Лидеры




Популярный контент
Показан контент с высокой репутацией 09.09.2014 во всех областях
-
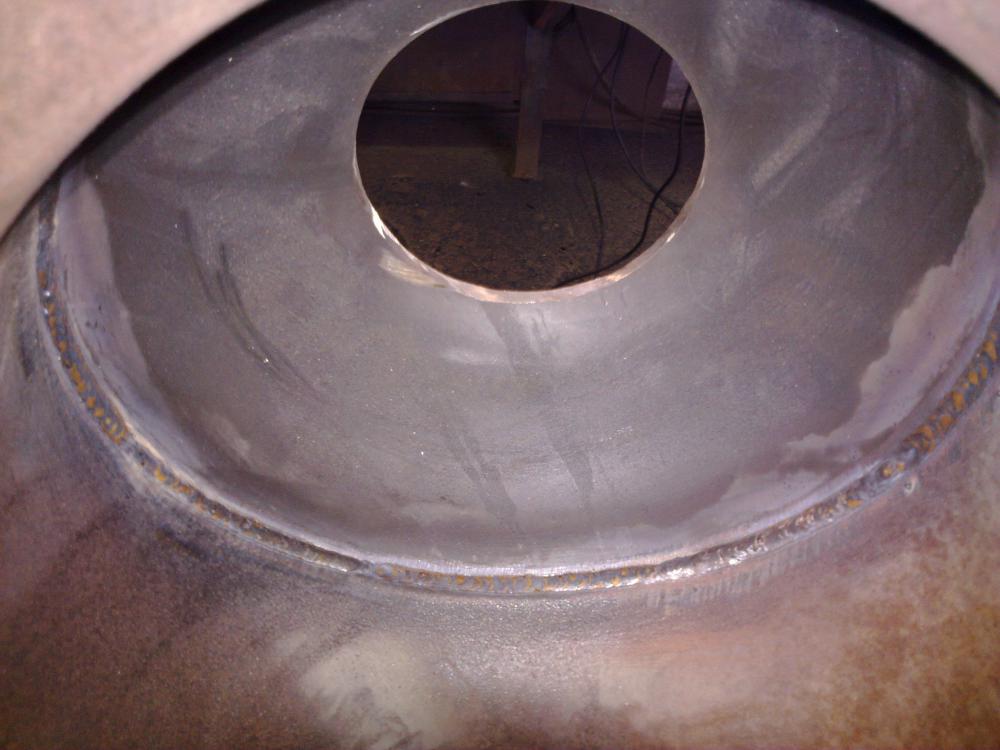
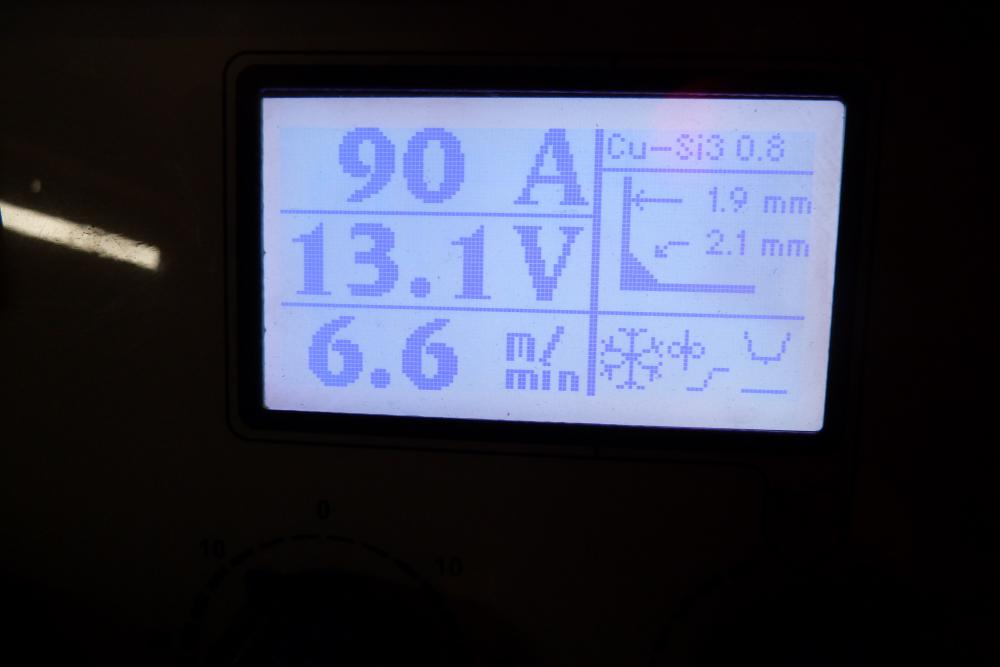
До шедевров @Alexzzzz, конечно,далековато , но начало положено. Всё выполнено ПА . Корень варил "на спуск" , облицовку - " на подЪём". Труба 219 мм.Проволока 1мм. Режимы сварки для (корень / облицовка )
 14 баллов
14 баллов -
- Почему, ... ..... ...... мать, эта .... .... .... машина - еще в рем. зоне?????? - Не установлен патрубок! - А какого ... .... .... ... он не установлен???? - Хомута оригинального нэма! - Тогда почему этот ..... .... ..... ....... аргонщик посреди цеха сидит, с наглой рожей, перед ноутбуком?????????????? - Сделаем, узбагойся....
9 баллов
-
Двадцатка к сороковке вертикально. Не часто варю многопроходные швы, учусь.
7 баллов
-
Чугунный блок Вольво. РАДС, цинком ZnAl4. Вот так вот ребята, немцы со своим Колд-арком даже и не знают, что такое возможно В конце проверка пенетрантом - все прекрасно. Ни кто кроме нас еще такое не пробовал?
6 баллов
-
Здравствуйте, коллеги. Как говорится - " Не можешь победить? Возглавь!" Повторюсь, читаю тему очень внимательно, по одной простой причине. Частенько таскают на пайку и то, и то - медные и железные (стальные?) трубки, наконечники и прочее. С железом - попроще, с медью - спалив по-первости несколько трубочек, научился "чувствовать" медь, так что и с ней что-то получается. А вот именно такое, биметаллическое, соединение еще выполнять не доводилось. А может, просто не помню. Ладно, суть в другом. Не справившись с распирающим меня любопытством и не поленившись, сегодня у медника выклянчил кусок трубки, а у топливщиков - наконечник и "сбацал" вот такое соединение, дабы оживить тему иллюстрациями. Понятия не имею, как бы такой узел функционировал в реальных условиях, мне просто интересно было попробовать. Если кто - нибудь покажет, как данную задачу получается решить с применением полуавтомата - было бы совсем хорошо, да и к названию темы относилось бы больше. Нет, мне явно неймется сегодня...
5 баллов
-
4 балла
-
Нерж 1,5мм, Pulse, крышка горловины д16.
4 балла
-
3 балла
-
Если по теме то медь+сталь=пайка, правда п/автоматическая. Может топик-стартер не осознаёт всей сложности сварка-пайки п/автоматом, тем более медных трубок со сталью.3 балла
-
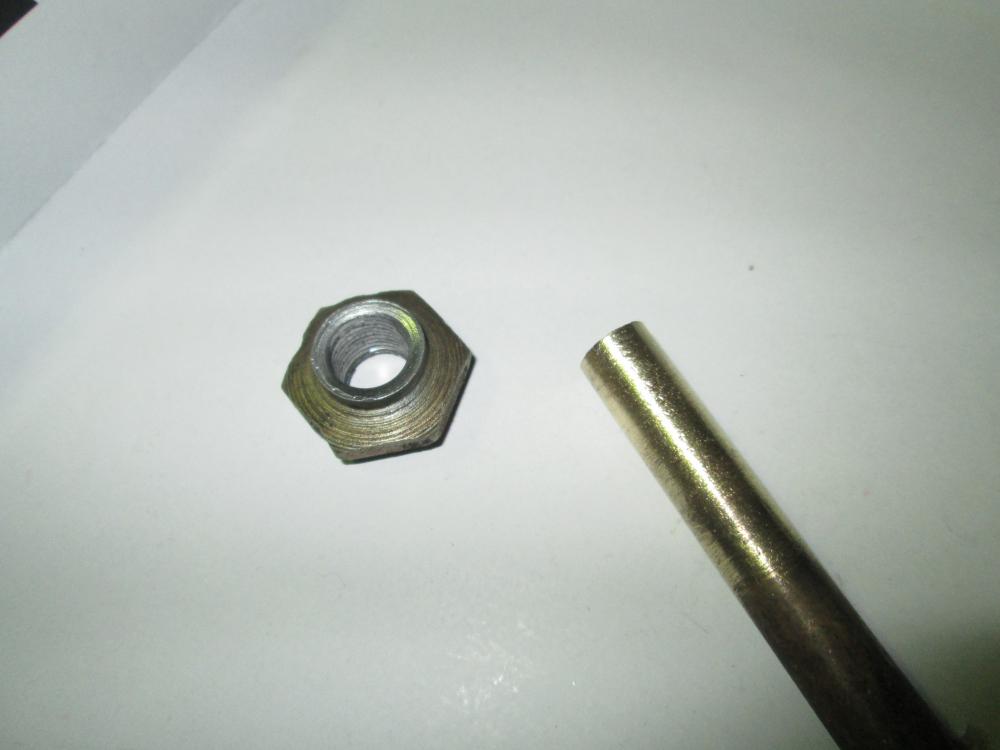
Фото не было, пришлось спаять на скорую руку. Латунная трубка от горелки и стальная гайка от корзины сцепления, пайка ПСР 30. после очистки флюса. Сколько не пытался это варить, самое лучшее соединение, это пайка.
3 балла
-
Нормуль. не догрето правда во время пайки. И еще, когда деталь нагреваете и до красного уже обе нагрели, нагретую трубку в буру ткните, а потом догревайте обе детали до светлокрасного и паяйте (подавайте пруток). И стык будет ровный блестящий и однородный, "с проваркой корня и обратным валиком". Примерно вот так. Других фоток не нашел в коллекции, но не суть важно сталь + медь или медь + медь. причем трубка до черного не перегрета.
3 балла
-
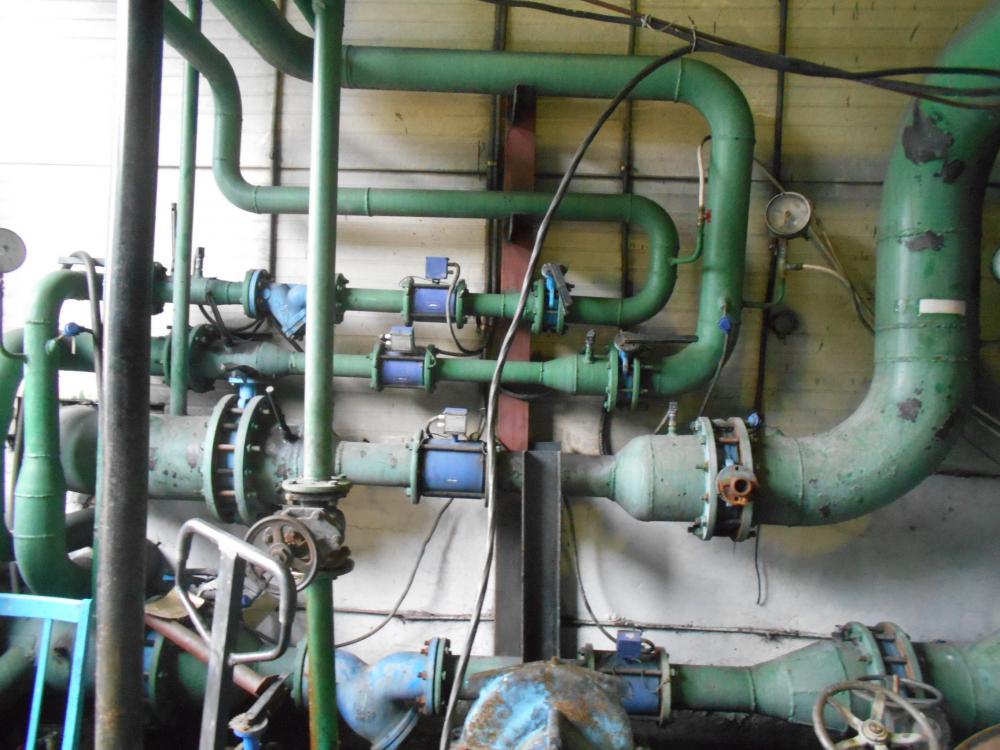
Предстоит нашей конторе пережить очередной приступ героизма. Только 21-го августа зашли на котельную. Поменять котлы и насосы, теплообменники и дымососы. Всего-то ничего. Да, только такие работы надо начинать с конца мая... Промумукали заказчики сезон... Но, самый перец-не в этом. В конструктиве самой котельной. Прогулялся с фотиком. Вид на котлы с площадки углеподачи: Расстояние между рымами теплообменной части и площадкой углеподачи такое, что "пауком" не зацепишь... Только самодельной траверсой. Теплообменную часть надо приподнять над топкой и повернуть на 90 град., иначе не пройдёт между угольными бункерами и экономайзерами. А как поднимать, если подкрановой балки-нету, как таковой. Вообще не за что цепляться... Придётся монтировать временную балку и тягать ручными талями, катить ручными же каретками... Но, самое интересное-куда катить-то? Перед выходом-трассы тепло-и водоснабжения посёлка. Придётся делать ещё и перетрассировку... В насосной-тоже теснота и беспорядок. На правила установки приборов учёта расхода воды-попросту забили... Да, я понимаю, когда надо вписать оборудование в существующее здание, то подобные ляпы проектирования можно предвидеть. И, даже, допустить. Но,тут котельную строили с нуля. Вокруг-поле непаханное брошенной земли! Газоходы имеют весьма причудливые формы... Ау, газовая динамика, ты где???!!! И это-проект двадцать первого века!!! При том, рядом- заброшенная котельная начала 70-х гг прошлого века. В ней-до сих пор стоит кран-балка с электротельфером! Ох, в рот-компот, я не матерюся... У меня имеется стойкое желание растопить котлы после ремонта, используя для растопки содержимое того проектного бюро. Целиком, от бумажки до руководства, вместе с его дорогой мебелью...
3 балла
-
2 балла
-
Потому сразу и говорю - Ваше техрешение в данном случае ошибочно. И по трудоемкости процесса и по количеству брака на выходе. А если вы подобное никогда сами не пробовали изготавливать и техпроцесс не отрабатывали, то зачем спорить и доказывать. По вашим сообщениям сразу понятно - теоретик. Теоретически, то что вы предлагаете конечно возможно сделать... Но вот на практике реализовать ваш вариант соединения, это огромная заморочка. Это я вам, как человек который занимается подбором технологических решений говорю.2 балла
-
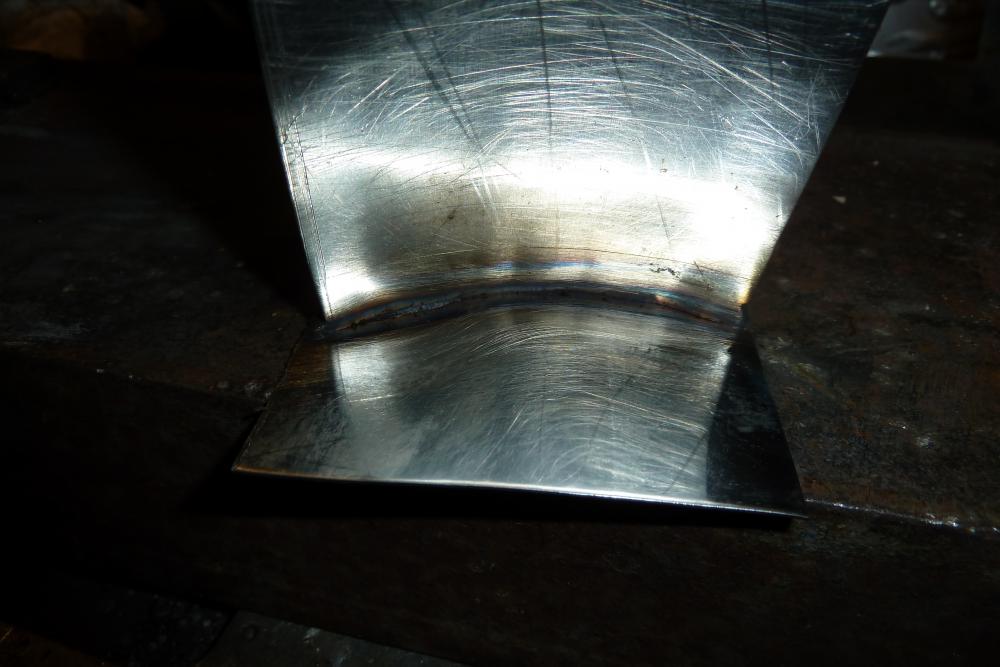
Можно и в полуавтоматическом, правда у меня есть фото только CuSi3 и нерж. 0,6мм (проба CuSi3) , но материал можно поменять.
2 балла
-
Господа и товарищи. Пайщик я невеликий, мне например в данном случае нравится рАДС+CuSi3. Однако, эта тема о полуавтоматическом процессе.2 балла
-
Какая показательная история с одной пачкой электродов произошла. В соседнем городишке в хоз/маге касаемо электродов - каждой твари по паре. В основном то что "хорошо берут", в почёте конечно же Эм Пэ Три синие . И китайские рутиловые аналог УОНИИ/МР-3.))) Два месяца назад затесалась в эту "знать" пачка каких то LB-52U диаметром 2.6... 700р. пачка. Не поверив глазам попросил продать на пробу 10штук. Приехав домой сунул в тубус к УОНЬКАМ, на первом же калыме сделал вывод-" Шарик, ты балбес.. хватать надо было. Всю." Каково было удивление и радость увидеть ту же пачку медленно раскуриваемую поштучно местными сварными аж два месяца!!. Забрал сразу. Остаток 1.5 Кг. отдали за 220р. Вывод: Это что с людьми на белом свете творится, если шир.потреб. хватают как пирожки пачками а люксовые электроды лежат забвенны в публичном одиночестве? Вот'с: Товарищам из KOBE STEEL,LTD. аплодирую стоя.
2 балла
-
А другого и не надо! Вот так выглядит пайка TIG-м... Сам процесс аналогичный, что и при пайке газом.
2 балла
-
Вот моя качелька. Просьба заказчика, чтоб цепочки были съёмные. В дело пошл хомуты для зажима троса Ф10мм. Токаря под рукой нет, зато есть друг-автослесарь. В его хозяйстве надыбал четыре бэушных опорных ролика для ремня. Плюсом полоса 25Х4 и болтики на 10 и 8. Вот и получился бюджетный подшипниковый узел.
2 балла
-
У нас сейчас в тренде - лодки! На этой неделе аж 5 штук привезли. На одной выправляли нос, на другой поднимали транец. Титановый теплообменник.
2 балла
-
Ремонт дуг с байка.
2 балла
-
http://www.youtube.com/watch?v=TVI7A7YOho4 http://www.youtube.com/watch?v=ZabQ_hNgLEw1 балл
-
Андрей варит новым Сварогом. Подключил два аппарата к одному блоку охлаждения, последовательно - вполне хватает. На фото наш заслуженный и безотказный ветеран EWM Тритон 220 и новобранец - трехфазный Сварог. Писать про Сварога отзыв, интересно кому? И куда писать?
1 балл
-
смысл "задувки аргона" на Ал сплавах пожалуйста проясните. вот как раз специалисты Криогенмаша стараются, как можно режевмешиваться в сварные швы пневмо,электроинструментами (без крайней на то необходимости- кончился защитный газ и др. форсмажорные обстоятельства). P.s на той "катушке" без "задува",без зазора - "сила тока +характер".А в жизни монтажные стыки свариваются на подкладном кольце из нержавеющей стали с формирующей канавкой (но к этой теме это не относится). был.да весь вырос....1 балл
-
@Djey40, тут не всё так просто. Сейчас нет возможности, но позже я Вам покажу устройство штатной маски в фотографиях. Там не просто колпак "ку-кунс-клан", а достаточно сложная выкройка. К тому же подъёмный экран имеет несколько положений, а не просто щёлк-щёлк: "Открыто-закрыто". И у носа есть шторка-накладка, чтобы не потело. Из-за мягкой кожи стоит конечно прилично, но я был огорчён узнав, что стекло не хамелеон. Как-то всегда хочется большего за меньшие деньги... p.s. Не пользовался с застёжкой-молнией, но предполагаю, что не самый хороший вариант - надевать/снимать сложно, а ситуации разные бывают.1 балл
-
1 балл
-
@Инвертика,вопрос по бандане может возникнуть только по износостойкости,если с этим проблем не будет,то изделие вполне комфортное,мне правда не с чем сравнивать,все время в шапочках работал,намного легче голове,если с ней сравнивать,в общем пока доволен.1 балл
-
У плазморезов ZIP 3 на длительных резах выгорали балластники нихромовые. После замены на советские продолжали нормально работать. Это мой единственный пока опыт ремонта данной марки. А так весьма неплохо показали себя по газу. Очень чистый и качественный.1 балл
-
@Рудольф Шнапс, Вот здесь хорошо показана эта техника шва http://websvarka.ru/talk/index.php?showtopic=432&p=25917 V техника и треугольник, сам варю треугольником.1 балл
-
1 балл
-
Не знаю, у самого первый.1 балл
-
@Universal welder, @metalist, я их делаю потому, что мне их заказывают. Маленькие в тачке - расширительные, большой бак в стену, остальные вместо батарей под окна.1 балл
-
Собрал за три дня и опрессовал:
1 балл
-
Дожили, уже и сварки заговорили. ))1 балл
-
Цинковая ручка с Ауди... Такие тонкие цинковые вещи получается варить только у начальника
1 балл
-
Чинил упавшие когда то накомарники. Их слабое место - пластиковый угловой элемент меж металлических профилей. Думал на что скрепить, и вот что надумал. Обычный уголок из хозмага. И вид не портит и не мешает поставить на место. Да и скорость ремонта высокая)
1 балл
-
Стол шлифовальный.Основание труба 40х25х2мм.Крышки стола S-8мм. Подгонка заняла 90% времени.
1 балл
-
Не определилась толком, куда выложить, кот явно нецензурно выражается. )) http://www.youtube.com/watch?v=hYJKXVdfgc01 балл
-
И наконец закончили , отдали клиенту .
1 балл
-
Не совсем перлы от сварщиков, но кто подавал в таком виде заявку в отдел снабжения, не знаю. Во, что не так давно пришло ко мне на рабочую почту.1 балл
-
Подъемник для мотоциклов.
1 балл
-
Интересную работенку подкинули...
1 балл
-
Горн закончен. Гаражный шарир почти до бела за 10-12 минут, подача прпана 2кг. расход пока неизвестен.
1 балл
-
Починил.
1 балл
-
Горн почти готов, сохнет, горелка старая.
1 балл
-
Ну пока вот так .
1 балл
-
Простите великодушно, а на что тогда куча литературы, видеоматериалов и Вебсварка, наконец... Многие тут "университетов не кончали", но являются высококлассными профи. Сами обучаются, несмотря и вопреки. Лишь немногим повезло и они оказались в отличном учебном центре с со своей отличной материально-технической базой и штатом высококлассных преподавателей. Большая стройка-большой дурдом. Это-факт. Руководство, в абсолютном большинстве случаев, пытается выжать максимум выгоды при минимуме вложений. Оттого на стройке слишком много людей, скажем прямо, лишних и чуждых строительству, как таковому. Неоднократно упоминал уже о том, что за/против работодателя работники должны голосовать ногами. И, прежде чем лезть в омут с головой, устраиваясь сразу и официально, неплохо прозондировать обстановку, разузнать, что и как в выбранной для работы конторе. Пообщаться с работягами и, по возможности, с заказчиками и контролёрами, кураторами. Руководители, как правило, всегда рисуют золотые горы наёмным работникам. В сказке как бывает? Поцеловал лягушку-обернулась принцессой. А в жизни-... Ну, сами понимаете...1 балл
-
Наверное многим и такое приходилось слышать. - Я тоже сварщик, и корочки у меня есть, только вертикал варить не умею...1 балл
-
Вот перл - всем перлам перл!1 балл
-
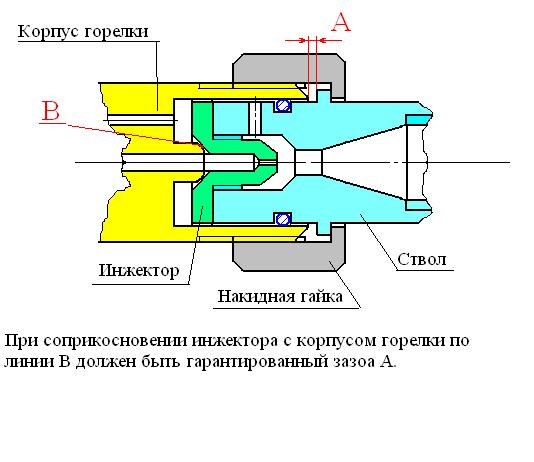
А как же! Комикс он и есть комикс... Особенно впечатляет п.5. Это как проверить без рентгена? да и он не поможет. И что значит "устранить"? Как, кто устранять будет? Сварщик напильником? Понятно, комикс предложен из-за п.2 - "вывернуть инжектор на 1/2 оборота" Вопрос - зачем? И почему именно на 1/2, а не 1 или 2? Я много занимался газопламенной аппаратурой и мне понятно, что плечики ствола уперлись в корпус, а инжектор не вошел в контакт с седлом. Но это БРАК горелки и эксплуатировать ее нельзя! Предположим, сварщик поверил комиксу и выкрутил слегка инжектор. Есть подсос! Где гарантия, что через некоторое время инжектор не сделает произвольно эти 1/2 (можно и меньше) в другую сторону? Обратный удар, травма, расследование. Кто ответит - автор этого вот комикса? . Горелки и резаки имеют инструкцию по применению и ни в одной (по крайней мере из известных мне) нет и намека на "регулировку" инжектора путем выкручивания или закручивания. Автор комикса занялся вольным сочинительством, что недопустимо. Мы имеем дело с взрывоопасными газовыми смесями и руководствоваться надо паспортом на аппаратуру и официальными нормативными документами Г2.djvu
1 балл