Струня
-
Постов
558 -
Зарегистрирован
-
Посещение
-
Победитель дней
27
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Струня
-
 Например держать килограммовые гири на вытянутых руках. Повторять манипуляции дкржаком или горелкой. К гантеле прикрутить карандаш и на картонке рисовать петли, стараясь не проткнуть....Совсем жёстко- это как на видео, где китаец с кирпичём учится. Но это зря- слишком тяжело. Основная задача- не накачать гору мускулов, а отработать координацию и выносливость.
Например держать килограммовые гири на вытянутых руках. Повторять манипуляции дкржаком или горелкой. К гантеле прикрутить карандаш и на картонке рисовать петли, стараясь не проткнуть....Совсем жёстко- это как на видео, где китаец с кирпичём учится. Но это зря- слишком тяжело. Основная задача- не накачать гору мускулов, а отработать координацию и выносливость. -
Логическая ошибка в том, что начало и конец фразы поменяны местами. То есть во фразе выше смысл "с ростом опыта остаётся меньше пальцев" а на самом деле "с уменьшением количества пальцев возрастает опыт работника". Хотя, действительно, с течением времени инстинкт самосохранения атрофируется, и сам работник потом удивляется...
-
Спецпрограмма сокращения излишнего населения. Когда-то я смеялся над шуткой "Чем опытнее фрезеровщик- тем меньше у него пальцев". Оказалось там логическая ошибка...
-
Когда плохо представляешь себе, что это, из чего сделано, и вообще, живое оно или мёртвое- то вполне... Это задачи, которые можно описать достаточно малым количеством слов и использованием стандартных терминов, которые везде значат одно и то же. И рассчитывается стандартными формулами. Это то, для чего и создавался ИИ- формализовать задание, выраженное в свободной форме и рассчитать, выбрав подходящую схему расчёта из ограниченного набора схем с жёсткой последовательностью формул. Проблема, опять таки, в опреаторах. ИИ всё равно нужно проверять. Иначе можно не заметить, когда начальные параметры выйдут на границу известного ИИ и начнётся кабзда. То есть, когда задание выходит за границы- то ИИ начнёт ругаться, а когда на границе- то ИИ начинает подбирать не те коэффициенты, неправильные схемы расчёта, аппроксимации использовать... И результат может выйти вполне правдоподобным, но неверным. И при реализации получиться может, но при эксплуатации все косяки вылезут. Поэтому тот, кто следит за ИИ должен чётко себе представлять, что должно получиться. Он должн обладать экспертностью. И где вы найдёте экспертность. если все будут слепо доверять ИИ? Тут есть один выход. Международный институт сварки должен создать комитет, который будет учить специализированный ИИ сварке. В комитете будет куча подкомитетов, которые будут заклатывать в него формулы, варианты техпроцессов, нормативную документацию, варианты проектных и технологичесих решений, чтобы ИИ мог комбинировать. И потом продавать доступ предприятиям для техподдержки. Тогда, будьте уверены, ответ будет усреднённо- юзабельным. Но усреднённо. Потому, что ВСЕ нюансы ИИ учесть не может. И каждый институт, каждое предприятие сможет договориться и допилить часть ИИ для себя бесплатно или на продажу, за деньги. Если пойти дальше- то можно создать СРО разработчиков ИИ со сварочным уклоном и устроить гонку с конкуренцией. В принципе, даже на базе нашего форума... Ториевые электроды уконтрапупили по причине сильного вреда здоровью- торий радиоактивен, и может попадать в организм сварщика разными путями, вызывая онкологию. Но, вместе с тем, торий- самый легко эмититующий электроны металл. Для очень тонкого металла очень важна лёгкость зажигания дуги на малых токах. Поэтому совет не лишён смысла. Поэтому торий активно используется в установках военного назначения, где о здоровье оператора не сильно беспокоятся или в безлюдных производствах. Но, например,когда я с китайцами работал- у них в ходлу были... Когда я спросил китайского инженера по ТБ- он показал мне китайскую грамоту со звёздной печатью и сказл .чтоправительство Китая разрешило это использовать.
-
Если смотреть на вопрос с точки зрения физики и химии- что там может выгоратьи как. Органика может разрушаться от УФ. Тогда она мутнее и трескается. Серебро и оксид алюминия не может разрушаться под действием ультрафиолета- не чему. Покрытие может стираться механически. Тогда видны потёртости. По опыту- первый слой светофильтра- поликарбонатная пластина. Если её вовремя меняли и без нё не эксплуатировани- то всё хорошо.
-
Уточните пожалуйста, от чего защищает защитный слой, про который вы говорите? В маске "Хамелеон", с покрытием, какна очках "Хамелеон" используется вещество, которое меняет оптические характеристики от падающего на него ультрафиолета. Если поток очень интенсивный, то вещество разрушается. В маске с электронным затемнением работает жидкий кристалл, который затемняется от воздействияэлектрического тока, который подаётся от сигнала датчика, на который падает свет. Там стоит прозрачный фильтр ультрафиолета, который никак не меняет оптических характеристик. Вот, он тоже может деградировать. В основном, мутнеет. То есть, вы можете определить на глаз- помутнела ли пластина или нет. А затемнение тут не при чём.
-
Оператор обучения ИИ скажет ,что в ней устаревшие на 100 лет технологии, и он читать это не будет. И вообще,обучать надо на статистике. Ему проще смотреть видосы. В основном с симпатичными девочками. Или мальчиками- смотря какие предпочтения.
-
Я рассуждаю не о решении нетривиальных задач. Я рассуждаю об адекватном обучении ИИ. Если ИИ обучен на неадекватной модели, окрашенной неадекватным мышлением некомпетентного оператора с комплексом полноценности и техномагическим мышлением, то определить, в какой момент машина начнёт врать за вменяемое время невозможно. А ей, возможно, будут доверены задачи обеспечения безопасности или жизнеобеспечения... Самые обычные задачи управления полигоном утилизации ЖБО или управление поездом метрополитена. Или помощник главного инженера на предприятии... Предтавляете, что будет, если на предприятии ИИ, которому поручили подобрать и заказать ассортимент прокладок для фланцевых соединений на ближайший капремонт, знает размеры и количество всех фланцевых соединений на заводе, но обучен ударенным на голову "зелёным" архитектором ИИ, который убеждёт, что паронит- зло, так как там волокна асбеста. И закажет что-то другое... И хорошо, если капремонт сорвётся и предприятие просто получит убыток от простоя. Или от закупки дорогих компонентов... А могут быть совершенно дикиеаварии. И проверить некому- если главный инженер упрётся- скорее его уволят, чем дорогущий ИИ. Веди за него один раз заплачено, а главномуинженеру нужно каждый месяц платить. Нехиленько так...
-
А к первому посту- помимо ереси, в ответе не хватает раздела подготовки металла к сварке (правка, зачистка, сборка, прихватка). Нехватает раздела параметров сварного шва (размер катета) и контроля качества.
-
Товарищи, ко всему выше сказанному, я бы хотел добавить, что сейчас основная проблема обучения ИИ не сбор информации, не выстраивание алгритмов и наделение информационных структур весами, а отделение ложной информации от истинной. То есть, в интренетете бОльшая часть информации искажена, а большАя часть- сознательно. То есть, при выкачивании информации из инета и классификации её для целей обучения ИИ, требуется отделять ложную, искажённую и истинную информацию. Ориентироваться на количество лайков под информацией нельзя. Субъективная оценка подачи информации зрителем/читателем не отражает её истинности. Человек, который отсматривает и определяет качество информации волей- неволей отражает в оценке своё мировоззрение, уровень образования и компетентности. То есть, когда будут накапливать статистику неадекватности ИИ, придут к тому, что для базового обучения ИИ потребуются верифицированные и сертифицированные БД, отражающие РЕАЛЬНОСТЬ, а не ПРЕДСТАВЛЕНИЕ о ней субъекта- вот тут начнётся жоппа. Потому, что сначала надо договориться, где истина. И научиться доверять...
-
Тремор конечностей после высокой нагрузки это обычное явление. В течение некоторго времени, после отдыха, должен проходить. Если долгое время дрожжат руки- повод обратиться к врачу. Лучше сначала к спортивному- он больше в теме, почему так происходит. Потом к неврологу. Вообще. для укрепления группмышц, которые отвечают за манипуляцю горелкой илиэлектродом применяют специальные упражнения с отяжелениями.
-
Всё просто. Сейчас людей убедили, что единственное, что им нужно- это зарабатывать деньги. Не стать профессионалом, а стать успешным. А как заработок связанс качеством образования- рассказать забыли. Если можно с помощью курсов зарабатываать- надо пройти их. И всё, ищи лопату побольше. Когда по ТВ рассказывают,что все, что тебе нужно- практикапрактикапрактикапрактика... И никакой теории- народ не предупреждают, что вся эта практика не для них, а для обучальщиков. Чтобы научить сначала одному- получить денежки, потом другому- получить денежки... Продолжать надо? Кажется, я передёргиваю? Посмотрите, как некоторые новички реагируют на то, что я им советую читать учебники. Не видео смотреть, не поясняю за вопрос, а отправляю учиться. Кто-то обижается, кто-то хамит. Редко кто просит подсказать где и что почитать...
-
Наверное все ответы получил...
-
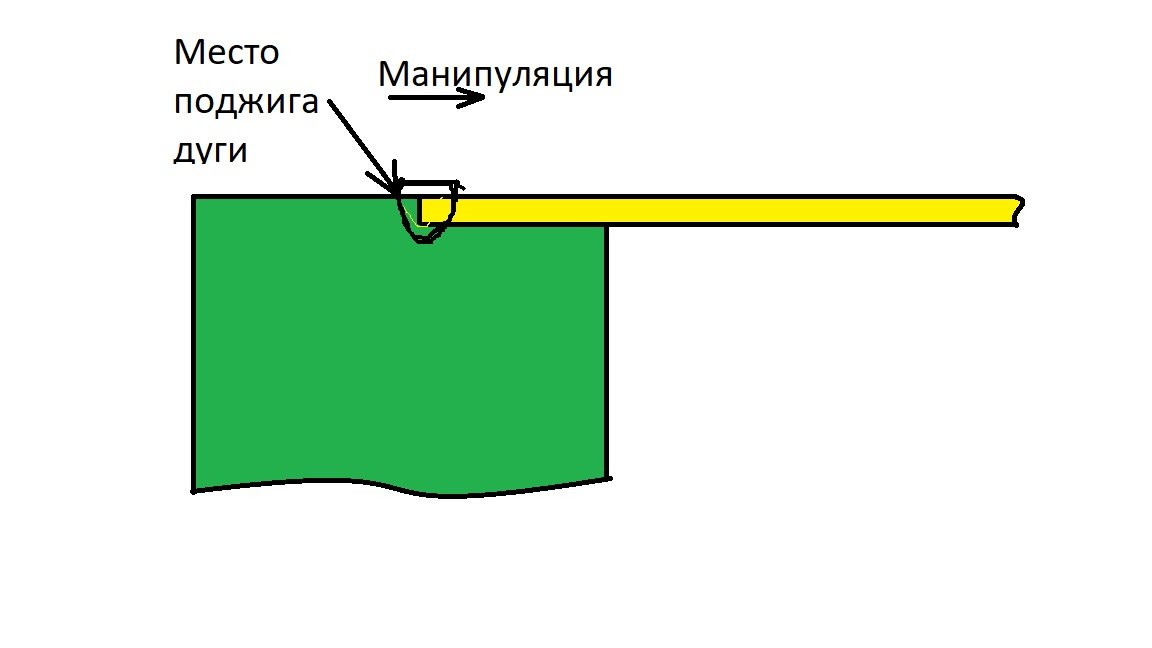
Дорогой товарищ! С химией, как и с физикой- не обманешь. Поэтому при наличии кислорода и высокой температуры окисление будет всегда. Ёж- это окислы. Тут какое-то несоответствие. Выступы- это к технике сварки. Поддув- защита. Золотые слова! Аесли ТС ещё пришлёт эскизик- вообще красота начнётся... Тонкий лист- это стенка ёмкости? Если есть возможность сделать нахлёсточный шов- то это было бы лучшим вариантом. Только не так, как уважаемый hvr63 проиллюстрировал. Надо сделать, как на рисунке, чтобы втулка имела проточку, которая входит вотверстие и кромки сплавляются, как на рисунке, или делать фланец с небольшим перепадом толщин- 1+1,5 мм. Можно с небольшим усом типа С20 по ГОСТ 14771, только ус должен работать, как расплавляемая вставка толщиной 0,3- 0,5 мм.

-
Я не имел в виду формирование шва, как такового, а наработка навыка сварки точками и умение ровно накладывать швы. А то без опыта швы вечно будут на сторону съезжать и перекрытие будет неравномерное- то большое, то маленькое. Что до параметров аппарата- тут я абсолютно согласен. Только те. которые так могут- стоят, как сам автомобиль. Даже предствавить сложно, сколько машин надоотремонтировать. чтобы его окупить. А ведь сам аппарат- полдела. Тут надо ещё уметь настраивать...
-
Я бы вам посоветовал начать немного с других деталей. Возьмите металл троечку длиной 300 мм, разделите на три участка и тренируйтесь наплавлять блямбочки 5- 7 мм в диаметре последовательно на первом, потом на втором и на третьем участке. Так, чтобы шов заваривался постепенно и равномерно. А потом, когда уверенно будут выходить однаковые блямбочки, переходить на более тонкие листы. И подбирать режим.
-
Я бы вам посоветовал начать немного с других деталей. Возьмите металл троечку длиной 300 мм, разделите на три участка и тренируйтесь наплавлять блямбочки 5- 7 мм в диаметре последовательно на первом, потом на втором и на третьем участке. Так, чтобы шов заваривался постепенно и равномерно. А потом, когда уверенно будут выходить однаковые блямбочки, переходить на более тонкие листы.
-
То есть, оборудование в составе установки, подпадающей под действие п. 4 НГДО. Стандарт говорит о том, что его можно использовать для расчётов оборудованиядля НГДО. То есть сварка аттестовывается по НГДО. Но советую сначала уточнить у проектировщика, под какой пункт подпадает его оборудование, а потом поговорить со специалистами аттестационного центра. Вы где территориально находитесь?
-
Не совсем ясен вопрос. Вы сварку хотите аттестовывать или проектировать? В принципе, можно внимательно прочитать главу I стандартаи увидеть, что он относится к "Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды), работающие под избыточным давлением, вакуумом с остаточным давлением не ниже 665 Па (5 мм рт.ст.) или без давления (под налив), предназначенные для применения в технологических установках химической, нефтехимической, нефтеперерабатывающей, газоперерабатывающей, нефтяной, газовой и других отраслях промышленности и рассчитываемые на прочность по ГОСТ 34233.1-34233.12, ГОСТ 34283." Вот на основании назначения установки и определяется группа.
-
Почитайте пожалуйста теорию получения струи плазмы. Там немного сложнее, чем вы сейчас описываете. Плазматрон в себе содержит сопло и электрод. Сопло медное, электрод с тугоплавкой вставкой из гафния. Дуга горит между соплом и электродом. Как-то (по- моему, это большое шаманство)- дуга бегает по медному соплу с определённой частотой, и поэтому сопло не расплавляется. Электрод имеет воздушное или водяной охлаждение. Часто вообще картина интересная- на электроде выгарает медь и гафниевая вставка торчит в кратере... И одновременно, вторым электродом является деталь. То есть, плазма образуется в плазматроне, в постоянном зазоре, выдувается воздухом через маленькое отверстие хитрой формы, и одновременно горит дуга между электродом и деталью. Поэтому параметры реза сложнее. Тут играет роль и мощность источника, и напряжение между деталью и электродом и рсход воздуха и состояние сопла. Если сопло новое- струя плазмы плотнее, рез лучше, разрезаемый металл толще (но без фанатизма). Если сопло изношенное, то струя имеет неправильную форму, большой диаметр и рез уже не торт... Кстати, поэтому и нестоит изготавливать расходку на плазматроны самомтоятельно. Стойкость и эффективность самопальноых сопел просто ниже плинтуса. Один токарь будет вам благодарен за медь.
-
Думаю, там меньше радиаторы, тоньше провода и клеммы, и вообще, могут быть провода алюминиевые вместо медных.
-
Доброе утро! Действительно, ГOCT EN 1011-6—2017- лазерная сварка- нешёл, а предыдущих нету... Странная избиратеьность. Обещанный стандарт в прикреплении.EN1011-1-2009.pdf
-
Так, товарищи, не срёмся. На всё есть обоснование. Открываем стандарт EN1011-1-2009 или его российский аналог- ГОСТ EN1011-1 и смотрим параграф 8.7. Там дана формула и коэффициенты. При равной формуле коэффициент k для п/а сварки 0,8 а для аргонодуговой- 0,6.
-
Ага! Ужелучше! Проект то есть? Вот, в нём указано, какими правилами пользоваться. Я правила РМРС читал лет 10 назад. Это довольно подробный документ. Точнее- система документов. Их не получится знать и применять частями. Нужно знать всё. Поэтому, зажав всё, что есть в кулак (обычно волю, но можно и фаберже), садитесь читать правила. Вдумчиво, но без зубрёжки. Отвлекаясь на изучение стандартов, на которые в тексте есть ссылки. Не нужно прям зубрить. Сделайте закладки на липких стикерах, на которых укажите разделы- конструкция, сварка, изготовление деталей, монтаж... И каждый ваш документ должен опираться на пункты и стандарты. Когда начнут всякие деятели орать, мол, бред написан- спокойно предъявляйте текст правил и стандартов. И тогда никто и никогда к вам не подберётся. Ни с какой стороны. А через несколько месяцев вы будете неплохо знать правила. А потом будете их цитировать... "Путь книжного червя". Кстати, не стоит зацикливаться на стандартах и правилах. Читайте справочники. "Сварка, резка, контроль", "Сварка в машиностроении", другие справочники- там тоже есть рекомендации по режимам сварки, подогрева и термообработки.