Поиск сообщества
Показаны результаты для тегов 'аргон'.
Найдено: 90 результатов
-
Прикупили б/ушный велик, но сразу не увидели проблемы с рамой. С одной стороны лопнувший стакан для каретки, а с другой подгнивший стык. Имеется сварочный инвертор. Но опыта в сварке практически нет - немного варил некритичные конструкции из проф. труб чем попало (первые попавшиеся электроды). Сейчас, начав изучать тему как заварить велик, узнал много нового, но полного понимания нет. С одной стоны говорят что для тонкого металла лучше использовать рутиловые электроды. С другой, что при больших мех.нагрузках нужны с основном покрытием. Кроме того боюсь как бы не повредить внутреннюю резьбы стакана, в которую вкручивается каретка. А саму трещину в стакане наверняка нужно попытаться стянуть перед сваркой? Наверняка есть и ещё других нюансы о которых я не догадываюсь. В общем прошу помощи - расскажите как в моих условиях максимально правильно вылечить этот велик, какие электроды прикупить, какая техника сварки и пр.

-
1.Elitech АИС 200АТМ 2.GROVERS WSME-200 AC/DC PULSED TIG 3.Evo TIG 200 AC/DC Pulse 4. ATIG 200 PAC, INTEGRAL
-
Предыдущие темы: Выбор аппарата TIG АС/DС #1 Выбор аппарата TIG AC/DC #2 ________________________________________________________________- Привет всем, новенький я тут. Вопросик такой, работал только полуавтоматом и электродом, но в ближайшее потребуется работа с нержавейкой, aisi 304 и aisi 321, листы 1-2мм (открытые ванны) и каркасы профтруба 2мм. Итого думаю портить металл начинать даже не стоит, надо сразу на TIG переходить. Хотя что-нить особо дорогое сразу покупать не хочется, пока своего понятия не сформировалось и не окупилось, обычно дорогие вещи выбирать люблю уже имея собственный опыт и более четкие потребности. Для меня актуально только на 380, сеть есть, а зависимость от колебаний на 220 больше иметь неохота. Итого посматривал я и на grovers 315, но вроде как бюджет пока смущает (118т.р. примерно). Итого смотрю я на 2 аппарата СВАРОГа под 380В, TECH TIG 250 P AC/DC (E102) за 80+ рублей REAL TIG 250 (W229) за 40+ рублей Если кто работал, подскажите, какие у них недостатки. Ну и для моей задачи я так с ходу разницу вижу только в настройках, будут-ли они так критичны в моем случае по тонкой пищевой нержавейке, или можно взять пока младшенького REAL TIG 250 (W229) и начать работать с ним, а там пойму, нужен-ли мне потом постарше. Или для нержи 1-2мм мне будет чего-то сильно критично нехватать ? В общем буду благодарен советам, так как недавно задача возникла, и похоже в течение месяца нужно начинать работать.
-
Товарищи,подскажите пожалуйста или дайте ссылочку по сварке латуни,не смог найти,то ли поиск не работает.
-
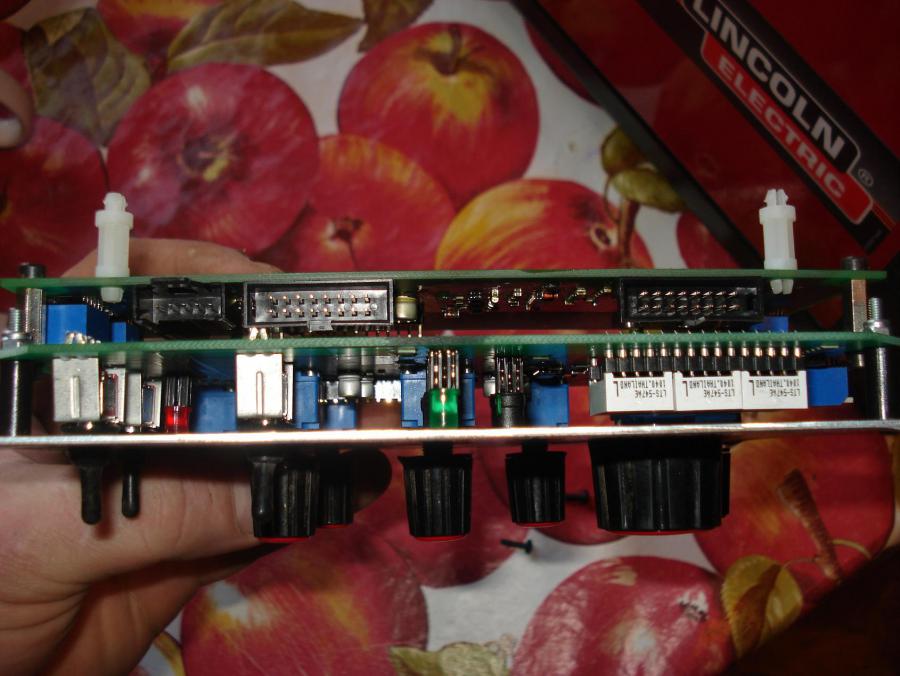
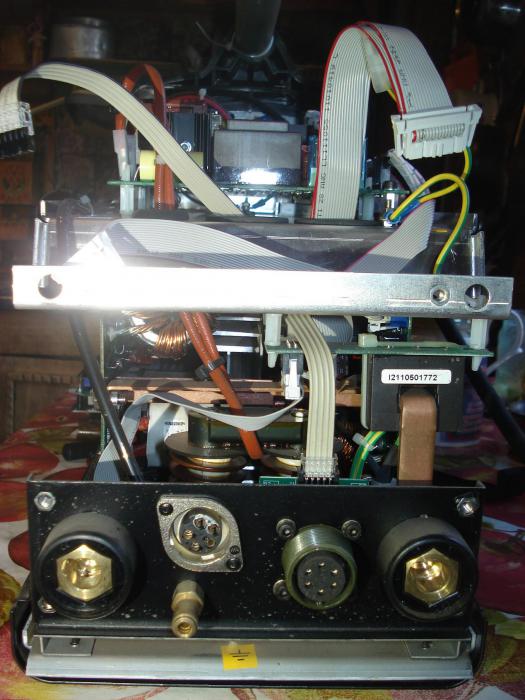
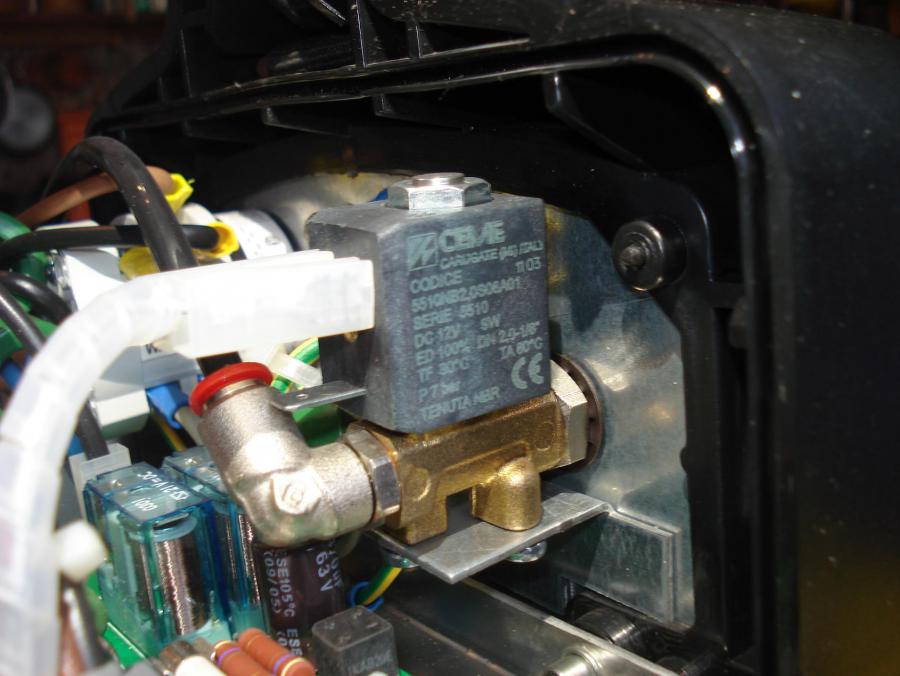
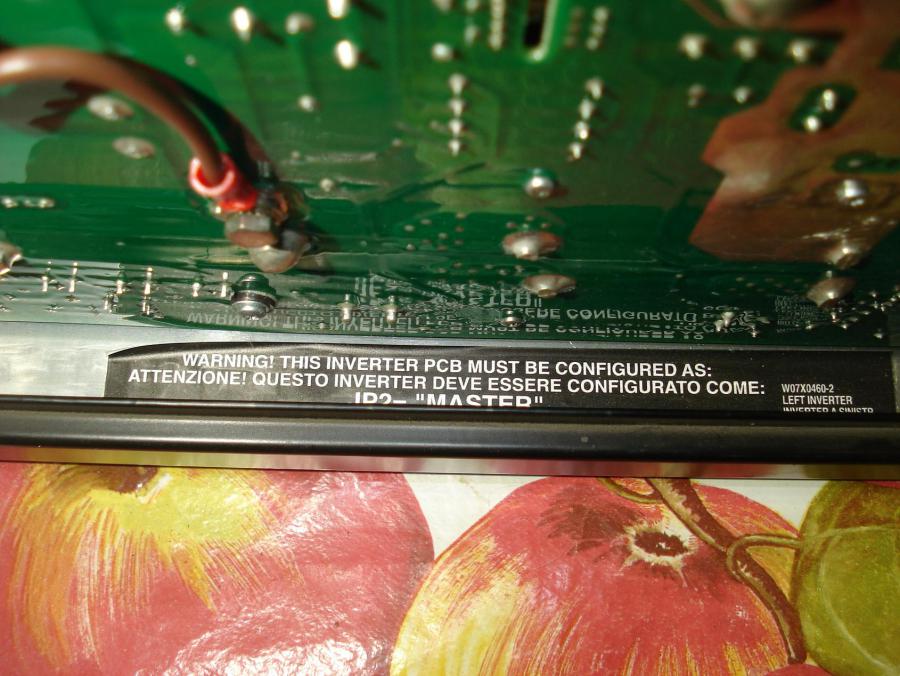
Добрый вечер всем. Как уже писал, приобрел себе этот аппарат, вместо 180 Чеборы, выбор был сделан из за возможности комбинировать и менять форму волн и полуволн. В принципе от младшей модели она отличается только возможностью выбора форм волны и полуволн. Мне не понравилась в ней невозможность поменять % на А в токе поджига, высчитывать % конечно полезно, с точки зрения " чтоб мозги не засохли" но бесит то, что опять не дают выбора. Но это в принципе не существенный недостаток. Поджиг четко отрабатывает, на грязном алюминии попробовать не довелось пока, радиатор и куллеры им чинил, видео сниму, пока много работы по лесовозам, и прочей тяжелой технике, пока не до Чеборы. Аппарат по размеру больше чем 315 Форсаж, и тяжелее его на 4 кг, фото внутренностей добавлю, когда буду его продувать, разбирать Чеборы еще то удовольствие, (по крайней мере 180).
-
Опять обращусь за советом. В последнее время начали активно тягать соседские и (не только) сто трубки да радиаторы. Трубки успешно проверяю собственноручным девайсом, спасибо websvarka http://i.piccy.info/i9/90893ec307cb01c9ba3dcd5aceab8b3f/1584031202/93985/1367127/IMG_20200203_095805_800.jpghttp://i.piccy.info/a3/2020-03-12-16-40/i9-13702658/565x755-r/i.gif А вот радиаторы, особенно там где типа бинокль, не подлезешь, спрашивают за проверку, развожу плечами, что не есть хорошо. http://i.piccy.info/i9/1fb03035653bd774e39f47f141247b19/1584031309/101021/1367127/IMG_20200225_162359_1__800.jpghttp://i.piccy.info/a3/2020-03-12-16-51/i9-13702660/565x755-r/i.gif Как для себя вижу вводные: американцы, европейцы, китайцы, все легковые.Все предложенные китайцами чемоданчики скупать неохота . Посоветуйте выверенный набор(ы) Заранее спасибо
-
Если подобная тема существует - я не виноват! Честное слово - искал по форуму В общем приобрели мы вот такую ерунду... Кто таким работал или работает? И вообще работает ли он? Пытались разобраться - так ни чего и не получилось, идет один газ, какой-то стабильной смеси нет. Даже официалы, которые продали нам это чудо - не смогли разобраться в его работе И еще вопрос... Посоветуйте РАБОЧИЙ бюджетный смеситель и по соотношению цена-качество.
-
Когда нет времени на поиск, а нужно получить быстрый ответ, то в этой теме можно задать любой профильный вопрос и вам по возможности кто нибудь постарается ответит.
-
Всем привет! Краткий обзор GROVERS WSME 200 AC/DC PULSED TIG. Фэйс и "курение убивает" для масштаба. Сбоку. Снизу. Тут ничего интересного. Поближе. Зажим массы. TIG горелка воздушного охлаждения. Сопла 4,5,6, цанги, колпачки. "Хвост" Разъем. Все.
- 752 ответа
-
- 19
-

-
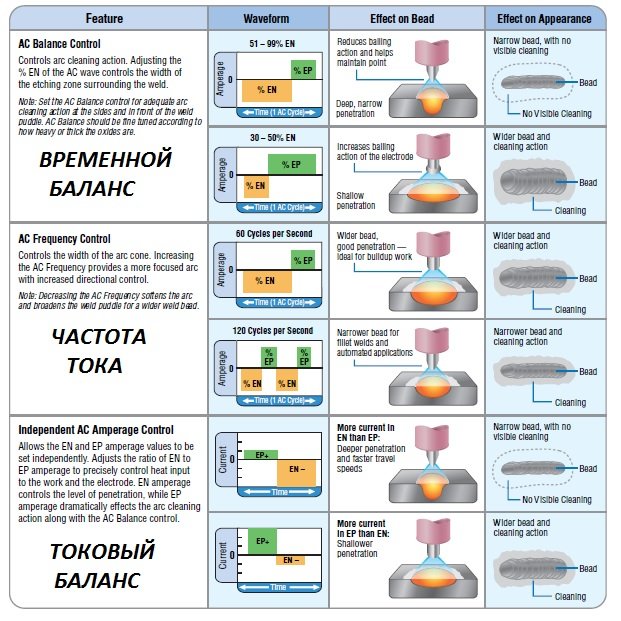
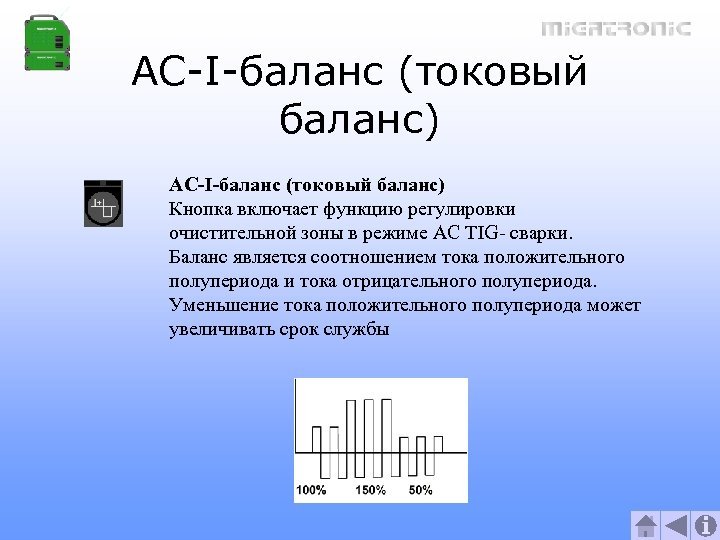
 Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
Настройка такого параметра, как баланс полярности, всегда вызывает массу вопросов, так как многие пользователи часто говорят об одном и том же, но смотрят на это дело с позиций мануалов своих аппаратов.Кои не всегда безгрешны.Поэтому разбираем в этой теме вопросы данной регулировки как можно ближе к академическим( насколько это возможно) взглядам. Начнём с азов.Переменный ток, он же АС,имеет две полуволны–положительную/отрицательную, и частоту, с которой все эти процессы протекают.То есть, переменный ток, частотой 50Гц, имеет 100 полуволн,50 положительных и 50 отрицательных,каждая из которых длится 0,01секунды.Полный период, соответственно,имеет длительность в 0,02секунды, что и даёт нам на выходе искомые 50Гц. Сварка на таком режиме, при котором время действия положительной и отрицательной полуволны равны между собой, не всегда комфортна.Вернее, совсем не комфортна в ряде ситуаций, так как приводит к излишнему нагреву электрода, потере его формы(заточки).Поэтому для большинства задач при сварке на переменном токе желательно иметь приоритет времени действия именно отрицательной полуволны, обеспечивающей больший нагрев и проплавление основного металла. Работу в периоде АС положительной полуволны необходимо держать в пределах, при которых в каждой конкретной сварочной ситуации нагрев электрода и зона катодной очистки будет находится в приемлемых диапазонах. Теперь о регулировке. Как уже было ранее сказано, точка равенства времени действия отрицательной и положительной полуволны может иметь обозначение "0" в алгоритме настройки временного баланса полярности. Регулировка времени действия производится изменением условных единиц(%) относительно нуля в отрицательном и положительном диапазонах.Тут надо смотреть, по какой полуволне производится отображение регулировки.То есть изменение в "+" не всегда приводит к увеличению времени действия положительной полуволны.Иногда ровно наоборот.На сварочных ТИГ-машинах типа "китайский сундук" индикацию того, по какой полуволне идёт регулировка часто выполняла штриховка или залитие цветом положительной или отрицательной полуволны на циклограмме. Также условный НУЛЬ–тоже может отличаться от положения 50/50.Тут надо смотреть внимательно мануал по конкретной модели. Также рассмотрим теперь т.н ТОКОВЫЙ баланс АС.Данная регулировка позволяет увеличить амплитуду положительной полуволны относительно отрицательной, то есть в данном случае можно говорить о сварке переменным асимметричным током( подробнее см."Сварка в самолётостроении", стр.137.).Причём в этом случае увеличение амплитуды положительной полуволны на величину Х приводит к симметричному уменьшению амплитуды отрицательной полуволны.То есть на графике происходит как бы смещение оси координат по вертикали. Также надо заметить,что временной и токовый баланс не заменяют друг друга.В большинстве случаев именно временной баланс может дополняться токовым. Сварка в самолётостроении..djvu
-
 Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.
Сегодня расковырял для продувки еще один свой аппарат. Варил правда им мало и только покрытыми злектродами.
-
Добрый вечер, купил Б\ушный сварочный, как не рабочий, хочу поднять. В силовой части вылетели 2 диода(3 на фото), и один транзистор(1 на фото), транзистор выпаял( там 6 параллельно вроде стоит), диоды заменил временно( для проверки) на другие. плату видимо ремонтировали до меня меняли транзисторы (2 на фото). На данный момент, при включении всё работает, но как только включаю мма, или замыкаю кнопку гарелки в режиме тиг, сразу зависает( работает только центральный валкодер, с кнопки не выключить) и это скорее всего из за того что нет напряжения на контактах ( 4 на фото). Куда копать? транзисторы целые ( те что 4 штуки) мелочёвка тоже.
-
Итальянская пресс - форма.Сложная и дорогая.(вторая половина ждет своей очереди).Ст.314 behler (1.2085).Наплавка В3К. Доводка - борфрезы,алмазные напильники,диски,бруски и т.д.) Довольно напряженная работа,.надо сказать.
- 16 ответов
-
- 7
-
-
- технологии
- фото
- (и ещё 2 )
-
Решил создать эту тему для более подробного обсуждения всего что связано с изготовлением и монтажом перил,поручней и ограждений из нержавейки.Сегодня я расскажу о самом главном, на мой взгляд,процессе-креплении стоек к полу.После различных вариаций я выбрал данную схему из-за простоты,надежности и относительной дешивизны.Итак:Коронкой на 39 высверливаем отверстия глубиной 5-6см.Я работаю на деревянных ступеньках поэтому коронка на дрели для дерева.По керамике лежит рядом,ей сверлят постоянно поливая водой,если не перегревать то хватает довольно на долго.Далее перфоратором со сверлом на 16 заглубляем отверстие ровно по центру высверловки,диаметр бура зависит от диаметра хвостовика закладной.Далее разводим эпоксидку и добовляя песок доводим до конститенции густой сметаны,заливаем в отверстие,ставляем закладную и одеваем на нее стойку Кол-во эпоксидки надо подобрать так чтобы не вылезло много наружу,а то оттирать трудновато.Потом подставляя кирпичи или что то похожее с помощью уровня выставляем и оставляем застывать сутки.Если сроки поджимают то вместо эпоксидки можно использовать полиэфирную смолу с отвердителем и термофен.Продолжение следует. http://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-55806300-1416074149_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-57838500-1416074213_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-61156100-1416074072_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-59083100-1416074264_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_11_2014/msg-9592-0-53949500-1416074324_thumb.jpg
- 67 ответов
-
- 21
-
-
 http://www.argon35.ru/ Кислород Параметры и размеры кислородных баллонов можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. По ГОСТ 5583-78 «Кислород газообразный технический и медицинский» (приложение 2), объем газообразного кислорода в баллоне (V) в кубических метрах при нормальных условиях вычисляют по формуле: V = K1•Vб, Vб — вместимость баллона, дм3; K1 — коэффициент для определения объема кислорода в баллоне при нормальных условиях, вычисляемый по формуле К1 = (0,968Р + 1) * * Р — давление газа в баллоне, измеренное манометром, кгс/см2; 0,968 — коэффициент для пересчета технических атмосфер (кгс/см2) в физические; t — температура газа в баллоне, °С; Z — коэффициент сжигаемости кислорода при температуре t. Значения коэффициента К1 приведены в таблице 4, ГОСТ 5583-78. Посчитаем объем кислорода в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7МПа (150кгс/см2). Коэффициент К1 определяем по таблице 4, ГОСТ 5583-78 при температуре 15°С: V = 0,159 • 40 = 6,36м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 6,36м3 Пропан-бутан Параметры и размеры кислородных баллонов для пропана, бутана и их смесей можно посмотреть по ГОСТ 15860-84. В настоящее время применяются четыре типа данных изделий, объемами 5, 12, 27 и 50 литров. При нормальных атмосферных условиях и температуре 15°С плотность пропана в жидком состоянии составляет 510 кг/м3, а бутана 580 кг/м3. Пропана в газовом состоянии при атмосферном давлении и температуре 15°С равна 1,9 кг/м3, а бутана — 2,55 кг/м3. При нормальных атмосферных условиях и температуре 15°С из 1 кг жидкого бутана образуется 0,392 м3 газа, а из 1 кг пропана 0,526 м3. Посчитаем вес пропанобутановой смеси в самом распространенном баллоне в строительстве: объемом 50 с максимальным давлением газа 1,6МПа. Доля пропана по ГОСТ 15860-84 должна быть не менее 60% (примечание 1 к табл.2): 50л = 50дм3 = 0,05м3; 0,05м3 • (510 • 0,6 + 580 •0,4) = 26,9кг Но из-за ограничения давления газа 1,6МПа на стенки в баллон этого типа не заправляют более 21кг. Посчитаем объем пропанобутановой смеси в газообразном состоянии: 21кг • (0,526 • 0,6 + 0,392 •0,4) = 9,93м3 Вывод (для рассматриваемого случая): 1 баллон = 50л = 21кг = 9,93м3 Ацетилен Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. Корпус ацетиленового баллона отличается от корпуса кислородного баллона меньшим размером. При давлении 1,0 МПа и температуре 20 °С в 40л баллоне вмещается 5 – 5,8 кг ацетилена по массе ( 4,6 – 5,3 м3 газа при температуре 20 °С и 760 мм.рт.ст.). Приближенное количество ацетилена в баллоне (определяется взвешиванием) можно определить по формуле: Va = 0,07 • Е • (Р – 0,1) 0,07– коэф., который учитывает количество ацетона в баллоне и растворимость ацетилена. Е – водяной объем баллона в куб.дм; Р – давление в баллоне, МПа (давлении 1,9 МПа (19,0 кгс/см2) при 20 °С по ГОСТ 5457-75 «Ацетилен растворенный и газообразный технический»); 0,1 – атмосферное давление в МПа; Вес 1 м3 ацетилена при температуре 0°С и 760 мм.рт.ст. составляет – 1,17 кг. Вес 1 куб.м ацетилена при температуре 20°С и 760 мм.рт.ст. составляет 1,09 кг. Посчитаем объем ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: Va = 0,07 • 40 • (1,9 – 0,1) = 5,04м3 Вес ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: 5,04 • 1,09 = 5,5кг Вывод (для рассматриваемого случая): 1 баллон = 40л = 5,5кг = 5,04м3 Двуокись углерода (углекислота) Углекислота (по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая») применяется как защитный газ для электросварочных работ. Состав смеси: СО2; Ar + CO2 ; Ar + CO2 + O2. Еще производители могут маркировать ее как смесь MIX1 – MIX5. Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. При рабочем давлении углекислоты в баллоне 14,7 МПа (150 кгс/см2) коэффициент заполнения: 0,60 кг/л; при 9,8 МПа (100 кгс/см2) – 0,29 кг/л; при 12,25 МПа (125кгс/см2) – 0,47 кг/л. Объемный вес углекислоты в газообразном состоянии равен 1.98 кг/м³, при нормальных условиях. Посчитаем вес углекислоты в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7 МПа (150 кгс/см2). 40л • 0,6 = 24кг Посчитаем объем углекислоты в газообразном состоянии: 24кг / 1,98 кг / м3 = 12,12м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 24кг = 12,12м3 Техническая информацияИнформация по газамКислородАргонУглекислотаРасчет газа в баллоне +7 (8172) 50-23-83 прием отзывов о нашей работе Будем рады сотрудничеству!
http://www.argon35.ru/ Кислород Параметры и размеры кислородных баллонов можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. По ГОСТ 5583-78 «Кислород газообразный технический и медицинский» (приложение 2), объем газообразного кислорода в баллоне (V) в кубических метрах при нормальных условиях вычисляют по формуле: V = K1•Vб, Vб — вместимость баллона, дм3; K1 — коэффициент для определения объема кислорода в баллоне при нормальных условиях, вычисляемый по формуле К1 = (0,968Р + 1) * * Р — давление газа в баллоне, измеренное манометром, кгс/см2; 0,968 — коэффициент для пересчета технических атмосфер (кгс/см2) в физические; t — температура газа в баллоне, °С; Z — коэффициент сжигаемости кислорода при температуре t. Значения коэффициента К1 приведены в таблице 4, ГОСТ 5583-78. Посчитаем объем кислорода в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7МПа (150кгс/см2). Коэффициент К1 определяем по таблице 4, ГОСТ 5583-78 при температуре 15°С: V = 0,159 • 40 = 6,36м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 6,36м3 Пропан-бутан Параметры и размеры кислородных баллонов для пропана, бутана и их смесей можно посмотреть по ГОСТ 15860-84. В настоящее время применяются четыре типа данных изделий, объемами 5, 12, 27 и 50 литров. При нормальных атмосферных условиях и температуре 15°С плотность пропана в жидком состоянии составляет 510 кг/м3, а бутана 580 кг/м3. Пропана в газовом состоянии при атмосферном давлении и температуре 15°С равна 1,9 кг/м3, а бутана — 2,55 кг/м3. При нормальных атмосферных условиях и температуре 15°С из 1 кг жидкого бутана образуется 0,392 м3 газа, а из 1 кг пропана 0,526 м3. Посчитаем вес пропанобутановой смеси в самом распространенном баллоне в строительстве: объемом 50 с максимальным давлением газа 1,6МПа. Доля пропана по ГОСТ 15860-84 должна быть не менее 60% (примечание 1 к табл.2): 50л = 50дм3 = 0,05м3; 0,05м3 • (510 • 0,6 + 580 •0,4) = 26,9кг Но из-за ограничения давления газа 1,6МПа на стенки в баллон этого типа не заправляют более 21кг. Посчитаем объем пропанобутановой смеси в газообразном состоянии: 21кг • (0,526 • 0,6 + 0,392 •0,4) = 9,93м3 Вывод (для рассматриваемого случая): 1 баллон = 50л = 21кг = 9,93м3 Ацетилен Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. Корпус ацетиленового баллона отличается от корпуса кислородного баллона меньшим размером. При давлении 1,0 МПа и температуре 20 °С в 40л баллоне вмещается 5 – 5,8 кг ацетилена по массе ( 4,6 – 5,3 м3 газа при температуре 20 °С и 760 мм.рт.ст.). Приближенное количество ацетилена в баллоне (определяется взвешиванием) можно определить по формуле: Va = 0,07 • Е • (Р – 0,1) 0,07– коэф., который учитывает количество ацетона в баллоне и растворимость ацетилена. Е – водяной объем баллона в куб.дм; Р – давление в баллоне, МПа (давлении 1,9 МПа (19,0 кгс/см2) при 20 °С по ГОСТ 5457-75 «Ацетилен растворенный и газообразный технический»); 0,1 – атмосферное давление в МПа; Вес 1 м3 ацетилена при температуре 0°С и 760 мм.рт.ст. составляет – 1,17 кг. Вес 1 куб.м ацетилена при температуре 20°С и 760 мм.рт.ст. составляет 1,09 кг. Посчитаем объем ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: Va = 0,07 • 40 • (1,9 – 0,1) = 5,04м3 Вес ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: 5,04 • 1,09 = 5,5кг Вывод (для рассматриваемого случая): 1 баллон = 40л = 5,5кг = 5,04м3 Двуокись углерода (углекислота) Углекислота (по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая») применяется как защитный газ для электросварочных работ. Состав смеси: СО2; Ar + CO2 ; Ar + CO2 + O2. Еще производители могут маркировать ее как смесь MIX1 – MIX5. Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. При рабочем давлении углекислоты в баллоне 14,7 МПа (150 кгс/см2) коэффициент заполнения: 0,60 кг/л; при 9,8 МПа (100 кгс/см2) – 0,29 кг/л; при 12,25 МПа (125кгс/см2) – 0,47 кг/л. Объемный вес углекислоты в газообразном состоянии равен 1.98 кг/м³, при нормальных условиях. Посчитаем вес углекислоты в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7 МПа (150 кгс/см2). 40л • 0,6 = 24кг Посчитаем объем углекислоты в газообразном состоянии: 24кг / 1,98 кг / м3 = 12,12м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 24кг = 12,12м3 Техническая информацияИнформация по газамКислородАргонУглекислотаРасчет газа в баллоне +7 (8172) 50-23-83 прием отзывов о нашей работе Будем рады сотрудничеству! -
Сегодня побывал на сайте РПЗ и увидел такое чудо-http://grpz.ru/production/civil/welding/item/svarochnyi-apparat-Forsag-315AC-DC/ .Интересно,может у кого уже есть? Я бы даже так еще спросил-Матерые "форсажисты" есть здесь?
-
Рама и подрамник после аварии.
-
Приобрел б/у данный сварочный комплектация полный фарш=) первый запуск показал что не совсем интуитивная панель.... по сварке алюминия могу сказать точно что примерно как Miller или как Linkoln, не EWM. зона очистки прям гиганская=) .... дальнейший отзыв напишу чуть позже, надо кнопки потыкать=)
-
Сделан очередной шаг... Эпопея с приобретением ТИГ аппарата закончилась. После нескольких лет лёгких раздумий: "а не пора ли...?" был сделан вывод, что пора и пошли месяцы раздумий тяжёлых: что, почём и где? Изначально хотелось хороший 3-х фазный аппарат минимум на 300А ас\дс с мощным функционалом, чтоб надолго и на все случаи жизни. Такие аппараты стоят очень дорого, поэтому к моменту покупки надо уже всё знать и быть опытным сварщиком. Да. Аппарата ещё нет, а знать про него надо всё или почти всё. В очередной раз хочется сказать спасибо форуму. Тут меня упрекали, что я не люблю Валеру. Отнюдь. Уж кто-кто, а он делает для ламеров огромную работу, ну и многие другие стараются. Итак, за несколько месяцев учёбы, я стал понимать, что такое хорошо и что такое плохо. До хорошего сварщика мне ещё шагать и шагать, но с такими учителями это не трудно. Изначально я ориентировался на Форсаж 315. Это минимальный уровень, который меня устраивал. Собственно, я бы его давно уже купил, если бы не наглое кидалово от дилеров. Об этом я отписывался в соответствующей теме. После Свармы я сделал ещё несколько попыток, но все они заканчивались ни чем. - Я бы хотел купить у вас Форсаж, но мне нужно то-то, то-то и то-то. - Что-оо? - Мне нужно то-то, то-то и то-то. - А-ааа... Да-ааа... Ага-ааа... Вы напишите нам на почту письмо. Изложите в нём все свои требования. Мы его рассмотрим и подумаем, чем вам можно помочь. Тудыть! Ну почему я не могу просто приехать в магазин, включить его и купить? А не могу я это сделать потому, что все или почти все дилеры врут. На сайтах написано, что аппараты есть в наличии, а на самом деле их нет. И начинается! Пишите письма. Оставьте свой номер телефона, мы вам перезвоним. Иногда даже не перезванивают. Иногда перезванивают и начинают нести какую-то чушь. - Мы вас поняли. Того аппарата, который есть на сайте сейчас нет, но если у вас есть особые требования, давайте вы подъедите к нам, сделаете 100% предоплату, мы все ваши требования передадим на завод и там, специально для вас, самые лучшие специалисты ГРПЗ, мудрые и трезвые, соберут своими опытными руками СУПЕРФОРСАЖ... - ...!!! Я это уже проходил! Предоплата вообще исключена. - Да?! А вот когда вы в булочную приходите, вы же сначала платите деньги, а только потом берёте хлеб! Вы знаете как не выгодно сварочниками торговать? Вы знаете как их редко берут? Что, если мы его привезём, а его НИКТО НЕ КУПИТ...??? И это ДИЛЕРЫ! Крупные! В Москве! Далее следуют 5 минут препирательств и в конце: "Ну не 100, так хоть 20% дайте!". Чисто гаишники. Мне эта канитель с Форсажом надоела и я приуныл... Всё это время я следил за вторичным рынком. Ситуация там безрадостная. Последние пару лет никто не хочет бедным гаражникам делать подарки. И, если крутые полуавтоматы встречаются от 60 тыс, то крутого ТИГа нет. За всё время мне встретилось только 3 варианта. Хороший ЕВМ в Питере, старый, но хороший Фрониус где-то в Сибири. Пересылать такие дорогие вещи через авито очень рискованно. Продавца ЕВМа я счёл странным, а продавца Фрониуса просто неадекватным. И, наконец, третий вариант - лягушонка. Так я его сразу прозвал. Он висел уже месяца три по очень большой цене. Типа, новый. На самом деле не новый, но реально малоюзаный. Денег на него не было даже теоретически. Однако, офигев от безысходности, я родил план. Новый год, балансы, отчеты, наличка - волшебные слова для тех, кто понимает. Позвонил. После недолгих переговоров мне удалось подвинуть продавца на 110 тыс! А это уже совсем другое дело! Воспользовавшись накопленным, тем что новый год и скоро мой ДР, собрав всё, что можно и что нельзя, я дотянулся! Столько всего сложилось! Не иначе новогоднее чудо. 350А. ПВ почти 100%! Наблюдал Валерину тему про Эвоспарк. Начал подумывать, а может...? Но он стоит 345 голый. Если его укомплектовать, то до него надо будет ещё сотку готовить, а это уже не просто тяжело... К тому же их тоже нет в наличии. Предоплата, ожидание изготовления и поставки... Комплектовать горелкой и прочим самому... Короче, взял и купил лягушку. Инфы по ней маловато. Экранчика красивого у неё нет, но, надеюсь, поработает. Пойду снимать стресс... Всех с наступающим! Успехов и пополнений!
-
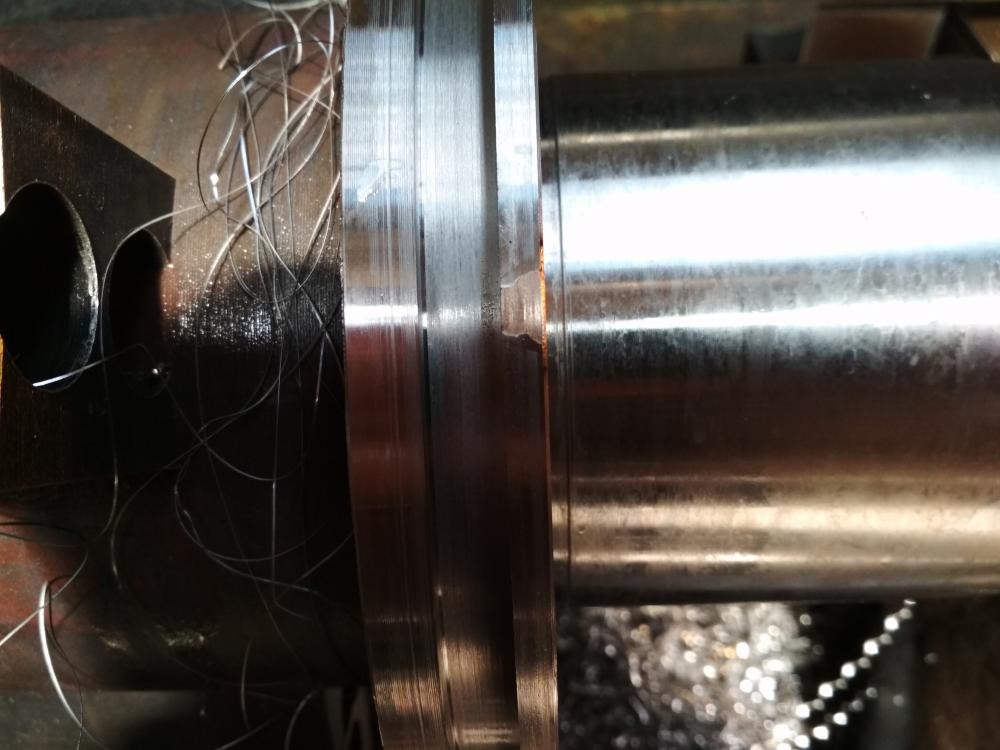
Поршень ф225,ст 40х. Черновая токарная и термообработка(улучшение) - возникла трещина, довольно глубокая, обнаружена при чистовой. Повторить всю феншуйную канитель смысла нет - потом не уложимся в размер( часть чистовой уже выполнена). Сварка без подогрева мнжкт. Глубина трещины 6-7мм. Разделку пришлось делать пошире, но не настолько, как она выглядит на снимках ( это вышло по объективным для меня причинам: аппарат ВД 306 и светофильтр стал открылся, ток 110а, масса детали примерно 40кг.). Довольно часто приходиться наплавлять металл(ст 40Х, ст45) уже на финишной обработке, допустим, при расточных работах( деталь обрабатывается с одной установки -снимать нельзя). Можно той же ст 18-9, но потом можно несколько дней убить на обработку, особенно при расточке на длинном вылете. Можно 08Г2С .., но это уже под абразив. На снимках четко видна подкаленная полоса металла, прядка 0,8 - 1мм (местами больше). В этом случае проточку удалось выполнить быстро (станки ЧПУ) . Резец Т5К10 с измененным углом заточки - снизить ударную нагрузку. Это один из приемлемых вариантов восстановления. В этом случае гарантирую работоспособность поршня.
-
Авторы: Г уреева Марина Алексеевна — доцент, кандидат технических наук, доцент кафедры экономики факультета экономики, управления и финансов Российского Овчинников Виктор Васильевич — доктор технических наук, профессор Московского политехнического университета; Рязанцев Владимир Иванович — кандидат технических наук. Рецензенты: Грушко О. Е. — доктор технических наук; Феклистов С. И. — доктор технических наук, главный научный сотрудник, ООО «Аттестационный центр ЦНИИТМАШ». Оглавление Введение ............................................................................................... 7 Глава 1 Алюминиевые сплавы ..........................................................10 1.1. Сплавы системы алюминий — магний ...................................................12 1.2. Сплавы системы алюминий — марганец ...............................................13 1.3. Сплавы системы алюминий — медь — марганец ..................................14 1.4. Сплавы системы алюминий — магний — кремний ...............................14 1.5. Сплавы системы алюминий — медь — магний .....................................14 1.6. Сплавы системы алюминий — цинк — магний .....................................15 1.7. Сплавы системы алюминий — магний — литий ...................................15 1.8. Сплавы системы алюминий — магний — бериллий .............................16 Глава 2 Дуговая сварка алюминиевых сплавов .............................. 17 2.1. Сварка сплавов системы алюминий — медь — марганец .....................17 2.1.1. Ручная сварка на постоянном токе................................................21 2.1.2. Макроструктура сварных швов .....................................................23 2.1.3. Особенности сварки прессованных, штампованных и кованых полуфабрикатов .....................................................................34 2.2. Дуговая сварка сплавов системы алюминий — магний — литий .........41 2.3. Сварка сплавов системы алюминий — магний — бериллий ................53 2.4. Сварка разноименных алюминиевых сплавов .......................................59 2.5. Присадочные материалы для сварки алюминиевых сплавов в США ....63 Глава 3 Механические свойства сварных соединений из алюминиевых сплавов ................................................................. 67 3.1. Механические свойства сварных соединений из сплавов системы Al — Cu — Mn ...........................................................................................67 3.2. Механические свойства сварных соединений из сплавов системы Al — Mg — Li ............................................................................................80 3.3. Механические свойства сварных соединений из сплавов системы Al — Mg — Be ...........................................................................................84 3.4. Свойства сварных соединений при циклических нагружениях ............85 Глава 4 Макроструктура сварных соединений алюминиевых сплавов ............................................................................................... 95 4.1. Выбор, вырезка и шлифовка образцов для изучения макроструктуры .......................................................................................96 4.2. Общие закономерности кристаллизации и строения сварного шва ....98 http://yandex.ru/clck/jsredir?from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=2202.eayDcgvR7S76fpAE4rVUs5nUNT-kKCnaaVwgoTYLt0QdyMgUXWmHRp_Wic2KxpohHh01cJkYjxukZuuXQFXDhAyOAnRks29-iBkXfVRm4zEbVy-hnZ75X74sPSyktPCeZGh0cmZvZWJtZGRiY3Rqbg.7107dfb1b83901096e2902ba13249d7c647e24f9&uuid=&state=jLT9ScZ_wbo,&&cst=AiuY0DBWFJ7q0qcCggtsKez_XtAiWQLeSW7iiWPc3hsUPhZa6XM8MAh4SZkQFSotlOBjb0Se81fpVxOS2R_6P3EzbR_jsuVNVsT8I9WBii3Ie6ctzmwXrXtoKVLv7SQicCWaYKtgjA7bTK53oibebkGAnbqwM7vn5LHZmDjphY58lkHqQt6sqvc1m7IzRplsHsjB1idDyrOYGGZZucHNk7Y0aNO--GhGp9TUVtTfgimMQ_IVweBEOvvolzp_4tPwhhy0fkS2njFXsQr7KgTkqt5DkgM9eYNpA3VXXMl7L4FSjmSHmizl4C13WEZjPGIwHvo3Solv_6G-kyTbm2OdZ-gW1LEu6zkYF8zuV5FPoNYa39YyAOJ9nJSjo8oTEU1d5CeZ3OW6sPvVIxcVS2lNdinRLavNLXVHTH8HdYZ6kDEsIjiGL-6-j1vt5-iSTvqbVPTBT7GAvZLZDkaqkibUJ22bvKE0ZYWwlSFsz4Wzl25VnyxCI0nYrC_k2TMrrP5kjsvx_Bds5oiwLv49WWspJyJKhQVISFOKwFPhqLF3g3Nr_FTlxa_Hkc0P2tpSGNPVbI31hbwVOaRXkiyG61_Y2grS27c5TPKTuayfZgctvzTsFEINmoUEIxUC-SoNZ6c1_Njpk-aHjpMNhrHFT_ERtjwTlnXCw72u6AGAr9Eojo2J6zLo2W3wZwdSZqq1pO-Rfm6NtT5a3mW1DqMJWZYwia7i6yH7CgWUpK49BLJdKOuaQKupiwP-_jjDsEaSIFxm64kjg5TTcZ6v1YCf8dCA7piB-In7v9DlL728AO5OplErgpufgSh6XC7O6lrxkNdQqCOoAGV6WC67-apUna59e_3m5V6ZRBU_-Uw_VBzGtSGAkSd20xErqETyF9ADO_z0d3-uqshvicTmiVQr7KT0ZI02JzLQIv1WKs-Sz8xSaJoYxq95xPEsqGQVtS1v4fEgjRlX5nViz-Nx_jQDF6SbPbaerl5hP7OdTI1Re4nJUx_Zp4Z_1Bx7DnObeaSyIiDinrToRY_5wiwxwJNlCa0-2grnCrUHS1-4XMeaUsJ-g9AzrLYgLD6xPGmRW8bNVDLpwITT8e1wLqI0IgwKEnpm3QroSOu9X2B4DDlI7X1M4Qr4TMrPnppjlZKzHNTSQ-BDzdu5px_tJSB3bBWXt5UuF9cIJVLgyeYAjjJKPV73SUwPdjyYYF3-l7oIgGk1nUgf8LYCYQgU35mcV64LlCwvdA,,&data=UlNrNmk5WktYejY4cHFySjRXSWhXQTRFZjdIQXNibEJWZ25yNURqMUdIN0lRZm9TRjJSNkN5ZnZaOE4xQmRjWlEtbFRUUUF0NVhULTc2MWhIXzAxWHdrUmppczFDanpVN3A3UlZ5VUpFdVF6YXdlbl9fb0NseWtCVTBOaHVKOGxJdnNPQ01VRkpoQmJVdHNYdVhXekF4djFCTGZGdGgzc2V2SW1ZcUpZTElsUFFSbHdJLV9KcncsLA,,&sign=b842ae842c2f1828d9ed6b964e8de118&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kpVBUyA8nmgRHuT5JuWrkaR-YPk2q9R5lzHifpvYx2cyZ6gnR26y03gsVsRMniHrDJnQqW_TNjnBI6Ob2ZiK6XKJ2LCMNW2ak21dfCqt8k5ohsW8Eob6s2p-ERIM-7PrcFonjbJWo7N0SnjEgGcJsAtnRR2kT_ihMR2Vd9mURvRmvrFumQOsEvq24XHlYfLfng9vrYxk2XdY8F28b6qFpXKinNeqw4Ox4exI5OGMihSlFQqYBhFbABjz00thUQJue2H5OR9H-Zn0TnufMsC1GNoQdE384noapNcRLBEn6luDi6LBGHA540OC-kcpxyWF3Wy65c_wM7RVqMLsReZ3Ele417CzQYRoO9qSG87Oogdns,&l10n=ru&cts=1671168619391%40%40events%3D[{"event"%3A"click"%2C"id"%3A"1_74ylw00-03"%2C"cts"%3A1671168619391%2C"fast"%3A{"organic"%3A1}%2C"service"%3A"web"%2C"event-id"%3A"lbq2nben94"}]&mc=3.572469458770136&hdtime=121873
-
Не нашел инфы на форуме по данному аппарату, решил потихоньку начать писать отзыв, потому как по заявленным параметрам аппарат очень интересный. Вот и он. Обошелся он мне в 56 тысяч рублей в наличии в Томске у официального диллера Сварог. В комплекте добротная 4м горелка 26-я, т.е. 180А на ПВ 35%. К тому же она шла с регулировкой тока, хотя не уверен, что это плюс, потому как пожертвовали размерами кнопки поджига, а это не очень-то удобно. Варить пробовал пока только нержавейку. На постоянке все функции работают, есть импульсный и прихваточный режим, спад, нарастание, продувка - полный комплект. Но сразу обнаружился один недостаток - это отвратительная работа осциллятора. На аппарате предусмотрен выбор диаметра электрода - 1/1.6/2/2.4/3.2. Я работал с электродом 2.4. Осциллятор работает не постоянно при нажатии, а трещит секунды две, потом отрубается, если дуга не зажглась. Так вот, даже выставив диаметр на 3.2, дуга не желает загораться, при том разряд между электродом и изделием идет. Интересно, что когда выставляю диаметр на 1, то дуга не загорается вообще, а дальше от 1.6 до 3.2. разницы нет, поджиг идет нестабильно и одинаково отвратительно. Еще помучаю его, но думаю - это повод обратиться в сервисный центр. Думаю залезть внутрь, взглянуть на осциллятор... Надо глянуть - есть ли пломбы на корпусе...
-
Народ, приветствую. Есть кто пользуется? Для каких целей и какие бы настройки вы хотели видеть? Работали ли в комбинации с пульсом и нужно ли такое?
-
ООО «ПК «Инвертика» с ноября 2017 года освоило выпуск антипригарных жидкостей для роботизированных систем и противопригарные жидкости для защиты металлических поверхностей от прилипания брызг при сварке (ручной дуговой, полуавтоматическими, аргонодуговой). Артикул 0017 - применяется в станциях обслуживания роботизированных сварочных горелок для периодического автоматического распыления на поверхность сварочной горелки жидкости, которая уменьшает количество прилипших металлических брызг и обладает очищающими свойствами. Характеристики: - Кинематическая вязкость (при 40⁰C) 16-20 мм²/с, - Плотность 0,8-0,9 г/см³, - Температура замерзания -15⁰C, - Представляет собой вязкую нейтральную органическую жидкость. Артикул 0018 - предназначенной для защиты металлических поверхностей против прилипания брызг металла при сварке и защиты сварочных горелок. Преимущество использования антипригарной жидкости - экономит время на изготовление изделий и снижает трудозатраты, исключает последующую механическую зачистку. Характеристики: - Относительная плотность 1,01 - Уровень рН 7,5-8 - Активированный водный раствор смеси поверхностно-активных веществ и пленкообразующих добавок - Класс безопасности - IV. - Пожаробезопасное и взрывобезопасное вещество, не токсично. арт. 0017. Расфасовка - в канистрах по 5 литров. арт. 0018. Расфасовка - в канистрах по 20 литров. арт. 0019. Расфасовка - в бутылках по 0,5 литров. (возможна комплектация триггерами) Вот справочно цены: Артикул Цена 0017 2150,00р. 0018 4925,00р. 0019 147,00р. Еще хотелось бы представить новинку: Антипригарный гель Артикул 0020 - Для защиты от сварочных брызг пластмассовых поверхностей и тонкого листового металла необходим слой антипригарной жидкости большей толщины, чем для защиты металлических поверхностей. Концентрированная антипригарная жидкость обладает большой вязкостью и при нанесении на поверхности образует достаточный по толщине защитный слой. Так же, в концентрированной антипригарной жидкости нет красителей, так как они могут окрасить пластмассу. Отсутствие красителей не усложняет контроль нанесения антипригарной жидкости. Так как при нанесении на поверхности, слой концентрированной антипригарной жидкости визуально хорошо различим. Для защиты удалённых от сварочного шва поверхностей, можно использовать концентрированную антипригарную Остатки антипригарной жидкости смываются водой. Для промывки изделий со сложной поверхностью, рекомендуется использовать щётку из натуральной щетины. Гель пожаробезопасен, взрывобезопасен и не токсичен. Расфасовка - в банках по 1кг. Тема не претендует на уникальность и инновационность. Просто хотелось сообщить о том, что у нас появилось. А так же узнать мнение форумчан.
-
При аргоно-дуговой сварке алюминиевых сплавов встречаются различные дефекты: газовая пористость, окисные пленки, вольфрамовые включения, трещины, несплавление и смещение кромок и пр. Основные из них — газовая пористость (—48%) и окисные пленки (~34%). Опасный дефект — кристаллизационные (горячие) трещины. Газовая пористость. Получение плотных швов при сварке алюминия и его сплавов более сложно, чем при сварке других металлов. Образующаяся на поверхности алюминия и его сплавов окисная пленка активно адсорбирует влагу. При нагреве влага реагирует с металлом, в результате чего происходит диссоциация пара с выделением водорода — основного источника пор в сварных швах. Причинами пористости являются: газонасыщенность основного материала и присадочной проволоки, присутствие влаги на поверхности материала и в защитной среде, нестабильность протекания процесса сварки. Исследования, выполненные в области газовой пористости, определили два основных направления в разработке средств повышения плотности сварного соединения: 1) уменьшение водорода вследствие эффективной обработки поверхности исходного металла (химическое травление, шабрение, термообработка в вакууме или в аргоне и пр.); 2) уменьшение водорода в результате эффективного воздействия на условия кристаллизации сварочной ванны (погонная энергия, двухдуговая сварка, магнитное перемешивание и др.). Окисные пленки — опасный дефект в сварном соединении. Значительный брак по окисным пленкам наблюдается при сварке тонколистовых деталей с расположением плен в корне шва. Несмотря на эффективное воздействие катодного распыления при аргоно-дуговой сварке разработка средств и методов по устранению окисных пленок в сварном шве в настоящее время остается актуальной. Разработка различных способов химической обработки поверхности металла позволяет оперативно воздействовать на структуру окисной пленки и ее толщины. Так, подтверждено эффективное воздействие на величину окисной пленки химической полировки и электрополировки. Кристаллизационные (горячие) трещины. Одна из основных проблем при сварке сплавов на алюминиевой основе — склонность материала к трещинообразованию. А. А. Бочвар, Н. Н. Рыкалин, Н. Н. Прохоров, И. И. Новиков и Б. А. Мовчан обобщили основные положения исследований горячих трещин при сварке и литье. Они отмечают, что сопротивляемость образования кристаллизационных трещин при сварке и литье определяется тремя характеристиками: величиной «эф фективного» интервала кристаллизации, пластичностью в этом интервале и темпом деформации. Таким образом, изменяя химический состав основного металла и сварочной проволоки, представляется возможным оказывать влияние на эффективный интервал кристаллизации и пластичность. Что касается темпа деформации, то он в основном предопределяется процессом сварки и условиями его выполнения. Вольфрамовые включения. При стабильном горении дуги вольфрамовый электрод практически не расплавляется. Однако незначительный расход его все же имеет место. Зависит он от многих факторов: активирующих присадок, токовой нагрузки, чистоты и расхода инертного газа, числа зажиганий или коротких замыканий дуги. Частицы вольфрама, попадая в сварочную ванну, загрязняют сварной шов. Они являются инородным телом в наплавленном металле и ухудшают работоспособность сварного узла. С введением активирующих добавок возрастает эрозионная стойкость вольфрама при сварке в аргоне на переменном токе. Введение оксида лантана (—3 %) или оксида иттрия (~3 %) снижает электродные потери в 1,5—2 раза по сравнению со сваркой с электродом из чистого вольфрама. Эффективным средством повышения стойкости вольфрама следует признать сварку в импульсном режиме. Дефекты, допустимые без исправления. Кристаллизационные (горячие) трещины и окисные пленки, обнаруженные в сварном соединении, подлежат обязательному устранению. Поры, вольфрамовые включения, раковины и другие дефекты допускаются без исправления в конструкции в определенном количестве и объеме. Термически неупрочняемые алюминиевые сплавы Применяемые в промышленности алюминиевые термически неупрочняемые сплавы имеют относительно невысокие механические свойства в отожженном состоянии. Нагартйвка сплавов данной группы повышает их прочностные характеристики. Однако при сварке в зоне термического влияния происходит разупрочнение. Временное сопротивление при растяжении сварного соединения приближается к временному сопротивлению отожженного материала. Для упрочнения зоны термического влияния в настоящее время применяют достаточно эффективный метод холодной и тепловой прокатки сварного соединения. Недостаток его — невозможность использования для сварных изделий сложной конфигурации. В последнее время в промышленности нашло применение химическое фрезерование листового нагартованного материала, позволяющее получать равнопрочными сварное соединение и основной металл вследствие утолщения свариваемых кромок. Толщину зоны утолщения устанавливают расчетным путем, исходя из условий равнопрочности сварного соединения и основного металла. Ширину зоны утолщения определяют экспериментально и она зависит от способа сварки и толщины свариваемого материала. Временное сопротивление при растяжении стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, не упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, дефектов, допустимых без исправления, и определяется коэффициентом разупрочнения основного металла при сварке. Ниже приведены значения коэффициента разупрочнения бв/бв (бв — временное сопротивление основного металла в отожженном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0061-1.jpg Временное сопротивление сварных соединений из нагартованного материала определяется коэффициентом разупрочнения и временным сопротивлением материала в отожженном состоянии, так как в переходной зоне сварного соединения происходит локальная термообработка — отжиг. Алюминий. Алюминий марок АД1 и АД обладает хорошей свариваемостью при аргоно-дуговой сварке и почти не склонен к образованию кристаллизационных http://metallicheckiy-portal.ru/imgart/st086/st086-0061-2.jpg трещин. Коэффициент трещинообразования при сварке крестовой пробы (проволока Св. АВ00, Св. А1) на материале толщиной 2 мм составляет 5 %. При сварке крестовой пробы оценку свариваемости проводят по коэффициенту трещинообразования К: при К < 10 % —хорошая, при К—10—20% — удовлетворительная, при К> 20 % — неудовлетворительная. Алюминий и его сварные соединения обладают повышенной пластичностью и сравнительно низкой прочностью (бв = 60—70 МПа) в отожженном состоянии при высокой коррозионной стойкости. Сплавы системы А1—Мп. Введение марганца сохраняет высокие пластические свойства, коррозионную стойкость и свариваемость алюминия. При сварке крестовой пробы сплава АМц коэффициент трещинообразования составляет —7 %. Для сварки изделий из сплава АМц неплавящимся (вольфрамовым) и плавящимся электродами рекомендуется сварочная проволока марки Св.АМц. Сварные соединения сплава АМц при высокой коррозионной стойкости и хорошей технологической пластичности имеют низкую прочность (бв = 100—110 МПа). Сплавы системы Al—Mg. Временное сопротивление бв сварных соединений сплавов данной системы в основном зависит от количества присутствующего в них магния и марганца, а именно: AMrl 100 МПа; АМг2 170; АМгЗ 200; АМг4 230; АМг5 250 и АМгб 300 МПа. Сплавы АМгЗ, Амг4 и АМгб обладают хорошей свариваемостью при аргоннодуговой сварке. Удовлетворительную свариваемость имеют и сплавы AMrl, АМг2 и АМг5. Коэффициент трещинообразования при сварке крестовой пробы сплавов в отожженном состоянии составляет, %: для сплава AMrl —12; АМг2 —15; АМгЗ ~6; АМг4 ~10; АМг5 ~12; АМг6 ~8. Во всех случаях при сварке использовали проволоку основного металла, за исключением сплава АМг2 (проволока Св.АМгЗ). Коррозионная стойкость сварных соединений сплавов AMrl, АМг2, АмгЗ и АМг4 высокая, сплавов АМг5 и АМг6 — удовлетворительная. Сплавы, упрочняемые термической обработкой Высокие прочностные характеристики сварного соединения из этих сплавов, близкие к свойствам основного металла, могут быть получены только после полной термической обработки сварного узла. Осуществить термообработку изделия не всегда возможно. По этой причине временное сопротивление сварного соединения достигает лишь значения 0,6—0,7 от временного сопротивления основного металла. Это объясняется тем, что в области термического влияния происходит разупрочнение материала, который претерпевает ряд структурных изменений, отвечающих различным температурам и времени нагрева. Временное сопротивление стыкового сварного соединения с усилением из алюминиевых деформируемых сплавов, упрочняемых термической обработкой, зависит от способа сварки, толщины свариваемого материала, состояния материала до и после сварки, а также от дефектов, допустимых без исправления. Ниже приведены значения коэффициента разупрочнения сваркой основного металла бв/бв (бв — временное сопротивление основного металла в исходном состоянии) в зависимости от толщины материала при ручной и автоматической дуговой сварке неплавящимся электродом: http://metallicheckiy-portal.ru/imgart/st086/st086-0062-1.jpg Сплавы системы Al—Си—Мп. Представителем свариваемых сплавов А1—Си— Мп являются сплавы Д20 и 1201. Основное достоинство сплавов этой системы — высокая длительная прочность сварных соединений в интервале 250—300 °С и хорошая работоспособность при низких температурах. Значительное упрочнение металла шва достигается после искусственного старения. Естественное старение сварных соединений практически не происходит. Временное сопротивление бв стыкового сварного соединения, выполненного автоматической аргонно-дуговой сваркой неплавящимся электродом, составляет для Д20 300 МПа, для 1201 320 МПа. Состояние материала: закалка + искусственное старение + сварка. Сплавы Д20 и 1201 обладают удовлетворительной свариваемостью. Коэффициент трещинообразования (крестовая проба) данных сплавов в закаленном и искусственно состаренном состоянии составляет для Д20 —15 % и для 1201 —8 % при сварке проволокой основного состава. Коррозионная стойкость сварных соединений пониженная. Удовлетворительная защита сварного соединения достигается анодированием после сварки с последующим лакокрасочным покрытием. Сплавы системы Al—Mg—Si. Основное упрочнение сварных соединений из сплавов этой системы достигается в результате закалки и последующего искусственного старения. Предел прочности бв стыкового сварного соединения с усилением (при полной термообработке материала перед сваркой) составляет, МПа: для сплава АД31 210, АДЗЗ 240 и АВ 260, Свариваемость сплавов АД31 и АДЗЗ удовлетворительная. Хорошая свариваемость при аргонно-дуговой сварке у сплава АВ. Коэффициент трещинообразования при сварке крестовой пробы сплавов АДЗЗ и АВ составляет ~10 %, сплава АД31 —15%. При сварке указанных сплавов рекомендуется проволока марки св. АК5. Коррозионная стойкость сварных соединений высокая. Сплавы системы Al—Cu—Mg. Основной недостаток сплавов этой системы (Д1, Д16, Д19 и др.) — неудовлетворительная свариваемость при аргоно-дуговой сварке, а именно: повышенная склонность сплавов к образованию кристаллизационных трещин. В настоящее время проходят промышленное опробование новые высокопрочные свариваемые алюминиевые сплавы ВАД1 и М40. Эти сплавы по сравнению с другими сплавами данной системы обладают удовлетворительной свариваемостью. Временное сопротивление стыкового сварного соединения сплавов ВАД1 и М40 (искусственное старение перед сваркой) составляет бв= 320-5-330 МПа. Значительная сопротивляемость образованию горячих трещин наблюдается при сварке сплавов ВАД1 и М40 присадочной проволокой того же химического состава, что и основной металл. Коэффициент трещинообразования при сварке этого сплава в состаренном состоянии не более 12%. Сплавы системы Al—Zn—Mg. Некоторые сплавы этой группы, несмотря на высокую прочность после термообработки, до последнего времени не находили применения в промышленности. Это объясняется тем, что высоколегированные свариваемые сплавы оказались склонными к коррозии под напряжением, а низколегированные не имели существенных преимуществ по прочности по сравнению с высоколегированными сплавами типа магналия. Проведенные многочисленные исследования показали возможность разработки некоторых свариваемых сплавов данной системы с хорошей коррозионной стойкостью (1915, В92ц и др.). Свариваемые алюминиевые сплавы приобретают высокие механические свойства после искусственного или длительного естественного старения (бв = 380—420 МПа). При естественном старении основной прирост механических свойств сплавов (бв = 400 МПа) и их сварных соединений (бв = 360 МПа) достигается по истечении трех месяцев. Сплавы В92ци 1915удовлетворительно свариваются при аргонно-дуговой сварке с присадкой проволоки марок св. В92 и 1557, соответственно. Коэффициент трещинообразования по крестовой пробе составляет 10—15%. Коррозионная стойкость сварных соединений сплавов 1915 и В92 в агрессивных средах пониженная. Удовлетворительная защита сварного соединения достигается http://metallicheckiy-portal.ru/articles/cvetmet/prim_aluminievix_splavov_v_tovarax/16 http://remkvartur.ru/wp-content/uploads/2012/11/01356887.jpg Контроль качества сварных соединений алюминия Качество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др. Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем. Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом. Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика. Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций. Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии. При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки. При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать. Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются. Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др. В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных. Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки. Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм. Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков: 1) трещины, непровары, кратеры, свищи; 2) цепочки пор и вольфрамовых включений размером более 0,5 мм; 3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва; 4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм. Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов. Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты: 1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы; 2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка. Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков. Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты: 1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м; 2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм. Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера. Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др. Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля: а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений; б) контроль качества сборки под сварку; в) контроль в процессе сварки; г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии. Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление). В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений . http://svarder.ru/kontrol_kachestva_svarnyix_soedinenij_alyuminiya.html ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия (с Изменениями N 1, 2)http://docs.cntd.ru/document/1200004669