AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
@Isperyanc, от пониженного напряжения и дрели поплохеет. Такое неоднократно наблюдал у смежников. Для выездных работ лучше сразу генератором обзавестись.
-
Уже неоднократно, и не только мной, говорено, что если собрался экономить на постгазе, то РАДС-не для тебя... Это-даже не "экономия на спичках", это-куда круче. Даже цензурного эпитета сразу не подобрать. Ладно, если "стреляешь короткими очередями" из прихваток, а когда на протяжении десятков минут шпаришь сплошняком на серьёзном токе и давит жаба из-за "лишних" десяти секунд продувки? Ну совсем несерьёзно получается... А ведь таких "перцев"-достаточно много... На моих Гроверсах постгаз ограничен 10-ю секундами и часто этого мало. В душе завидуя форсажистам, приходится клацать кнопкой и таким образом "догонять" постгаз.
-
@Grim Reaper,@selco, при всём к вам уважении, завязывайте, пожалуйста, в профильной теме с политикой и прочей "концентрированной экономикой"! Есть же "Курилка" и "Политика".
-
Иван, ПАНЧем на холодную.
-
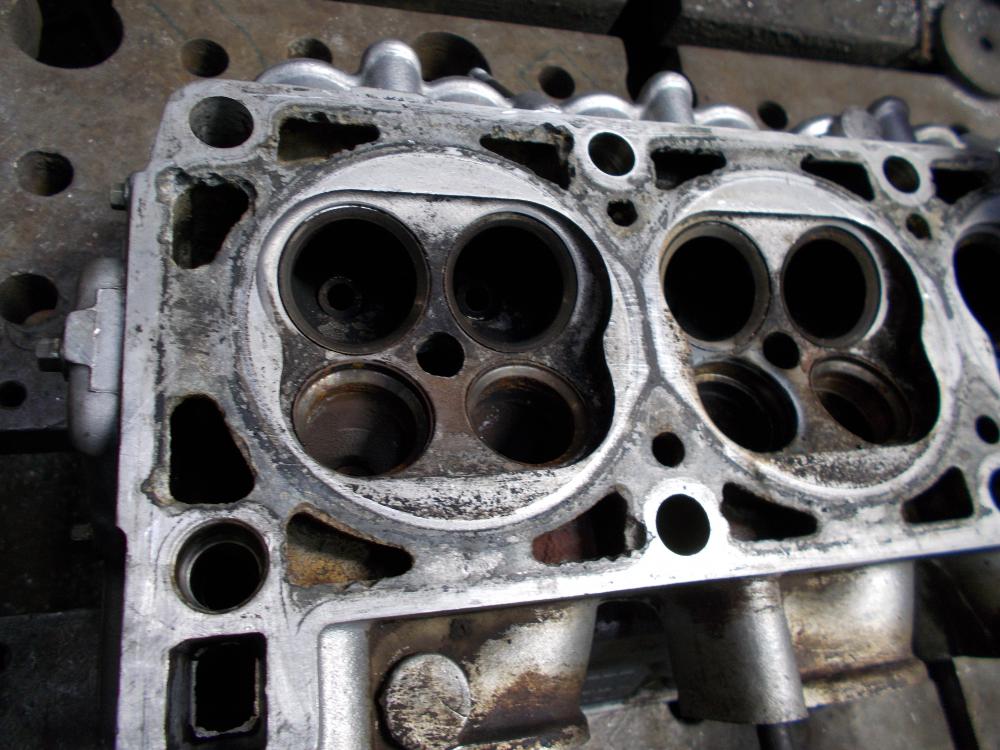
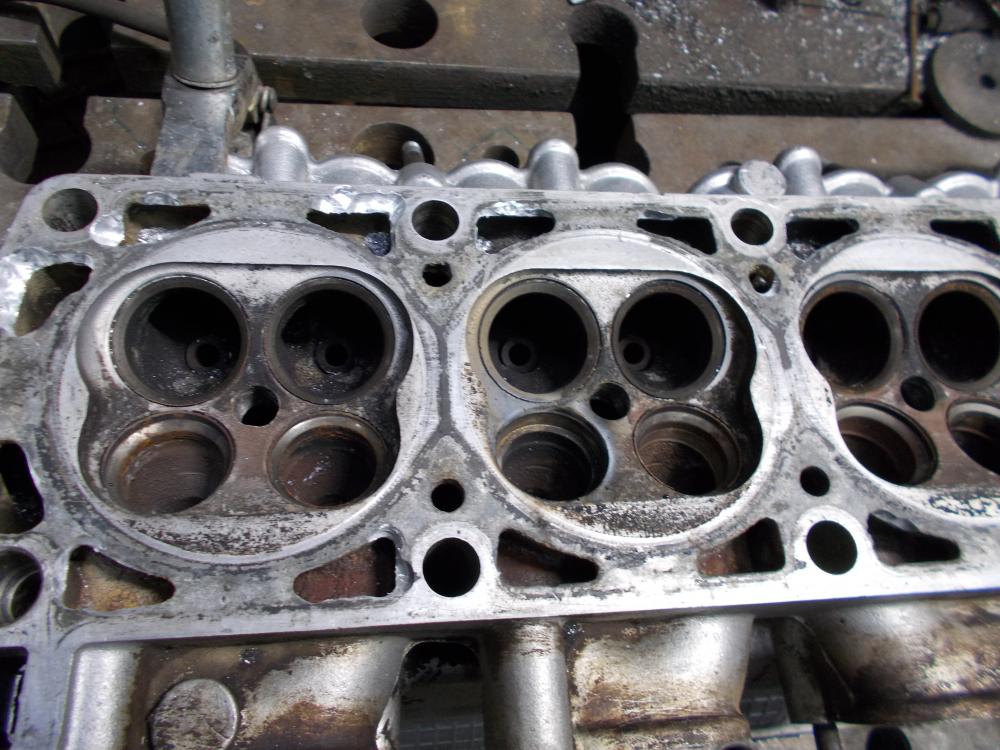
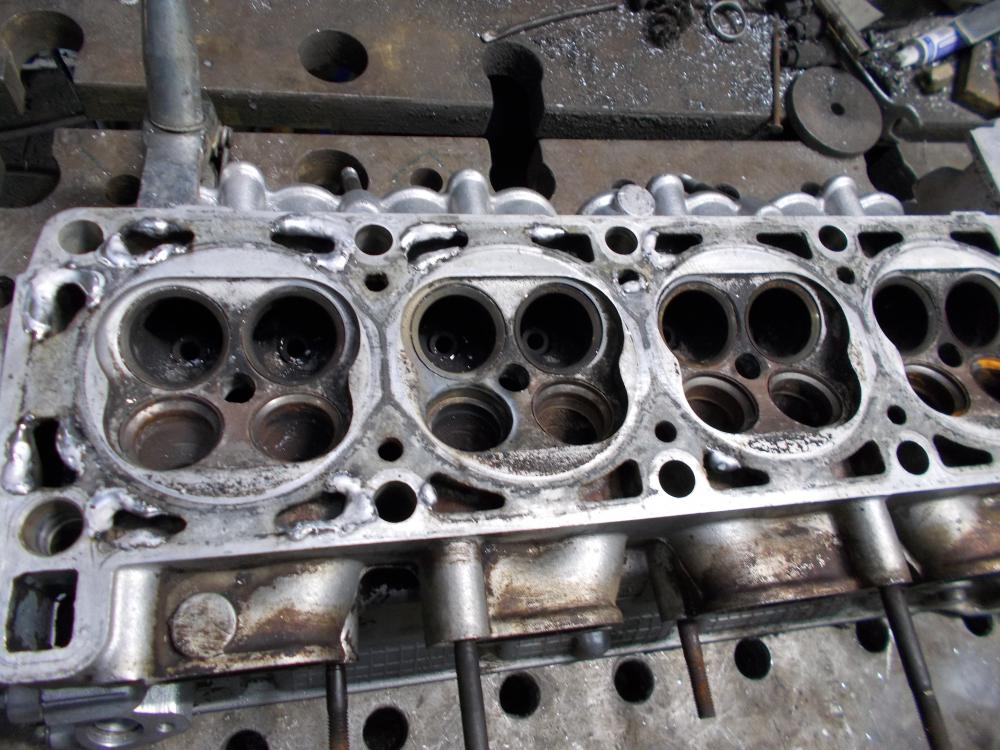
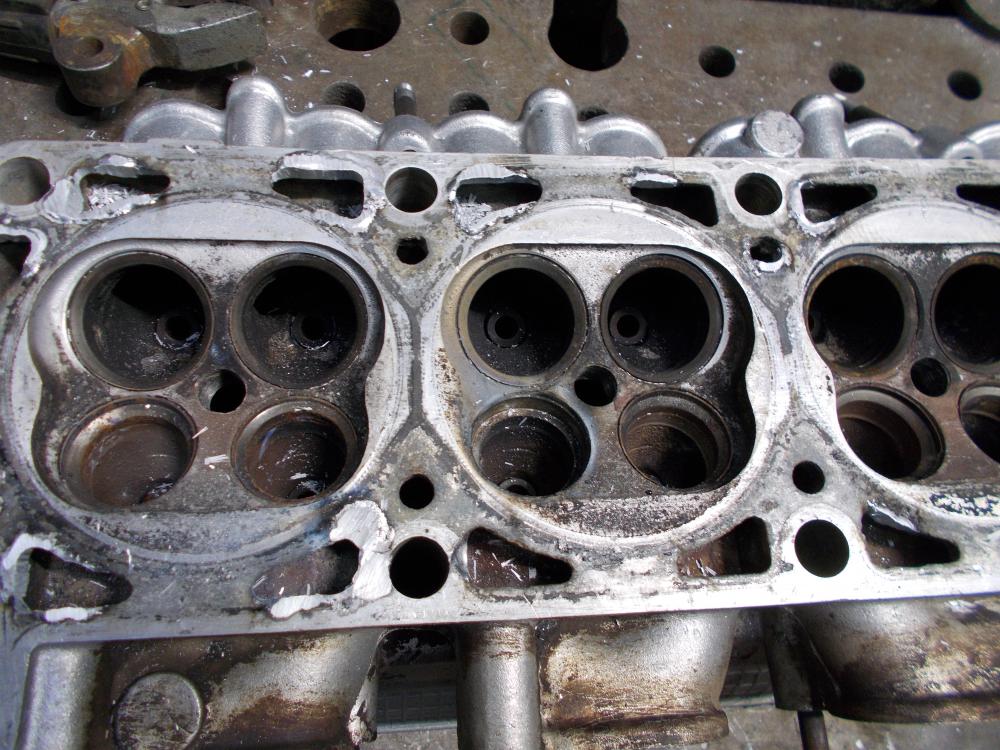
По возвращении из командировки меня ждал некоторый завал разнородных мелочей. Пришлось как в мастерской поработать, так и на выезде. В первый же день-натащили головок блоков. Самое простое-межседельная трещина, не успевшая проникнуть в каналы рубашки охлаждения. Но, так бывает не всегда, чтоб "спецы" не набедокурили. Следующих "пациентов" уже покалечили. Здесь-трещину даже не разделывали, а просто навалили сверху... Вот она, трещина. Кромсаем шире и глубже. Завариваем. Этого "пациента" пытались калечить аргоном, диметом и сиалоком. Ковыряем и находим горстку "артефактов"... Греем и варим. Пока головы релаксировали в теплоизоляции-проехался по автосервисам. Заглянул в цех агрегатного ремонта, наварил пару постелей коленвала в КамАЗовском блоке. В кузовном цеху, пока кузов тянут на стапеле, залатал картер АКП. Прокатился до автобазы, подлечил подвеску "шаланды". Мой неизменный спутник для мелкой сварки. Срезал старые, разбитые шайбы, приварил новые. Остатки сайлентблоков-выжигал автогеном и выпиливал сабельной пилой. И только на первомай-позволил себе немного посачковать.

-
Подтверждаю. 21 мм-маловато будет.
-
@Глобул,завозят туда не только сварщиков и не только из Кемерово. Сервисмены, обслуживающие технику на угольном разрезе-сборная команда Западной Сибири. Новосибирск, Новокузнецк, Белово. Может, со временем, местные кадры воспитают. Но, пока то, что там произрастает-это бурьян, с трудом поддающийся окультуриванию. Это у нас, в Кузбассе, при разрезах и шахтах худо-бедно, но присутствуют и сварщики и механики. Как-никак, инфраструктуру, созданную ещё в советские времена, ещё окончательно не уложили. А в Хакасии угледобыча-относительно новое направление, кадрами и инфраструктурой ещё предстоит обрасти. Ну и лично я пока не против поездить в непродолжительные командировки. В Кемеруне с работой и деньгами-туго, а семью кормить надо. Может, со меной власти что и изменится, но пока что есть, то есть. Вот этот: Мне он очень понравился. Дуга стабильная и эластичная. С ПН=100% при 500 А электродом ф 10 мм строгать можно, пока сам не устанешь. Мне выдали технологическую карту на ремонт трещин, составленную производителями ковша. Там прописаны режимы сварки, диаметр и марки проволок, а также режим предварительного подогрева металла. Я так разумею, что корень варится более мягкой проволокой, чтобы избежать новых трещин, а заполнение-более жёсткой, близкой по прочностным характеристикам к основному металлу.
-
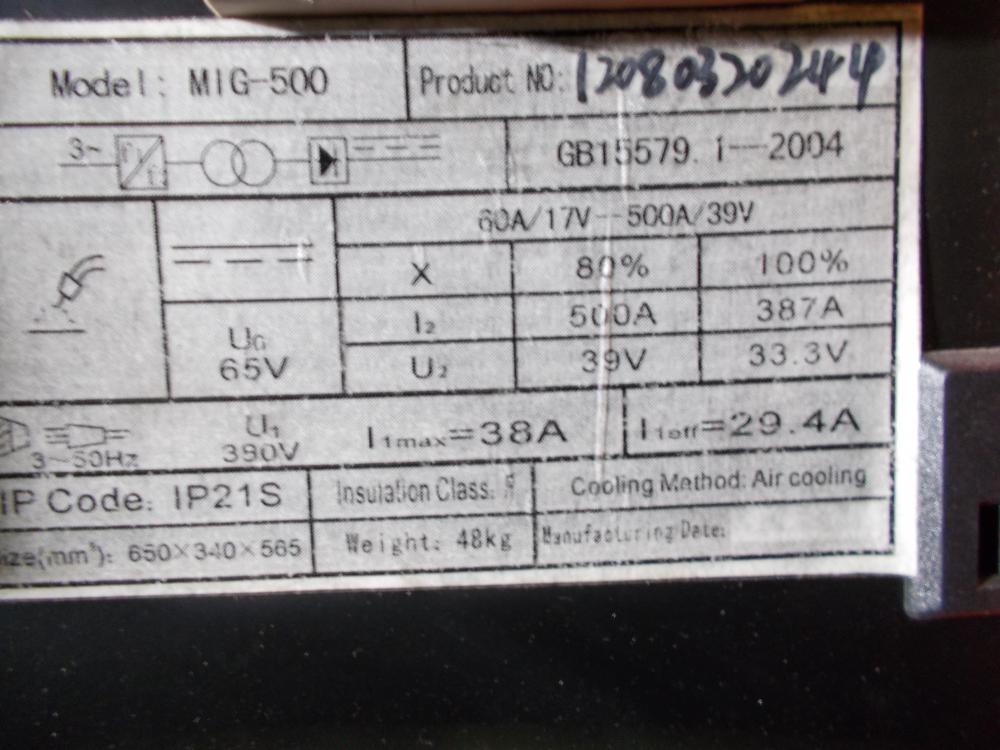
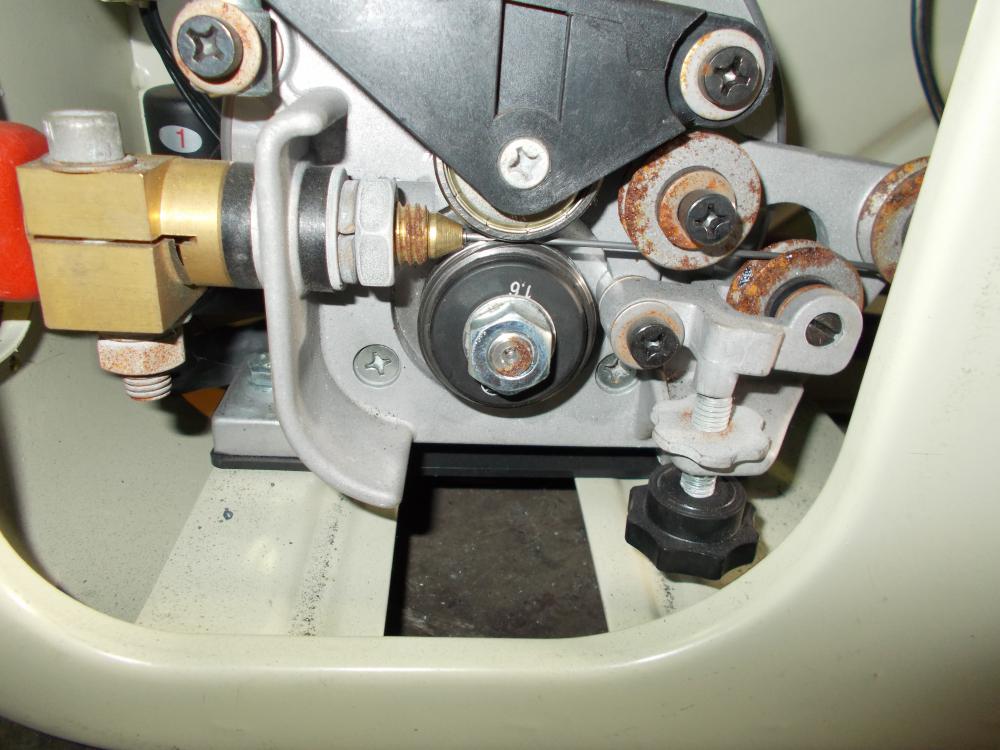
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
-
 @Егор2281, что-то ссылка не кликабельная...
@Егор2281, что-то ссылка не кликабельная... -
Если задумка подразумевает именно приварку фланца к коллектору, то лучше будет чугун. Как готовый с другого коллектора и подходящий по размерам, так и изготовленный специально. Вполне реально. Я уже делал составные коллекторы. Работают. В качестве технологии сварки для этого случая я бы рекомендовал газопорошковую наплавку. Коллектор фиксируем на плите, прогреваем до 600 град и свариваем. После-охлаждение в минвате и шлифовка привалочных поверхностей.
-
@Вад11, именно так! Высокий ток и приличная скорость. Если ванну держать на грани провала, присадку подавать не тычками, а непрерывно, то швы на алюминии-вообще как литые выходят.
-
@Ustas_, меня бы жаба задавила на такое Кастолин переводить... Тем более, что рядом-ТЭН. Шибко долго греть-боязно было. Желобки залил водой и на приличном токе за пару секунд заварил.
-
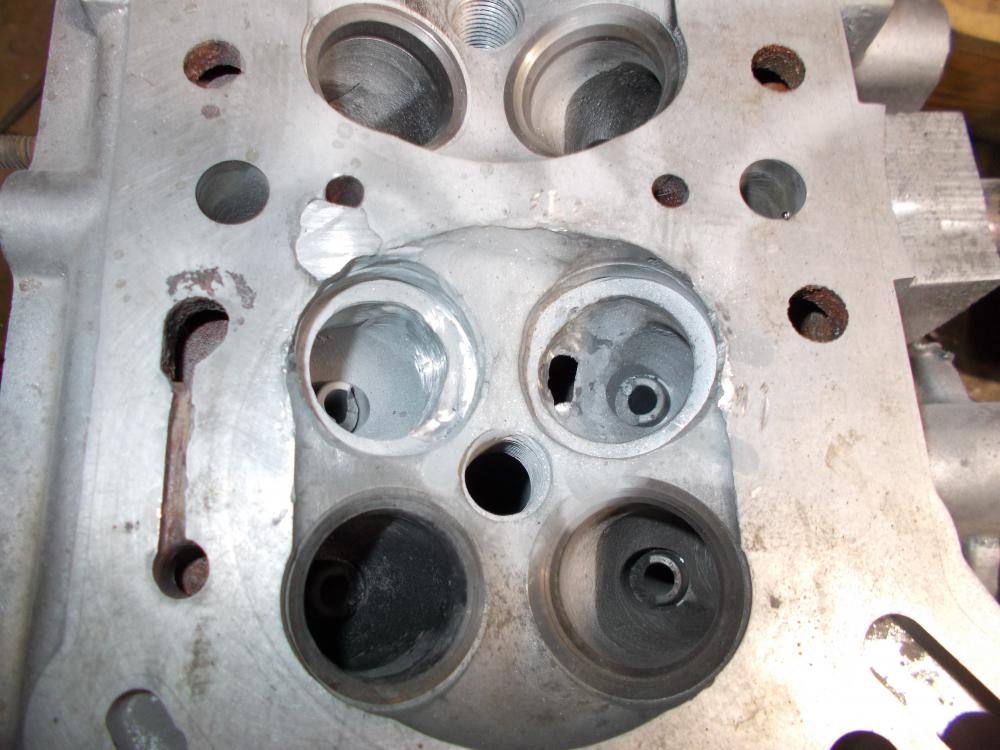
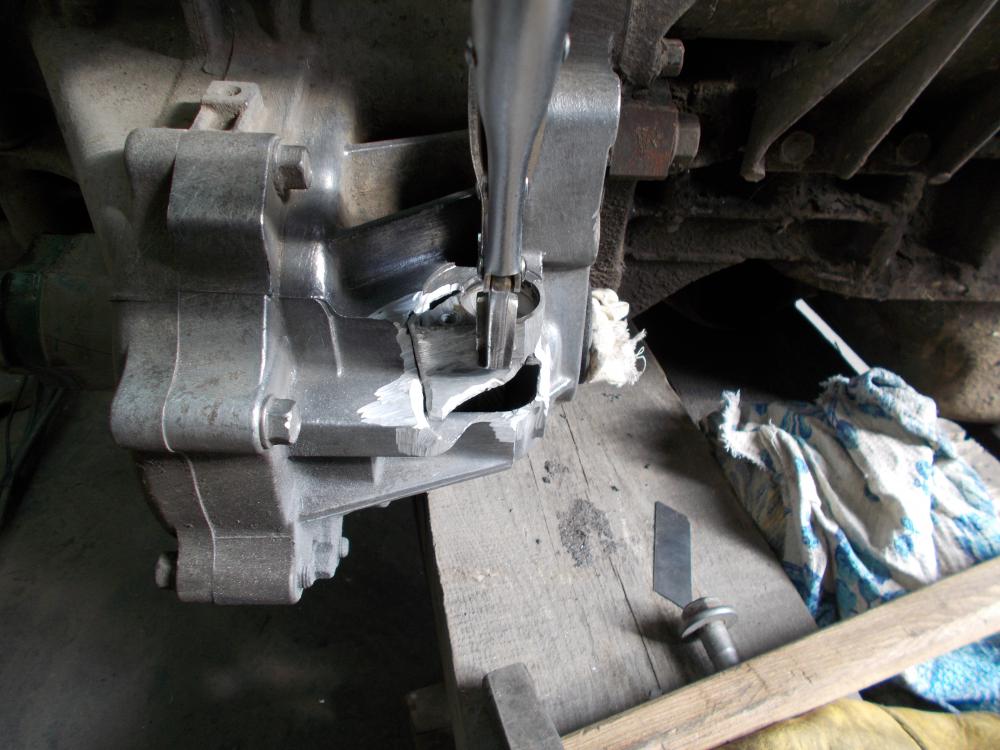
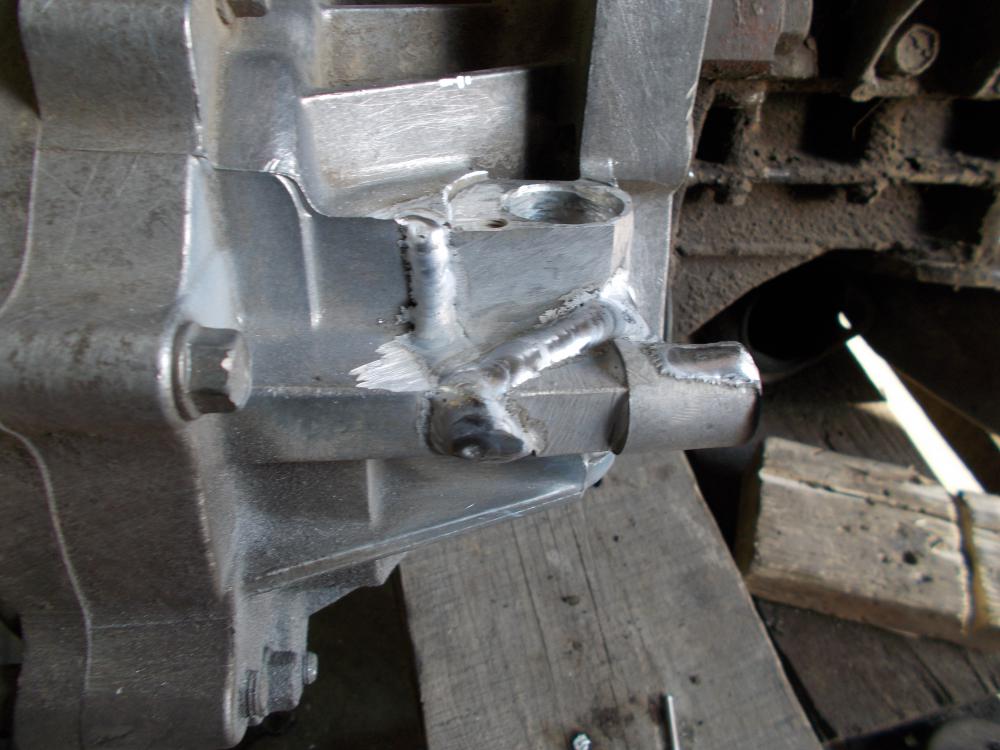
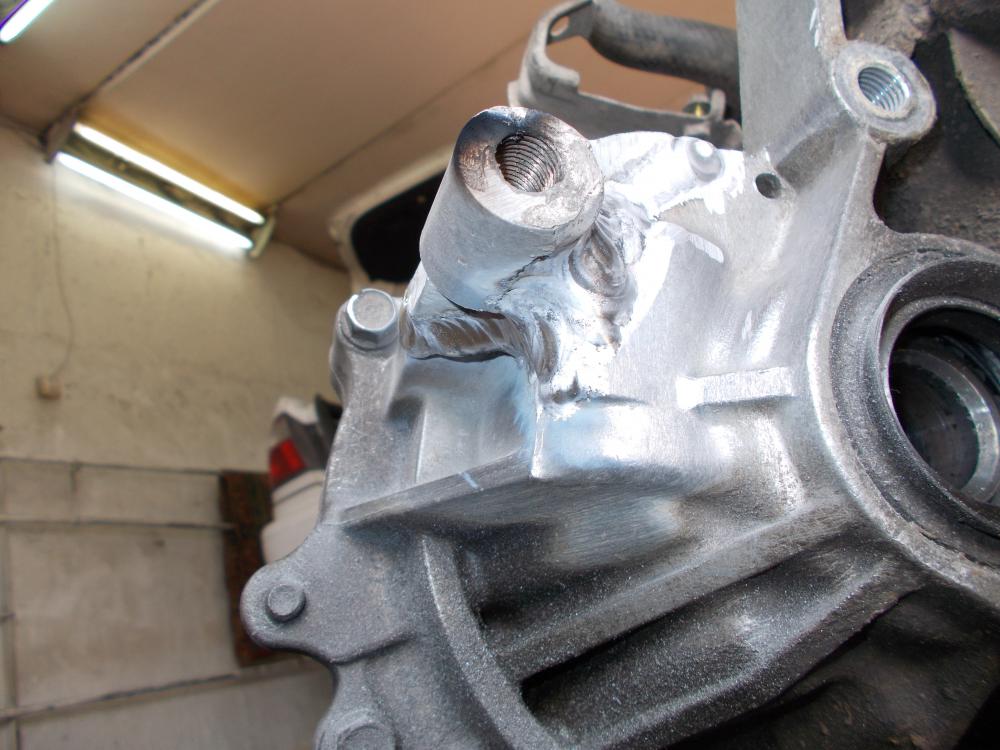
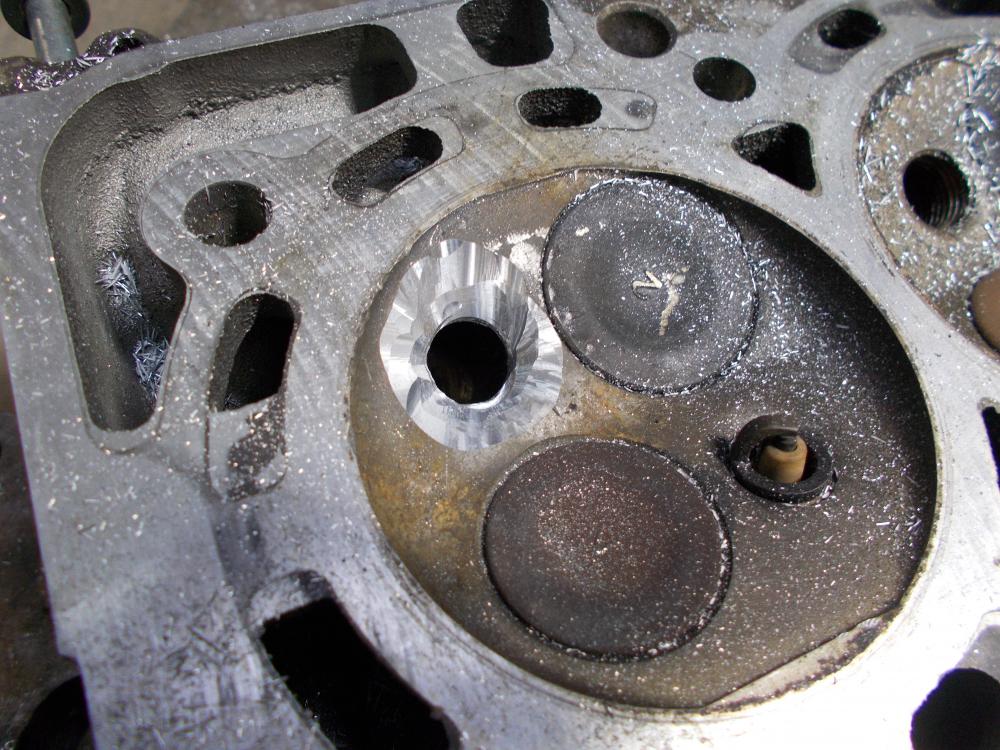
Не шибко подробно-смогу объяснить. Поскольку нормально разделать и заварить отверстие можно со стороны камеры сгорания, то обратную сторону (ту, что в свечном колодце)-надо сделать ровной, да сохранить бурт под уплотнение свечи. Для того и использовал подкладку в виде медной болванки необходимой формы. Потом уже-отверстие просверлили и нарезали в нём резьбу. @Вад11, да я и не беру грех на душу. Я уже варил и алюминиевые и чугунные рычаги подвески. Но, исключительно в качестве "костылей". То есть не для повседневных поездок, а чтобы подвеску можно было собрать, машину убрать с подъёмника и перекатить в отстойник до прибытия новой, оригинальной запчасти. Подобные работы я выполняю не для владельцев машин, а для механиков, осуществляющих ремонт. Они-тоже в курсе, какие расценки на подобного рода эксперименты имеются в УК РФ.
-
@mehanik1102, это ж подложка, чтобы в свечной колодец лишнего не навалитьрить. Со слов токаря-абсолютно нормально. Цилиндричность-в норме. Пришлось только задиры убирать. После выпрессовки подшипника на стенках отверстия под оный-обнаружились следы предыдущих варварских манипуляций по изъятию стопорного кольца и подшипника.
-
Будничные мелочи. В автосервисах механоиды не только болты с гайками рвут. Могут свернуть голову и нежному ротаметру и кондовой паяльной лампе. Применяем пайку БрКМц в аргоне. Какие-то мелкие каркасики для медоборудования. РАДС и П/А. Парогенератор из химчистки повреждён сквозной коррозией. Очередной фланец от погружного фекального насоса. П/А. Смесь, проволока ф 1 мм. Экспресс-ремонт топливного бака от МАНа. Никаких "полостных операций" и рихтовки вмятин. Только засверливание трещин и сварка. Ауди-А8, изрядно потрёпанная жизнью. На капоте и крыле-порывы. Штопаем в аргоне ниткой ф 0,8 мм. Интеркулер от Лэндкруизера-200. Пайка двух трубок 192-м Кастолином. Опять автоген.Только теперь-на выезде. Паяют медь ныне почти все сантехники без исключения. А сварка стальных труб-это, знаете ли, не для всех... Обрезает врезки и сверлит новые отверстия-слесарь (моим инструментом, правда... ) . Дело сварщика-заглушить старые врезки,приварить новые отводы. И получить за это деньги. Грубая чешуйчатость швов-следствие повышенной мощности пламени, дабы текущая с верхних этажей водичка не особо докучала. И напоследок-приехал адепт секты "Свидетели Брожения". По его просьбе-приварил алюминиевую бонку к алюминиевой же фляге.
-
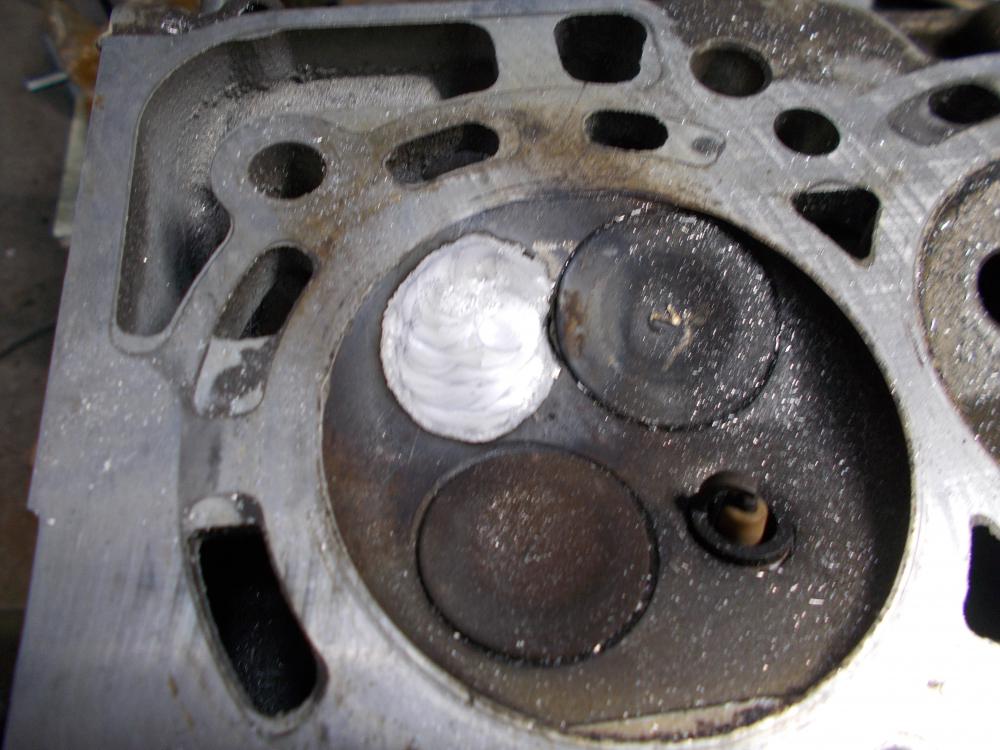
Пока в природе существуют подпольные тосольни-ни сварщикам, ни механикам голод не грозит. В ГБЦ с Хонда-Фит покалечили одно свечное отверстие. Расковырял бор-фрезой, подставил медную болванку и наварил. ГБЦ Детройт-Дизель в процессе шлифовки сорвалась с креплений и получила повреждение шлифовальным камнем. РАДС ПАНЧем на холодную. Вот так доездились... Тормозной цилиндр с экскаватора Катерпиллер. Деталька внутренним диаметром 80 мм. Колодки водятлы-механизаторы стёрли до такой степени, что поршни вылезли и перекосились. В результате-цилиндр лопнул. Разделываем и заливаем ГПН. Далее-расточка, проточка и хонинговка. Поворотный кулак с Мазда-Трибьют. Материал-ковкий чугун. Лопнула проушина шаровой опоры. Разделка, прогрев в массе до 500 град. и РАДС ПАНЧем. Проковка и медленное охлаждение.
-
@Lavr, ничего страшного! Как говаривал кто-то из древних, " Ну, это усё-у рамках процэса..." (С)
-
Немного не понял... Зачем? Обычно соты глушат рваные, которым пайка/сварка снаружи уже не может помочь в принципе. А если сота герметичная и не даёт себя заглушить, то, может, надо было попробовать её вылечить?
-
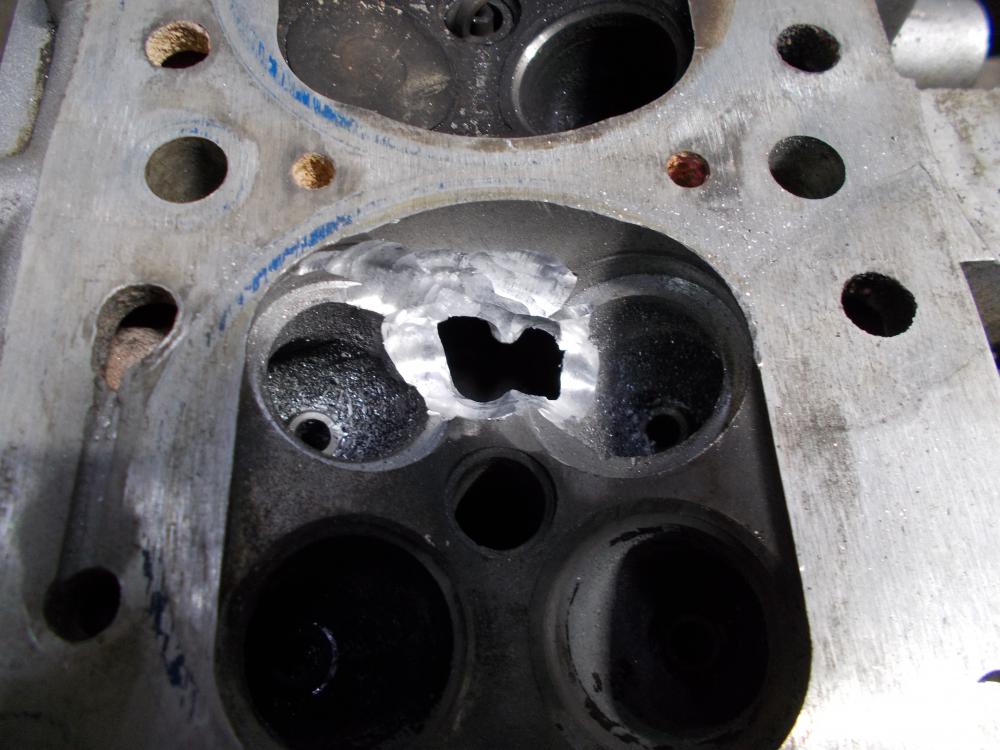
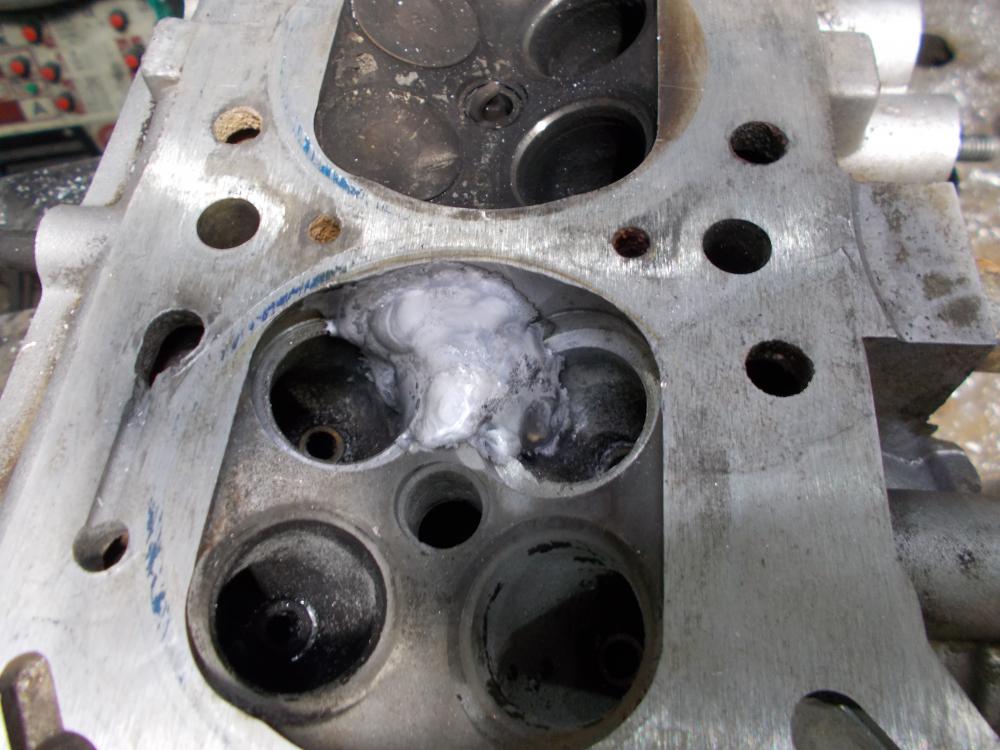
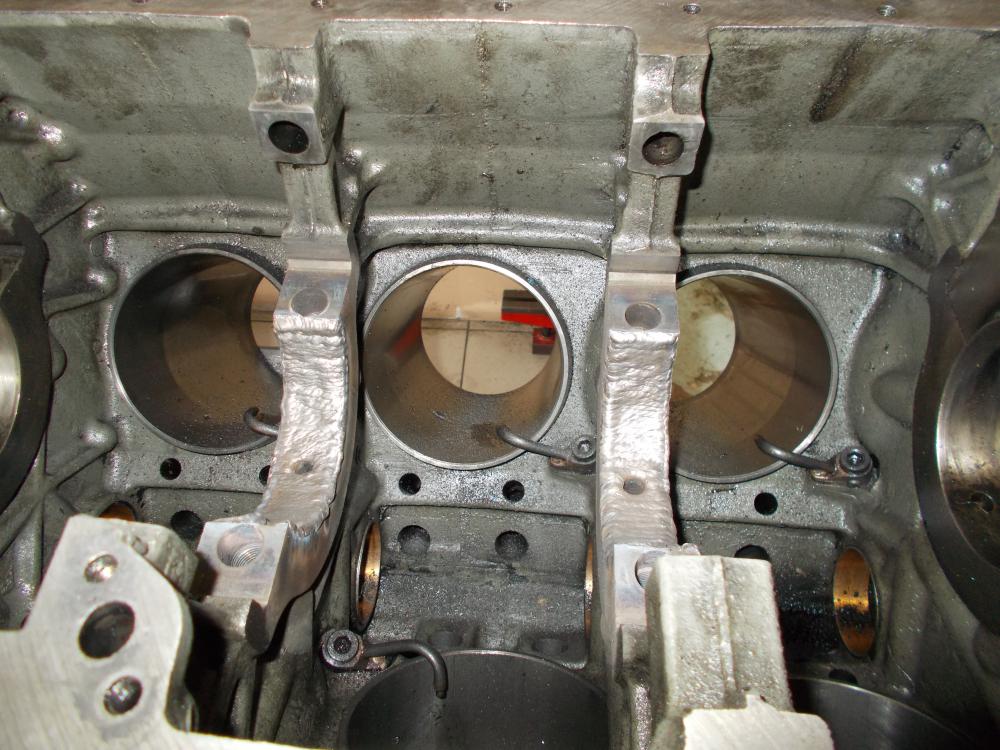
Для сварки радиаторных сот и кузовщины из алюминия-вовсю использую проволоку 0,8 мм. 1,0 и 1,2 мм-тоже есть. Штопаю топливные баки от мелкой авиации и соты кулеров. Ну и трубочки всякие. За расширением сфер деятельности в области сварки неизбежно следует расширение ассортимента сварочных материалов и аппаратов (эх-ма, кабы денег тьма...).
- 752 ответа
-
- 13
-

-
@svarnoi69, сварные корпуса катеров и лодок обычно и делаются из всяких АМг. Что и подтверждают слова топикстартера: А с крыльями-засада. Скорее всего там-термообработанная дюраль, коль такая петрушка.
-
@Глобул, в деаэрационной установке есть форвакуумные насосы. Форвакуумник-штука весьма нежная. Обычно они первые становятся жертвами косорукого обслуживающего персонала. То да, достаточно накормить катионит глинозёмной пульпой из непромытого магистрального трубопровода. Однако, если над качеством воды ведётся неусыпный контроль, то отказ от теплообменной группы и двухконтурных систем в котельных-приносит весьма ощутимую экономию средств. Я, в пору работы в ЖКХ, монтировал несколько таких систем. До сих пор живы и трубы и насосы и котлы. А так, без химводоочистки, котлы на нашей водичке жили 2-3 года, теплообменники-дай бог полсезона.
-
@Виктор 69, немного дополню.Есть рекомендации для снижения уноса наполнителя. Во-первых, минвата должна быть максимально длинноволоконная. Во-вторых, банка глушителя должна быть максимально возможно широкая и длинная, чтобы снизить скорость протекания выхлопных газов через наполнитель. В 90-е годы на тягачи на базе КрАЗов и Уралов монтировал за кабину спарку вертикальных глушителей, на манер американских траков. Колбы глушителей делал из отживших срок кислородных баллонов, а внутреннюю трубу-из трубы ф 76 мм. Набивал внутренности ещё старой, советской длинноволоконной "чесоватой". Получалось тихо, прочно и долговечно.
-
Попробовал, что называется, наскоком. Не ампир. Настройки менять и подбирать было некогда. Перешёл на смесь и всё сразу пошло значительно лучше. Всё никак не выберу момент погонять аппарат на разных настройках и с разными материалами. Пока немного варил алюминий, а также чугун БрКМц и ПАНЧем. Понимаю, что возможности этого аппарата я использую процентов на 5, не более... Лиха беда-начало.
-
@Дед мазай, в бытность свою автомехаником каких только не доводилось слышать словесных ляпов клиентуры. Особенно забавляли ответы по телефону. Звонят, ладно бы женщины, а так-то мужики. Вопросы задают, мол, то-то и то-то с мотором/ходовкой/электрикой. Спрашиваю, а машина-то какая? Ответы бывали разные, но особенно умиляли варианты "немецкая", или "белая"...