Активность
- Последний час
-
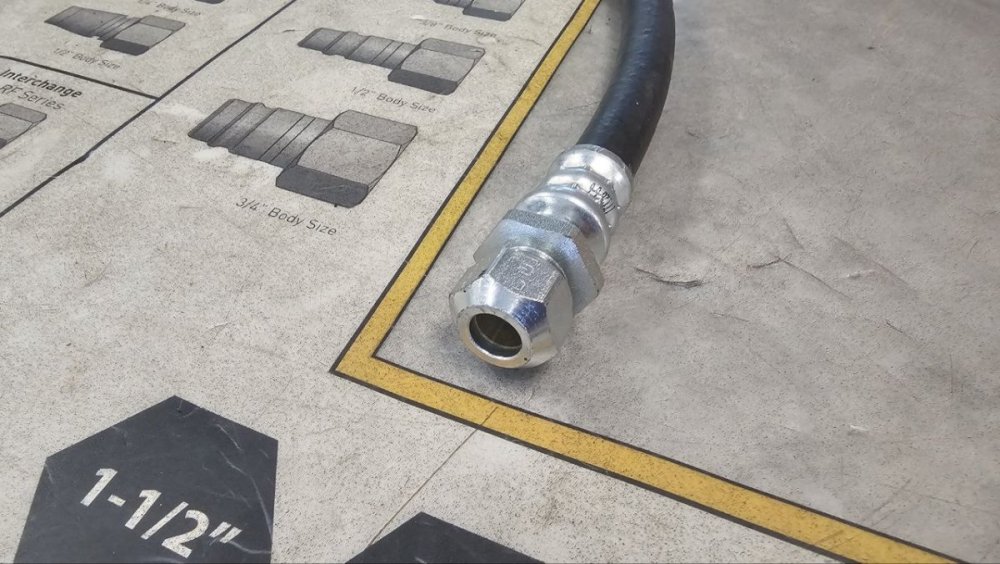
 Довольно частая замена трубок на шланги,особенно заднего контура. Лучше,когда есть аргоновая сварка-посто дешевле,а так,через переходники-нет здесь никаких проблем. Надежность? Вполне надежно.
Довольно частая замена трубок на шланги,особенно заднего контура. Лучше,когда есть аргоновая сварка-посто дешевле,а так,через переходники-нет здесь никаких проблем. Надежность? Вполне надежно. -
 Хорошо,дайте контакты ,я сделаю заказ
Хорошо,дайте контакты ,я сделаю заказ - Сегодня
-
 o89o присоединился к сообществу
o89o присоединился к сообществу -
и добавлю, что надо скорее всего иметь жесткую фиксацию фокуса плюс достаточный ОПТИЧЕСКИЙ зум, а не цифровой. Все мыльницы, они болтаются по фокусу и из-за не равномерности света, начинается все что угодно но не качественная съемка. А хороший свет, даже так, отличный, он сгладит разницу по световому перепаду. Тогда должно что-то более или менее качественное получится. А... а еще возможность большого количества кадров в секунду, чтобы была возможность растянуть процесс по времени в конечном итоге при обработке. Следовательно и разрешение картинки 2К, а лучше 4К.
-
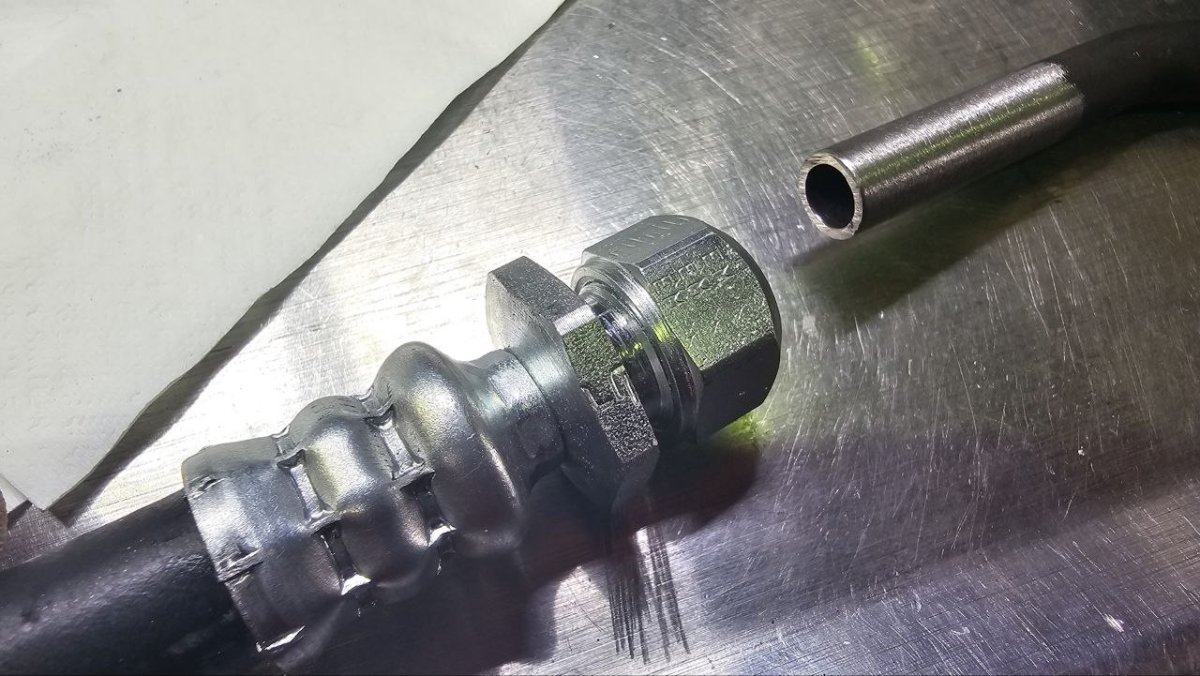
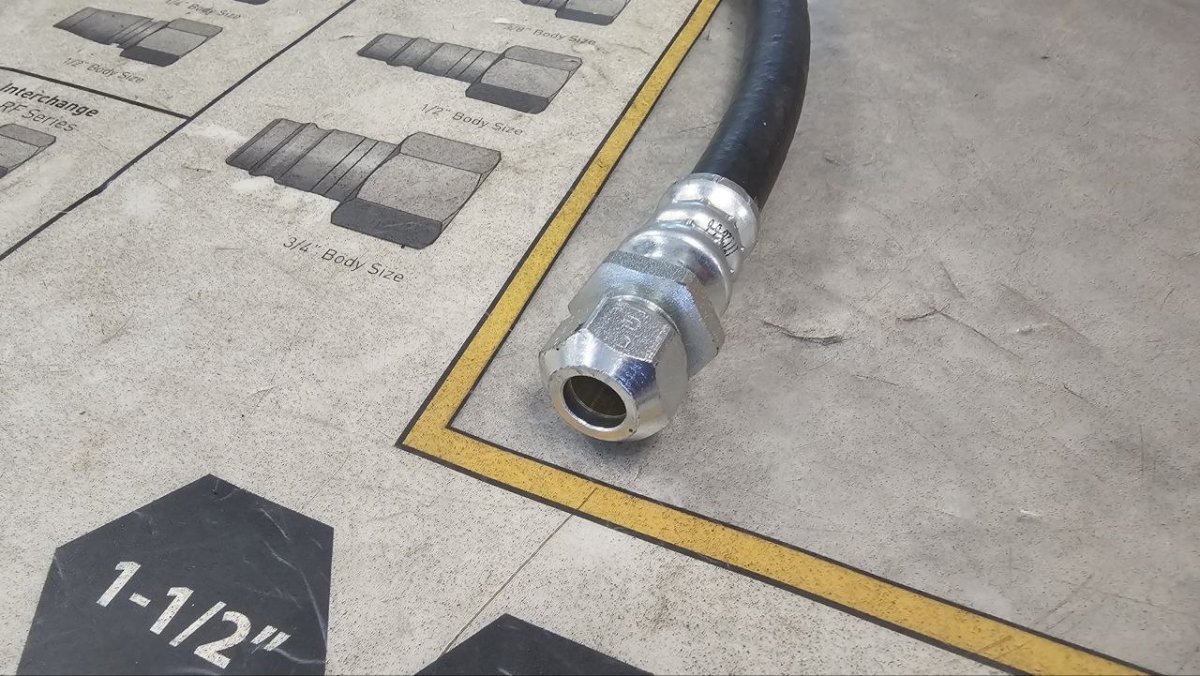
 Читаю я на драйве БЖ одного русскоязычного дальнобоя в США. Он приводит интересный способ экспресс ремонта патрубков кондиционера на тягаче. Есть трубка сложноизогнутой формы. В пути прохудилась, причем осмотр показал, что коррозия на достаточно большом участке. Заказывать дорого и долго. Ему в мастерской вырезали кусок повреждённой трубки, зачистили её концы и там же изготовили шланг со специальными фитингами под диаметр трубки. Быстро, не дорого, без сварки. Интересно, насколько такого ремонта хватит?
Читаю я на драйве БЖ одного русскоязычного дальнобоя в США. Он приводит интересный способ экспресс ремонта патрубков кондиционера на тягаче. Есть трубка сложноизогнутой формы. В пути прохудилась, причем осмотр показал, что коррозия на достаточно большом участке. Заказывать дорого и долго. Ему в мастерской вырезали кусок повреждённой трубки, зачистили её концы и там же изготовили шланг со специальными фитингами под диаметр трубки. Быстро, не дорого, без сварки. Интересно, насколько такого ремонта хватит?

-
 Abdujalol присоединился к сообществу
Abdujalol присоединился к сообществу -
Советую пошарить на соответстующем форуме. Может быть на фото- видеофоруме о съёмке именно сварки не задумывались, но наверняка матчасть знают лучше.
-
Была некоторая проблема с регистрацией новых пользователей за последнюю неделю.Исправлено.
-
 cher_alex присоединился к сообществу
cher_alex присоединился к сообществу - Вчера
-
Почаще "сверкайте". Всякому действию нужна своя теоретическая и практическая база. Ломайте козырек обмазки пальцами перед повторным поджигом и не стесняйтесь второй рукой помогать, особенно на длинном электроде. И чиркайте, а не стучите. Станет полегче поджигать. Ну или засесть за упражнения юного сварщика и наплавлять в разных положениях, отрабатывая и поджиг и движения.
-
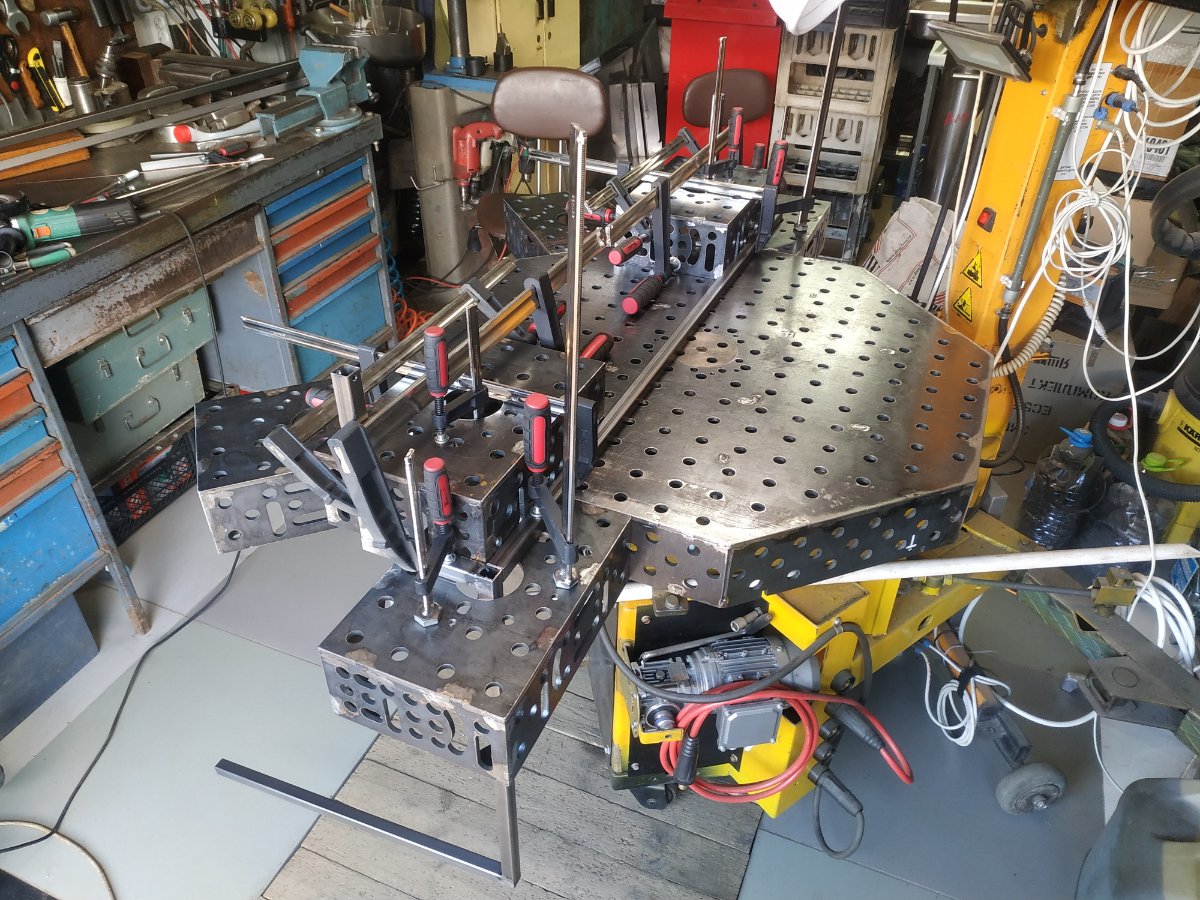
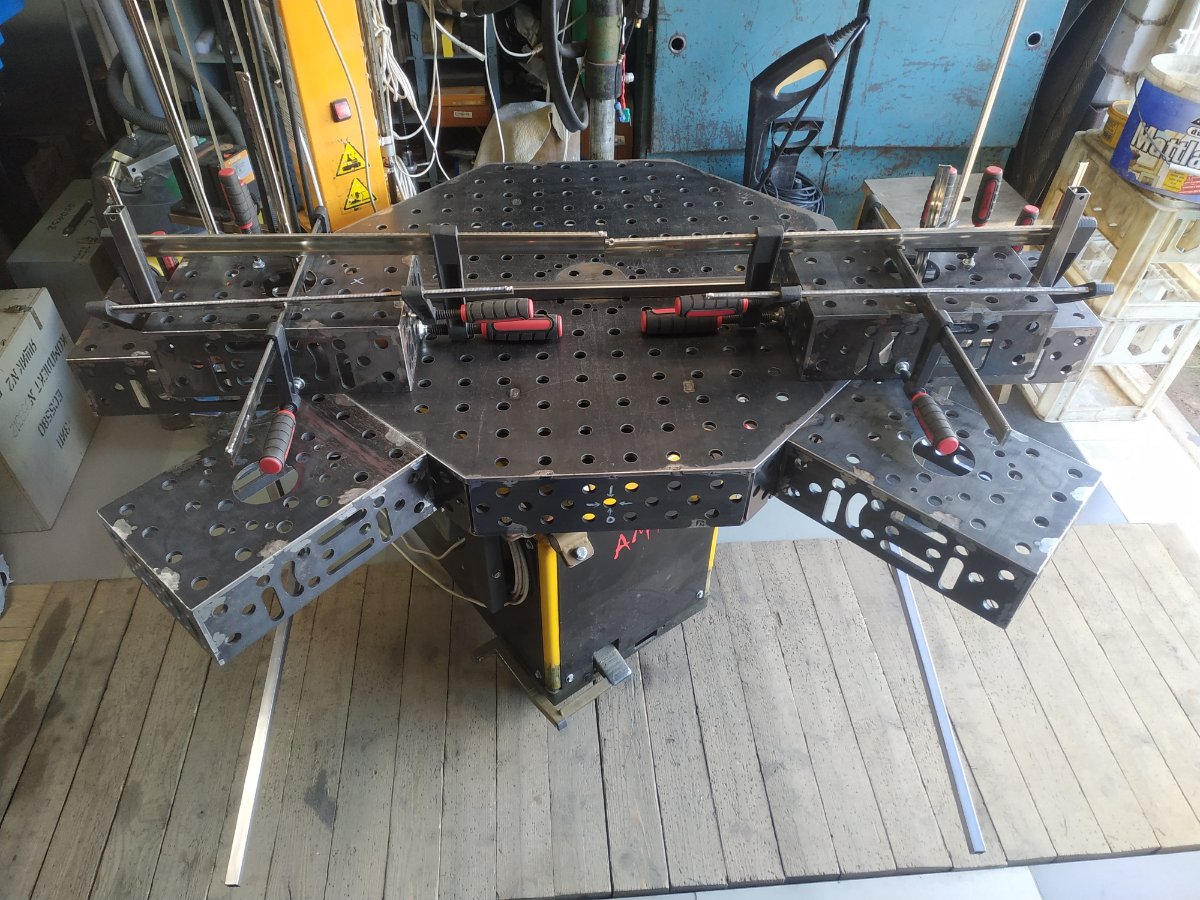
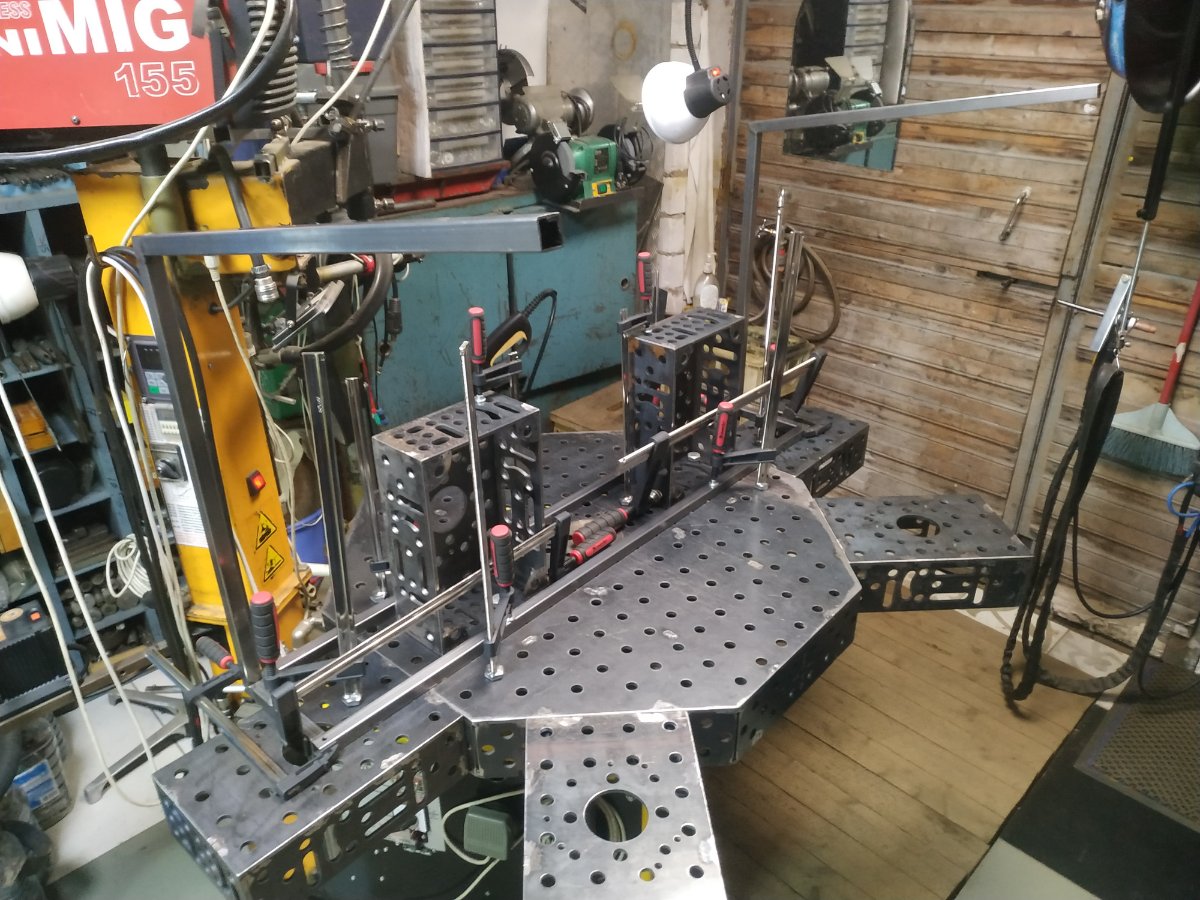
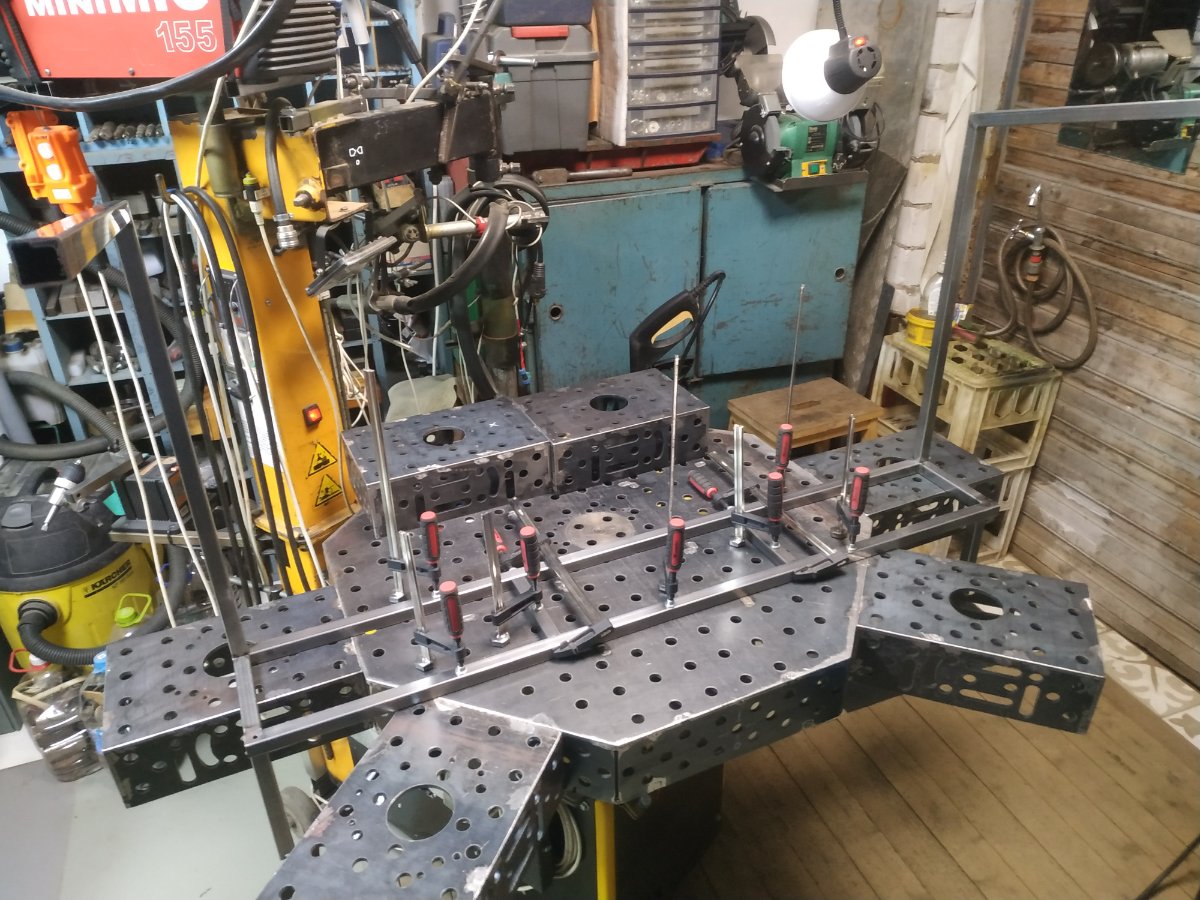
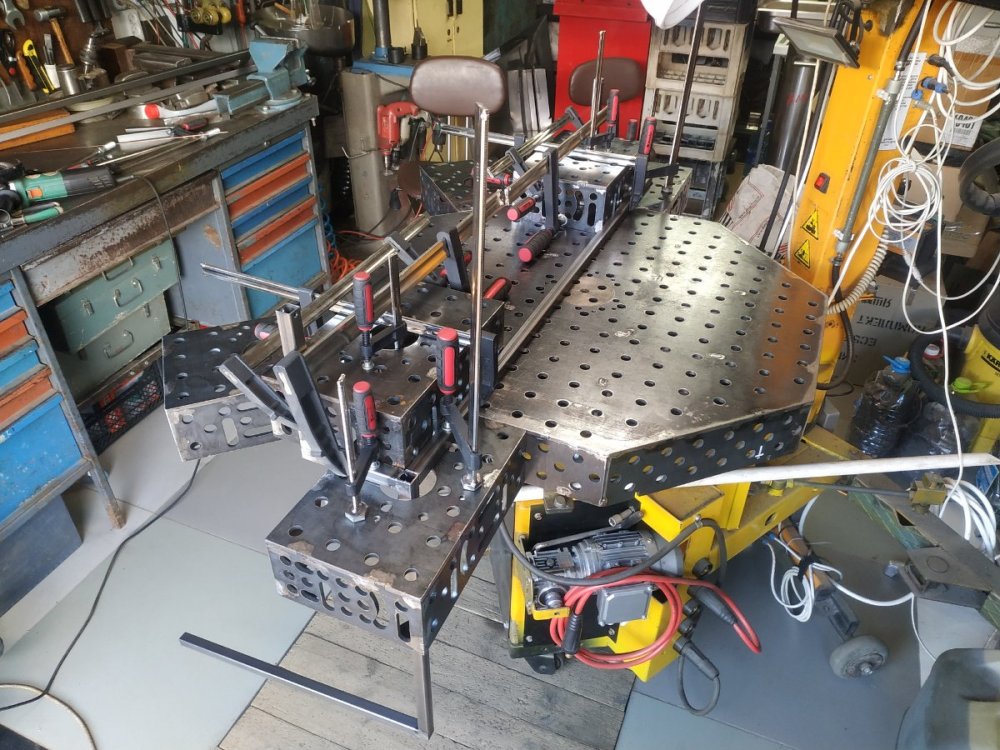
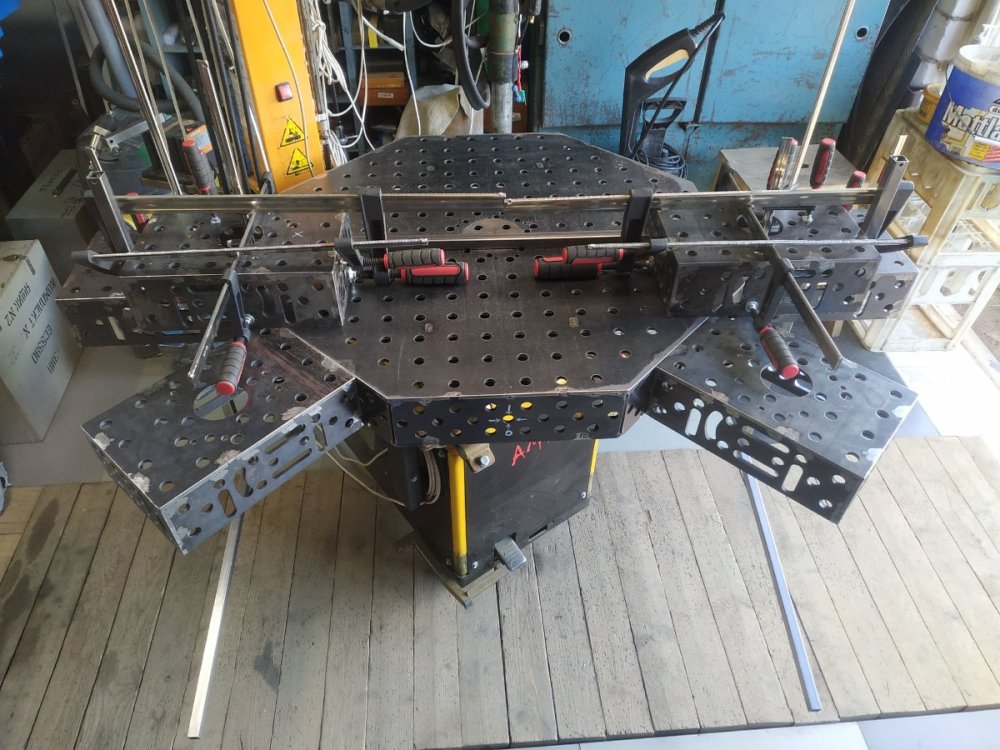
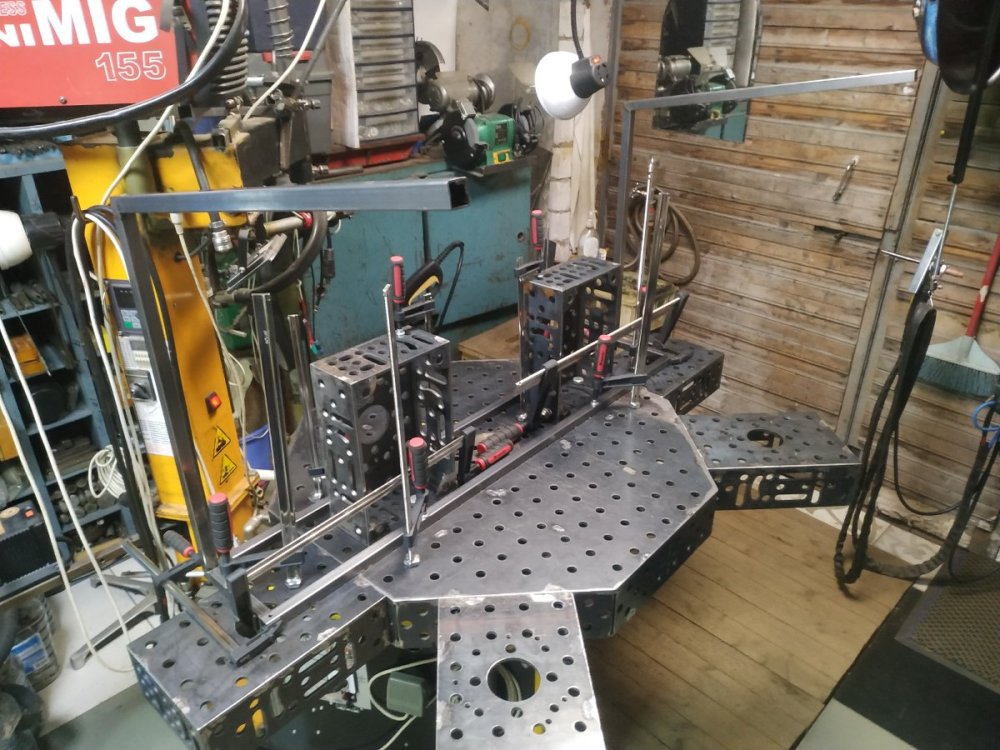
Пока столостроители молчат буду на разогреве. Идеальная, в плане предельных отклонений по перпендикулярности, параллельности, плоскостности и сварочным деформациям, сварная конструкция получается.

-
P. S. уони никогда не сушил, использовал как есть. Если бы не трудно доступные места, по мне так самые вменяемые электроды, по черному.
-
Уони при этих же настройках, в принципе, по силам было без отрыва пройти до конца электрода, рука только не может так вращаться, приходится останавливаться и перехватывать. Но вот эти е-46 ванна становится не прилично длинной и в оконцове валится. либо с отрывом, но тоды валик высокий и корявый. Вот чего задумался, раньше как то не обращал внимания, это руки мои или электроды. Практики, понятно, лучше побольше, но, но что есть.
-
так вот именно это и не получается, валик либо большой и корявый, либо провал. С уони валик ровнее, красивее намного, но поджиг тяжкий. стараюсь, но иной раз не получается, сверху вроде хорошо, на ощупь тоже, верх провалил, перевернул или поднял, а там оооо.. щщщелль.
-
Сомневаюсь, что на смартфон что-то путёвое получится отснять. Хотя говорят, что снимают с помощью каких-то прог. Нужен специальный ND фильтр. ND-фильтр (Neutral Density filter) — это оптический фильтр, который равномерно снижает интенсивность света, попадающего в объектив камеры. Он не влияет на цветовой баланс и контраст изображения, а просто делает его темнее Ну и необходим очень мощный источник света. И, естественно, постобработка в редакторе.
-
Попробую оживить подзаглохшую тему, как думаете, реально ли снять хорошо сварку на смартфон или все же обязательно покупать хорошую видеокамеру/зеркалку дабы снять сварочный процесс? Я в фото и видеосъёмке совсем не шарю и такой техники у меня никогда не было, да и не интересовался никогда этой сферой. Пробовал не раз прикладывать смартфон к хамелеону или обычному светофильтру 9дин, получается фигня. Хочется показать технологам и руководству трудности, с которыми сталкиваюсь при сварке некоторых деталей, т.к на словах меня не понимают совсем, показать посторонние включения в литье, структуру металла и.т.п. Готов даже вложиться в это дело и экспериментировать, если будет не очень дорого, результаты какие-то буду сюда выкладывать, если кому-то будет интересно. Вряд-ли мне это окупиться конечно, т.к интереса делать контент в коммерческих целях у меня больше нету, но чисто для себя было бы интересно поснимать качественно сварку, все же есть что-то в этом завораживающее.
-
@vistek как по мне надо больше практики и получше подгонку. В таких делах рутиловыми электродами с отрывом все же поудобнее будет. Там как раз степень проваливания длительностью сварки "точки" регулировать получится. Хотя мне самому электроды с основным покрытием побольше нравятся. Когда аппарат тянет их на малом токе, тогда гораздо приятнее ими работать на небольших толщинах, чем рутиловыми, ибо металл там не такой жидкий (отсюда и лучший контроль при сварке). Где можно без отрыва сварить, то беру УОНИ. Но я с РДС мало работаю, так что на истину и не претендую. На каждый день для "шабаш-монтаж" работ, электроды с основным покрытие наверное использовал бы только там, где это оправданно и повышал бы навыки сварки рутиловыми с отрывом, чтобы внешний вид не так сильно зависел от расположения шва.
- Последняя неделя
-
На фото где валик выше и корявее это электроды E-46 Альфа глобал, где по аккуратнее - электроды Эсаб уони 13/55. Настройки аппарат для обоих электродов одинаковые. Стык не идеальный, с зазорами по ширине и перепадами по высоте, с разными видами стык и угол с зазором до 3мм и без зазора. Уони ванна лучше контролируется, но сваривать сложнее особливо труднодоступных местах, липнет сильно. Э-46 хорошо зажигается, но варить на грани прожёга не получается(настройки пробовал менять), смотришь что ванна начнёт проседать, ан нет, всё норм, затем резко, даже глазом не успеваешь моргнуть, ванна упала и дыра размером 9 на 16 мм. Это руки кривые или Э-46 так и будут варить?







-
Так есть какие успехи в ремонте данного аппарата ?
-
 Если не наполнять текст причудливыми формами, то придется наполнять его информацией и мыслями, это сложно.
Если не наполнять текст причудливыми формами, то придется наполнять его информацией и мыслями, это сложно. -
Постарайтесь,уж будьте добры,писать без этой залихватско -ухарской манеры ,как-то:чугуниевый,анжинир,хз и т.д. Это не просьба,а предупреждение...как пишется,так и читается.
-
 Попробовал посваривать панчем в п/а, не зашло, хоть и заявленный диаметр см 1,0мм, а по факту чуть больше, в новом наконечнике проволока подклинивала и на выходе изгибалась. Поставил чуть разношеный (проточенный проволокой) старый наконечник, стало получше, но не сильно, заказал наконечник под 1,2 как приедет, попробую с ним. Над намоткой материала определенно стоит поработать, чтобы была плотнее и ровнее, 2-ух роликовому механизму трудно ее протолкнуть из-за общей неровности, пришлось перетянуть усилие прижима ролика и задрать скорость для получения хоть какого-то подобия стабильности подачи, и то прям стабильности не удалось достичь, в какой-то момент проволока вообще заклинила, протерлась роликом и собралась в бороду. Осмелюсь предположить, что 4-ех роликовому механизму будет пофиг. Но такого аппарата на работе у сожалению нету В целом, если будет наконечник диаметром больше, чем заявленный у проволоки и хороший 4-ех роликовый промышленный механизм протяжки в аппарате - очевидно преимущество в виде скорости по сравнению с тиг.
Попробовал посваривать панчем в п/а, не зашло, хоть и заявленный диаметр см 1,0мм, а по факту чуть больше, в новом наконечнике проволока подклинивала и на выходе изгибалась. Поставил чуть разношеный (проточенный проволокой) старый наконечник, стало получше, но не сильно, заказал наконечник под 1,2 как приедет, попробую с ним. Над намоткой материала определенно стоит поработать, чтобы была плотнее и ровнее, 2-ух роликовому механизму трудно ее протолкнуть из-за общей неровности, пришлось перетянуть усилие прижима ролика и задрать скорость для получения хоть какого-то подобия стабильности подачи, и то прям стабильности не удалось достичь, в какой-то момент проволока вообще заклинила, протерлась роликом и собралась в бороду. Осмелюсь предположить, что 4-ех роликовому механизму будет пофиг. Но такого аппарата на работе у сожалению нету В целом, если будет наконечник диаметром больше, чем заявленный у проволоки и хороший 4-ех роликовый промышленный механизм протяжки в аппарате - очевидно преимущество в виде скорости по сравнению с тиг. -
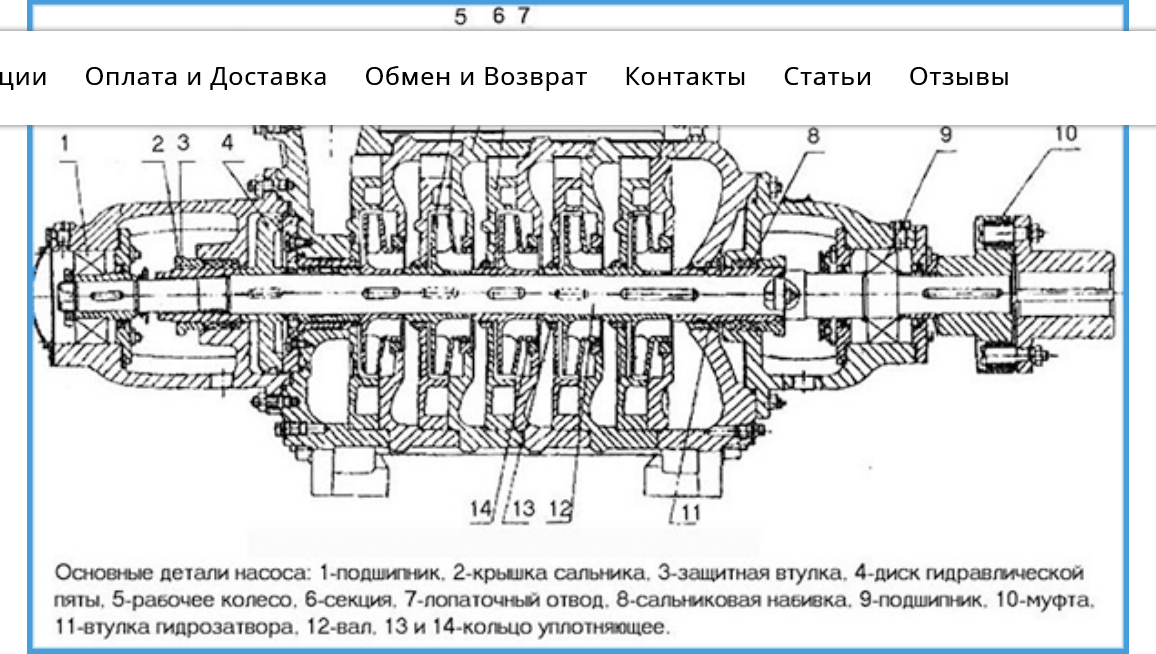
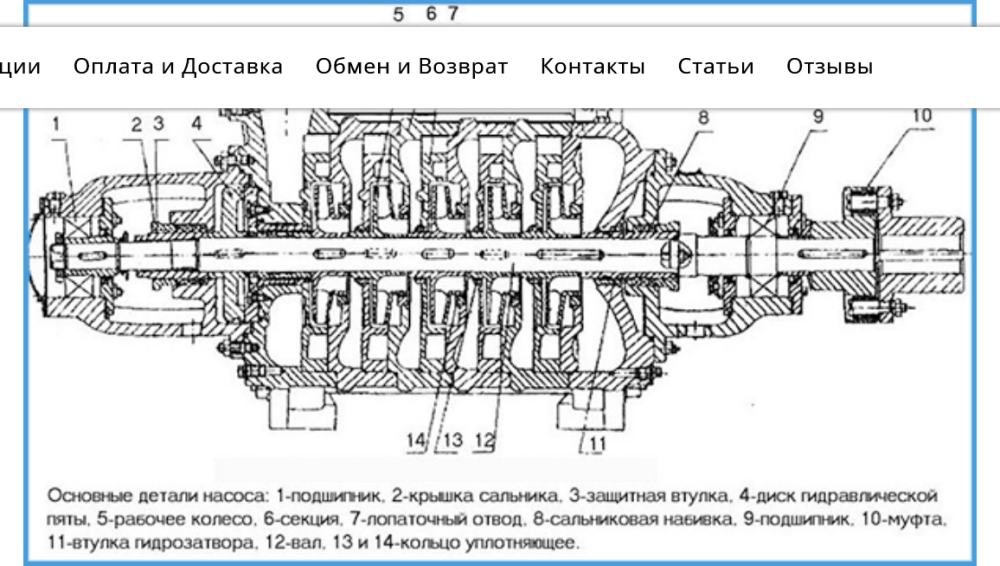
Для справки- Материал насоса ЦНСГ Корпус насосам ЦНСГ и крышка корпуса, рабочее колесо выполнены из чугуна СЧ 20. Вал насоса - стальной (сталь 35Л). Предназначение насоса ЦНСГ Насос ЦНСГ предназначен для перекачивания воды чистой или жидкости, по своим характеристикам близкой к воде (кроме морской воды), с содержанием твердых примесей до 0,2% по массе, размером частиц не более 0,2 мм, с показателем рН 7-8,5, температурой до +105°С. Это многосекционные центробежные насосы высокого давления.Мне они знакомы как питательные насосы котлов ДКВР 10-13.Применение в качестве пожарных?..давление будет выше нормы,а вот нужного объема не дадут. Сложны в разборке и сборке-если нет опыта,то лучше не браться за капитальный ремонт. Сварка т ПАНЧ 11 или NiFe полуавтоматом,также электродами МНЧ2,ОЗЖН-Спецэлектрод
-
 Я ж говорю: слесаря ушли в пике, а я после травмы плеча, эту дуру в одного не потяну ворочать. И когда они из пике выйдут хз, ибо главный анжинер в отпуске. А когда это проектировали и строили, ни проектировщики, ни строители не знали слов "ремонтопригодность" и "удобство обслуживания". Хотя, они и сейчас их вряд ли знают. Там, между насосом и стеной только-только рука проходит. Пошшупать можно, посмотреть - нет.
Я ж говорю: слесаря ушли в пике, а я после травмы плеча, эту дуру в одного не потяну ворочать. И когда они из пике выйдут хз, ибо главный анжинер в отпуске. А когда это проектировали и строили, ни проектировщики, ни строители не знали слов "ремонтопригодность" и "удобство обслуживания". Хотя, они и сейчас их вряд ли знают. Там, между насосом и стеной только-только рука проходит. Пошшупать можно, посмотреть - нет. -
 Фото трещины приложить очень тяжело? Потому как слова малоинформативны в этой ситуации.
Фото трещины приложить очень тяжело? Потому как слова малоинформативны в этой ситуации. -
Наконец добрался до компа... И таки да, боюсь. Ибо с чугунием допрежь не работал и очень не хочется налажать. Условий, как таковых, нет. У нас небольшая, даже маленькая, база по перевалке нефтепродуктов. Откуда что будет? Сам насос ЦСН(Г) 105-98, один из трёх пожарных, внутри, соответственно, водичка. Крышка литая, полусферическая, посадочное под подшипник вала присутствует. Снять пока не вариант, ибо сниматели дружно записались в авиацию, а мне в одного не вариант. Правда, перед тем, как сорваться в пике, мужики с использованием космических технологий(напильника), установили, шо таки чугуний. Методом пальпирования установлено, что трещина имеет место быть продольная, горизонтальная(параллельно опорной поверхности) примерно на 30-40 мм ниже посадочного, и длиной до 150 мм(примерно). Ширина 1-3 мм. То бишь, походу, придётся греть всё... Грустно. Не очень хорошо представляю как это исполнить резаком. Может в костёр её засунуть? Хз, могут набежать пожарные и будут больно бить ногами. И, если я правильно понимаю самая засада кроется в процессе остывания? И сама техника сварки. Я как-то слышал что чугуний нельзя варить напроход, только небольшими короткими швами в разных местах. В общем как-то так...
-
Да,подписываем с Вами двухсторонний договор и выставляем счет.После оплаты в течение 2х дней доставляем или отправляем транспортной Ваш заказ.
-
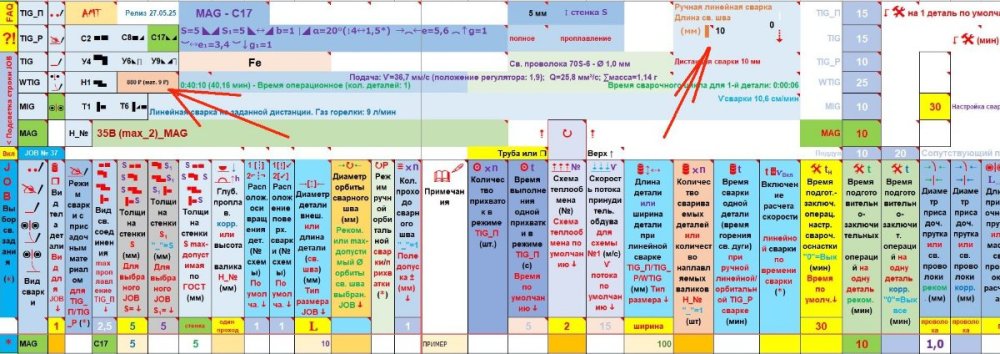
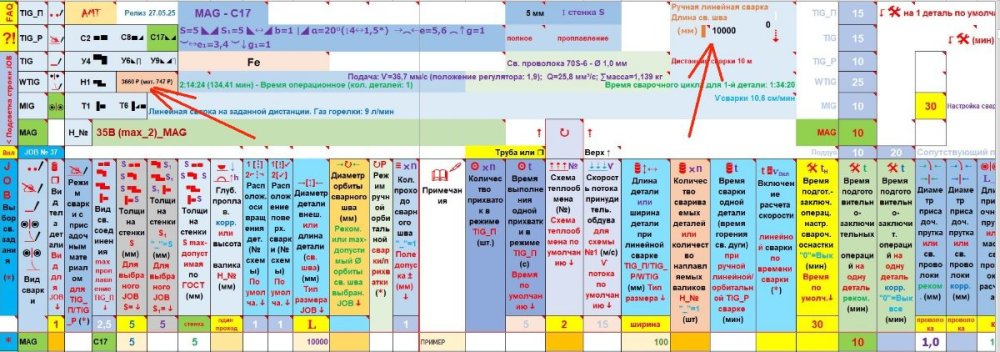
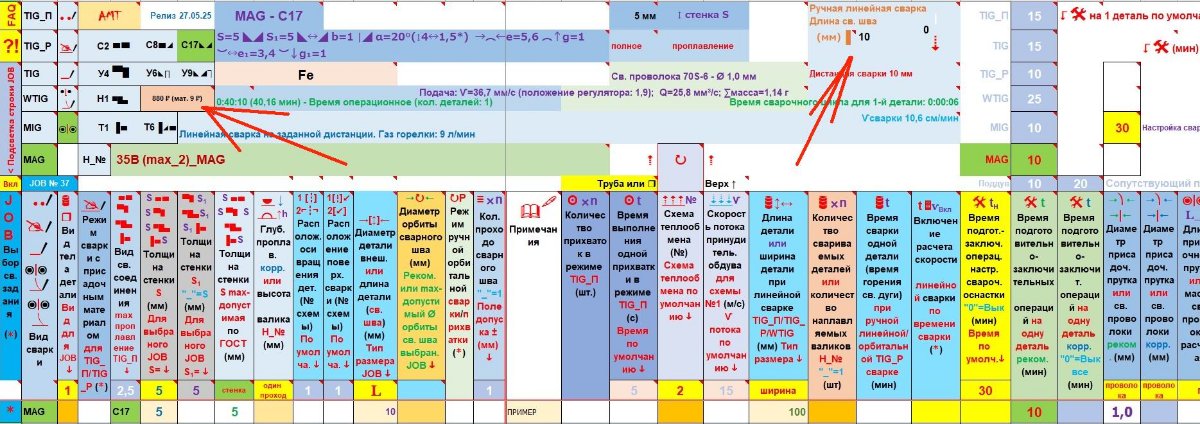
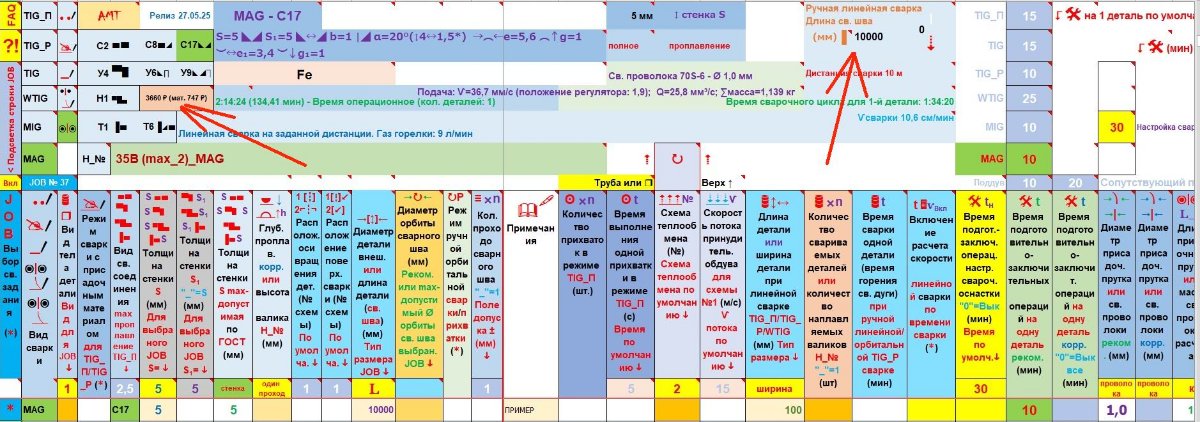
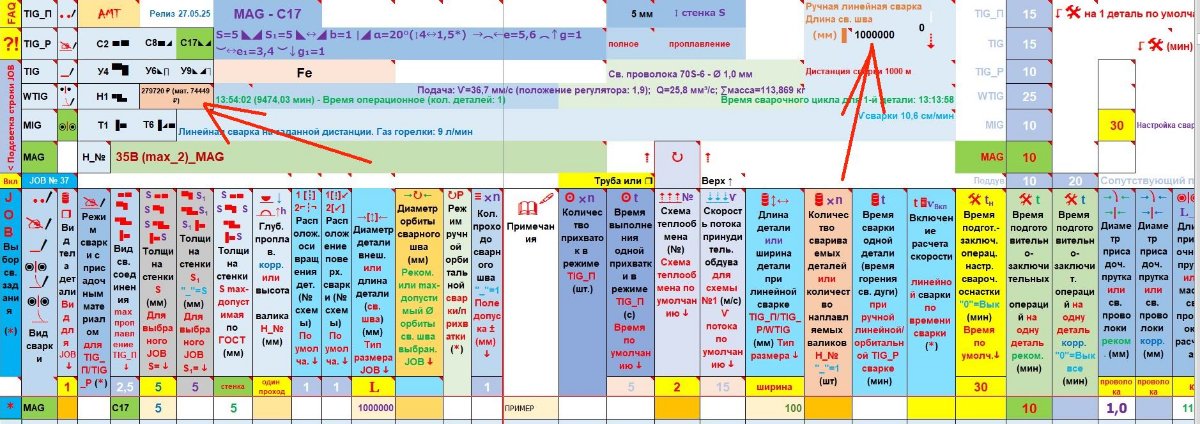
Я согласен. Здесь все — Никита, Стас, Гена, Турбо и Дюша Метелкин (газ, проволока, подготовительно-заключительные работы). Стоимость работы + материалы включительно, на дину шва 10 мм, 10 м, 1 км. ПС. Конечно же это просто пример подхода как посчитать (к ММА отношения не имеет, я этот способ сварки, мягко говоря, очень не очень).