Поиск сообщества
Показаны результаты для тегов 'MAG'.
Найдено: 104 результата
-
Вебинар - Способы эффективной защиты от сварочных брызг.
Rutector опубликовал тема в Расходные материалы
Вебинар - 28 октября, в 11.00 – регистрация открыта по ссылке https://clck.ru/RYMoS Способы эффективной защиты от сварочных брызг. Секреты экономии на обработке и расходных частях горелки. Расскажем о качественной защите, видах и отличии сварочных спреев, как происходит защита покрытий, как при обеспечении безопасности сварщика можно экономить, как правильно выбрать антипригарный спрей. ГЛАВНЫЙ СПИКЕР Эксперт в области сварочных спреев Sara Tonin Siliconi S.p.A. (Италия) 23 года опыта со сварочными спреями Siliconi – итальянский производитель технических спреев, силиконовых и несиликоновых пеногасителей и эмульсий с 1957 года, компания – лидер по производству спреев в Италии и по всему миру, дистрибуция в Европе, Азии, Африке, на Ближнем Востоке. 30 000 кв.м, объем производства более 60 тыс. банок в день, полная автоматизация, более 150 формул технического аэрозоля. ВЕДУЩИЙ Эксперт в области сварочных технологий Геннадий Попов «Рутектор» Руководитель направления сварочных технологий 18 лет в сварке Рутектор – поставщик сварочного оборудования с 1994 года. Постоянный участник международных выставок «Безопасность и Охрана труда», «Weldex». Эксклюзивный дистрибутор «Siliconi» на территории РФ. Самый активный участник получит приз: спреи Siliconi Ждем вас 28 октября, в 11.00




- 9 ответов
-
- 1
-

-
- технологии
- электроды
- (и ещё 4 )
-
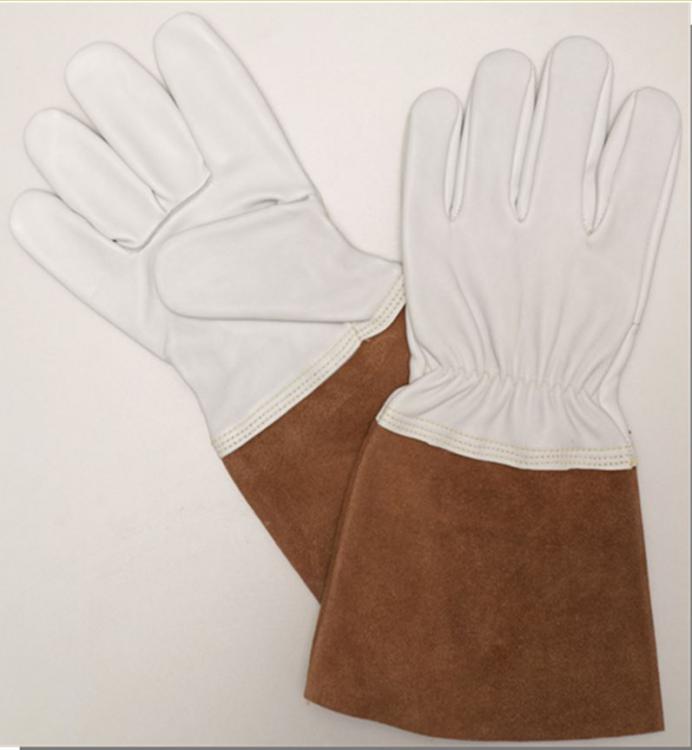
 Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.
Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.- 35 ответов
-
- 13
-
-
Полезные ссылки: Конкурс сварщиков «Мой звездный час с 3М»Техническая номинация.Художественная номинация.http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpghttp://websvarka.ru/talk/uploads/monthly_06_2020/post-3288-0-04095400-1591636496_thumb.jpg Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Мой звёздный час с 3М» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru/talk/ в специальном разделе форума Конкурс сварщиков «Мой звездный час с 3М» (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес websvarka.ru@mail.ru 3. Спонсор Конкурса 3.1. Компания "3М" https://www.3mrussia.ru/3M/ru_RU/company-ru/?utm_medium=redirect&utm_source=vanity-url&utm_campaign=www.3mrussia.ru/3M/ru_RU/Country-RU/ 3М. Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg 4. Сроки проведения Конкурса4.1. Конкурс проводится в период с 15 июля 2020 года по 15 сентября 2020 года (здесь и далее — время московское). Указанный срок включает в себя:4.1.1. Срок предоставления работ для участия в Конкурсе: с 15 июля 2020 года по 10 сентября 2020 года включительно.4.1.2. 11-15 сентября — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса.4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 16 сентября 2020 года по 19 сентября 2020 года (включительно).4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 20 сентября 2020 года. 5. Участники Конкурса, их права и обязанности5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса.5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка).5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия:6.1.1. Зарегистрироваться на Сайте Форума (на форуме).6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков «Мой звездный час с 3М» и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил.6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления.6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать теме: "Воплощение давней мечты" и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: любое самодельное металлическое изделие с элементами сварки, детская площадка, карусель, качели, ...) железная статуя, трактор и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. На изделии обязательно должен присутствовать логотип «3М» (можно без кавычек на всех 5-ти фото!),написанный сваркой на самом конкурсном изделии. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография с логотипом «3М», на изделии, которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. Так же берётся во внимание использование атрибутов компании "3М" 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.1.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.1.3 Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный щиток с АЗФ Speedglas® 9100 XXI 8.2.2. Приз за 2-е место: Сварочный щиток с АЗФ Speedglas® 9002NC 8.2.3. Приз за 3-е место Перчатки Argo 8.512 (Арго), для сварочных работ. 8.3. Дополнительно один поощрительный приз от спонсора: Сварочный щиток с АЗФ Speedglas® 9002NC 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на websvarka.ru@mail.ru



- 40 ответов
-
- 10
-
-
 ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/
ГОСТ 3242-79 Соединения сварные. Методы контроля качестваhttp://docs.cntd.ru/document/1200003545 Контроль сварных соединений течеисканием Основным эксплуатационным требованием к конструкциям замкнутого типа (сосудам, трубопроводам) является герметичность (непроницаемость) их стенок и сварных соединений. Герметичность — это способность конструкции ограничивать проникновение жидкости или газа сквозь ее элементы и через их соединения. Степень герметичности измеряется утечкой жидкости или газа в единицу времени. Испытание конструкций на герметичность, или контроль течеисканием, выполняют с использованием пробных веществ (жидкостей или газов), которые легко проходят через сквозные дефекты и хорошо различаются визуально или с помощью приборов — течеискателей и других средств регистрации. Контроль течеисканием позволяет обнаруживать в сварных соединениях и основном металле сварных узлов и конструкций следующие виды сквозных дефектов: трещины, непровары, поры, свищи, прожоги и др. Размеры сквозных дефектов ввиду невозможности измерения их линейных размеров условно оцениваются потоком пробного вещества, протекающего через дефект в единицу времени. Согласно ГОСТ 18353 — 79 различают капиллярные, компрессионные и вакуумный методы контроля течеисканием. Все эти методы в зависимости от вида и способа индикации, используемого пробного вещества, применяемой аппаратуры и технологических особенностей имеют свои разновидности. Выбор метода течеискания определяется степенью необходимой герметичности испытуемых объектов, направлением и значением нагрузки на оболочку и допустимыми к применению пробными веществами. Желательно, чтобы направление и значение нагрузки при испытаниях герметичности совпадали с аналогичными характеристиками рабочей нагрузки объектов контроля. Капиллярные методы. Эти методы контроля сварных соединений основаны на явлении капиллярного проникновения жидкости, обладающей высокой смачивающей способностью, в сквозные дефекты. Для проверки на одну поверхность сварного соединения, предварительно очищенную от загрязнений, обильно наносят проникающую жидкость, например керосин, а на противоположную — адсорбирующее покрытие в виде меловой обмазки, состоящей из 350 … 480 г молотого мела (или каолина) и 1 л воды. После определенной выдержки контролируемое соединение осматривают, выявляя сквозные дефекты по желтым пятнам керосина, появившимся на меловой обмазке. Зачастую для лучшего выявления пятен керосина в обмазку добавляют красители яркокрасного цвета или люминофоры. Метод керосиновой пробы позволяет эффектно обнаружить сквозные дефекты с диаметром более 0,1 мм. Иногда для повышения чувствительности и производительности данного метода контроля поверхность испытуемого объекта после смачивания сварного соединения керосином обдувают сжатым воздухом под давлением 0,3 … 0,4 МПа, ускоряя проникновение керосина в полости дефектов. Метод керосиновой пробы применяется для контроля сварных соединений наливных емкостей, нефтяных резервуаров, цистерн и других конструкций, доступ к которым возможен с обеих сторон. Другие капиллярные методы течеискания основаны на использовании пенетрантов — красок (цветной метод) или люминофоров (люминесцентный метод). Компрессионные методы. Данные методы контроля основаны на создании в испытуемом объекте (замкнутой системе) избыточного давления пробного вещества (жидкости или газа) и регистрации на лицевой поверхности сварного шва участков течи. В зависимости от типа пробного вещества различают жидкостные (гидравлические) и газовые методы течеискания. Жидкостные методы течеискания применяют для проверки различных замкнутых систем (например, паровых котлов, нефтехимической аппаратуры и др.), работающих под давлением. Контролируемый объект заполняют рабочей жидкостью или водой, герметизируют, с помощью гидравлического насоса создают в нем избыточное давление и некоторое время выдерживают под этим давлением. Затем производят визуальный осмотр наружной поверхности объекта. Признаком наличия дефекта служит появление капель жидкости на поверхности или ее отпотевание. Жидкостные методы контроля позволяют выявлять течи диаметром около 1 мкм. Гидравлическим испытаниям должен предшествовать радиационный или ультразвуковой контроль, если он предусмотрен техническими условиями. К жидкостным относится люминесцентно-гидравлический метод контроля, при проведении которого в состав пробного вещества добавляют люминофор, а лицевую поверхность сварного соединения осматривают при воздействии на нее ультрафиолетовым излучением. Иногда при использовании жидкостных методов контроля для лучшей выявляемости дефектов на лицевую поверхность соединения наносят индикаторное покрытие, в состав которого входит люминофор, например динатриевая соль флуоресцеина, люминесцирующая при попадании на нее воды, и сорбент (крахмал), удерживающий воду в течение длительного времени. Местоположение сквозного дефекта определяется по зеленому свечению участка индикаторного покрытия при воздействии на него ультрафиолетовым излучением. При проведении гидравлических испытаний важно правильно выбрать давление, создаваемое в сварной конструкции. Обычно испытания на герметичность совмещают с гидравлическими испытаниями конструкции на прочность и производят их при давлении, в 1,1 — 1,5 раза превышающем рабочее. При контроле сварных соединений в условиях серийного производства, например спиральнои продольно-шовных труб для газонефтепроводов, применяются специальные испытательные стенды. Гидравлический метод иногда используется и для испытания открытых сосудов, например отстойников. В этих случаях их заполняют жидкостью, а затем остукивают и осматривают лицевые поверхности сварных швов. Газовые методы течеискания обладают большей чувствительностью, чем жидкостные, поскольку газообразные пробные вещества значительно легче проходят через мелкие сквозные дефекты. Газовые методы контроля применяются исключительно для испытания замкнутых сосудов. Самый простой из газовых методов контроля — пузырьковый (рис. 41) — заключается в погружении сварной конструкции в емкость с водой, в которой с помощью воздуха создано избыточное давление. Участки течи выявляют по выделяющимся пузырькам воздуха. Если размеры сварной конструкции не позволяют поместить ее в емкость, то лицевую поверхность сварного шва покрывают пенообразующим веществом (мыльным раствором) и участки течи фиксируют по мыльным пузырькам. Основой пенного индикатора служат поверхностно-активные вещества («Лотос», «Ладога» и др.) и также влагоудерживающий компонент — глицерин (до 90 %) с хромпиком (0,01 %). Пузырьковый метод контроля позволяет выявлять мелкие течи диаметром до 1 мкм. Химические компрессионные методы контроля герметичности основаны на применении для индикации течей химических реакций пробного вещества с индикаторным слоем, нанесенным на лицевую поверхность проверяемого шва. Рис. 41. Схема пузырькового метода контроля течеисканием: 1 — редукционный клапан; 2 — манометр; 3 — нагнетательный клапан; 4 — предохранительный клапан; 5 — бак; 6 — жидкость; 7 — контролируемый объект; 8 — вентиль сброса давления К компрессионным относится метод контроля герметичности с помощью воздушно-аммиачной смеси, заключающийся в том, что лицевую поверхность шва испытуемого объекта покрывают бумажной лентой, смоченной 5%-ным раствором нитрата ртути или раствором фенолфталеина, а в испытуемый объект подают смесь воздуха с 1 … 10 % аммиака. Бумажную ленту выдерживают в этом положении в течение 1 … 15 мин. Аммиак, проникая через сквозные дефекты, оставляет на бумаге в местах течи черные или фиолетовые пятна. Для покрытия лицевой поверхности шва вместо бумажной ленты можно использовать индикаторную массу следующего состава, выраженного в массовых долях: дистиллят — 40; агар-агар — 1; фенолфталеин — 0,15; безводная сода — 0,01. В этом случае участки течи фиксируются как бесцветные пятна на малиновом фоне массы. Весьма технологичен газолюминесцентный метод контроля герметичности, заключающийся в следующем. Емкость заполняют обессоленной водой, насыщенной пробным газом (например, СО2 и аммиаком). На лицевую поверхность проверяемого объекта наносят индикаторную адсорбирующую обмазку, содержащую химические компоненты, которые при контакте с пробным газом образуют новый индикатор, флуоресцирующий при воздействии ультрафиолетового излучения. Наиболее простым из компрессионных методов контроля является манометрический, который заключается в регистрации изменения давления внутри сосуда, происходящего в случае его негерметичности, с помощью манометров в течение определенного промежутка времени. Данный метод обеспечивает приблизительную оценку герметичности, но зато может применяться для периодической проверки конструкций, работающих под давлением, без каких-либо дополнительных операций. На практике возможны течи различных сварных конструкций, которые значительно меньше выявляемых указанными ранее методами. Их обнаруживают галогенным методом течеискания. В качестве пробного газа в этом случае используют фреон-12 (химическое соединение на основе фтора), обладающий высокой проникающей способностью. Индикатором здесь служит электронный прибор с платиновым диодом в качестве чувствительного элемента, анод и коллектор которого, разделенные воздушным или вакуумным промежутком, нагреваются до 800 … 900 °С. При попадании в этот промежуток молекул фреона электрический ток, протекающий через диод, резко возрастает, что фиксируется электронным стрелочным прибором. Промышленность выпускает переносные галогенные течеискатели моделей ГТИ-6 и БГТИ-5, имеющие некоторые конструктивные различия. Существует и более чувствительный способ индикации фреона — по продуктам его распада в атмосферных условиях. В комплекте с течеискателем БГТИ-5 поставляется измерительный блок со стрелочным прибором и звуковым индикатором — телефоном. Помимо основного атмосферного датчика в нем имеются вакуумный датчик, выносной обдуватель с регулируемым потоком и регистрирующий блок. Течеискатель БГТИ-5 с автономным питанием от аккумуляторной батареи удобен при испытании сварных конструкций большой протяженности в монтажных и полевых условиях. На практике при галогенном методе контроля герметичности (рис. 42) обычно используется щуп течеискателя. В контролируемом объекте создают небольшое избыточное давление фреона-12, и щупом течеискателя производят обследование его наружной поверхности вдоль всего шва. Скорость перемещения щупа составляет 10 … 25 мм/с. При гелиевом течеискании пробным веществом служит гелий — газ, обладающий малой молекулярной массой и хорошей способностью проникать через мельчайшие каналы. Индикация газа производится масс-спектрометром. Гелий, прошедший через сквозные каналы в испытуемом объекте, попадает в камеру массспектрометра, в которой создан высокий вакуум. Камера массспектрометра, находящаяся в магнитном поле, имеет катод, ионизатор, диафрагму и коллектор, помещенные в латунный корпус. Рис. 42. Схема галогенного метода контроля герметичности с применением щупа и заполнением контролируемого объекта чистым фреоном: 1 — баллон с фреоном; 2 … 5 — вентили; 6 — контролируемый объект; 7 — щуп галогенного течеискателя с атмосферным датчиком; 8 — механический вакуумный насос; 9 — компрессор; 10 — конденсатор Молекулы газа, поступающие в масс-спектрометр, под воздействием потока электронов, эмитируемых раскаленным катодом, ионизируются и превращаются в положительные ионы с зарядом, равным заряду электрона. Ионы, ускоряемые электрическим полем при напряжении 300 … 400 В, под воздействием магнитного поля приобретают круговые траектории движения, но в зависимости от массы с разными радиусами. Диафрагмы, расположенные на пути движения ионов, выделяют только ионы гелия, которые попадают на коллектор. При этом происходит усиление ионного тока, что фиксируется миллиамперметром и звуковым индикатором (сиреной). Масс-спектрометр позволяет регистрировать ничтожно малое число атомов гелия, прошедших через каналы контролируемого объекта. Выпускается несколько типов масс-спектрометрических гелиевых течеискателей, основными элементами которых являются вакуумная система, масс-спектрометр и электронный блок. Наиболее широко применяются течеискатели передвижного типа ПТИ-7А. Их вакуумная система состоит из механического (ВН-461М) и паромасляного (НВО-40М) насосов, ловушки, охлаждаемой жидким азотом, и вентилей. Ловушка препятствует прохождению паров масла из насоса в камеру масс-спектрометра. В настоящее время все более широкое распространение получают передвижные гелиевые течеискатели ПТИ-10, чувствительность которых на порядок выше. Они снабжены электронным автоматическим потенциометром и калиброванными гелиевыми течами (образцами), служащими для настройки. Весьма перспективны инфракрасные газовые течеискатели, в которых реализован метод индикации газов, основанный на избирательном поглощении инфракрасного излучения анализируемого компонента. Наличие специфических особенностей инфракрасных спектров поглощения разных газов и использование селективных приемников обеспечивает высокие чувствительность и избирательность данного метода. Он также весьма универсален, так как позволяет определять концентрации паров многих веществ и газов. Выполнение измерений этим методом возможно в широких диапазонах концентраций паров с помощью сравнительно простых малогабаритных приборов (ИГТ-1 и -2), быстродействие которых составляет несколько секунд. Катарометрический (газоаналитический) течеискатель ТП-7102 фиксирует утечку в атмосферу пробных газов (водорода, гелия) по изменению теплопроводности индикаторной среды. Работает он на основе схемы моста Уитстона, в два плеча которого включены два чувствительных элемента, расположенных в датчике течеискателя. Один из них выявляет утечку, а второй — служит элементом сравнения и окружается газовой средой неизменного состава. При высоких избыточных давлениях в контролируемом объекте и истечении газов через дефекты возникают ультразвуковые колебания, регистрируемые соответствующими приборами. Ультразвуковые течеискатели имеют относительно невысокую чувствительность, однако они используются для выявления участков течи в магистральных газопроводах. Вакуумный метод. Данный метод течеискания основан на регистрации падения вакуума в замкнутом объеме контролируемого объекта или на индикации молекул пробного газа, появившихся в этом объеме. На чувствительность вакуумного метода существенно влияет степень очистки полости объекта от загрязнений, масел и т. п. Следовательно, поверхность объекта перед контролем необходимо многократно промыть растворителями и протереть, а в отдельных случаях отшлифовать до блеска. В зависимости от конструкции и конфигурации сварного узла применяют несколько схем контроля герметичности вакуумным методом. Наибольшее распространение получили две схемы контроля: с использованием гелиевой камеры и с использованием вакуумных присосок. В первой схеме испытуемый объект помещают в заполненную гелием камеру, вакуумируют до необходимого остаточного давления и фиксируют прибором появление ионов гелия внутри объекта при негерметичности последнего. Во второй схеме на наружную поверхность сварного соединения объекта, заполненного гелием под некоторым избыточным давлением, накладывают вакуумную камеру, в которой создают разрежение (рис. 43). Появление в камере ионов гелия, сопровождающееся образованием вздутий в пленке пенообразующего вещества, свидетельствует о наличии течи. Важное значение имеет выявление зарождающихся микротрещин с крайне малой шириной. Такие микродефекты можно обнаружить с помощью газосорбционного метода. В этом случае сварное соединение помещают в вакуумную камеру для того, чтобы освободить полости поверхностных дефектов от молекул воздуха. Затем в камеру вводят радиоактивный газ 85Кr, являющийся источником -излучения, молекулы которого адсорбируются поверхностными дефектами. Далее сварное соединение извлекают из камеры и на его поверхность накладывают детектор излучения (например, высокочувствительную рентгеновскую или фотографическую пленку). Рис. 43. Схема контроля герметичности с помощью вакуумной камеры: 1 — вакуумметр; 2 — трехходовой кран (в двух положениях); 3 — иллюминатор из оргстекла; 4 — металлическая рамка; 5 — уплотнитель (присоска) из губчатой резины; 6 — контролируемое сварное соединение; 7 — пленка пенообразующего вещества На участках скопления радиоактивного газа, содержащих дефекты, пленка засвечивается, и после ее фотообработки на снимке получается изображение поверхностных дефектов. В перспективе возможно использование этого метода для контроля протяженных сварных соединений крупногабаритных конструкций с применением локальных вакуумных камер. Перспективы совершенствования методов течеискания. Выбор схемы контроля с помощью течеискателя зависит от класса герметичности сварной конструкции, устанавливаемого ее разработчиком. Например, в атомной энергетике в соответствии с условиями эксплуатации и возможностями ремонта все оборудование подразделяют на пять классов герметичности (табл. 8). Каждому из этих классов соответствуют определенные методы испытаний в зависимости от их чувствительности. К классу I относятся ответственные конструкции, надежность которых должна быть очень высокой в силу специфических особенностей их эксплуатации. Течеискание является весьма трудоемкой и длительной операцией, требующей высокой производственной культуры, поэтому в настоящее время стремятся автоматизировать весь цикл таких испытаний. В некоторых отраслях промышленности уже созданы и применяются автоматизированные стенды, обеспечивающие высокую производительность и достоверность контроля. Наиболее простую конструкцию имеют манометрические установки. Их применение облегчается при наличии в заводских условиях магистрали сжатого воздуха и возможности использования недефицитной стандартной пневмоаппаратуры управления. Эти установки получили наиболее широкое распространение в пищевой промышленности, автомобилеи машиностроении. Таблица 8. Классы герметичности изделий в зависимости от диапазонов выявляемых натеканий и методов их выявления Класс герметичности Диапазон выявляемых натеканий воздуха Метод течеискания Пробное вещество Проявление дефекта см3/год м3· Па/с I 0,02 … 0,20 3,75 · 10-3… 3,75 · 10-2 Газовый гелиевый Гелий Сигнал массспектрометра II 0,2 … 0,4 3,75 · 10-2… 7,50 · 10-2 То же » То же III 0,4 … 0,8 0,075 … 0,150 Люминесцентногидравлический Вода, пенетрант Течь, свечение IV 0,8 … 850 0,15 … 160 Галогенный, цветной и люминесцентный капиллярный Фреоновоздушная смесь, пенетрант Сигнал прибора, пятна, свечение V Более 850 Более 160 Керосиновая проба, пузырьковый, опрессовка воздухом Керосин, воздух, азот Пятна на меловом фоне, пузырьки https://extxe.com/1561/kontrol-svarnyh-soedinenij-techeiskaniem/ -
Сегодня тоже получил 175-го. Если аппарат ПРО, то механизм протяга должен быть хотя бы двух роликовый. Двухроликовый это такой При осмотре не порадовало вращение опоры крепление катушки под проволоку(нет плавности вращения). Устранил подчистив заусенцы литья и немного смазав силиконовой смазкой. Также не порадовало отсутствие ролика под 0.6 мм проволоку и минимальный сварочный ток на МИГ/МАГ с 50 А . Непонятно, как привязать 50 А к 0.6-й проволоке , когда на ней ток нужен от 20 А. Также удивило отсутствие инструкции пользователя на русском языке на данный аппарат. Кому лень читать всю тему: Отчёт по тестированию данного аппарата Аврора Спидвей 175


-
Андрей , да нет не какой ненависти и т.д. и даже для твоей пользы . Да может аппаратики и хороши в смысле импульса и настроек но меня "бесит" подавалка и она не о чем для люминия и особо 4043 да 5356 1мм проволочка и что бы мне не говорили коллеги будут мучаться со сваркой сими проволоками а они самые ходовые в диаметре 1мм , да и тебя же будут вспоминать не хорошими словами , поверь и это будет так, а по большому счету надо не тебя а китайцев будет вспоминать не хорошими, но будут тебя и так устроен свет ты замыкающие звено . Это как с Гроверс , китайцы нахандрили в ПА ,,,, а все шишки Алексею (Техсвар) -------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Что нужно для хорошей протяжки алюминиевой проволоки , правильно стабильная подача и вот тут то и возникает проблема 2х роликов - сделаешь хороший прижим для стабильной подачи ну и поймаешь "петлю" может не сразу но поймаешь ,,,,, сделаешь прижим таким чтобы происходил при утыкание и подклинивании проволоки таким чтобы ролик буксовал и да такое возможно но подачи стабильной не будет и ролик будет с буксом работать наточит опилок и т.д. 4ролика позволяют ослабить натяг так что бы при "клине" не образовывалась петля и будет букс(как нить кино сниму) и в то же время с таким натягом они подают стабильно проволоку и так должно и быть их 4 и все активные . Вот даже у Picomig 180 puls 4ролика верхние ролики пассивные то есть только для прижима , так немцы под Ал рекомендуют докупить КИТ под АЛ то есть ролики + шестереночки и верхние уже становятся активными ну и учесть дотошность немцев и думаю не зря рекомендуют . Ну и вот Lincoln они тоже знают толк в сварке алюминия и почитайте чо пишут и думаю тоже не случайно . https://www.lincolnelectric.com/ru-ru/support/process-and-theory/Pages/aluminum-feeding-detail.aspx
-
Углекислота. ГОСТ 8050-85 Двуокись углерода газообразная и жидкаяhttp://docs.cntd.ru/document/1200005325 Физические свойства углекислотыУглекислота (СО2, двуокись углерода, диоксид углерода) – вещество с химическое формулой СО2 и молекулярной массой 44,011 г/моль, которое может существовать в четырёх фазовых состояниях – газообразном, жидком, твёрдом и сверхкритическом. Газообразное состояние СО2 носит общеупотребительное название «углекислый газ». При атмосферном давлении это бесцветный газ без цвета и запаха, при температуре +20 ?С плотностью 1,839 кг/м? (в 1,52 раза тяжелее воздуха), хорошо растворяется в воде (0,88 объёма в 1 объёме воды), частично взаимодействуя в ней с образованием угольной кислоты. Входит в состав атмосферы в среднем 0,035% по объёму. При резком охлаждении за счёт расширения (детандирование) СО2 способен десублимироваться – переходить сразу в твёрдое состояние, минуя жидкую фазу. Жидкое состояние СО2 носит техническое название «жидкая углекислота» или просто «углекислота». Это бесцветная жидкость без запаха, средней плотностью 771 кг/м3, которая существует только под давлением 3 482…519 кПа при температуре 0…-56,5 град.С («низкотемпературная углекислота»), либо под давлением 3 482…7 383 кПа при температуре 0…+31,0 град.С («углекислота высокого давления»). Углекислоту высокого давления получают чаще всего путём сжатия углекислого газа до давления конденсации, при одновременном охлаждении водой. Низкотемпературную углекислоту, являющейся основной формой диоксида углерода для промышленного потребления, чаще всего получают по циклу высокого давления путём трехступенчатого охлаждения и дросселирования в специальных установках. При небольшом и среднем потреблении углекислоты (высокого давления),т для её хранения и транспортировки используют разнообразные стальные баллоны (от баллончиков для бытовых сифонов до ёмкостей вместимостью 55 л). Самым распространенным является 40 л баллон с рабочим давление 15 000 кПа, вмещающим 24 кг углекислоты. При мгновенном снижении давления до атмосферного, происходящем при впрыске в специальную расширительную камеру (дросселировании), жидкий диоксид углерода мгновенно превращается в газ и тончайшую снегообразную массу, которую прессуют и получают диоксид углерода в твёрдом состоянии, который носит общеупотребительное название «сухой лёд». При атмосферном давлении это белая стекловидная масса плотностью 1 562 кг/м?, с температурой -78,5 ?С, которая на открытом воздухе сублимируется – постепенно испаряется, минуя жидкое состояние. При давлении свыше 7,39 кПа и температуре более 31,6 град.С диоксид углерода находится в так называемом сверхкритическом состоянии, при котором его плотность как у жидкости, а вязкость и поверхностное натяжение как у газа. Эта необычная физическая субстанция (флюид) является отличным неполярным растворителем. Удельный вес. Удельный вес углекислоты зависит от давления, температуры и агрегатного состояния, в котором она находится. Критическая температура углекислоты +31 град. Удельный вес углекислого газа при 0 град и давлении 760 мм рт.ст. равен 1, 9769 кг/м3. Молекулярный вес углекислого газа 44,0. Относительный вес углекислого газа по сравнению с воздухом составляет 1,529. Жидкая углекислота при температурах выше 0 град. значительно легче воды, и ее можно хранить только под давлением. Тройная точка углекислоты. Тройная точка характеризуется давлением 5,28 ата (кг/см2) и температурой минус 56,6 град. Углекислота может находиться во всех трех состояниях (твердом, жидком и газообразном) только в тройной точке. При давлениях ниже 5,28 ата (кг/см2) (или при температуре ниже минус 56,6 град.) углекислота может находиться только в твердом и газообразном состояниях. https://popgun.ru/viewtopic.php?t=469187 ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов Термины и определения 3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа. 3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% СО в аргоне, СО считают компонентом, а аргон - основным газом). 3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов. 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов. Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05% O. Классификация: ISO 14175 - Z.http://docs.cntd.ru/document/1200084975 ---- Основной газ и компоненты в баллонах для сварочных смесей находятся в газообразном состоянии. В баллонах с углекислотой газ находиться в жидком состоянии. Сифонная трубка в баллоне служит для отбора жидкой фазы.Сифонная трубка в баллонах для газовых смесей служит для перемешивания основного газа и компонентов при раздельном наполнении этими газами баллонов. ----- АЗБУКА | Газовые смеси и смешанные газыchrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html ъ
-
 ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
ПК "Инвертика" (РОССИЯ) начала выпуск новой продукции: Охлаждающая жидкость для систем охлаждения горелок сварочных аппаратов большой мощности. Описание: В составе охлаждающей жидкости нет прекурсоров и веществ подотчетных «Росалкогольрегулированию». Не содержит ионов галогенов, металлов, соединений бора и фосфора, аминов. Совместим со всеми охлаждающими жидкостями на основе водных растворов этанола. Область применения: Для блоков охлаждения сварочных аппаратов с силой сварочного тока от 200А. Характеристики: Вязкость: 150 µS/cm; Значение pH: 7-8; Морозостойкость до -15C°; Состав включает алифатические спирты. Преимущества: 1. При температурах от -15C° до -90C° жидкость не замерзает полностью и как следствие не повреждает бачек и не нарушает герметичность контура блока охлаждения. 2. Стоимость канистры 5литров – 1000 рублей с учетом НДС в Санкт-Петербурге. 3. При эксплуатации жидкость не пенится и не вступает в реакцию с материалами, которые используются в системе охлаждения сварочного оборудования (резина, пластмасса, металл). 4. Переход с импортных охлаждающих жидкостей на основе водных растворов этанола на жидкость производства ПК «Инвертика» происходит простым добавлением ее в систему охлаждения сварочного аппарата (без промывки и т.п.).
-
Долго смотрел на других, но пора и свою мастерскую показать! Но так как съехал со старого места, показывать увы нечего. На данный момент затеял строительство собственной мастерской! Через знакомых, в прошлом году по осени, купили участок в 20 соток. Сейчас ведется стройка. Расчищена территория, размечен и возведен фундамент.....



- 201 ответ
-
- 12
-
-
- сварка дисков
- сварочное оборудование
- (и ещё 3 )
-
6.2. Расчет режимов сварки (наплавки) в углекислом газе проволокой сплошного сечения В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке: Толщина листа, мм 1- 2 3-6 6-24 и более Диаметр электродной проволоки dЭ, мм 0,8-1,0 1,2-1,6 2,0 Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле (6.9) где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Скорость подачи электродной проволоки, м/ч, расчитывается по формуле (6.10) где αР – коэффициент расплавления проволоки, г/А· ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле (6.11) Скорость сварки (наплавки), м/ч, рассчитывается по формуле (6.12) где αН - коэффициент наплавки, г/А ч; αН = αР·(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15; FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке ; при наплавочных работах (6.13) где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле Полное время сварки (наплавки), ч, определяется по формуле где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле (6.14) где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт· ч, определяется по формуле где UД– напряжение дуги, В; η– КПД источ https://pvrt.ru/regim/regim_62.htm
-
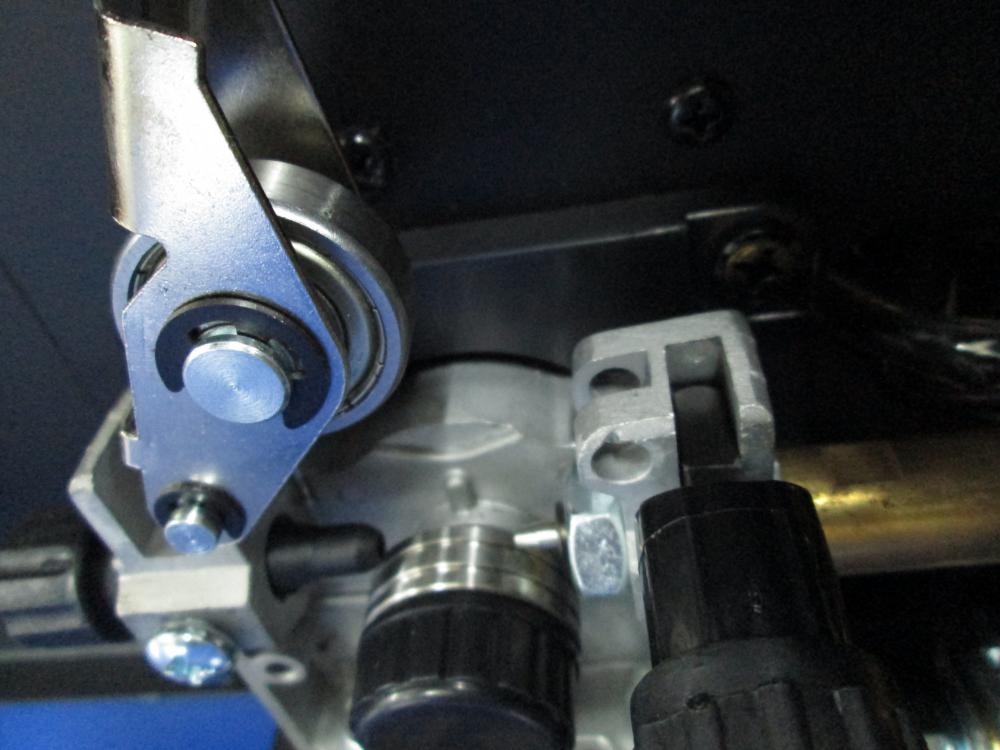
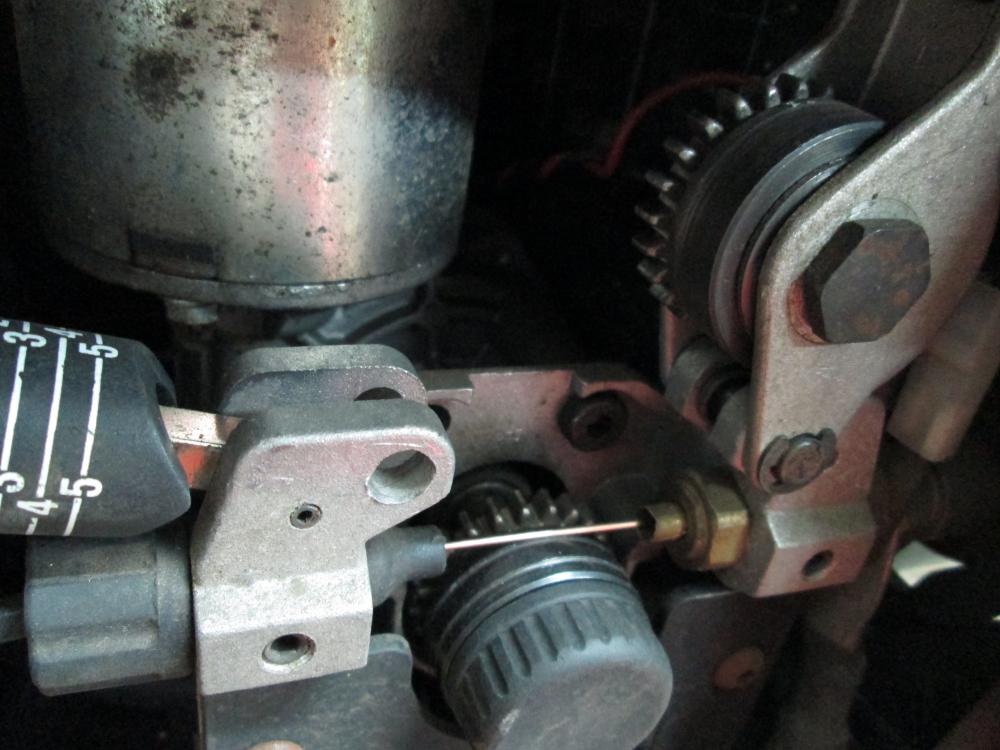
Мотор-редуктор и прижимной механизм
Миротворец опубликовал тема в Полуавтоматическая сварка — MIG/MAG
С двумя роликами подающее усилие в два раза сильнее и проволока подаётся стабильнее и на стальной проволоке нет проблем с подачей, что не скажешь про однороликовый. Четырёх роликовые используют на алюминии, чтобы ослабить прижимное усилие на проволоку и избежать деформации. Однороликовый, для меня, это всё "ширпотреб" и не имеет ничего общего с "профи"- 149 ответов
-
- 1
-
-
- полуавтомат
- MIG
- (и ещё 1 )
-
Что это? Уважаемые коллеги, давайте поможем покупателю сделать хороший выбор. Давайте отсекать плохие аппараты, давайте писать плохо о плохом аппарате, если вы лично такой имеете. Давайте писать о хороших "безымянных" китайцах, если вам повезло таковой прикупить. Давайте писать обо всех, и о брендах тоже, ибо новичку не видно разницы между тайгером и фрониусом. Каким образом? В этой теме счастливый или несчастный владелец "сварочника" может оставить свой короткий отзыв о своём аппарате, и проголосовать за сварочные аппараты инверторного типа MMA(ручник), MIG/MAG(полуавтомат), TIG/WIG(аргонник). Отзыв принимается в виде: фото морды и название модели обязательно (иначе никак), пара фото в или на работе (отсекаем продавцов), когда куплено, и примерно за сколько (ну примерно),сколько прожило (если уже умерло), плюсы/минусы аппарата по своим ощущениям. Последующие отзывы на данную модель будут дополнять первый пост, либо, в случае оригинальной информации, будет добавляться ссылка на псто. Первые посты являются вспомогательными, а также содержат ссылки на отзывы в алфавитном порядке, т. е. по традиции сперва Grovers, затем Kemppi, Зубр и наконец Ресанта. Отказ от ответственности Отзывы субъективны чуть более чем полностью. Сортировка отзывов согласно алфавитного порядка, амперы и цена никак не влияют на положение аппарата в списке. Здесь накапливаются отзывы, положительный и отрицательный опыт использования, не надо спрашивать, что лучше. Обзоры на MMA инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327885&do=findComment&comment=327885 Обзоры на MIG/MAG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328333&do=findComment&comment=328333 Обзоры на TIG/WIG инверторы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=327736&do=findComment&comment=327736 Обзоры, оформленные как отдельные темы http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/?p=328074&do=findComment&comment=328074 Описание параметров сварочных инверторов и основные рекомендации v0.82 Уж не дурят ли нашего брата: -- Первые шаги Можно купить любой сварочник в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко. MMA По характеристикам: вес аппарата >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(НХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. Одной крутилкой можно настраивать _только_ток, две крутилки - плюс форсаж дуги, в такие модели часто добавляют переключатель TIG/MMA(еще аргоном можно). Комплектные кабеля _можно_заменить, удлинить, поставить толще, другой электродержатель и клемму массы, лишь бы быстросъемы были подходящие. Удлинитель сечением не менее 2.5 мм2, просаженная сеть требует еще больше, и ККМ тут не вывезет. По прайсу(2018): -- до 6кРуб. - любой со сроком службы от "включил и пыхнуло"; -- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность; -- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять? MIG/MAG 2 крутилки - наиболее распространенный вариант, ими настраивают скорость подачи проволоки и напряжение. К аппарату обычно прилагают табличку(добавляют в инструкцию) с настройками. Механизм подачи проволоки - металл, не пластик, комплектный ролик обычно для сплошной проволоки 0.8 и 1.0 мм. Встроенная горелка - риск перелома при транспортировке, трудность или невозможность замены. Покупать полуавтомат следует для сварки сплошной проволокой, флюсовая самозащитная проволока гораздо дороже 2мм электродов, а по качеству шва не лучше. Возможность установки килограммовых катушек(D100) позволяет немного сэкономить при нечастой работе с медью/нержавейкой. Третья крутилка - ток в хитросделанных китайцах-комби, или индуктивность, позволяющая управлять сварочным швом. По прайсу(2018): -- до 12кРуб. - либо трансформаторный полуавтомат для самозащитки, либо маломощный инвертор; -- до 19кРуб. - возможен как первый выбор; -- более 19кРуб. - совершенству нет предела, как и цене. TIG/WIG Сварка в аргоне постоянным током возможна многими инверторами MMA, зачастую это указывается в функционале и обеспечивается переключателем. После чего цепляем на минус горелку(аргон уже подключен, да?), поджигаем чирканьем и свариваем. Так можно сталь(нержавейка тоже сталь), для цветмета лучше использовать аппараты с пульсом и переменкой. Если полуавтомат еще потерпит незачищенную, но не ржавую, поверхность, то в аргоне шов будет смотреться никак, а алюмяшку ненароком не получится сварить вовсе, поэтому надо не только зачищать, но и выбирать способ зачистки. По прайсу(2018): -- до 20кРуб. - это аппараты с пульсом или без него, с поджигом касанием или высокочастотным, с ПВ 100% на 100А и выше, то есть 3мм сталь(нержавейка тоже сталь) вполне себе можно; -- более 20кРуб. - необходимо точно определиться в функционале, прежде чем покупать. Использование интернет агрегаторов цен, наподобие Я.Маркета, да и вообще поиска в интернете и на этом форуме, позволит глубжее проникнуться вопросом и выбрать подходящую модель занедорого. -- Характеристики Для всех --Работа на просаженной сети / при пониженном напряжениии / от дешевого генератора / от пальчиковой батарейки зажигает четверку!!!!111АДИН - При работе от просаженной сети необходим инвертор с запасом по току и с заявленной производителем работоспособностью в подобных режимах и удлинитель с бОльшим, чем обычно, сечением провода. Но даже в этом случае может статься, что занижение сварочного тока (вместо логичного накручивания) лучше отразится на сварочном процессе, поскольку для каждого производителя "работоспособность" смотрится по-разному: от "зажглась лампочка" до "легко тройкой основой". --Продолжительность включения/Продолжительность нагрузки(ПВ/ПН) - процентное отношение времени работы аппарата при заданном токе до перегрева к общему времени измерения, при заданной температуре окружающей среды. Типично: 60% для 160А и 40 oC за период в 10мин это 6мин под нагрузкой и уход в защиту по перегреву. Изменяя период измерений и температуру, можно манипулировать этим параметром. --Мощность/Потребляемая мощность - указывается _максимальная_потребляемая мощность: если на свежекупленном двухсотампернике работать на 100А, потребление будет ниже(2..2.5кВт). Но не в два раза, надо учесть КПД, реактивную мощность, ток и напряжение на дуге. Также чрезмерно низкая мощность(к примеру, 4кВт для 200А MMA инвертора) показывает на несоответствие параметров аппарата. --cos phi(коэффициент реактивной мощности) - напрямую влияет на потребление аппаратом электроэнергии и загаживание питающей сети частотной составляющей. Чем ближе к единице, тем лучше, потому что косинус. --ККМ(PFC) - допа в инверторе, якобы стабилизирующая выходные характеристики при изменении напряжения питающей сети. Само название ККМ(корректор коэффициента мощности) определяет функционал - уменьшать сдвиг фаз, делая аппарат немного экономичнее. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов. --Pulse - существуют аппараты MMA, MIG/MAG и TIG с настройкой импульсной составляющей, применение обосновывается свариваемым материалом(обычно "нержавейка" и цветмет) и оптимизацией режима сварки. В качестве примера: STT - технология от Линкольна для полуавтоматов со сложной формой импульса, пониженным разбрызгиванием и повышенной скоростью, заявляется как альтернатива аргоно-дуговой сварке. --Синергетика(SYN, SYNERGIC) - изначально автоподстройка("интеллектуальная") аппарата при неких заданных параметрах для достижения оптимального результата. Также называются, но не являются таковыми: импульсный режим(с импульсом произвольной формы и длительности) и предустановки, позволяющие комбинировать существующие значения и не заморачиваться понятиями Напряжение и Скорость подачи. Принцип настройки, реализованный в полуавтомате Aurora Polo, также синергетическим не является, это не боле чем взлетевшая попытка продать "любителю" полуавтомат с почти одной крутилкой. Надпись "синергетика" по умолчанию не обеспечивает лучший/оптимальный шов. MMA --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. И о сварке тонкого металла электродами. Если на пачке написано ОТ 50А(и это ваши любимые ESAB OK 46.00 2мм), то диапазон токов 25..45А вам не нужен. Есть стыковое соединение С1 ГОСТ 5264-80, есть возможность рутилом(а окашки это рутиловые электроды) в отрыв шпарить. Форсаж дуги, позволяющий отчасти снизить тепловложение в основной металл за счет более высокого валика(это для рутила) также не всегда помогает, особенно если это фальшивый китайский форсаж. Алсо, положение крутилки с надписью "Для тонких электродов" существует лишь в аппаратах с надписью "Для ленивых начинающих профессионалов". Все индивидуально как для сварочника, так и для сварного. --Напряжение холостого хода(Uxx, НХХ) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать, поэтому 70..100В - это отлично. Обратно, аппараты с МП управлением могут иметь и 46В, но столь же корректно работать. --Форсаж(Arc force) - якобы альфа и омега хорошего сварочника, который может. Широко разрекламированная _дополнительная_функция, которая на деле реализуется аппаратной частью сварочного инвертора для РДС и является неотъемлемой частью его ВАХ. В большинстве же случаев крутилка с надписью "Форсаж" загинает крутопадающую ВАХ аргонника немного вверх _по_всей_рабочей_части, поэтому основой такими сварочниками работать трудно. (Взято тут http://power-e.ru/2008_3_116.php) Слева хороший, годный форсаж, он набрасывает ток при замыкании металлом дугового промежутка. Если для него вывести крутилку, то можно будет немного играть как температурой шва, так и его формой. И подстраиваться под электроды. Справа ВАХ аргонника. Фальшивый форсаж делает прямую 3-5 вместо ломаной 3-4-5, то есть делает более пологой. Поэтому рабочие области основных электродов и эмэрок с прочими "плохо горящими" если и находятся, то в области более высоких токов. --Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах. --Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогрева металла. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также заявлен на дешевых сварочниках для повышения цены. Мешает жить при сварке в отрыв. --Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать. MIG/MAG --Скорость проволоки(Wire feed, в некоторых аппаратах Current) - считается, что это "аналог" параметра Ток в ручнике. Увеличение диаметра проволоки и/или скорости уменьшает сопротивление и, как следствие, увеличивает ток, то есть сменив проволоку на более толстую, мы автоматически увеличиваем силу тока при той же скорости подачи. --Индуктивность - влияет на глубину проплавления. Также снижает брызги металла за счет более плавного нарастания тока КЗ. --Напряжение - основной параметр. Необходимо для ионизации дуги, определяет режим сварки(мелкокапельный, крупнокапельный, струйный). --Переключение полярности - для сварки флюсовой самозащитной проволокой. Реализуется либо как функция, либо перекидыванием концов. --Протяжка - отдельная кнопка/функция, позволяющая прогнать проволоку по шланг-пакету без подачи тока и газа. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. Либо предустановлен, либо можно изменять. --Отжиг проволоки - избавляет по окончании сварки кончик проволоки от шарика. Даже будучи заявлена и даже действительно имеющаяся в наличии, отрабатывает не всегда. Так что на кусачки/пассатижи-комби лучше потратиться. --Soft Start(Плавный/мягкий старт) - нарастание подачи проволоки в начале сварки. TIG/WIG --Ток(Current) - основная функция. В дешевых моделях показомеры выдают каждый свои попугаи, некоторые анимируют лицевую часть аппарата индикацией тока(или "тока") в режиме реального времени. --Предгаз, постгаз - продувка места сварки в начале и в конце сварки без подачи тока, защита еще горячего шва. --DC - сварка в аргоне на постоянке, самый простой режим. --DC Pulse - возможность изменения частоты тока постоянной полярности. --СкважностьКоэффициент заполнения - то, чего может не оказаться в ящике с аргонником - возможность изменения отношения длительности пикового тока к базовому. Реализуется как процент при явном задании частоты, и как длительность в мс. --AC/DC - поддержка аппаратами TIG как отрицательных, так и переменного знака пульсаций сварочного тока. --AC Pulse - возможность изменения частоты переменной полярности. Позволяет концетрировать дугу. --Balance(Баланс) - регулировка изменения отношения положительного (полу)периода к отрицательному. Влияет на очистку ванны и износ электрода. --Форма волны - типичный аппарат выдает меандр(_--_), что не всегда оптимально. Обычно добавляют пилообразный вариант и синусоиду. --TIG Spot - прихваточный режим, программная реализация очень коротких импульсов. --Тип поджига - Поджиг дуги в режиме TIG производится одним из способов: Scratch(актуально для типичного MMA сварочника, легко царапаем и отводим) Lift(кратковременным прикосновением к заготовке, здесь реализовано плавное нарастание тока) и HF(высокочастотный разряд, который может порой пробить неслабое расстояние). В первом и втором варианте можно поймать металла на электрод, в третьем некоторые реализации гадят в питающую сеть ВЧ составляющей, от чего могут погибнуть любимые компьютеры, телевизоры и микроволновки. Сварочные маски-хамелеоны в аргоне. Если ручник с полуавтоматом весело освещают окрестности, то для _слежения_ за аргоновой сваркой(метр и более) требуется либо более качественный СИЗ, либо более дешевый, а именно обычное темное стекло С3 или С4. Общее по внутренностям инвертора. Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь. Микропроцессорные технологии давно работают в сварочных инверторах и позволяют значительно снизить вес и размеры управляющей части, а также добавить сотни функционала в невзрачную коробку. Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах. Транзисторы IGBT не лучше и не хуже MOSFET, главное - качественная реализация. Есть момент, когда при сравнении начинают считать выходные диоды, транзисторы силовухи и вес аппарата. IGBT транзисторов требуется меньше, да, но обвязка(рассыпуха) больше, а с повышением граничной частоты уменьшается емкость конденсаторов и вес индуктивностей навроде дросселей и трансов. Но до сих пор(2019) нормальный инвертор на 200А/100%ПВ не весит 5кг нетто. До сих пор экономия на радиаторах в угоду компактности, равно и уменьшение "пустого" пространства под кожухом негативно сказываются на продолжительности работы. Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит. Существует несколько выходных схем: -Полумост. -"Косой" мост. -Полный мост. -резонансные вариации. Работоспособность зависит от реализации конкретным производителем(заводом). Авроровцы на своем канале выпустили годные видео, визуализирующие вольт-амперные характеристики сварочных инверторов: http://youtube.com/watch?v=ddJPlBc9dmM (3 части - youtube.com/watch?v=ddJPlBc9dmM ). Можно вспомнить зарядные устройства для телефонов, у которых 12..15В на холостом ходу к заявленным .65.. .8А постепенно превращаются в 6.3..5В, за что благодарим спецификацию USB. Также, канал Сварочная лаборатория( https://www.youtube.com/channel/UCaQAvFwjM2DTBNHht2-L7hg/videos) поможет настроить полуавтомат. Наличие дисплея не является плюсом к выбору, зачастую в дешевых моделях он исполняет роль показомера. В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить. В случае покупки комбинированного TIG-MMA(аргон-ручник), MIG/MAG/MMA(полуавтомат/ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя. Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую подобные реализации не позволяют сваривать электродами с основным покрытием. Комплектация. Минимальная комплектация сварочного аппарата(инвертора) - собственно аппарат и инструкция. Все остальное есть маркетинговый ход и/или необходимость. Для сварочных кабелей, горелок, электрододержателей и вообще всей расходки, через которую проходит сварочный ток, применимы термины ПВ(продолжительность включения) и Допустимый длительный ток (ПУЭ7, п 1.3.10-1.3.11). Если ПВ был уже описан выше, то допустимый длительный ток зависит от сечения проводника, материала, оболочки и достаточно нелинеен, поэтому лучше пользоваться таблицами навроде http://www.topeng.ru/pue-part1-chapter1.3_c.html и вникать в температурные коэффициенты: http://electrik.info/main/school/1175-dlitelno-dopustimyy-tok-kabelya.html Зачастую в описании комплектации указывается только длина и сечение сварочного кабеля, но не его материал. Омедненный алюминий 25мм2 при равных условиях гораздо быстрее придет в негодность, чем медь 16мм2. Некоторые аппараты используют фирменные комплектующие, обусловленные либо спецификой применения, либо желанием порабощения любителя яблочек доверчивого потребителя. Встроенная горелка удешевляет аппарат на цену евро-разъема, но увеличивает стоимость замены. Выбирая между 9-й и 18-й горелками, цепляя на 500А держак КГ-16, учитывайте область применения и стоимость комплектухи. Нет "бытовых" инверторов, есть небольшой ПВ и/или низкое качество. При выборе аппарата руководствуйтесь своей целью, не надо покупать заведомо негодный, но дешевый, или чрезмерно дорогой, но "как у профи". Современное ценообразование таково, что один и тот же аппарат может стОить разных денег в пределах двух шагов. Яндекс.Маркет не всегда показывает самую низкую стоимость, поэтому порой прямой поиск конкретной модели позволяет найти лучший вариант для своего региона. Также есть тема с интернет-магазинами: http://websvarka.ru/talk/topic/11159-internet-magaziny-rf-svarochnogo-oborudovaniia/ . Некоторыи официальные сайты вендоров/брендов: Технические характеристики продуктов, дилеры и сервис-центры - это должно быть. Aurora - aurora-online.ru Fubag - fubag.ru Foxweld - foxweld.ru Grovers, Energy - grovers.ru Start, WIT Wega - startweld.ru ГРПЗ(Форсаж) - grpz.ru Неон - ei-neon.ru Термит - itermit.ru Сварог - svarog-rf.ru Кедр - kedrweld.ru Торус - torus.ru Сварочники также можно разделить на оригинальные, близнецы и безродные. Первые явно имеют место производства и описание на их сайте; вторые отличаются (дополнительным)названием(брендом), аппараты заказывают, но производитель как залог качества тоже явно указан; с третьими все мутно, появляются, исчезают, заказывают невесть у кого, меняются на глазах, сайт предлагает стиральный порошок, хамелеоны Ресанта и различные инверторы. Поэтому неправильно сравнивать, к примеру, Wert и Интерскол, или на единственном экземпляре Ресанты ставить диагноз всему бренду. Безродные предназначены для быстрого оборота денег, не для сварки, соответствие канонам в таком аппарате суть ошибка ОТК. Близнецы иногда имеют отличия в характеристиках с оригиналом, в лучшем случае это улучшения по договору поставки, в худшем - надежда, что потребитель не заметит. Именно они, близнецы, стремятся сесть на оба стула: увеличить продажи, не скатываясь в качестве, широкими мазками рисуя образ начинающего профессионала с их аппартом наперевес. С оригинальными аппаратами все просто: завод делает хорошо; завод делает плохо; у завода две линии, и одна из задницы. UPD Как настроить сварочник Картинки и таблицы приблизительной настройки: Ручник/MMA http://websvarka.ru/talk/files/file/1-illiustrirovannoe-posobie-svarschika/ Полуавтомат/MIG/MAG http://websvarka.ru/talk/files/file/44-mekhanizirovannaia-dugovaia-svarka-plaviaschimsia-el/ Аргонник/TIG http://websvarka.ru/talk/files/file/63-ruchnaia-dugovaia-svarka-neplaviaschimsia-elektrodom/ Дефекты, причины, предотвращение http://websvarka.ru/talk/files/file/12-defekty-svarnykh-shvov-i-soedinenij/
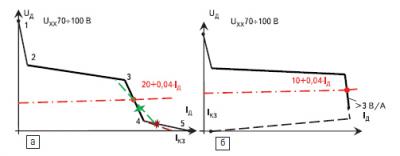
-
Российский представитель итальянского производителя сварочной проволоки компании ITALFIL(https://www.italfil.com/ru/), предлагает произвести независимое тестирование среди авторитетных и не предвзятых участников форума(2-3 участника). Компания предоставит бесплатно сварочные материалы для тестирования, с доставкой до адреса участника тестирования, ну а участники дают своё развёрнутое заключение в независимости от полученного результата. Каждому участнику будет предоставлено: 1. проволока EVO 2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.50 2. проволока IT-SG2 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 12.51 3. проволока IT-SGCrMo1 диам. 1.2 мм(кат 18 кг) - аналог ESAB OK 13.12, СВ-08ХМ 4. проволока наплавочная IT-600 диам. 1.2 мм(кат. 15 кг) Возможно любители варить только TIGом, будут тоже включены в тестирование с предоставлением им прутков тех же марок, по 5 кг каждой марки прутка. У кого оборудование и опыт позволяет провести такие тесты, подавайте свои заявки сюда.
-
День добрый ! Товарищи, а как вы относитесь к более расширенному опросу ? Собственно из-за чего возник вопрос, у меня просто сессия и мне надо для сдачи экзамена по маркетингу сделать опрос, опрашивать про виды чая или чего другого не хочется , вот я и хочу про выбор сварочного оборудования. Ну а вторая причина связана с названием темы. Когда встал для меня вопрос о покупке инвертора, я довольно долго не мог определиться, и как и автор темы пробовал посмотреть рейтинг сварочников... , вот и хотелось бы и рыбку съесть.... Начало темы: Рейтинг производителей сварочных аппаратов
-
https://youtu.be/-wGzyzrBkF4
-
 Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет.
Добрый день, являюсь собственником уникального аппарата Helvi TP230. По функционалу- является полным аналогом Helvi TP220-225, но имеет сразу три податчика проволоки, соответственно комплектуется тремя горелками + TIG горелка + MMA и подключается сразу к двум баллонам с газом - аргоновому и со сварочной смесью, после чего можно поочередно использовать все горелки, аппарат подает нужный газ в зависимости от выбранной горелки и режима сварки. Огромное спасибо официальному дилеру Helvi, если есть вопросы по стоимости и приобретению - все к нему - Олег, ник- xSVARNOYx на чипмейкере, на форуме Вебсварка есть представитель - copich, меня спрашивать по цене и прочему бесполезно- я пользователь. Ссылка на мой обзор данного аппарата, если есть вопросы по нему- пишите. P.S. Хотел было поменять тему, убрать слова "уникальный" и просто добавить поросячего восторга от нового аппарата на хозяйстве - но, факт, он уникальный, и аналогов нет. -
Есть полуавтомат. Из серии что на фото. Есть кнопки и крутилка скорости подачи. Можно ли приделать показометр скорости подачи проволоки? Я думаю поставить параллельно моторчику вольтметр. Цифровой или стрелочный не важно. Я думаю что он должен будет показывать скорость подачи проволоки. Не в метрах/минута конечно, просто условные единицы. Но задумка такая, что я буду знать, что вот такой металл я варю на таких то показания, а вот этот на этих... Как думаете сработает? И сразу до кучи. Показатель силы тока кто то приделывал? Амперметр последовательно по идее, но как? То есть он должен пропускать через себя неслабые токи.

-
 Всем добрый день! Какова должна быть чистота смешиваемых газов (аргон и углекислота) для производства сварочной смести 80%Ar+20%CO2? В ГОСТах на технические газы даны градации на сорта:высший, 1 сорт, 2 сорт. Нигде нет четкого определения какой сорт используется для сварочной смеси. Вопрос больше по СО2: можно ли использовать 2 сорт на газосмешивающей станции? Не засорит ли он нам фильтры? Никто не сталкивался с подобной проблемой?
Всем добрый день! Какова должна быть чистота смешиваемых газов (аргон и углекислота) для производства сварочной смести 80%Ar+20%CO2? В ГОСТах на технические газы даны градации на сорта:высший, 1 сорт, 2 сорт. Нигде нет четкого определения какой сорт используется для сварочной смеси. Вопрос больше по СО2: можно ли использовать 2 сорт на газосмешивающей станции? Не засорит ли он нам фильтры? Никто не сталкивался с подобной проблемой? -
Сезон начинается дачники атакуют !!!!







- 146 ответов
-
- 17
-
-
Сваривание несвариваемых металлов в 1893-м году. Когда-то это было возможным. смотреть с 21 минуты.

-
Miller trailblazer 302 air pak https://www.instagram.com/p/BnYYJEGg_es/?hl=ru значиться сварочный агрегат (с приводом на генератор двс) по американски: вес 350 (без топлива) гена на 10 кВа (чистые или 12 пиковые) компрессор винтовой сварка на 300 ампер mma-mig/mag-tig чуть позже все подробнее... могу одно подметить что с компрессорами делает только Miller и Linkoln и доступны они только в североамериканском рынке (США и Канада)
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-
Теоретический вопрос, а как ? На выставке сказали что оверман 180 это первоисточник, из него задушили 160 й и разогнали 200 й, Можно ли расширить возможности?
-
Горелки РФ it кто пользовался??? по видео очень даже. https://iwt-rf.ru/kontakty.html