Активность
- Последний час
-
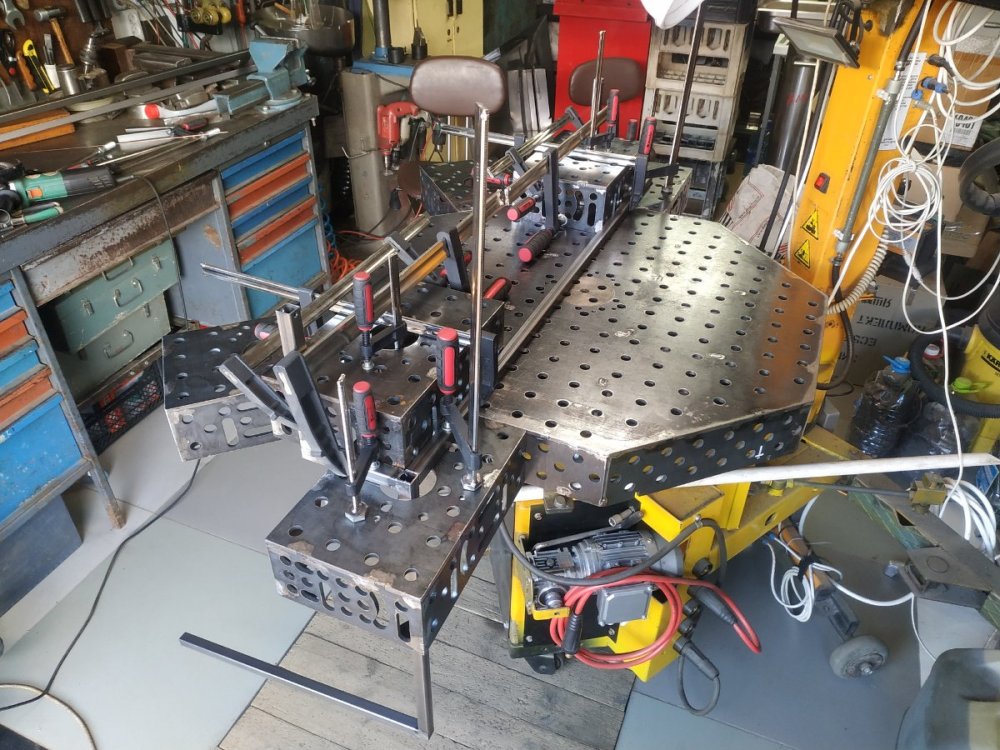
Пока столостроители молчат буду на разогреве. Идеальная, в плане предельных отклонений по перпендикулярности, параллельности, плоскостности и сварочным деформациям, сварная конструкция получается.

- Сегодня
-
P. S. уони никогда не сушил, использовал как есть. Если бы не трудно доступные места, по мне так самые вменяемые электроды, по черному.
-
Уони при этих же настройках, в принципе, по силам было без отрыва пройти до конца электрода, рука только не может так вращаться, приходится останавливаться и перехватывать. Но вот эти е-46 ванна становится не прилично длинной и в оконцове валится. либо с отрывом, но тоды валик высокий и корявый. Вот чего задумался, раньше как то не обращал внимания, это руки мои или электроды. Практики, понятно, лучше побольше, но, но что есть.
-
так вот именно это и не получается, валик либо большой и корявый, либо провал. С уони валик ровнее, красивее намного, но поджиг тяжкий. стараюсь, но иной раз не получается, сверху вроде хорошо, на ощупь тоже, верх провалил, перевернул или поднял, а там оооо.. щщщелль.
-
Сомневаюсь, что на смартфон что-то путёвое получится отснять. Хотя говорят, что снимают с помощью каких-то прог. Нужен специальный ND фильтр. ND-фильтр (Neutral Density filter) — это оптический фильтр, который равномерно снижает интенсивность света, попадающего в объектив камеры. Он не влияет на цветовой баланс и контраст изображения, а просто делает его темнее Ну и необходим очень мощный источник света. И, естественно, постобработка в редакторе.
-
Попробую оживить подзаглохшую тему, как думаете, реально ли снять хорошо сварку на смартфон или все же обязательно покупать хорошую видеокамеру/зеркалку дабы снять сварочный процесс? Я в фото и видеосъёмке совсем не шарю и такой техники у меня никогда не было, да и не интересовался никогда этой сферой. Пробовал не раз прикладывать смартфон к хамелеону или обычному светофильтру 9дин, получается фигня. Хочется показать технологам и руководству трудности, с которыми сталкиваюсь при сварке некоторых деталей, т.к на словах меня не понимают совсем, показать посторонние включения в литье, структуру металла и.т.п. Готов даже вложиться в это дело и экспериментировать, если будет не очень дорого, результаты какие-то буду сюда выкладывать, если кому-то будет интересно. Вряд-ли мне это окупиться конечно, т.к интереса делать контент в коммерческих целях у меня больше нету, но чисто для себя было бы интересно поснимать качественно сварку, все же есть что-то в этом завораживающее.
-
@vistek как по мне надо больше практики и получше подгонку. В таких делах рутиловыми электродами с отрывом все же поудобнее будет. Там как раз степень проваливания длительностью сварки "точки" регулировать получится. Хотя мне самому электроды с основным покрытием побольше нравятся. Когда аппарат тянет их на малом токе, тогда гораздо приятнее ими работать на небольших толщинах, чем рутиловыми, ибо металл там не такой жидкий (отсюда и лучший контроль при сварке). Где можно без отрыва сварить, то беру УОНИ. Но я с РДС мало работаю, так что на истину и не претендую. На каждый день для "шабаш-монтаж" работ, электроды с основным покрытие наверное использовал бы только там, где это оправданно и повышал бы навыки сварки рутиловыми с отрывом, чтобы внешний вид не так сильно зависел от расположения шва.
- Вчера
-
На фото где валик выше и корявее это электроды E-46 Альфа глобал, где по аккуратнее - электроды Эсаб уони 13/55. Настройки аппарат для обоих электродов одинаковые. Стык не идеальный, с зазорами по ширине и перепадами по высоте, с разными видами стык и угол с зазором до 3мм и без зазора. Уони ванна лучше контролируется, но сваривать сложнее особливо труднодоступных местах, липнет сильно. Э-46 хорошо зажигается, но варить на грани прожёга не получается(настройки пробовал менять), смотришь что ванна начнёт проседать, ан нет, всё норм, затем резко, даже глазом не успеваешь моргнуть, ванна упала и дыра размером 9 на 16 мм. Это руки кривые или Э-46 так и будут варить?







-
Так есть какие успехи в ремонте данного аппарата ?
-
 Если не наполнять текст причудливыми формами, то придется наполнять его информацией и мыслями, это сложно.
Если не наполнять текст причудливыми формами, то придется наполнять его информацией и мыслями, это сложно. -
 Постарайтесь,уж будьте добры,писать без этой залихватско -ухарской манеры ,как-то:чугуниевый,анжинир,хз и т.д. Это не просьба,а предупреждение...как пишется,так и читается.
Постарайтесь,уж будьте добры,писать без этой залихватско -ухарской манеры ,как-то:чугуниевый,анжинир,хз и т.д. Это не просьба,а предупреждение...как пишется,так и читается. -
 Попробовал посваривать панчем в п/а, не зашло, хоть и заявленный диаметр см 1,0мм, а по факту чуть больше, в новом наконечнике проволока подклинивала и на выходе изгибалась. Поставил чуть разношеный (проточенный проволокой) старый наконечник, стало получше, но не сильно, заказал наконечник под 1,2 как приедет, попробую с ним. Над намоткой материала определенно стоит поработать, чтобы была плотнее и ровнее, 2-ух роликовому механизму трудно ее протолкнуть из-за общей неровности, пришлось перетянуть усилие прижима ролика и задрать скорость для получения хоть какого-то подобия стабильности подачи, и то прям стабильности не удалось достичь, в какой-то момент проволока вообще заклинила, протерлась роликом и собралась в бороду. Осмелюсь предположить, что 4-ех роликовому механизму будет пофиг. Но такого аппарата на работе у сожалению нету В целом, если будет наконечник диаметром больше, чем заявленный у проволоки и хороший 4-ех роликовый промышленный механизм протяжки в аппарате - очевидно преимущество в виде скорости по сравнению с тиг.
Попробовал посваривать панчем в п/а, не зашло, хоть и заявленный диаметр см 1,0мм, а по факту чуть больше, в новом наконечнике проволока подклинивала и на выходе изгибалась. Поставил чуть разношеный (проточенный проволокой) старый наконечник, стало получше, но не сильно, заказал наконечник под 1,2 как приедет, попробую с ним. Над намоткой материала определенно стоит поработать, чтобы была плотнее и ровнее, 2-ух роликовому механизму трудно ее протолкнуть из-за общей неровности, пришлось перетянуть усилие прижима ролика и задрать скорость для получения хоть какого-то подобия стабильности подачи, и то прям стабильности не удалось достичь, в какой-то момент проволока вообще заклинила, протерлась роликом и собралась в бороду. Осмелюсь предположить, что 4-ех роликовому механизму будет пофиг. Но такого аппарата на работе у сожалению нету В целом, если будет наконечник диаметром больше, чем заявленный у проволоки и хороший 4-ех роликовый промышленный механизм протяжки в аппарате - очевидно преимущество в виде скорости по сравнению с тиг. - Последняя неделя
-
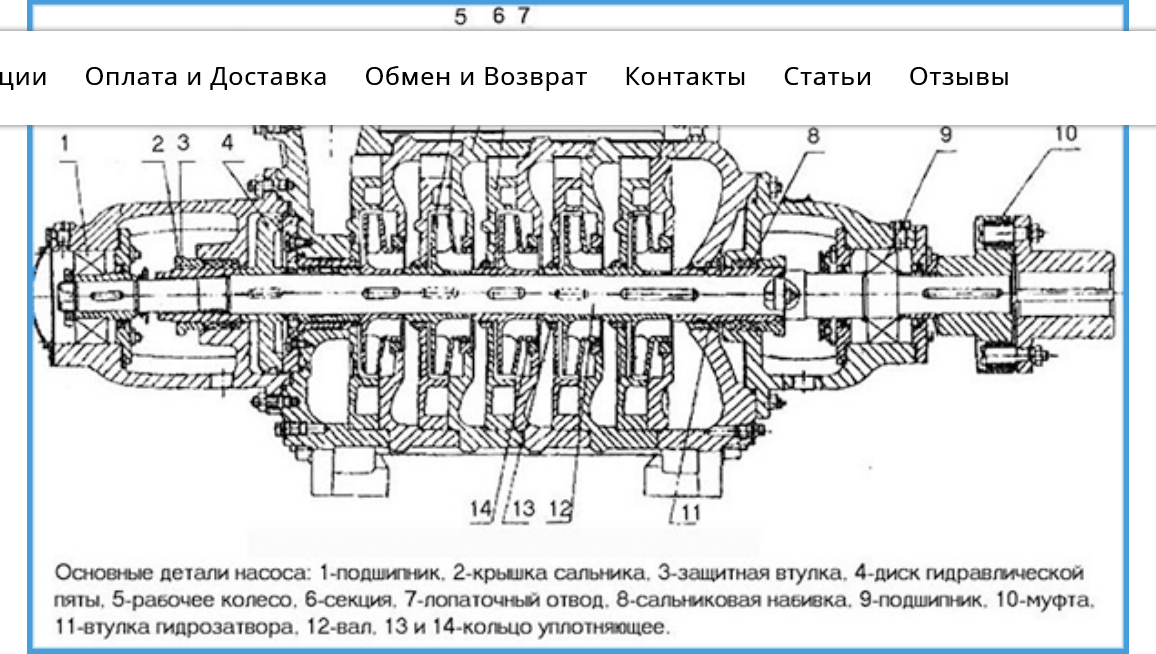
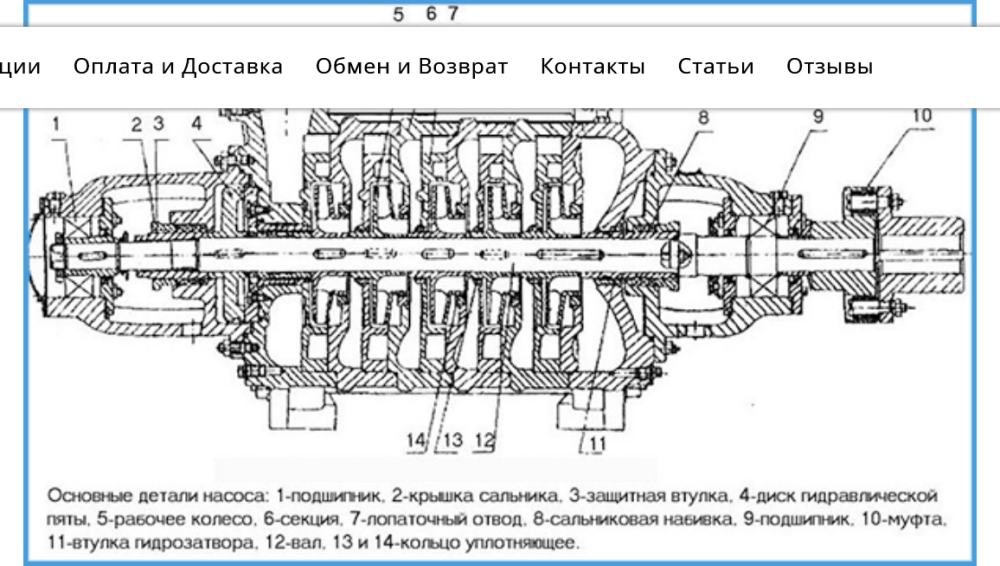
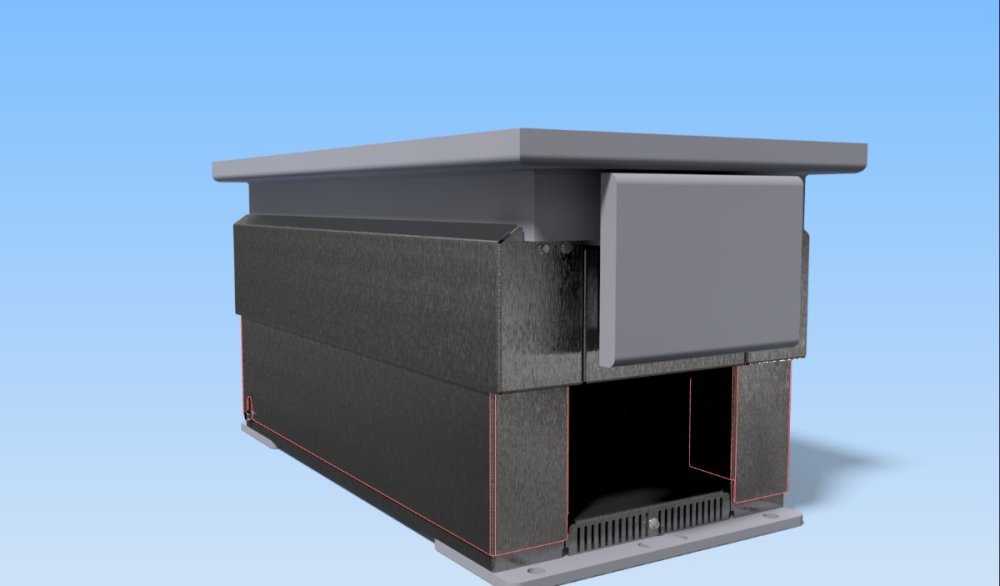
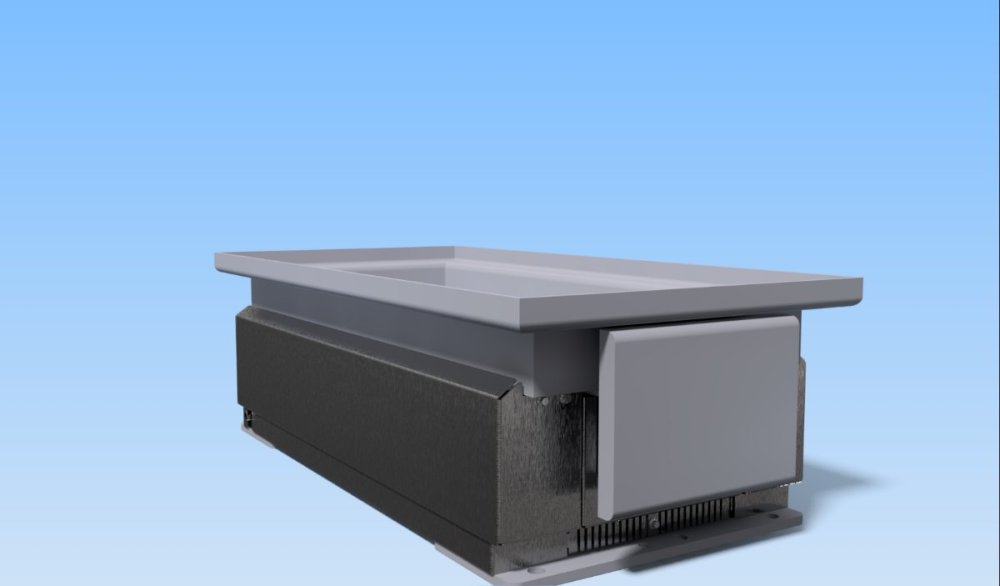
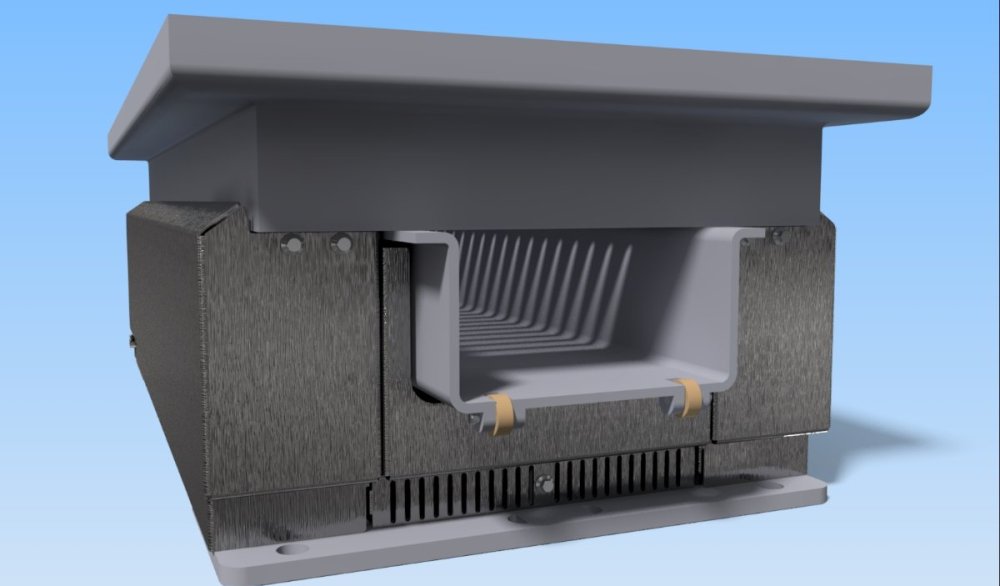
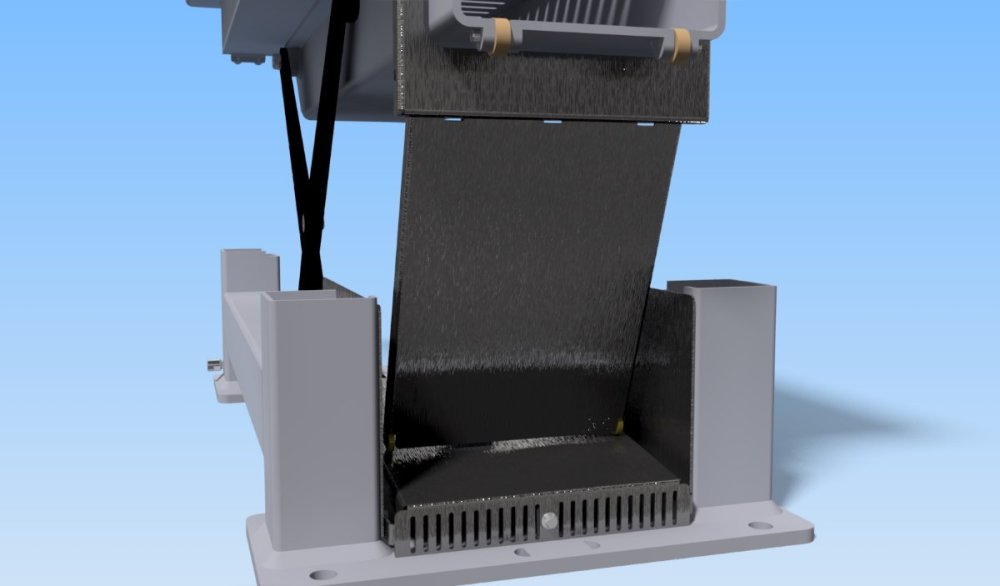
Для справки- Материал насоса ЦНСГ Корпус насосам ЦНСГ и крышка корпуса, рабочее колесо выполнены из чугуна СЧ 20. Вал насоса - стальной (сталь 35Л). Предназначение насоса ЦНСГ Насос ЦНСГ предназначен для перекачивания воды чистой или жидкости, по своим характеристикам близкой к воде (кроме морской воды), с содержанием твердых примесей до 0,2% по массе, размером частиц не более 0,2 мм, с показателем рН 7-8,5, температурой до +105°С. Это многосекционные центробежные насосы высокого давления.Мне они знакомы как питательные насосы котлов ДКВР 10-13.Применение в качестве пожарных?..давление будет выше нормы,а вот нужного объема не дадут. Сложны в разборке и сборке-если нет опыта,то лучше не браться за капитальный ремонт. Сварка т ПАНЧ 11 или NiFe полуавтоматом,также электродами МНЧ2,ОЗЖН-Спецэлектрод
-
 Я ж говорю: слесаря ушли в пике, а я после травмы плеча, эту дуру в одного не потяну ворочать. И когда они из пике выйдут хз, ибо главный анжинер в отпуске. А когда это проектировали и строили, ни проектировщики, ни строители не знали слов "ремонтопригодность" и "удобство обслуживания". Хотя, они и сейчас их вряд ли знают. Там, между насосом и стеной только-только рука проходит. Пошшупать можно, посмотреть - нет.
Я ж говорю: слесаря ушли в пике, а я после травмы плеча, эту дуру в одного не потяну ворочать. И когда они из пике выйдут хз, ибо главный анжинер в отпуске. А когда это проектировали и строили, ни проектировщики, ни строители не знали слов "ремонтопригодность" и "удобство обслуживания". Хотя, они и сейчас их вряд ли знают. Там, между насосом и стеной только-только рука проходит. Пошшупать можно, посмотреть - нет. -
 Фото трещины приложить очень тяжело? Потому как слова малоинформативны в этой ситуации.
Фото трещины приложить очень тяжело? Потому как слова малоинформативны в этой ситуации. -
Наконец добрался до компа... И таки да, боюсь. Ибо с чугунием допрежь не работал и очень не хочется налажать. Условий, как таковых, нет. У нас небольшая, даже маленькая, база по перевалке нефтепродуктов. Откуда что будет? Сам насос ЦСН(Г) 105-98, один из трёх пожарных, внутри, соответственно, водичка. Крышка литая, полусферическая, посадочное под подшипник вала присутствует. Снять пока не вариант, ибо сниматели дружно записались в авиацию, а мне в одного не вариант. Правда, перед тем, как сорваться в пике, мужики с использованием космических технологий(напильника), установили, шо таки чугуний. Методом пальпирования установлено, что трещина имеет место быть продольная, горизонтальная(параллельно опорной поверхности) примерно на 30-40 мм ниже посадочного, и длиной до 150 мм(примерно). Ширина 1-3 мм. То бишь, походу, придётся греть всё... Грустно. Не очень хорошо представляю как это исполнить резаком. Может в костёр её засунуть? Хз, могут набежать пожарные и будут больно бить ногами. И, если я правильно понимаю самая засада кроется в процессе остывания? И сама техника сварки. Я как-то слышал что чугуний нельзя варить напроход, только небольшими короткими швами в разных местах. В общем как-то так...
-
Да,подписываем с Вами двухсторонний договор и выставляем счет.После оплаты в течение 2х дней доставляем или отправляем транспортной Ваш заказ.
-
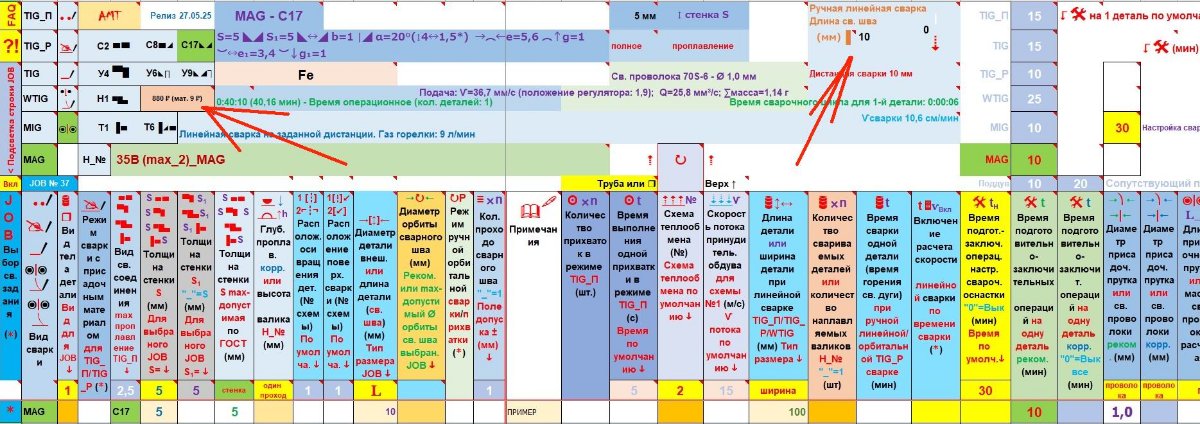
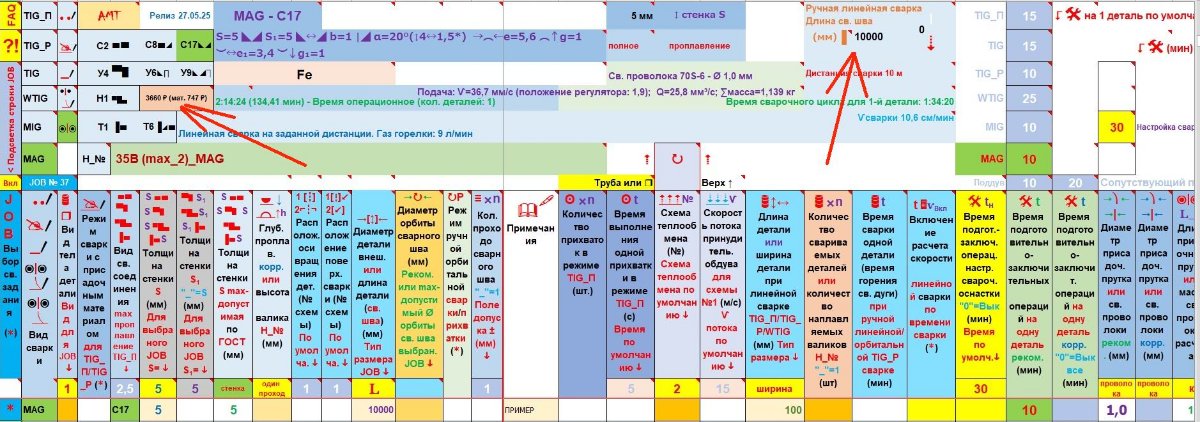
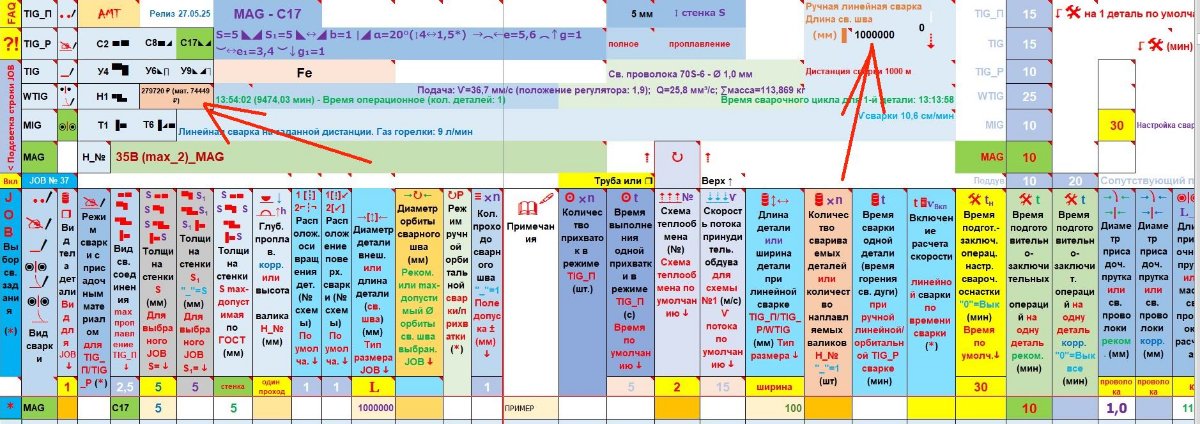
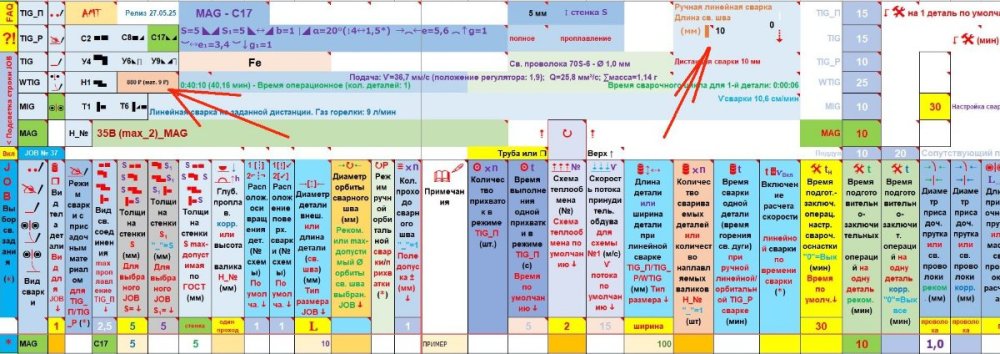
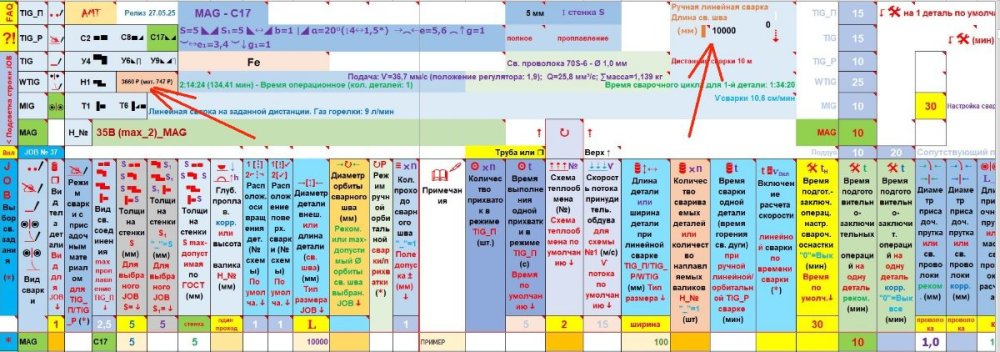
Я согласен. Здесь все — Никита, Стас, Гена, Турбо и Дюша Метелкин (газ, проволока, подготовительно-заключительные работы). Стоимость работы + материалы включительно, на дину шва 10 мм, 10 м, 1 км. ПС. Конечно же это просто пример подхода как посчитать (к ММА отношения не имеет, я этот способ сварки, мягко говоря, очень не очень).

-
Ну значит тогда самостоятельно, если так уж. А что проверять, если не знаешь с чего начать ценообразование, то ничего и не будешь проверять. Это правильно, напомнили что доверять то никому нельзя, а как жить то, жить страшно становится. Всё ведь не перепроверишь. Хотя, такой расчёт, это наверное для заказчиков для оч. скрупулёзных заказчиков. коих лучше наверное избегать. Должна быть какая-то мера разумной достаточности, в меру своей образованности и способности. Но простейшие вычисления(подсчёт) что купил, что потратил, что заработал надо проводить. А иначе, работал, работал, что-то поимел, а по итогу и за бензин нечем заплатить. Небольшой подитог(вывод для себя) сколько на жизнь мне мечтается (хватает) делим на 22 рабочих дня, вот и цена Это должен быть оч.серьёзный заказ(который, нам простым смертным, только снится) чтобы делать такие расчёты, и тогда придётся взять в долю этого расчётчика.
-
Определим стоимость одного погонного метра шва при этих двух способах по тем статьям, которые зависят от способов сварки, руб. Сп.м = См + Зс + Ам + Тр + Сэ, где Сп.м – себестоимость 1 погонного метра шва, руб.; См – стоимость сварочных материалов, руб.; Зс - основная заработная плата, руб.; Ам – амортизационные отчисления, руб.; Тр – отчисления на текущий ремонт, руб.; Сэ – стоимость электроэнергии, руб. Расход сварочной проволоки на 1 погонный метр определяется по формуле, кг/м: mпр = m н kр, где mн – масса наплавленного металла на 1 погонный метр, кг/м; kр – коэффициент расхода проволоки, учитывающий неизбежные потери. кг/м: Масса наплавленного металла на 1 погонный метр находится по формуле, mн = Fн γ 10‾³, где γ – плотность наплавленного металла (для стали 7,8 г/см³); m н = 51 7,8 0,001 = 0,4 – при сварке в углекислом газе; m н = 59 7,8 0,001 = 0,46 – при сварке под флюсом. Коэффициент расхода проволоки: - при автоматической сварке в углекислом газе kр = 1,12; - при сварке под флюсом kр = 1,02. Тогда расход сварочной проволоки составит при автоматической сварке в среде углекислого газа: m п р = 51 7,8 10‾³ 1,12 = 0,45 при автоматической сварке под флюсом: m п р = 59 7,8 10‾³ 1,02 = 0,47 Расход углекислого газа Нг находится из соотношения, л Нг = qг То l ш 1,2, где qг - удельный расход газа, л/мин; То – основное время сварки одного погонного метра шва; lш – длина шва, м; 1,2 – коэффициент, учитывающий расход газа при настройке и продувке шлангов. Рассчитаем основное время автоматической сварки в СО2 одного погонного метра шва рассматриваемого продольного стыка обечайки по формуле, мин: То = 60 / Vсв, или определяем основное время (То) по нормативам. Тогда расход углекислого газа на 1 погонный метр составит, л: Нг = 15 6,5 1 1,2 = 117 (л) Один килограмм углекислоты даёт 509 литров углекислого газа. Исходя из этого, расход углекислоты на сварку 1 погонного метра шва составит, кг -Нг = 117 / 509 = 0,21 (кг). Это вряд ли, за шапку сухарей (С), сейчас вряд ли кто согласится работать, да и как Вы будете чужие расчеты проверять?
-
В копилку опыта, думаю многим пригодится. В случае если, вдруг или как, особенно с просьбами предоставить подробную калькуляцию, теперь буду знать что эту работу(расчёт стоимости, калькуляцию) тож надобно предъявлять к оплате. Так и скажу если буду рассчитывать это будет сотить, потому или как я скажу или, илл... пошли переговоры.... В ценообразовании не менее важно уметь говорить, и над этим надо работать самому, готовиться, продумать за ранее, что сказать, что ответить, что заказчик может сказать. Это ж заявка на работу, сразу и оговаривать стоить будет ооооххх и ааах, да (с) так, как это работа и не простая. Мои измышления и небольшой опыт, больше были направлены для того кто вообще смутно представляет от чего оттолкнуться в ценообразовании. Подготовка тех карт и экономическое обоснование, особенно с соблюдением установленных форм документации, это далеко не каждый осилит. А так посчитать сколько денег на бензин, на шаровые опоры, страховку, услуги автосервиса, электроды, кор.щётки и ..... пошло поехало, ну то, что покупаешь, можно посчитать и надо. чтобы не быть в пролёте. А расчёт, если оно того стоит можно заказать на стороне и тоже включить в цену(тока наверное не специализированную контору, а то цена до небес вылетит, а какого-нибудь студента, да любого кто понимает, наверное дешевле возьмёт) . Ну чтобы это не выглядело как "пыль в глаза", для того и надо посчитать и не один раз, а систематически время от времени, за раз всё же не упомнишь, что и когда покупал. А так если клиент предъявит, типа "а чо я должен оплачивать содержание твоей машины." Ему в ответ, организуй доставку за свой счёт, найми перевозчика, грузовое такси, который в стоимость доставки тоже влепит свою хорошую з.плату. А я всего лишь содержание авто, почему я должен доставлять вам оборудование за свой счёт(даже если сварка не основная работа, с чего я должон тратить свою з.плату чтобы к вам приехать.).
-
Мне сказали, " Да че там, посидел за компьютером 3 часа, и хочешь 15 т", а так как я с ними тоже работаю на постоянной основе, сказал, в следующий раз все сделаете сами, вы меня нанимали как сварщика. а не проектировщика-экономиста-инженера. И весной возникла необходимость изготовить емкость для разогрева гудрона, на шасси автомобиля ГАЗ 53. С разогревом форсункой, топливным баком, ну и они снова мне давай мол чертежи, экономическое обоснование, напомнил им о предыдущем нашем разговоре, сказал их инженеру, что посидит сам пару часов вместе с экономистом и главбухом, за компом, му-хрю, я сказал, что менее чем 40 т ничего писать-чертить не буду. Раунд остался за мной.
-
Особенности сварки таких повреждений-ток от 150а,когда массивная колодка и короткая трубка фитинга. Без всяких мокрых тряпок,погружений в воду и т.д.



-
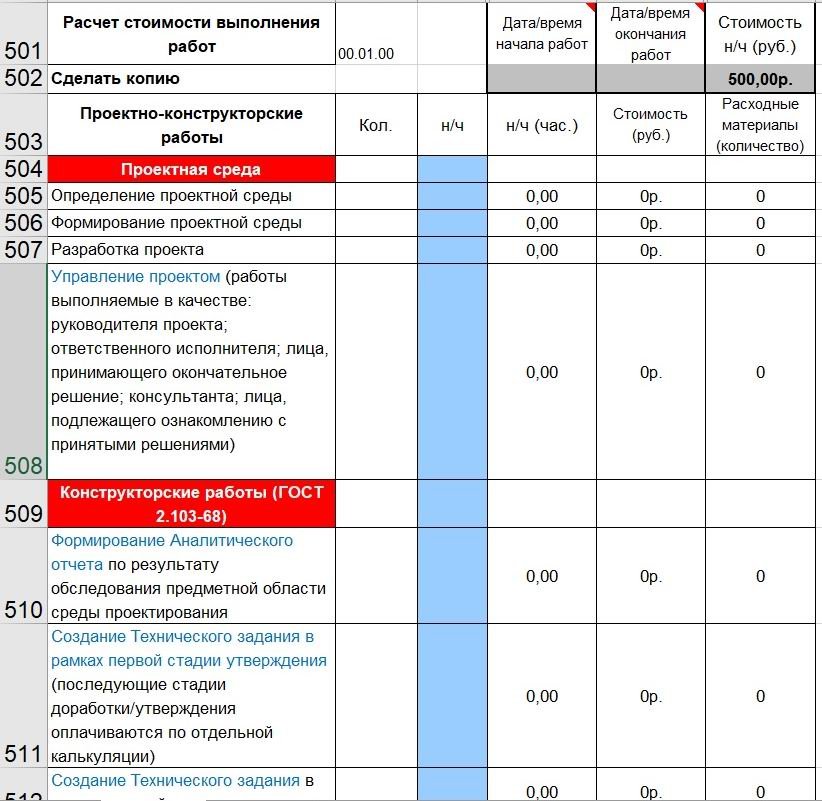
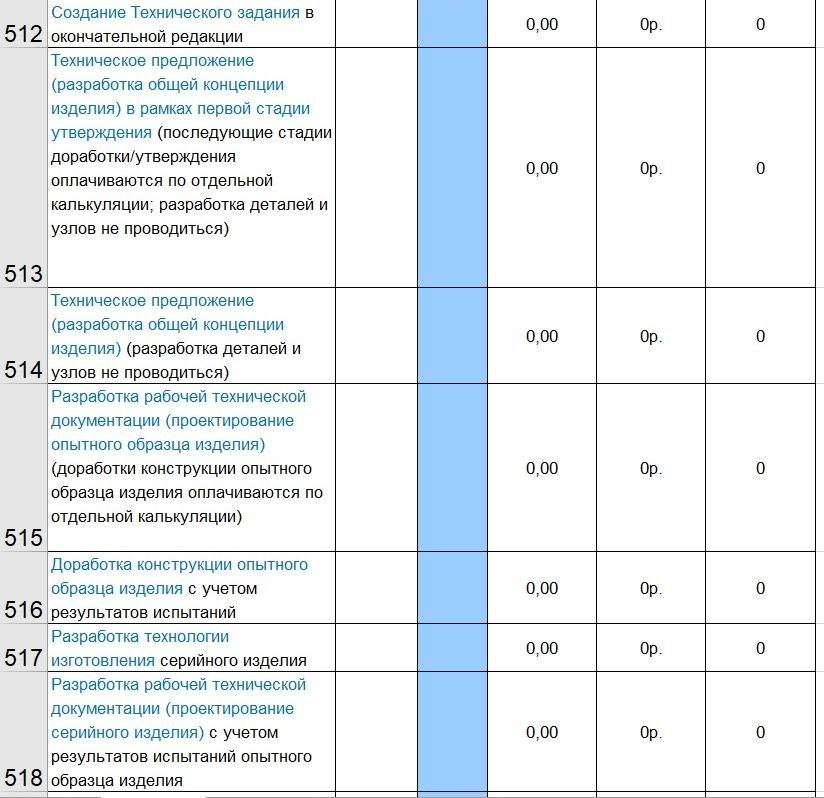
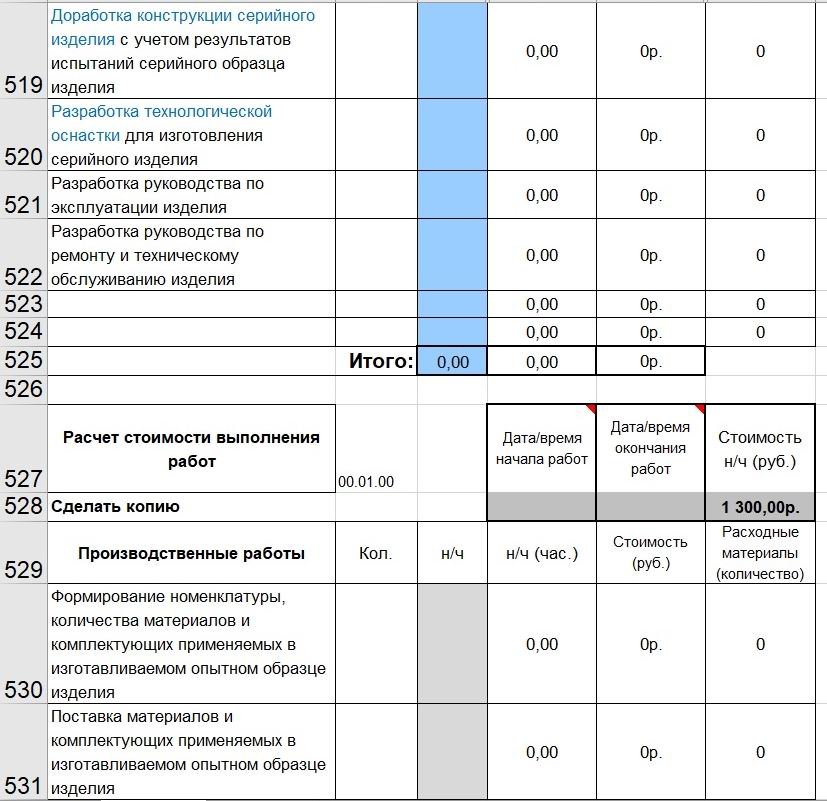
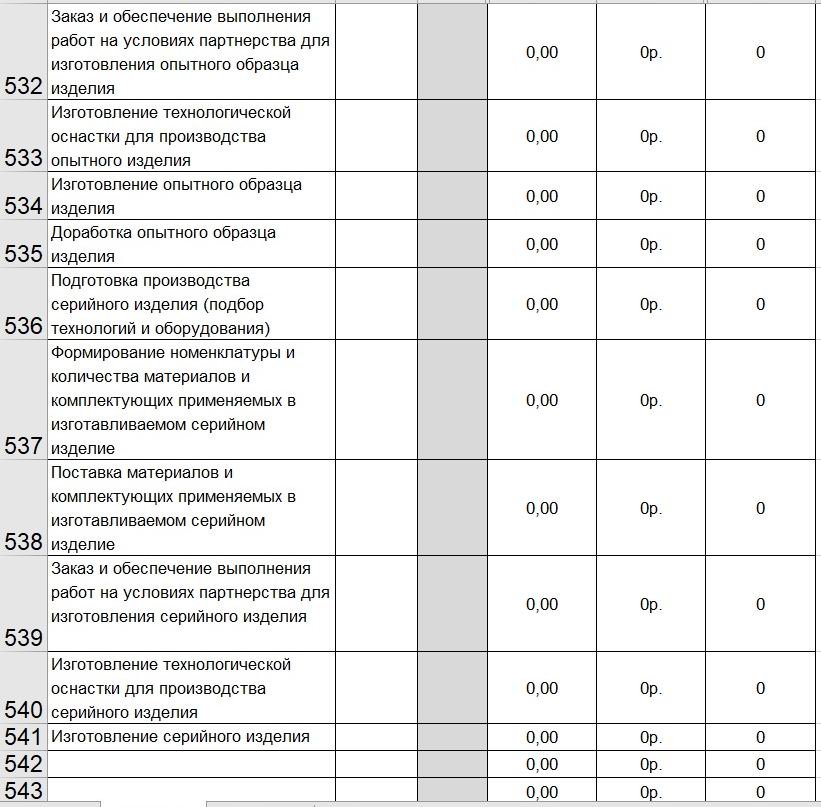
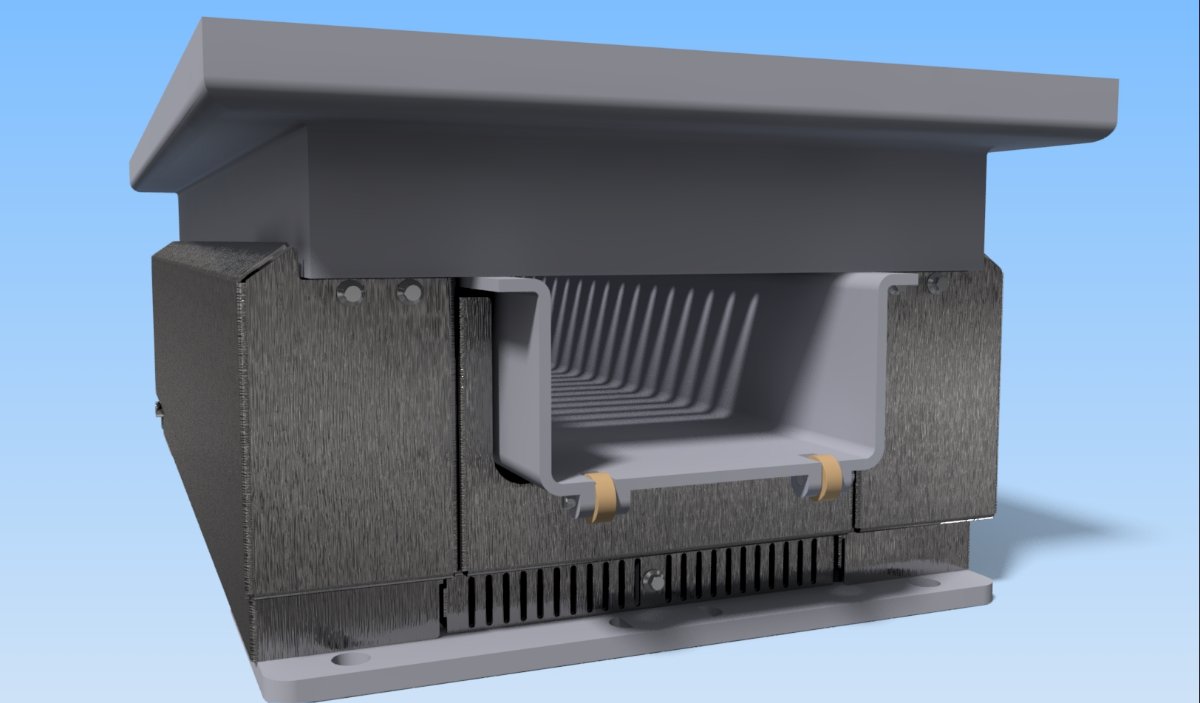
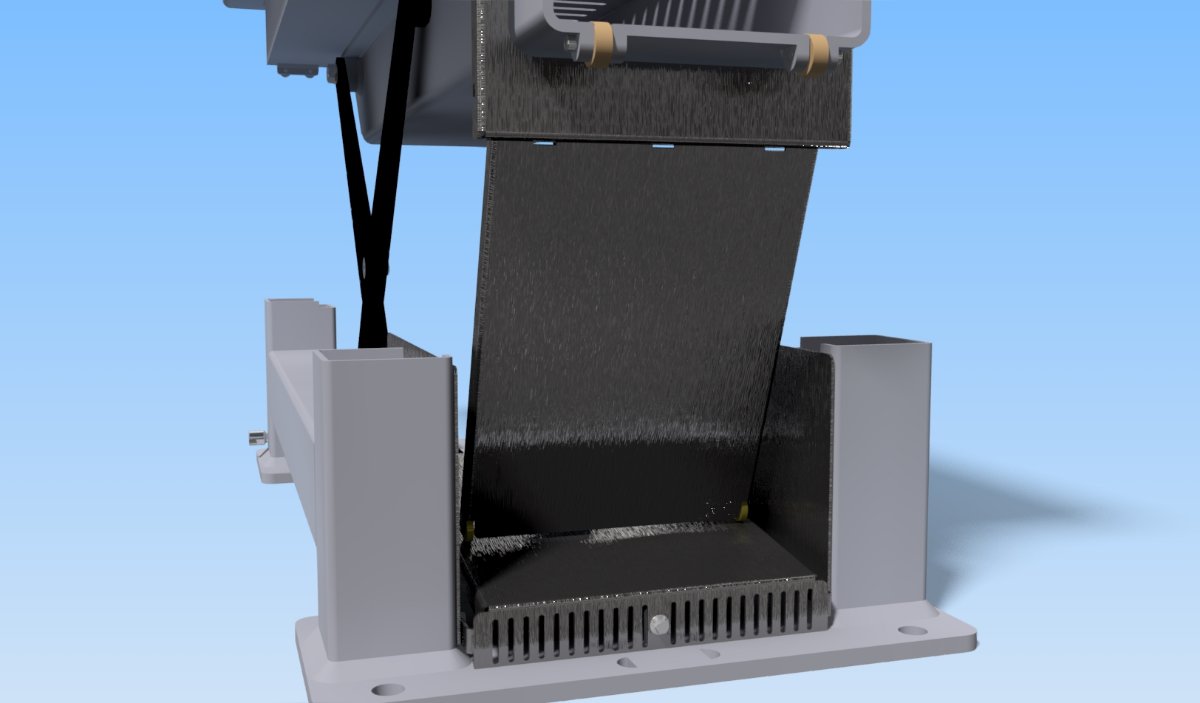
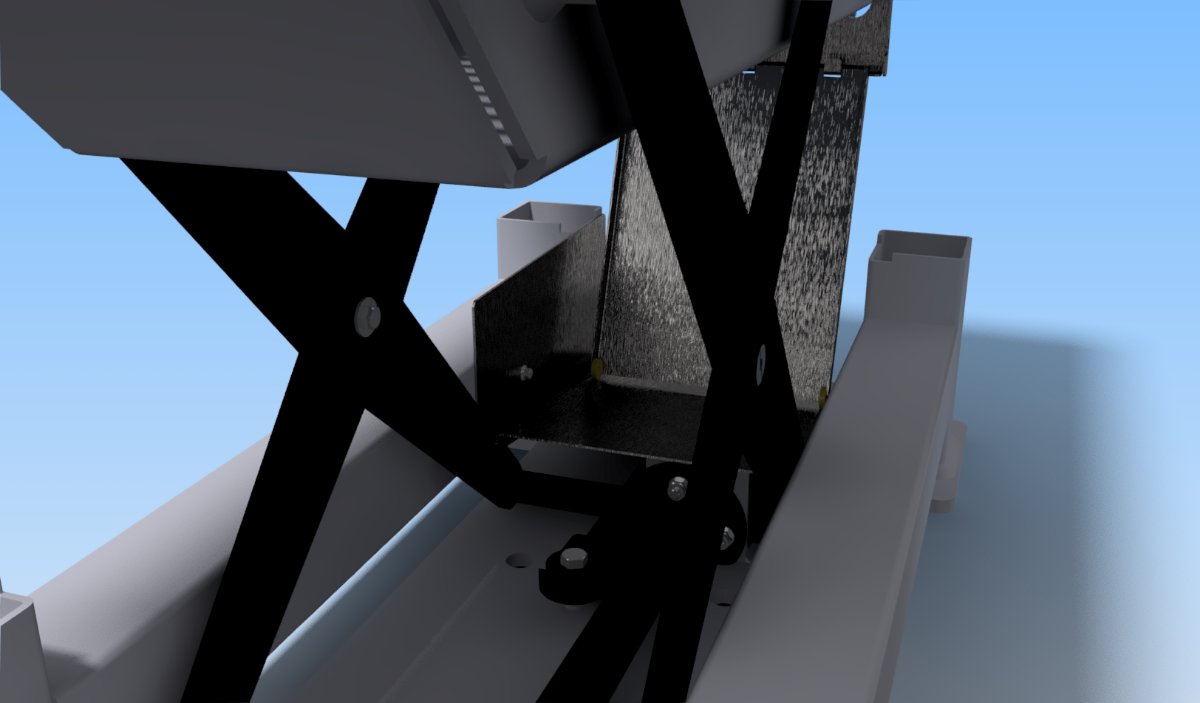
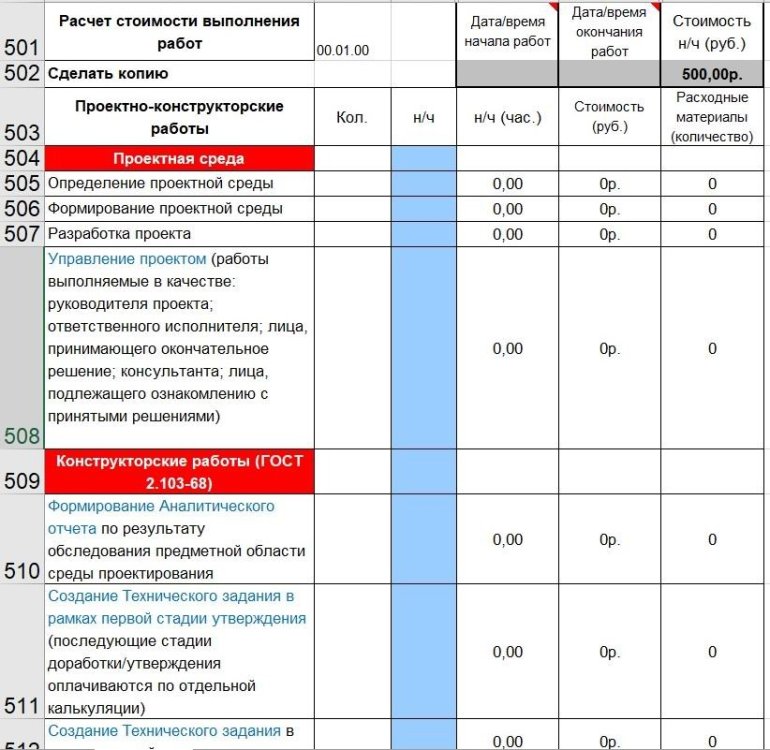
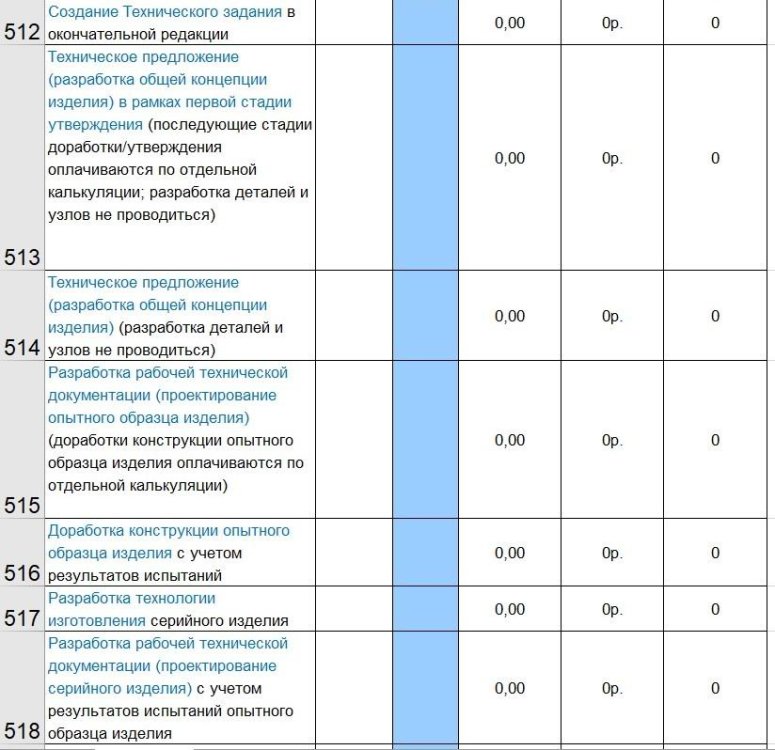
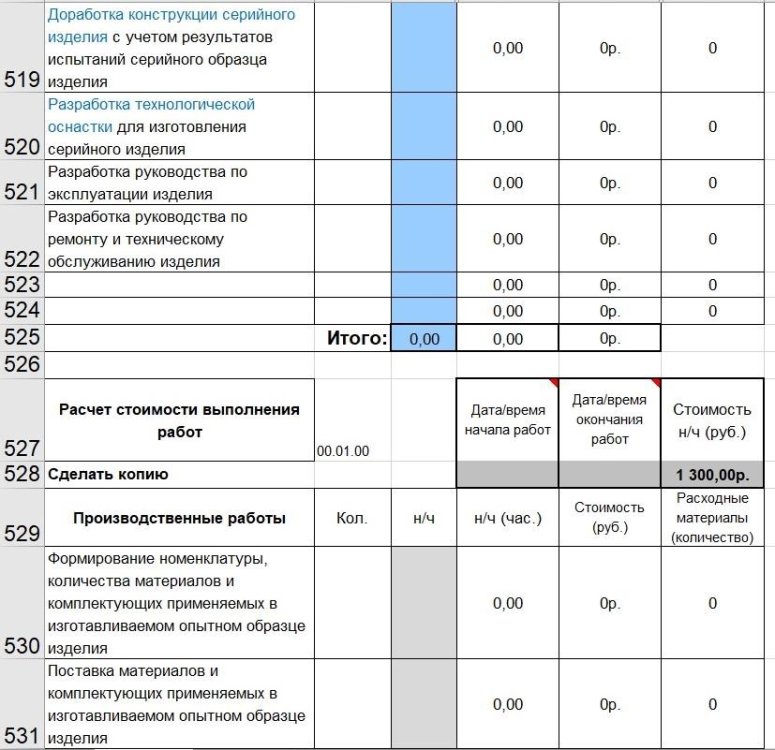
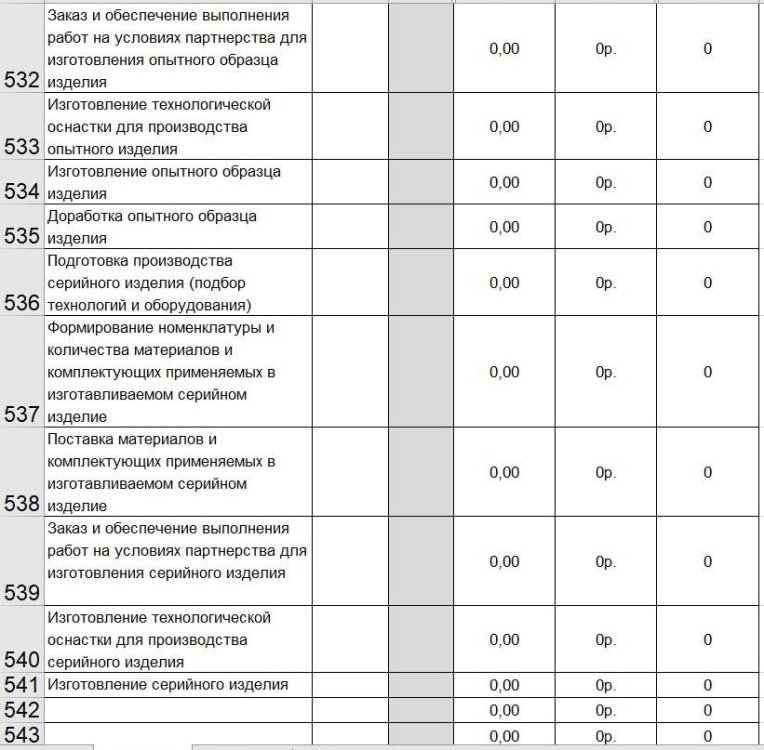
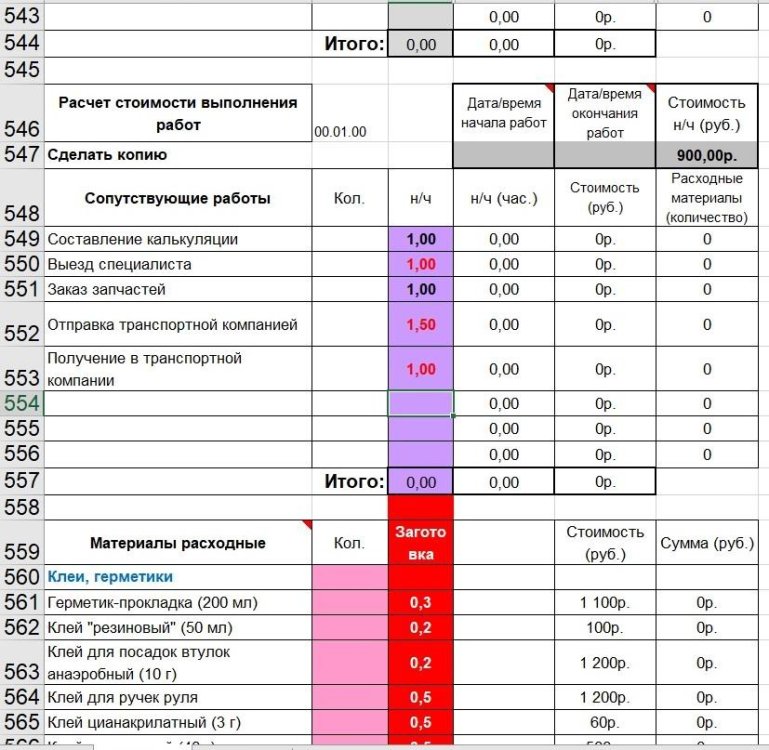
Сначала выскажу свое мнение. Если подходить с вопросу ценообразования серьезно (безотносительно вида работ), то и необходимо выполнять все положенные процедуры. Если хочется как-то от этого увильнуть, то практичнее стоимость назначать с потолка. Вот для примера фрагмент калькуляции (обратите внимание на номера строк, там еще много чего не отображено) на проектные и производственные работы, которую я применяю если есть требование от заказчика показать ИТОГО до начала работ (подавляющей объем моих работ проходит по фактическому рабочему времени). И как пример попадалова. Постоянный заказчик попросил спроектировать и изготовит подъемный очаг в дом, так-как дымоход уже был смонтирован на определенной высоте и была проблема задымления, пока все не прогреется. Очаг решено было поднимать ближе к дымоходу. Я для экономии на стоимости работ пренебрег полноценной калькуляцией (для нивелирования всех рисков такой подход может поднять стоимость раза в два). Стоимость договорились определить по фактическим трудозатратам, как поступали неоднократно для предыдущих заказов. К тому же я первым делом спросил какие критерии (стоимость, сроки, качество и т.п.). По стоимости был ответ: деньги значение не имеют. Оказалось имеют. При итоговой стоимости проектирования 50 000 р. мне было заявлено: "Пятьдесят тысяч? За шесть картинок?". Это при том, что был сформирован полный комплект конструкторской документации (в проекте было, между прочим, 192 рабочих файла), а эти картинки я послал для утверждения. По итогу за сто часов работы было заплачено 15 000 р. (чтобы я не очень сильно расстраивался).

-
Добавлю. Еще хорошо бы завести хорошо знакомого токаря, чтобы он занимался за пряники с чаем подготовкой обрезков трубы, торцевал, и снимал фаски.