постоянным, но распределяется на большую ширину шва и поэтому высота его усиления уменьшается. При наплавке или сварке тонколистового металла (толщина до 3 мм) для уменьшения глубины провара и предупреждения прожогов рекомендуется 15-20″ сварку выполнять на спуск (наклон до 15°) или углом вперед без поперечных колебаний электрода. Для сборки изделия под сварку (обеспечения заданного зазора в стыке, положения изделий и др.) можно применять специальные приспособления или короткие швы — прихватки. Длина прихваток обычно составляет 20 — 120 мм (больше при более толстом металле) и расстояние между ними 200-1200 мм (меньше при большей толщине металла для увеличения жесткости). Сечение прихваток не должно превышать 1/3 сечения швов. При сварке прихватки необходимо полностью переплавлять. Техника сварки в нижнем положении Это пространственное положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений, газов из расплавленного металла сварочной ванны. При этом также наиболее благоприятны условия формирования металла шва, так как расплавленный металл сварочной ванны от вытекания удерживается нерасплавившейся частью кромок. Стыковые швы сваривают без скоса кромок или с V-, Х- и U-образным скосом.Стыковые швы без скоса кромок в зависимости от толщины сваривают с одной или двух сторон. При этом концом электрода совершают поперечные колебания (см. рис. 12) с амплитудой, определяемой требуемой шириной шва. Следует тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корня шва). Однопроходную сварку с V-образным скосом кромок обычно выполняют с поперечными колебаниями электрода на всю ширину разделки для ее заполнения так, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними. При сварке шва с V-образным скосом кромок за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3-4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла. Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками. В многопроходных швах последний валик для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой). Сварку швов с Х- или U-образным скосом кромок выполняют в общем так же, как и с V-образным скосом. Однако для уменьшения остаточных деформаций и напряжений, если это возможно, сварку ведут, накладывая каждый валик или слой попеременно с каждой стороны. Швы с Х- или U-образным скосом кромок по сравнению с V-образным имеют преимущества, так как в первом случае в 1,6-1,7 раза уменьшается объем наплавленного металла (повышается производительность сварки). Кроме того, уменьшаются угловые деформации, а возможный непровар корня шва образуется в нейтральном по отношению к изгибающему моменту сечении. Недостаток U-образного скоса кромок — повышенная трудоемкость его получения. Сварку стыковых швов можно выполнять различными способами. При сварке на весу наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Однако для предупреждения вытекания расплавленного металла из сварочной ванны необходимо плотное поджатие подкладок к свариваемым кромкам. Кроме того, остающиеся подкладки увеличивают расход металла и не всегда технологичны. При использовании медных подкладок возникают трудности точной установки кромок вдоль формирующей канавки. Если с обратной стороны возможен подход к корню шва и допустимо усиление обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва. В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами с последующим выполнением подварочного шва. Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом в лодочку обеспечивает наиболее благоприятные условия для провара корня шва и формирования его усиления. По существу этот прием напоминает сварку стыковых швов с V-образным скосом кромок, так как шов формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная сборка соединения под сварку с минимальным зазором в стыке для предупреждения вытекания в него расплавленного металла. При сварке наклонным электродом трудно обеспечить провар шва по нижней плоскости (ввиду натекания на нее расплавленного металла) и предупредить подрез на вертикальной плоскости (ввиду стекания расплавленного металла). Поэтому таким способом обычно сваривают швы с катетом до 6-8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без скоса кромок может образоваться непровар, который при нагружении шва послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходим односторонний скос, а при толщине 12 мм и более — двусторонний скос кромок. При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком. При сварке угловых швов применяют поперечные колебания электрода. Особенно важен правильный выбор их траектории при сварке наклонным электродом с целью предупреждения возникновения указанных выше дефектов. Техника сварки на горизонтальной и потолочной плоскостях Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным под действием сил тяжести вытеканием расплавленного металла из сварочной ванны или падением капель электродного металла мимо сварочной ванны. Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями. Расплавленный металл в сварочной ванне от вытекания удерживается в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до двух-трех диаметров электродов. Применяют пониженную на 10-20% силу тока и электроды уменьшенного диаметра (для вертикальных и горизонтальных швов не более 5 мм, для потолочных не более 4 мм). Сварку вертикальных швов можно выполнять на подъем или на спуск. При сварке на подъем нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. При этом способе облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает ’ с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако внешний вид шва — грубочешуйчатый. При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. Сварка горизонтальных стыковых швов более затруднена, чем вертикальных, из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении. Сварка швов в потолочном положении наиболее сложна и ее по возможности следует избегать. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Поэтому свойства металла шва несколько ниже, чем при сварке в других пространственных положениях. Техника сварки пробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов. В зависимости от протяженности шва, толщины и марки металла, жесткости конструкции и т. д. применяют различные приемы последовательности сварки швов и заполнения разделки. Сварку напроход обычно применяют при сварке коротких швов (до 500 мм). Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым методом. При последнем способе весь шов разбивают на участки по 150-200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. Сварку швов в ответственных конструкциях большой толщины выполняют блоками, каскадом или горкой, что позволяет влиять на структуру металла шва и сварного соединения и его механические свойства. Техника сварки кольцевых стыков труб Сварка кольцевых стыков трубопроводов имеет некоторые специфические особенности. Обычно сваркой выполняют швы на трубах диаметром от десятков миллиметров до 1440 мм при толщине стенки до 16 мм и более. При толщине стенки труб из низкоуглеродистых и низколегированных сталей до 8-12 мм сварку можно выполнять в один слой. Однако многослойные швы имеют повышенные механические свойства, определяемые положительным влиянием термического цикла последующего шва на металл предыдущего шва, поэтому сварку труб преимущественно выполняют в два слоя и более. Рекомендуемое число слоев шва зависит от толщины стенки. Стыки труб можно сваривать в поворотном, когда трубу можно вращать, или в неповоротном положении. Сварку швов первого типа выполняют обычно в нижнем положении без особых трудностей, хотя сложно проварить корень шва, так как его формирование ведется чаще всего на весу. Сварка неповоротного стыка требует высокой квалификации сварщика, так как весь шов выполняют в различных пространственных положениях. Можно сваривать двумя способами: каждое полукольцо сверху вниз или снизу вверх. Первый способ возможен при использовании электродов диаметром 4 мм, дающих мало шлака (с органическим покрытием), короткой дугой с опиранием образующегося на конце электрода козырька на кромки без поперечных колебаний электрода или с небольшими его колебаниями. При сварке снизу вверх процесс ведут со значительно меньшей скоростью с поперечными колебаниями электрода диаметром 3-5 мм.
2 балла
-
Комментарии из соц.сетей.Новости дняНезабываемые высказывания..Предположения.
2 балла
-
@dentws, http://arcanumclub.ru/smiles/smile6.gif Не плохо, но можно было и лучше.2 балла
-
Общие положения и нормативные материалы по технике безопасности при сварке плавлением В ГОСТ 12.0.002-74 даны следующие определения: "Техника безопасности - это система организационных и технических мероприятий и средств, предотвращающих воздействие на работающих опасных производственных факторов" и "Охрана труда - это система законодательных актов и соответствующих им социально-экономических, технических и гигиенических и организационных мероприятий, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда". Рассмотренные методы сварки требуют соблюдения определенного комплекса правил техники безопасности и охраны труда, которые должны находить отражение в технологических картах и строго соблюдаться при выполнении сварочных работ. Для всех указанных методов сварки плавлением в той или иной степени существует возможность опасных воздействий на сварщика в связи со следующими факторами: поражение электрическим током при прикосновении человека к токоведущим частям электрической цепи;поражение лучами электрической дуги глаз и открытой поверхности кожи;ожоги от капель металла и шлака при сварке;отравление вредными газами, выделяющимися при сварке и при загрязнении помещений пылью и испарениями различных веществ;взрывы из-за неправильного обращения с баллонами сжатого газа либо из-за производства сварки в емкостях из-под горючих веществ, либо выполнения сварки вблизи легковоспламеняющихся и взрывоопасных веществ;пожары от расплавленного металла и шлака в процессе сварки;травмы различного рода механического характера при подготовке тяжелых изделий к сварке и в процессе сварки.Как показывают статистические данные, 80% травм сварщиков связано с транспортными операциями тяжелых металлических изделий. Предотвращение опасности поражения электрическим током. При сварке плавлением используют источники тока с напряжением холостого хода UKX = 45 - 80 В при постоянном токе Uхх = 55 - 75 В при переменном токе, Uxx = 180 - 200 В при плазменной резке. Поэтому источники питания должны иметь автоматические устройства, отключающие их в течение не более 0,5 с при обрыве дуги. Учитывая непостоянную величину электрического сопротивления человеческого тела (так, при сухой коже, например, сопротивление составляет 8000-20 000 Ом, а при влажных руках, повреждениях кожи сопротивление снижается до 400-1000 Ом), безопасным считают напряжение не выше 12 В (переносное освещение). Если сварщик работает в тесном помещении, может иметь большую площадь контакта с металлической поверхностью, с целью уменьшения опасности поражения электрическим током необходимо соблюдение следующих мероприятий: Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского (почти полное) поглощение вредных излучении, связанных с горением дуги. Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов (лазеров) так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, но при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69). Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены. При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы. Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 град. С. при которой одежда из любой ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги. Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой. Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке. Высокая температура дуги (6000- 8000° С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов. Наряду с пылью при дуговой сварке также образуются и выделяются газообразные продукты - окислы азота, окись углерода; при сварке электродом с покрытием "Б" и под флюсами - фтористые соединения; излучения в связи с использованием ускоряющего напряжения 20-22 кВ и выше. Наряду с соблюдением указанных в п. 1-5 требований, с целью предотвращения поражения электрическим током, запрещается притрагиваться к клеммам и зажимным болтам цепи высокого напряжения; снимать крышки клеммников электродвигателей подающего и ходового механизмов автоматов и полуавтоматов; открывать дверцы аппаратного ящика и трансформаторов и регулировать их и т. п. Предотвращение опасности поражения лучами электрической дуги. Сварочная дуга является источником световых лучей, яркость которых может вызвать ожог незащищенных глаз при облучении их в течение всего 10-15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи, подобные ожогам при прямом действии ярких солнечные лучей, инфракрасное может вызвать помутнение хрусталика глаза. Воздействие излучения дуги вредно не только для сварщиков но и для подручных рабочих-сборщиков. Для предотвращения опасного поражения глаз обязательно применение защитных стекол - наиболее темных для сварщиков и более светлых для рабочих. В зоне дыхания сварщиков концентрация этих газов может достигать (мг/л): N2O5 0,009-0,018; SiF4, HF до 0,004 каждого, СО до 0,46. При сварке цветных металлов и их сплавов в зоне дыхания сварщика могут наблюдаться такие вредные газообразные соединения как например, ZnO, SnO2, MnO2, SiO2 и т. д. Наиболее опасны для здоровья сварщиков аэрозоли марганца, так как отравление марганцем может вызвать длительное и стойкое поражение центральной нервной системы вплоть до параличей. Острые отравления парами цинка и свинца могут вызвать литейную лихорадку, а отравление хромовым ангидридом - бронхиальную астму. Длительное отложение пыли в легких может вызвать пневмоконикозы. Все указанные поражения могут возникнуть, если сварку выполняют с грубым нарушением правил техники безопасности и охраны труда, касающихся обеспечения общей и местной вентиляции, применения индивидуальных средств защиты (масок, респираторов), особенно при сварке цветных металлов и их сплавов, а также при сварке в тесных, замкнутых отсеках при недостаточной вентиляции и т. п. Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа вертикальной или наклонной панели равномерного всасывания стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов. При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона. При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2-3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика. Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом. Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны. Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться. Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода. Основные причины травматизма при сборке и сварке: отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств; неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п., отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств. Меры безопасности в этом случае: все указанные средства и инструменты следует периодически проверять; такелажные работы должны производить лица, прошедшие специальный инструктаж; от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.2 балла
-
@крышняк, готово. Немного по другому сделал - самые используемые кнопки наверх перенес. Пишите, если еще поправить надо. @ММАстер, все проверил, ошибок не нашел. Можете прислать скриншот, где у вас не отображаются + и -?2 балла
-
Для УОНИИ не нужно много току. Это для рутиловых электродов чем выше ток, тем лучше, а на основных типах покрытия электродов форсированные режимы отрицательно сказываются на качестве шва. Для УОНИИ 13/55 диаметром 3мм, где-то такие режимы: нижнее 80-100А, вертикальное 60-80А, потолочное 70-90А. Еще разные производители, так на Лосиноостровские электроды ток пониже делаю, ну и аппарат тоже разные значения тока выдает.2 балла
-
Серго, Вам нужно два документа : РД 03-495 и ПБ 03-273. Ну и насчет самостоятельности - аттестацию, насколько помню, проводит АЦ, а вы можете только подготовиться к ней. Да, Георгий 11 правильно советует обратиться в ближайший АЦ.2 балла
-
@Сусанин, Вот видно (качество не очень), поднимал амортизатор что бы низ кронштейна проварить.
2 балла
-
1-зачищать . 2-старт у вас изначально неправильный. не изучив азов,вы хотите варить потолочные швы. купите баллон с кислотой и научитесь правильно прихватывать и варить на чистом метале- в нижнем положении,потом вертикал и потолок. и только уже имея хоть какое-то понятие что и как делать, начинайте эксперименты с порошковой проволокой. для начала-тут почитайте http://websvarka.ru/talk/index.php?showtopic=2987&page=12 балла
-
На почту пришло уведомление с вышеуказанным заголовком. Удалил от греха подальше.1 балл
-
Э... дарагой... Хочиш крэпко или с минимальными деформациями? От середины к краям в разбег.1 балл
-
Добрый день. Что вы имеете в виду под заломом? Обломанный в резьбе болт?1 балл
-
Роторные топливные электробензонасосы в системах БВО не живут долго по той причине, что у них так называемый "мокрый" электродвигатель. То есть,омываемый перекачиваемой жидкостью с целью охлаждения электромоторчика. Вдобавок, они-щёточные. Пока жидкость-диэлектрическая (углеводородное топливо) и обладающая хоть небольшой, но смазывающей способностью-то всё работает. Вода-слабый электролит и не обладает смазывающими свойствами. Оттого износ электродвигателя носит фатальный характер. Ведь достаточно пару раз накормить насос бензином с водичкой-и всё, он-не жилец. Антифриз обладает смазывающими свойствами, но он, в силу присутствия целого букета соляных присадок-ещё больший электролит, чем вода. Поэтому для топливного насоса на антифризе хана столь же неизбежна, как и на воде. Никакого волшебства, всё-голимые физика с химией... Можно. Я, как бывший автомеханик, подтверждаю:человек сильней железа. Пластмассы-тем более...1 балл
-
7Юрий Если будет низкое напряжение или большое падение на подводящих проводах,то ни один дешовый инвертор их не будет поддерживать. Вам правильно подсказали,либо дополнительный дроссель,либо более качественный аппарат и сеть.1 балл
-
Чтобы электрод не прилипал варите углом назад, тогда шлак на уже сваренное ложится. Обычный расчёт реального св. тока 30-40 ампер на 1 мм электрода. Посмотрите фото в Галерее Св. Швов. Там в крайнем есть фото швов после уонии 13/55р d=3.0 mm. http://websvarka.ru/talk/index.php?showtopic=4810&page=6#1 балл
-
Не знаю в тему или нет... модераторов прошу строго не судить. Дело было прошлым летом, попросили меня своять тренажер для виндсерфинга, проведя пару часов в интернете и примерно изучив концепцию сего устройства, из подручных средств и такой-то матери исполнил. За творческий беспорядок на рабочем месте опускаю гриву и немного краснею, муза так сказать посетила, времени было в обрез... боялся творческий порыв не спугнуть...
1 балл
-
@peresvet,Откуда все эти дебильные видео находят,да ещё сюда приносят?Как попробуешь на180а,так отпишись.1 балл
-
http://www.youtube.com/watch?v=-ZRaVrXIL5Q&feature=youtu.be И Женькины каракули)))
1 балл
-
Вот ведь какая ситуевина прорисовывается после общения с отделами снабжения производств и перепродавцов: На словах все за российское производство, НО как же тяжело сделать так, чтобы слова трансформировались в дело.1 балл
-
А как бы Ваш глаз обрадовался, если бы увидел длинннннные стеллажи заполненные канистрами. Спасибо за поддержку российского производителя. И действительно нужно останавливать поток нашей с вами мысли в этом направлении. Ибо на флуд становится похоже.1 балл
-
Это вместо того, чтоб сказать: " Да действительно не заметил. Спасибо посмотрел"? Уважаемый АВН, а зачем вы в ответе нам отвечаете и другому форумчанину? Путаница получается какая-то из-за этого1 балл
-
У нас есть отработанный состав с нужными свойствами и в нём менять ничего не надо, ни добавлять ни убавлять. Всё остальное - это другие составы уже будут. И вот их можно сравнивать по свойствам с нашим: "лучше-хуже".1 балл
-
паспорт безопасности.pdf1 балл
-
И пользы для. Ведь раз в теме этой такие подкованные форумчане, то с ними должен общаться специалист-химик.1 балл
-
Заточка против движения круга? У вас мозги есть? Если о себе ни капли не беспокоитесь, то подумайте хоть чуть о других, перед тем как давать такие советы. Убирайте нафик свою фотографию вместе с сопутствующим текстом. Иначе катаю телегу администрации о том что Вы пропогандируете грубые нарушения ТБ.1 балл