Струня
-
Постов
560 -
Зарегистрирован
-
Посещение
-
Победитель дней
28
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Струня
-
Ясно. Извините, если обидел. Просто несколько персонажей самовыпилились после совета читать. Копайте библиотеку здесь. Читать с телефона неудобно- можно поискать книгу здесь и заказать через Авито или какую-то доставку. Выкладываются книги прочитанные и подходящие. Можно спросить, книга нормальная или нет? Но тенденция одна- чем старше книга- тем доходчивее.
-
Вообще, часто люди совет почитать книгу воспринимают, как какой-то стёб, подколку или даже оскорбление... Тогда ещё лучше совет- иди в бурсу, там научат! Нарциссизм это сложно.
-
Вот интересно, что не так с советом читать? Если бы я был рядом, или кто-то кто может показать и объяснить лично, то обидно. А тут дистанционно, по фото дать рецепт успеха. Сегодня был рассмотрен вопрос настройки тока и пульса. А вопросов масса! И большинство ответов можно получить из книги. Может можно было спросить, где и какую взять? Детство какое-то...
-
Вы знаете, это отмазка для слабаков. Бумажные книги в библиотеке. Если хочется варить, сил нет- пойдите, возьмите книгу. В нафигаторе найдёте адрес. Учебник для ПТУ небольшой- утром придёте, к обеду прочтёте. Сделайте выписки (фотографии) тех страниц, которые вам кажутся важными. Или возьмите с собой. После прочтения книги будет ясность во многих вопросах. до которых вы ещё не дошли и дойдёте не скоро, но которые влияют на результат. Неделю перевариваете книгу, потом идёте за следующей. И так, пока незакончатся. Если какая-то книга понравилась- закажите на маркетплейсе. В книге можно делать пометки, вклеивать листы для заметок. Книга не искажает факты со временем, в отличие от памяти. В ю-тупе слишком много передёргивания, некорректного отражения фактов и пояснения процессов. Зачастую люди считают верным только то, что нравится, а не то, что верно.
-
С праздником, товарищи!
-
И что это будет такое?
-
Добрый день! Скажите, какое назначение этой рамы, какая нагрузка на неё, какое значение деформации?
-
 Так и запишем: работа для неженатых юношей...
Так и запишем: работа для неженатых юношей... -
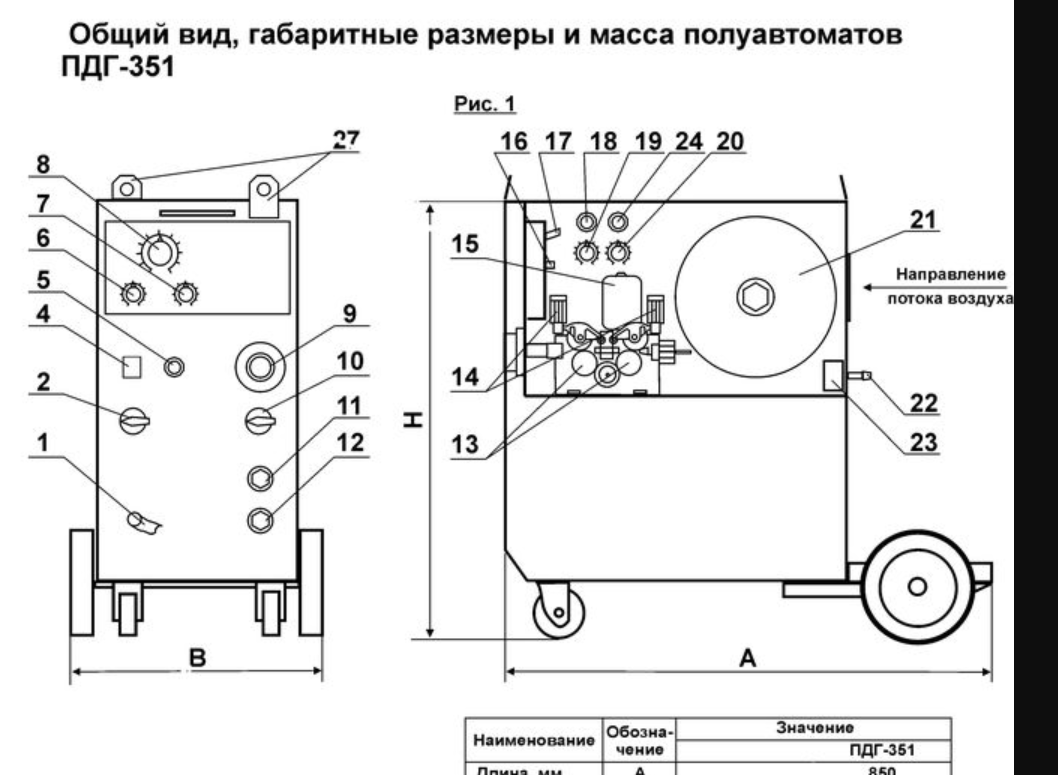
Ярослав доброе утро! Можно выложить техническое описание на установку, руководство по эксплуатации, паспорт, рисунки или чертежи общего вида? А то сложно размышлять над механизмом, не понимая что там и как...
-
Там может оказаться всё, что угодно. Поэтому я бы попросил ув. Luckystorm отписаться о цвете искр.
-
При зачистке надо смотерть на искру. У титана множество ослепителоьно белых искр.
-
Уважаемый Welderman, я бы для увеличения конструктивности общения посоветовал явно озвучить те параметры, которые вам нужны. За одно дать марку проволоки, тип, производителя.
-
Да. Там был очень мощный багажник. Я тогда машины не имел, и ездил на велосипеде. На рынке видал, как мужик на велосипед взвалил 2 мешка картошки и поехал. В разговоре с сотрудником восхитился багажниками размером 0.4х0,6 м. Он и говорит, мол, в РМП делают. Продают. Хочешь- я спрошу. Спросил. А ему сказли, что лавочка вчера закрыласть. И навелосипеде разрешили заезжать только через одну проходную.
-
Как-то, 20 лет назад работал я на крупном химическом предприятии в ремонтной службе. Там ремонтировались теплообменники, и были отходы нержавеющей трубки 12 мм и толщиной 2. Мужики наловчились из них багажники для велосипедов делать и вывозить. Заезжает на территорию на велике без багажника, выезжает через другую проходную- с багажником. Когда я пробил эту штуку- себе заказал такой. И буквально на следющий день лавочку прикрыли- оказалось, в середине дня ротация была, и того охранника, что запускал мужиков на великах без багажников поставили на проходную, где они выезжают с багажниками. А у того память профессиональная, и жажда премии. В общем, отбоярились, что это отходы производства для личных нужд. Премию срезали. Сдача трубки стала по весу... Так я остался без багажника, на котором можнобыло 2 мешка картошки возить...
-
Ясно.
-
Да, действительно, не то выложил. Повспоминал, где крутилку видел, и вспомнил... На полуавтоматах фирмы ИТС. Но, думал,что на остальных тоже имеется возможность вылета регулировать.

-
Ну, вот примерно такими...
-
Ну, иногда я её находил в подающей голове. Хотя, может и другие способы регулировки есть. Должно быть.... По идее... Не?
-
По идее, где-то должнабыть крутилка, регулирующая "вылет электрода". Так как аргон газ инетрный одноатомный, то характер горения дуги должн отличаться от углекислоты и смеси, которая тратит часть энергии на диссоциацию. Поэтому нужно регулировать параметры подругому.
-
Я надеюсь, с влаго- маслоотделителем после компрессора?
-
Все гораздо веселее и опаснее. Для чистки электроники нужно использовать безводный спирт или другой растворитель. Этиловый же спирт, даже наивысшей концентрации 96%, содержит воду. И если на плате есть мелкие детали- микросхемы, микросборки и т.д.- то к ним можнет прийти толстенький беленький пушистый полярный лис! Поэтому нужно использовать либо осушенный серной кислотой этиловый спирт, либо пропиловый и т.д.
-
К примеру здесь обсуждают искровую пробу. Особенно эффективно сравнивать искры от известных образцов с неизвестным металлом. Если там есть железо, хром и никель в любых сочетаниях, есть универсальное решение- Инконель-800. Варит всё. Можно попробовать электродами. Самое простое и жаростойкое- ОЗЛ-6. Лучше- АНЖР-1 или АНЖР-2, ОЗЛ-25Б, ЭА 395/9, ОЗЛ-17У. Проволоки для аргонодуговой сварки по ГОСТ 2246-70: Св 10Х16Н25АМ6, Св 07Х25Н13, Св Х25Н18... И вообще, чем больше никеля и хрома- тем лучше. По поводу подготовки. В-первых, надо найти концы трещин и засвелить. Потом, разделать с очень маленьким зазором в корне. Так как это коллектор и на нём привалочная плоскость, её действительно нужно зафиксировать. Может даже придать обратный прогиб. Но без фанатизма. При этом при сварке будет вести деталь. Чем больше наплавлено- тем сильнее ведёт. Поэтому при разделке зазор должен быть минимаьным. Если металл тонкий- то тем более. Если варить электродами- то с отрывом, с минимальным тепловложением. Усиление шва- минимальное. Нужно хорошо почистить изнутри. Там может быть нагар. Всякие отложения. Это всё снижает свариваемость. Иногда до нуля. Поэтому выхода нет-надо чистить. И организовывать поддув.
-
Да, в Боровске что-то не нашёл. В Обнинске есть. Техникум, . Или вот например... Хотя, может это одно и то же. Поищите по кодам специальностей: 15.01.05Сварщик (электросварочные и газосварочные работы) 15.01.06Сварщик на лазерных установках 15.01.07Сварщик на электроннолучевых сварочных установках
-
У вас перепутались понятия. Газосварка- это когда горючий газ подается в горелку, где смешиватся с кислородом и получается пламя, которое плавит металл. Электросварка- это плавление металла при помощи электричества. А потом пошло деление по способам, один из которых указал вам уважаемый @welderman: Газосварке, как таковой, сейчас вряд ли учат. Разве что теоретически. В училище вам расскажут про все виды сварки, про сварочные материалы, про источники питания, понятие о технике и технологии сварки. А потом выберете себе специализацию. Курсы- тупая практика. Так делай- это правильно. Так не делай- это неправильно. Будете спрашивать почему- скажут- большое шаманство. Чтобы научиться чему-то новому- оплати опять курсы. Лучше пройдте курс обучения. В каком месте находитесь?
-
Не, как говорил Броневой в образе врача из "Формулы любви"- голова предмет тёмный и исследованию не подлежит. Вдруг повредишь- потом вообще работать не сможет... По рукам тоже нельзя- на больничный уйдёт- опять убыток.... По жопе можно. Она предмет универсальный и в отдыхе участвует, и в учении, и в приключении... Но самое эффективное- по карману. Сразу отуда-то берётся и прилежание и поведение... Вот для этого наставник и нужон...