Струня
-
Постов
560 -
Зарегистрирован
-
Посещение
-
Победитель дней
28
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Струня
-
 На счёт марки- да. А вот в общем классифицировать можно. Когда смотришь искры из-под шлифмашинки, можно понять, нержавейку тебе выдали или чернягу? Или что-то, что раньше не пилил... А никелевый сплав практически вообще без искр- короткая щёточка малиновых огоньков.
На счёт марки- да. А вот в общем классифицировать можно. Когда смотришь искры из-под шлифмашинки, можно понять, нержавейку тебе выдали или чернягу? Или что-то, что раньше не пилил... А никелевый сплав практически вообще без искр- короткая щёточка малиновых огоньков. -
Почитайте информацию по ключевому запросу "искровая проба металла"
-
Очень информативно. А остальные параметры? В общем, включаем воображение. Все видели катушку для кабеля. Вот, теперь, представим узенькую катушку для кабеля. Шириной 40- 50 мм. Диаметр- по диаметру царги. Глубина ручья (желоба) 40 мм. Берём полиэтилен, выстилаем этот жёлоб полиэтиленом длинной полосой. По бортику прибиваем резинку. Примерно через метр окружности вставляется шланг, изнутри закрепляется. Со сдвигом полметра по окружности делаются выходные отверстия 5 мм. Устанавливается в собранную конструкцию, снаружи заклеивается малярным скотчем, по центру которого прокладывается чистая бумажная лента, чтобы клея на кромках не было. По мере заварки скотч отдирается. Всё.
-
За одно и марку стали, марку присадки, марку машины для сварки, диаметр царги, толщину стали, разделку кромок, метод сборки. Желательно выложить чертёж- на слух всё это тяжело воспринимается.
-
Во- первых, сначала советую разобраться с терминологией и обозначением швов по ГОСТ. В случае сварки стали в защитных газах- это ГОСТ 14771-76. В случае сварки стальных труб- это уже ГОСТ 16037-80. Для никелевых, алюминиевых и медных сплавов- свои ГОСТы. Николай, открой ГОСТ, чертёж и посмотри, совпадает ли конструкция кромок по ГОСТ, с той, что сделана в натуре. Если в натуре какая-то хрень- то надо переделывать. Либо кромки, либо чертёж. Следующий момент. Если свариваются чёрные стали, то обратная сторона обычно не защищается. Если сваривается нержавеющая сталь- то обязательно защищается. Даже если бригадир говорит, что онанизм это плохо, нам надо работать, а не дрочить на твои приспособы- защищать надо. Поищи в и-нете приспособы для защиты корня шва. Если интересно- могу расписать, что происходит в нержавейке при сварке без защиты обратной стороны, но это не существенно. Существенно то, что с обратной стороны лезет "капуста"- хлопья окисленного металла. И это не просто косяк- за это сварных гоняют ссаными тряпками. Следующий момент. Зачищать обратную сторону перед сваркой- надо обязательно (равно как и обезжиривать перед сваркой, даже если ничего не видно, даже если спирта нет, даже если что угодно- ацетоном или спиртом надо обезжиривать. И перчатки надо менять- жирная перчатка обосрёт всю сварку, и знать не будешь откуда после обезжирки появляются поры. Бензин- только ректификат "Калоша"- бензины часто после высыхания дают масляную плёнку- проверять перед использованием задо). Была защита или нет- зачищать. Без фанатизма, без ям. Просто пройтись шлифовальным кругом 3 мм и посмотреть, есть ли натёки, трещины,поры. Если есть узкие щели, ведущие вглубь- это потенциальный непровар. Его надо вышлифовать. Округлые поры, трещины- всё вышлифовать пред сваркой. Если нержавеющие листы 2-3 мм толщиной варились без защиты- то "капусту" зачищать, возможно, придётся на бОльшую толщину лицевого прохода. Так вот, возвращаясь к раблюдению, что ванна не хочет образовываться- там всё в окалине- как ей образовываться? Вот жидкий металл и катается по окислам. Следующий момент (кажется я повторяюсь ) Обычно защиту корня шва ведут до толщины наплавленного металла 3- 4 мм- это 2- 3 прохода. То есть, когда с одной стороны сварил с защитой проход двустороннего шва листов 3 мм толщины, то при сварке корня надо защищать лицевую сторону, потому, что может пойти капуста- первый проход нередко проплавляется и формируется валик "продавленного" металла. Защита уменьшает объём зачистки и улучшает вид шва. А по поводу того, что напротив дуги металл разогревается до красна- это правильно. Даже, в принципе, можно определить, что металл был сначала красным, потом побледнел, потом опять крсный- то там, где был недогрев с высокой долей вероятности будет несплавление. Прогретый металл варить с обратной стороны не стоит- прожег может быть и поводки потом могут быть сильнее. Не "улетучилась" а окислилась. Если не было защиты- газа, расплавленного флюса или слоя другого металла. Если ванна была хорошо защищена и металл остыл под защитой- то ничего никуда не улетучилось и не выгорело. Есть различные приёмы, которые описываются в УЧЕБНИКАХ. Там и иллюстрации есть. Есть устройства для подачи газа, есть подкладки- съёмные и несъёмные, металлические и керамические. Есть расплавляемые вставки. Много чего есть. Читать надо. Можно смотреть видео, но там слишком много ереси- для повышения аудитории и монетизации многие начинают давать пространные наукообразные пояснения, мало имеющие общего с реальностью. Для общего развития советую почитать ОСТ 26.260.3-2001 "Сварка в химическом машиностроении. Основные положения." и РТМ-1С. Оба документа обычно называют "Талмуд"- они имеют всеобъемлющий характер, но каждую главу можно толковать и дополнять. Ну и ГОСТы.
-
А индусы встали амфитеатром и устроили овации, между хлопками внося корретировки в КамаСутру, ибо за 1000 лет такого придумать не смогли!
-
Пиздец! Раньше, похоже, там был кислород. Это, прям, подстава. Вряд ли он мыл его. Просто залил углекислоту. Надо будет почистить стальной щёткой окошко и залакировать.
-
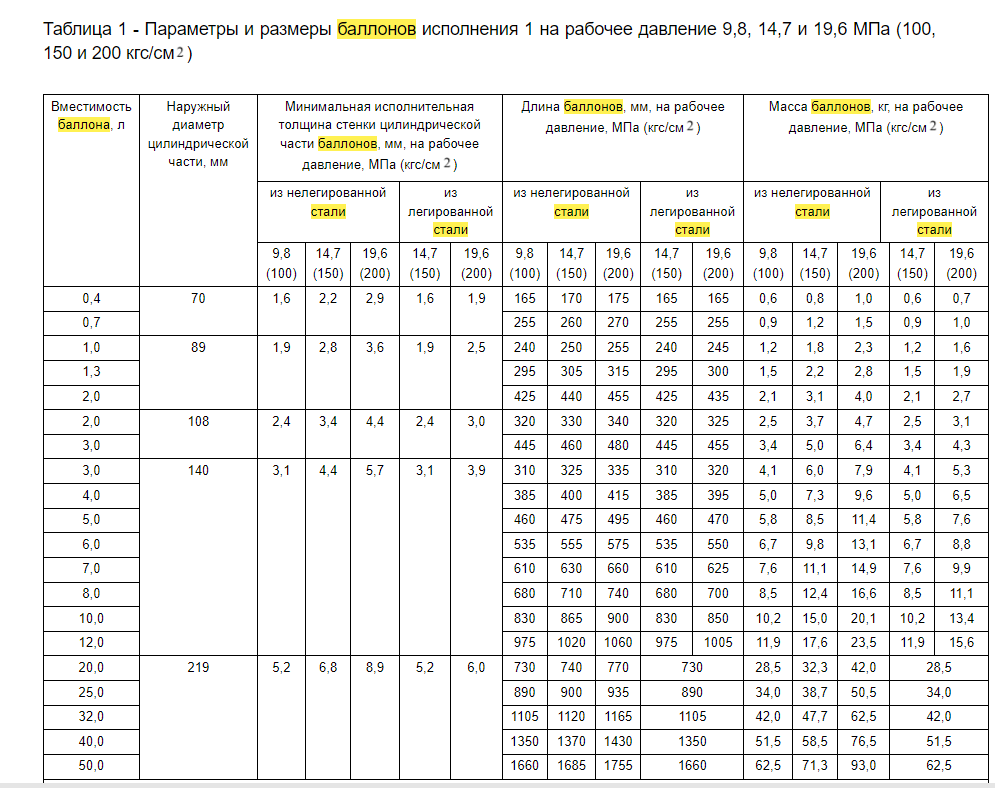
Мне интересно, по какому стандарту сделан баллон. Наш стандарт ГОСТ 949-2023 регламентирует максимальный диаметр до 219 мм баллона в исполнении 1 и 356 исполнения 2. То есть 35 см- это диаметр. Откуда 70 см? Это иностранный баллон? Если будем знать стандарт и исполнение- то определим вес баллона из стандарта и вес газа. И подумаем, хватит или нет
-
Это косяк. Деньги отдал уже? Этот баллон не возьмут на заправку. Там должна быть площадка чистого металла, на которой выбиьы цыфиры и клейма предприятий, проводивших освидетельствования. При осмотре цеха это основное поле для поиска косяков- просроченные баллоны и неисправниые редуктора.
-
Да, на фото в сообщении он какой-то нестандартный. Так похож на обычный 40 л баллон. Можно сфотографировать площадку с клеймами? Там какая дата последнего освидетельствования? За одно и марку посмотрим
-
Дарю лайвхак. Если непонятно какая сталь, и всё время трескается- надо брать сварочные материалы, где хрома от 20% и никеля, как можно больше. В идеале- остальное никель. Тогда есть шанс. Вообще вышеперечисленные марки применяются для сварки сталей, для которых требуется термообработка без термообработки.
-
Если варить что-то непонятное, я бы посоветовал электродв АНЖР-2, ЭА 395/9, ОЗЛ25Б. Если их нет на заводе, то достать будет сложно. И дорого. Я бы посоветовал сверху присобачить низкоуглеродистую шайбу, и приварил к оси по кромке отверстия нержавеющими электродами. Представленная конструкция обречена.
-
Почитайте всё же теорию. Про типы переноса металла в дуговом пространстве почитайте. Тогда станет понятнее, что и как настраивать. И для чего. Почему в одном случае "стрекочет", в другом "гудит", в третьем "плюётся".
-
На данном этапе у вас задача посмотреть на ванну, изучить процесс плавления. Шлак будет только мешать. Поэтому лучше купить омеднёнку.
-
Ну, паниковать вроде рано, если в первый раз. Можно выложить фото шильдика проволоки? Согласен. @Вячеслав Николаевич, порошковая проволока для тех, кто руку набил и ему не нужно вглядываться в ванну, чтобы хорошо заварить. Лучше начинать с того, что даёт хороший обзор. То есть сплошной проволокой и с газом. Для новичка лучше углекислый газ.
-
Да, я это и имел в виду. Это был следующий вопрос. Вот об этом умалчивают продавцы и многие "гуру". Вроде как всем ясно... А что ясно? Как только начинаешь про марки да цыфиры после аббревиатуры ГОСТ говорить- все неофиты расползаются видяшки смотреть... Интересно, этот новенький ещё появится? Было уже несколько подобных вопросителей. Тотализатор будем устраивать?
-
Можно фото шильдика? Как шов выглядит?
-
Товарищ, почитайте тему сначала. Займёт времени один вечер, 95% вопросов отпадут сразу.
-
Ну, не знаю. Разбираться надо. В электродах ОЗЛ-6 хрома столько же. Даже больше- у них тип Э–10Х25Н13Г2- 25% хрома и 13 никеля. У Нихрома- в составе хрома 20-23, никеля сколько осталось, железа не более 1,5. По идее глубоко аустенитный никелевый сплав. Сомнительно. По ГОСТ 10994 содержание серы и фосфора максимум 0,2- 0,3 соответственно. Если это просто нихром Х20Н80. Если с литерами- то меньше. Вот на счёт выгоревшей проволоки- тут есть рациональное зерно. Если изначально серы и фосфора на пределе, а ещё и окалина- могло и потрещать.
-
Это скорее для технолога- теоретика. Не помню, чтобы там описывались техники сварки. Только, помню, общие принципы и рекомендации по подбору сварочных материалов. А ТС, мне кажется, как раз спрашивает о книгах про технику сварки. Надо копать библиотеки. Электронные и бумажные. И заходить в букинистические магазины по-чаще. Я иногда вылавливаю шедевры.
-
Спасибо!
-
К сожалению не нашёл эмодзи "Застрелиться". Потому, что именно это приходит в голову. Скажите, нихром в маленькие зазоры вы подавали какой? В виде выгоревшей спирали нагревателя? Или сварочный пруток? Подготовку кромок вы как делали? Чем? Почему были зазоры неравномерные? Куда смотрел ваш мастер и бригадир? Вы кому ни будь показывали свои стыки? Какой размер одного и второго элемента. Почему электродами ОЗЛ 6 не варили сразу? Между прочим, эти электроды как раз могут неизвестную н/ж сталь приварить к неизвестной н/ж с большой долей вероятности. Но в виде электродов, а не в виде присадочного дрючка прутка. Опишите ситуацию подробно и сначала. Предполагаемая марка труб, размер, фото трубы, узла, дефекта... Параметры работы трубопровода. Среда. Местоположение...