hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Только наоборот - нагреть-охладить. В патенте (см. выше) так и предлагают.
-
Hund de graben (где собака порылась). Про очистку прокатной окалины. https://patents.google.com/patent/RU2812150C1/ru : "Окалина, является тонким и плотным оксидным слоем и обладает высокой температуропроводностью и хорошим тепловым контактом с металлом. Для интенсивного испарения окалины требуется ее нагреть до температуры кипения, которая близка к температуре кипения стали. Использование длительностей лазерного воздействия более 1-10 мкс для нагрева окалины до температуры кипения, приводит к чрезмерному нагреву металла, который вызывает термическое коробление тонких стальных листов и тонкостенных стальных изделий, а также термические преобразования в самой структуре стали и чугуна, что в конечном итоге приводит к потере функциональных и декоративных свойств очищаемых изделий. Более того, нагрев стали и чугуна при испарении с ее поверхности кипящей окалины неизбежно приведет к высокотемпературному окислению стали и формированию новой окалины, аналогично процессу формирования окалины в процессе производства металлопроката".
-
 Конечно. Ведь работает дросселирование, поглащающее энергию пшика, а ротаметр на баллоне какой объм будет дросселирова, если шланг до клапана за ним?
Конечно. Ведь работает дросселирование, поглащающее энергию пшика, а ротаметр на баллоне какой объм будет дросселирова, если шланг до клапана за ним?- 51 ответ
-
- 1
-

-
С небольшим запасом. Несколько раз, на 1-но секундной продувке электрод успевал сгореть. Повторюсь. Такая ситуация сложилась у меня с применением моей системы подключения газа, которая полностью убрала пшик сильным замедлением начальной скорости течения потока газа по шлангу горелки.
- 51 ответ
-
- 1
-
-
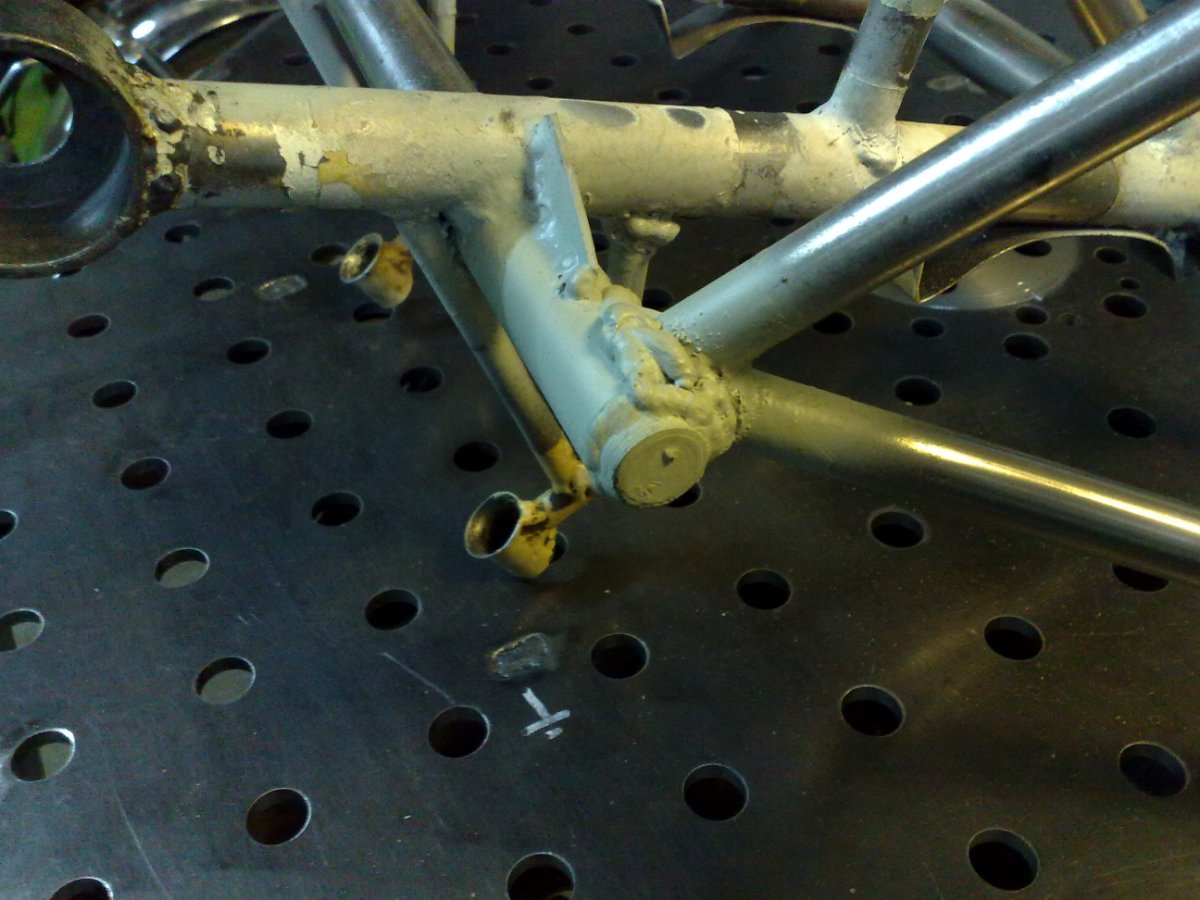
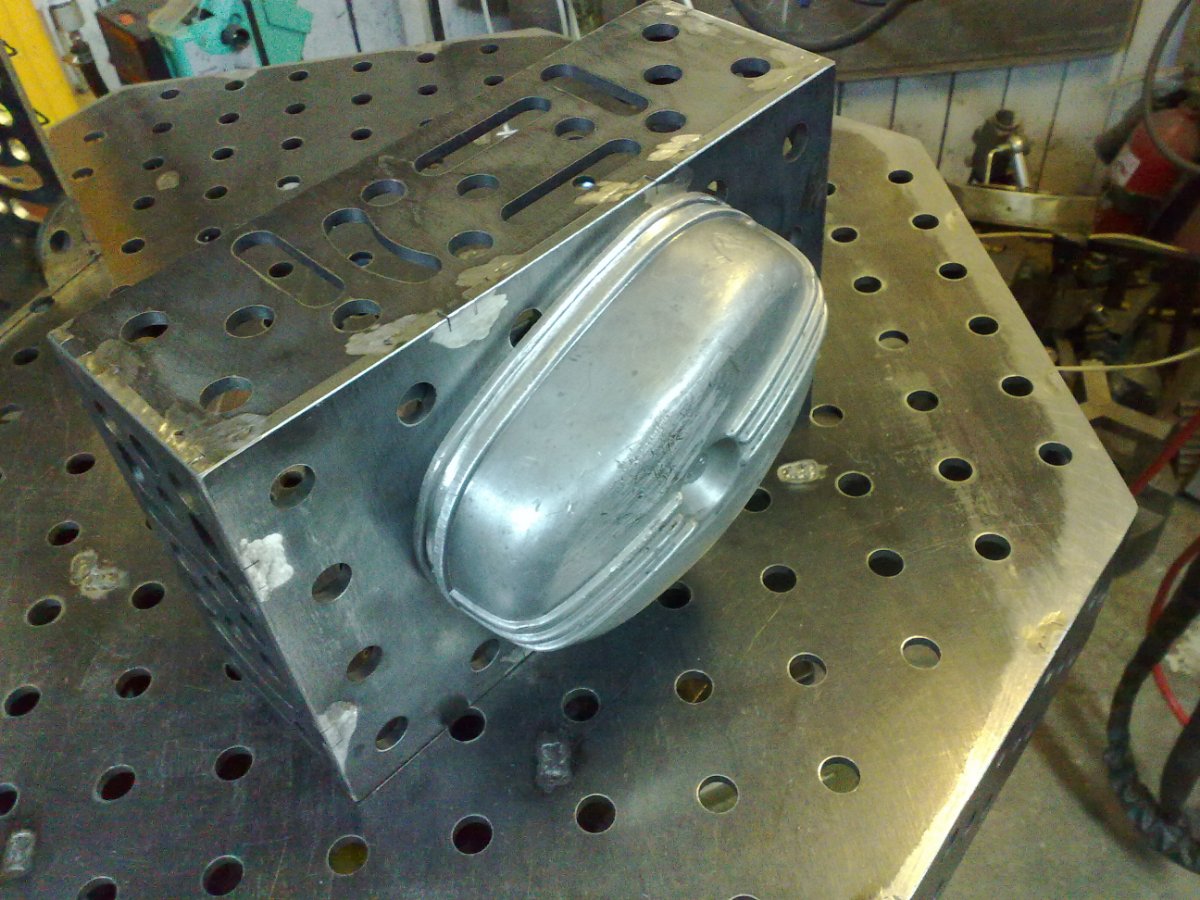
Сам не чистил. Но когда попросил очистить мне сварочный стол, то мне сказали сто чистит очень плохо. Стал изучать вопрос. Причина в химическом составе прокатной окалины. Справедливости ради скажу, лазерный источник был не самый выдающийся по мощности. ПС. Речь о прокатной окалине горячекатаной стали (см. фото). О той, которую и абразив берет с трудом. Я пытался сварочный стол зачистить лепестковым кругом - бросил эту затею из-за дикой трудоемкости. В общем за что купил, за то и продаю. Но желающие могут купить, попробовать и поделиться опытом.

-
Любопытный факт. Прокатную окалину чистит плохо (или совсем никак).
-
Не стал читать две страницы, просто попробую угадать. Речь о пшике? Если о нем, то... Если пшик кому-то сильно мешает, то от него больше пользы чем вреда (если конечно деталь им не сдувает). Пшик позволяет быстро продуть шланг. Пшик формируется объемом шланга до клапана и давлением низкой части редуктора. Деформация шланга может и влияет, но в рамках изменения объема - это незначительные проценты. А вот сжимаемость газа это серьезнее. Объем увеличивается на давление редуктора (для любителей крутануть тарировочный винт редуктора - на заметку). Длина шланга горелки тоже влияет. С длинным горелочным шлангом может и серьезного пшика не хватить быстро продуться. Тогда нужно будет серьезно увеличивать время продувки. Мое решение (уже публиковал, но пусть будет). Затевалось все для исключения скакания к ротаметру для настройки. Данное решение родило другую проблему. Пшик пропал и для продувки 4-х метрового шланга у меня стоит теперь 2 секунды.
- 51 ответ
-
- 3
-
-

-
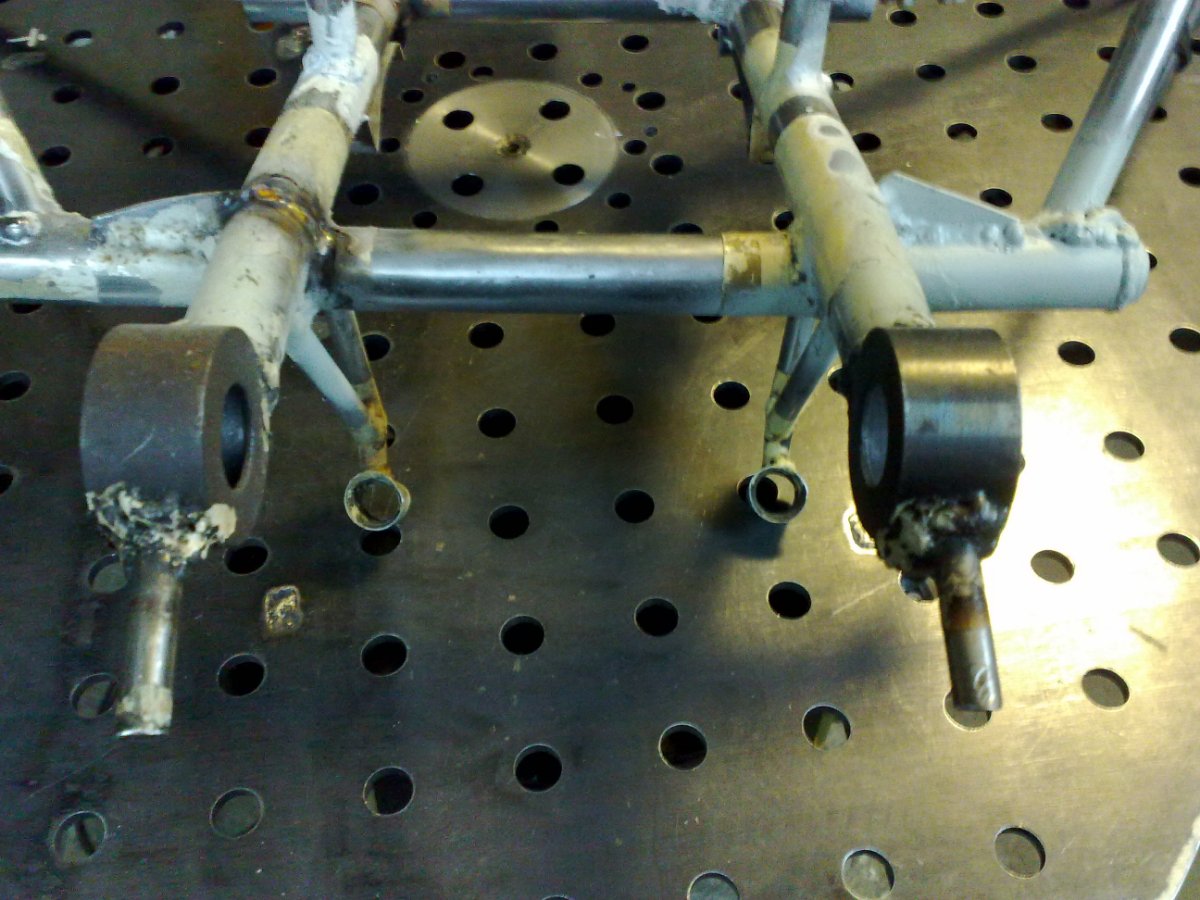
Вот так люди моторные рамы на самолет варят (смесь чернухи, наверняка беспородной, нержавейки и черной присадки) и не парятся. А тут... Какие-то 1,5 тонны веса. Главное самому под грузом не стоять и на следствие выбрать твердую позицию защиты (аргументы из первого сообщения слабоваты).
-
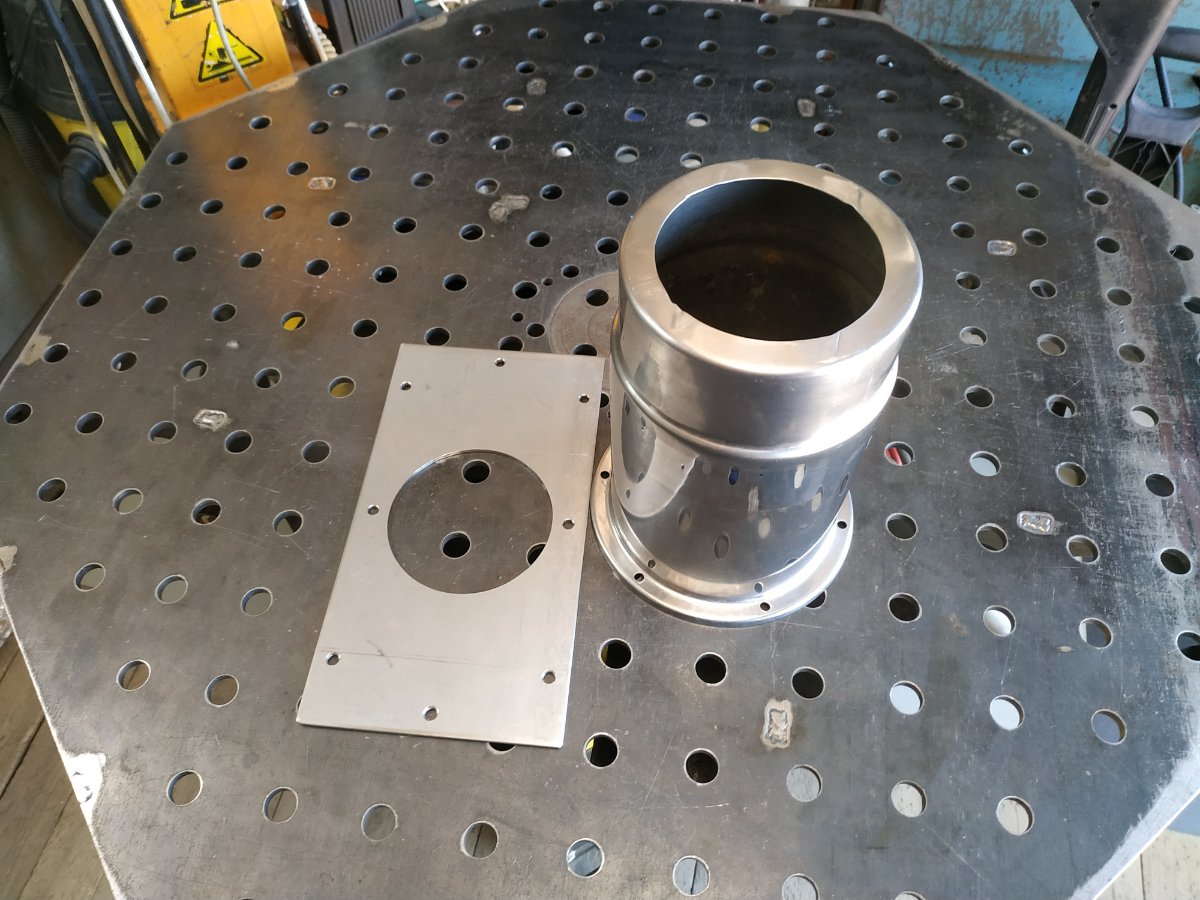
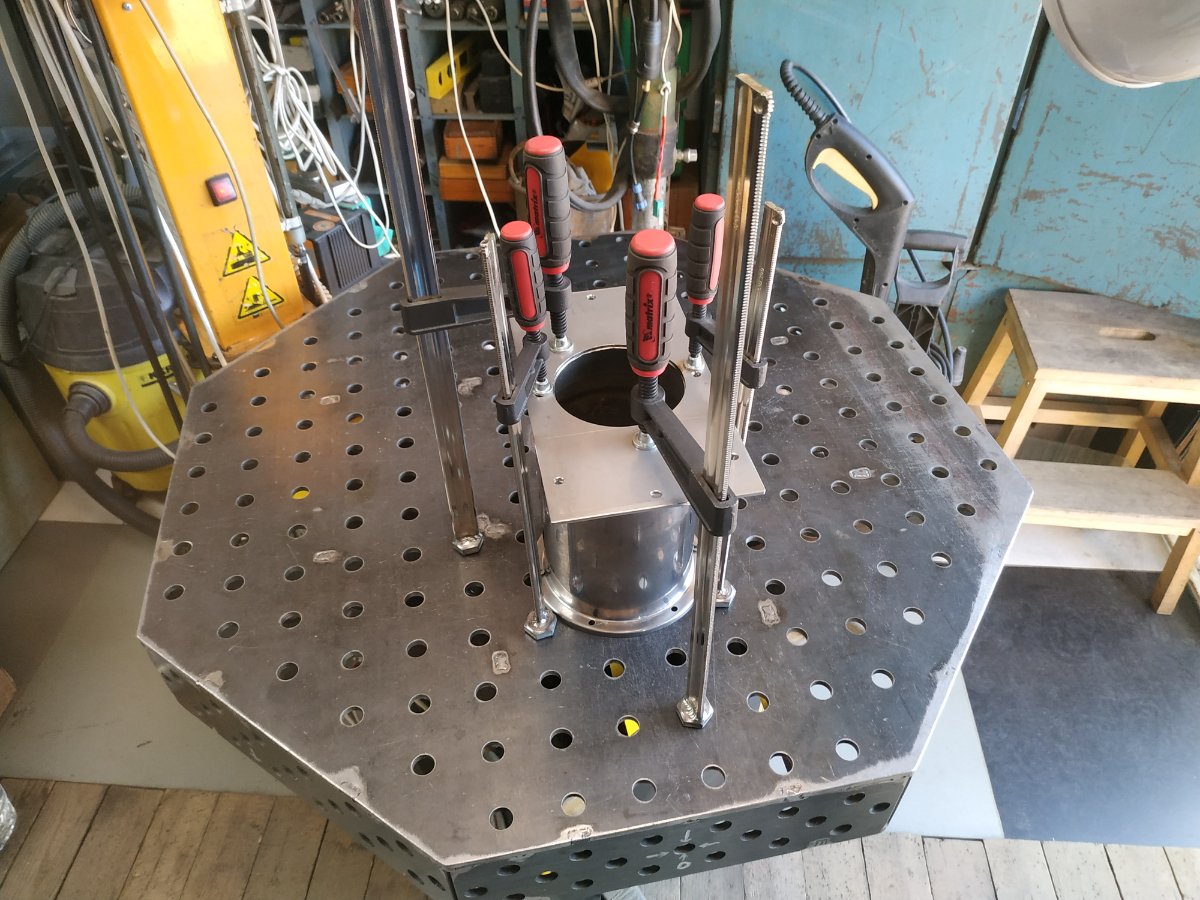
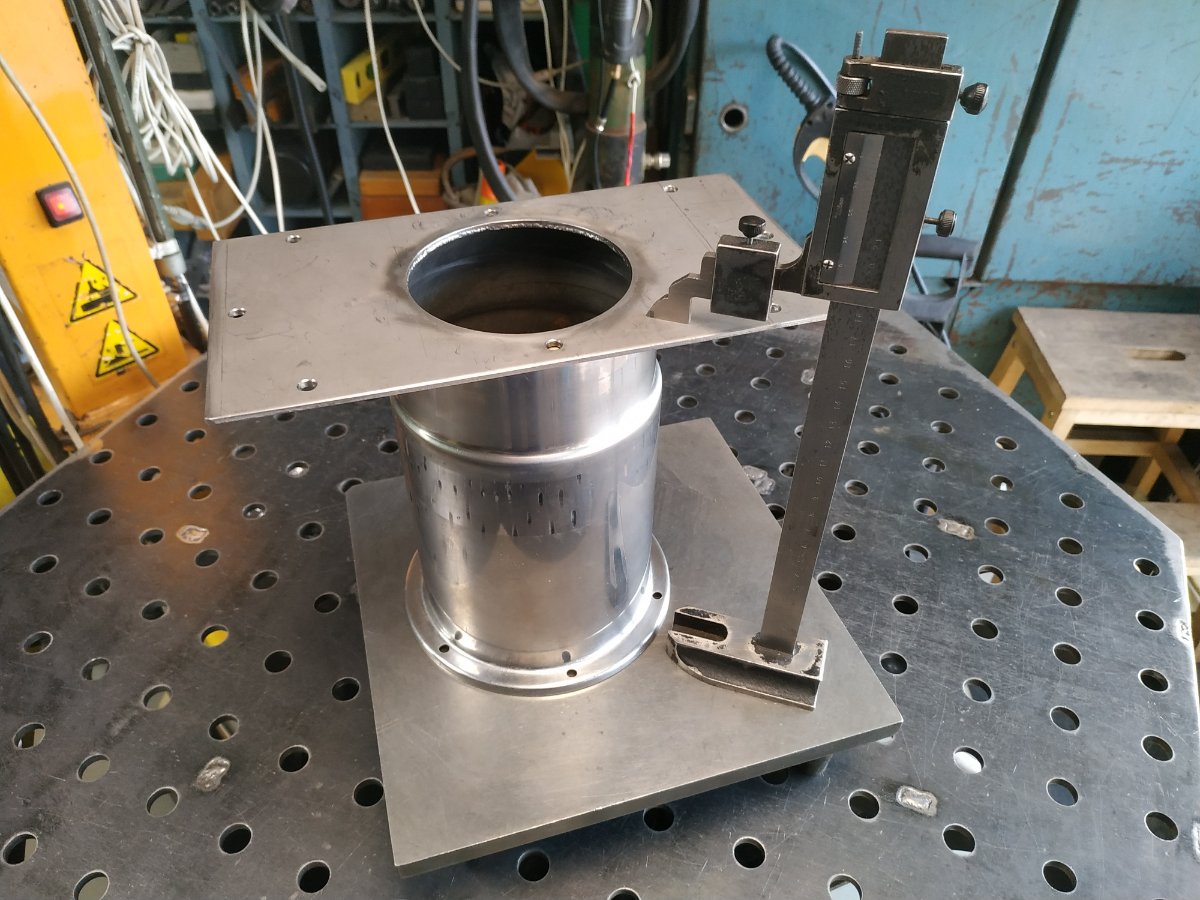
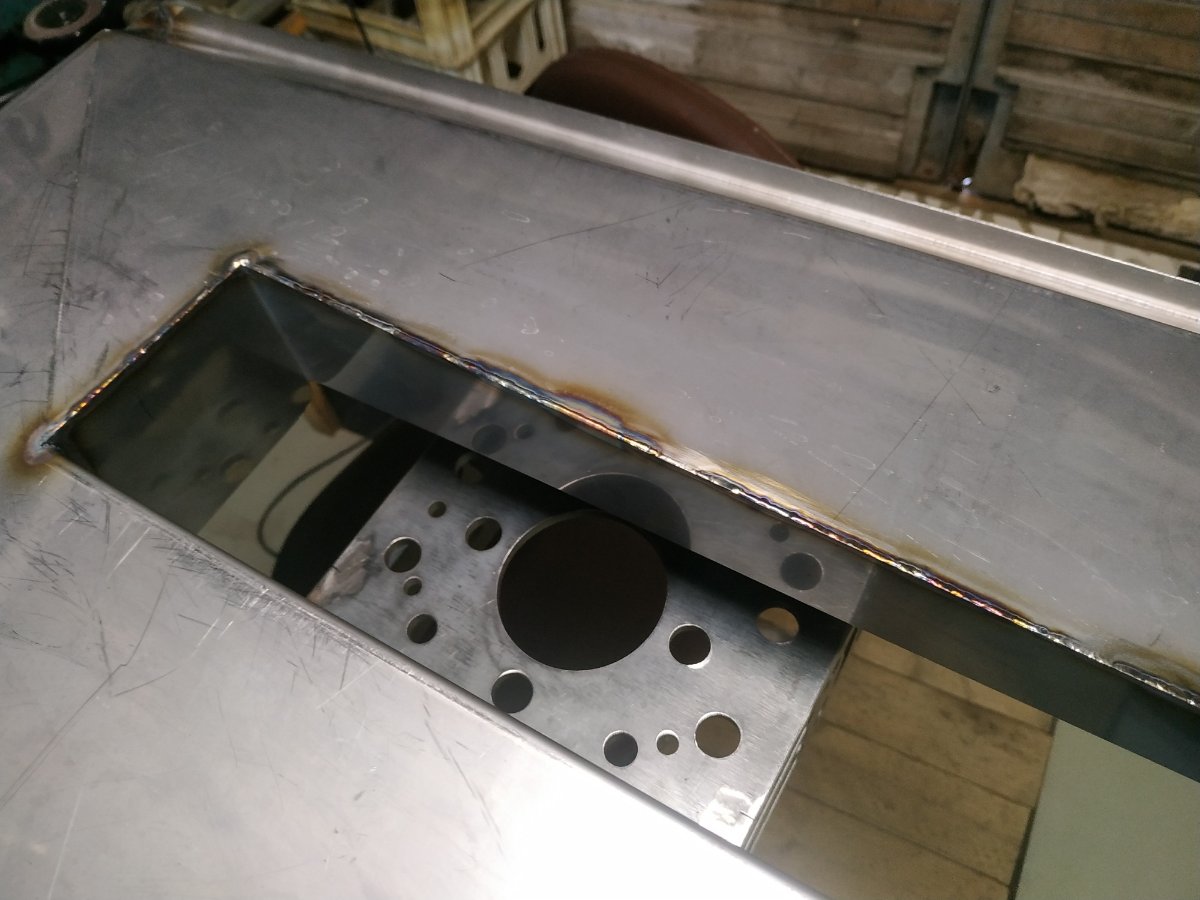
Штампованная "труба" - 1 мм, пластина 4 мм. Заказчик предполагал выполнение сварного соединения Н1 (ГОСТ 14771) с присадочным материалом (пластина сверху). Я высказал предположение о значительной деформации такого соединения и технических трудностях с газовой защитой обратной стороны шва.. Было решено расточить отверстие в трубе до диаметра отверстия пластины и выполнить сварное соединение сплавлением кромок (можно отнести к У1). Результат - деформация отсутствует и шов чистый.
-
Я немного не о том. По хорошему, выдаваемая синергетикой настройка должна, содержать все параметры (в том числе и вылет проволоки). Представляете количество вариантов настройки? Теперь возьмем программу, которая должна выдать параметры настройка. Известно, что программа выполняет только то, что вы ей приказали, а не то, что вы хотели, чтобы она выполняла. Так вот проблема с приказыванием. Необходимо досконально описать конкретную сварочную ситуацию, которая насчитывает с десяток параметров. Чтобы получить параметры на все ситуационные значения, алгоритм программы получит ветвление по закону геометрической прогрессии. Так вот, не получится осуществить эти обе две вещи - описать сварочную ситуацию (во всяком случае в производственной обстановке) и написать такой алгоритм программы. Только ИИ способен на такое и то с долгой и нудной обучалкой (и без машинного зрения тут не обойтись).
-
У МИГ/МАГ все параметры динамические. Изменился, например, вылет проволоки и все связанные параметры за собой потянул. Только ИИ в динамике сможет с настройками справиться.
-
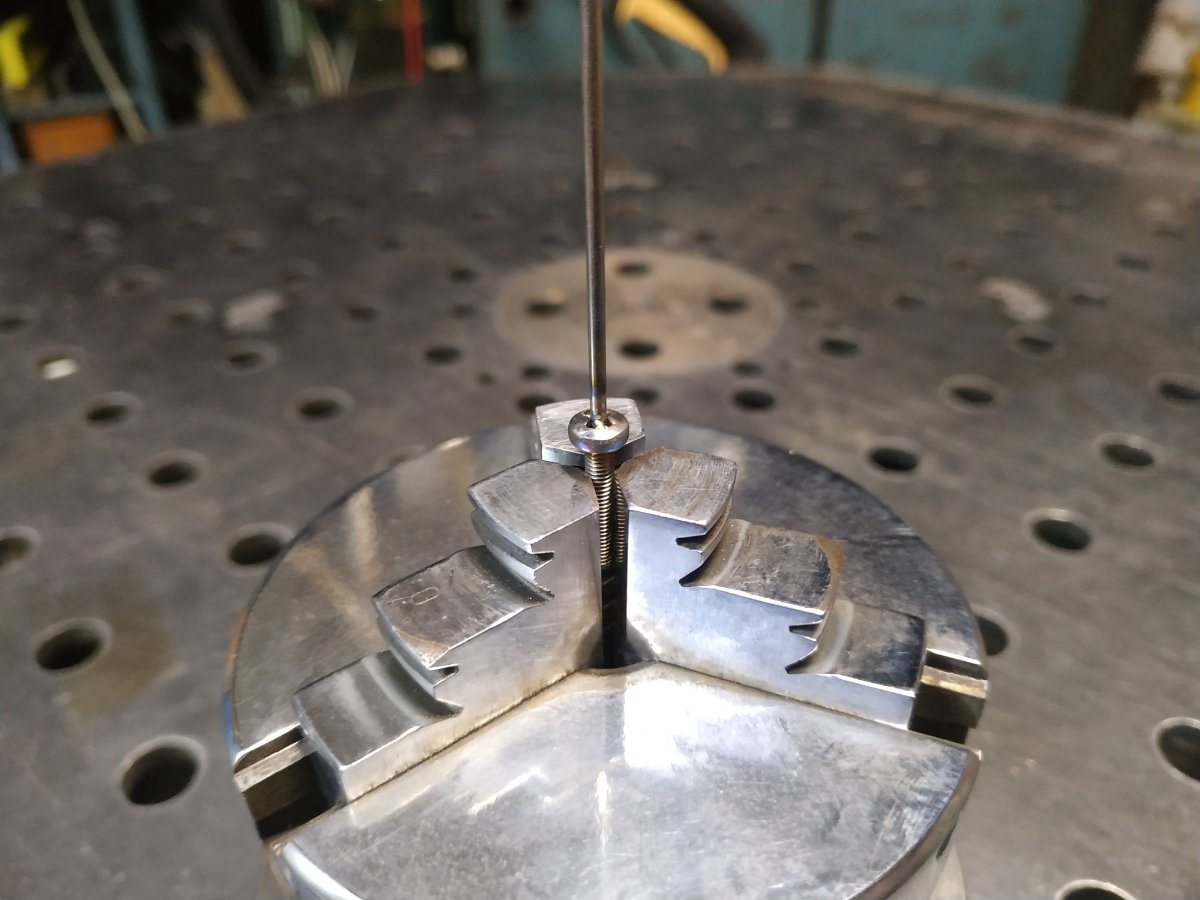
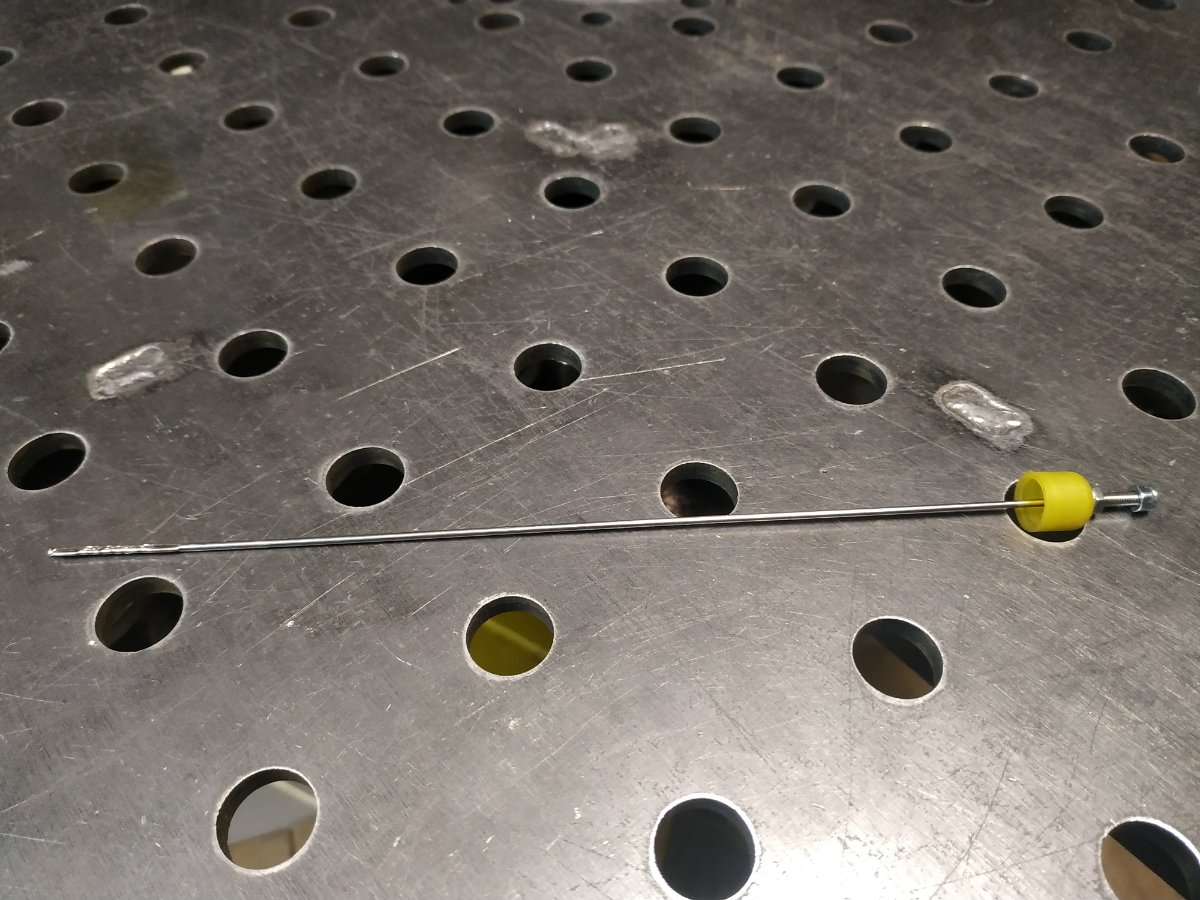
Швами-то я забыл похвастаться. Цель была - приварить за выступы крестообразного шлица, без заполнения самого шлица (вот так вот мне захотелось). Ток 16 А; электрод 1,6 мм; режим сварки совершенно обычный (не импульсный); своим телом разумеется. ПС. Фото с мелкоскопа.
-
Щуп масляный. Винт М3 - А2, проволока ER 308LSi - 1,6.
-
Обычно фильтры используют по времени столько, что он многократно превышает свои абсорбирующие способности. И вот это никого особо не тревожит. Просроченный упакованный фильтр - ничто, по сравнению с пересиживанием по его замене. Я так думаю.
-
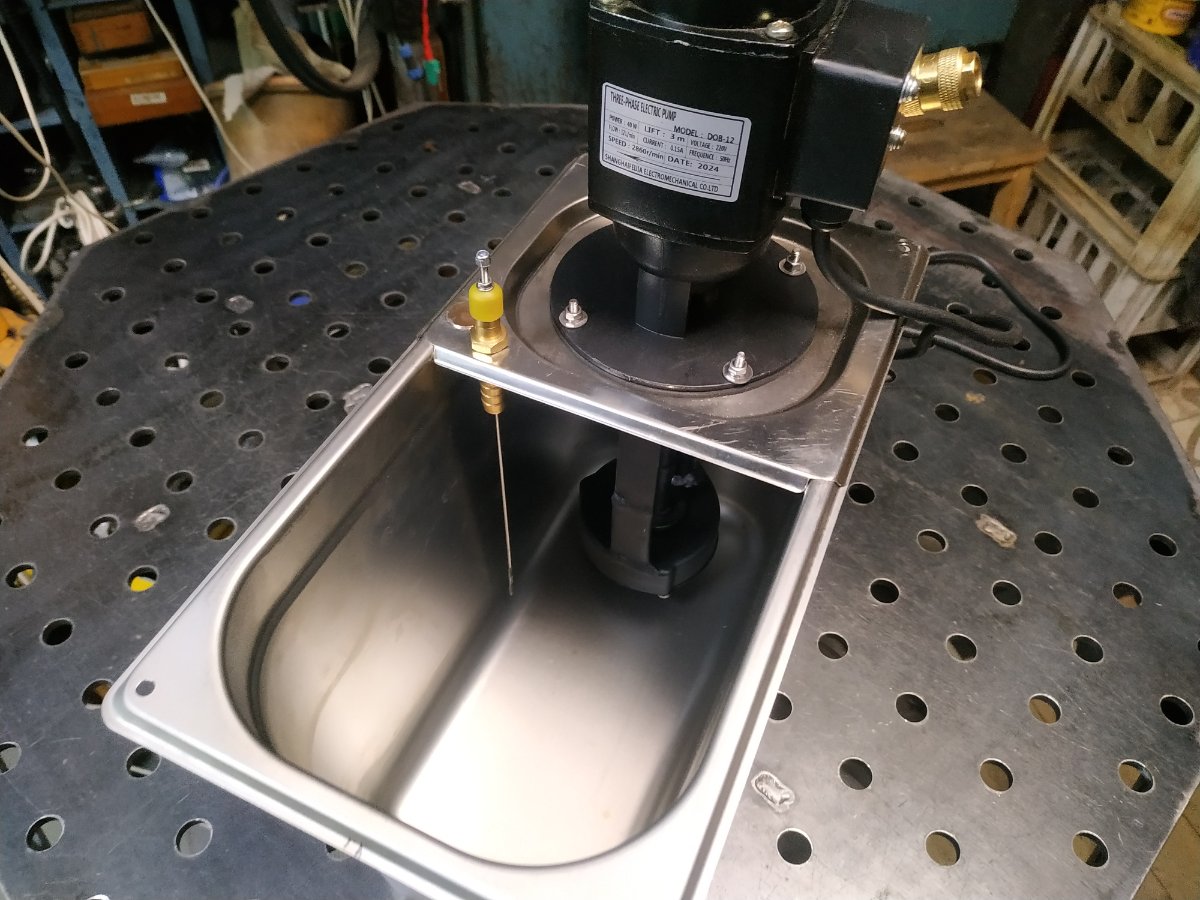
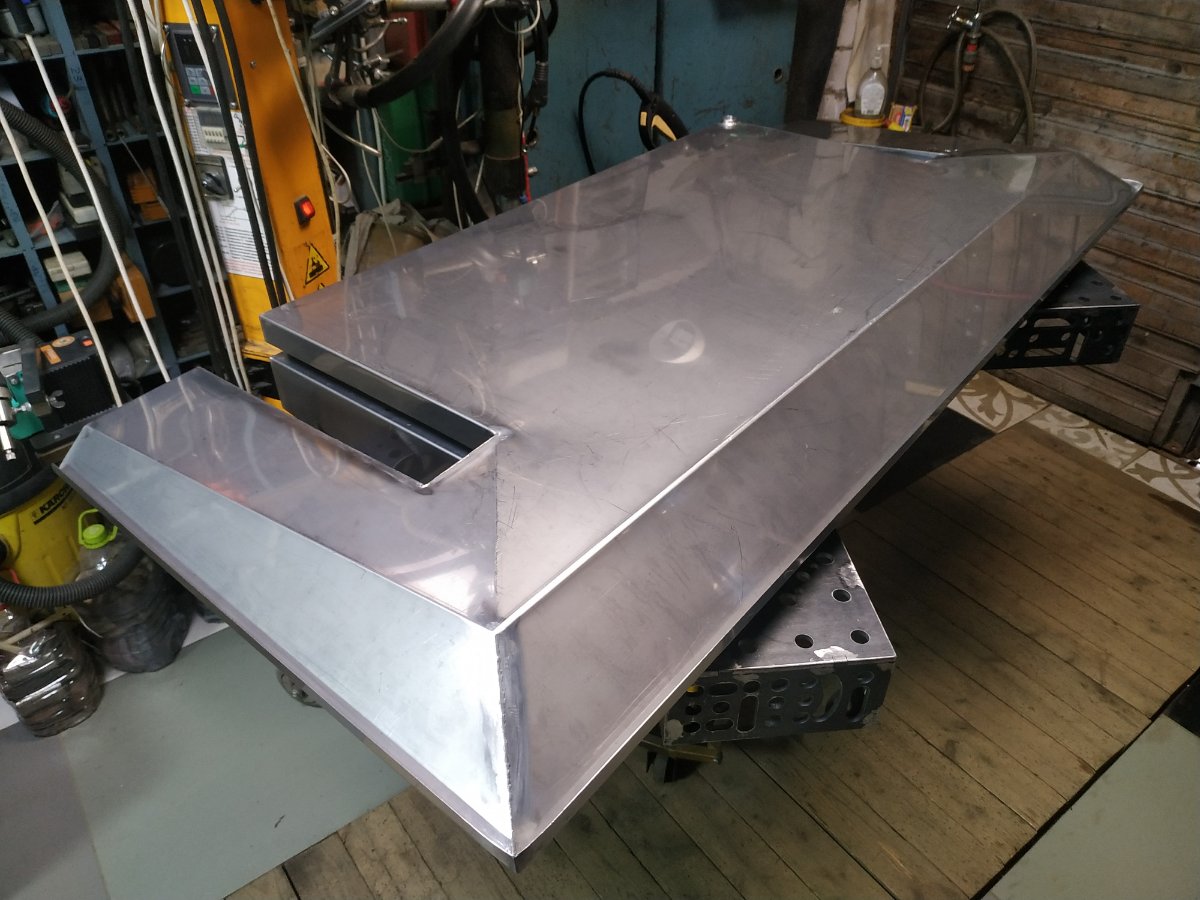
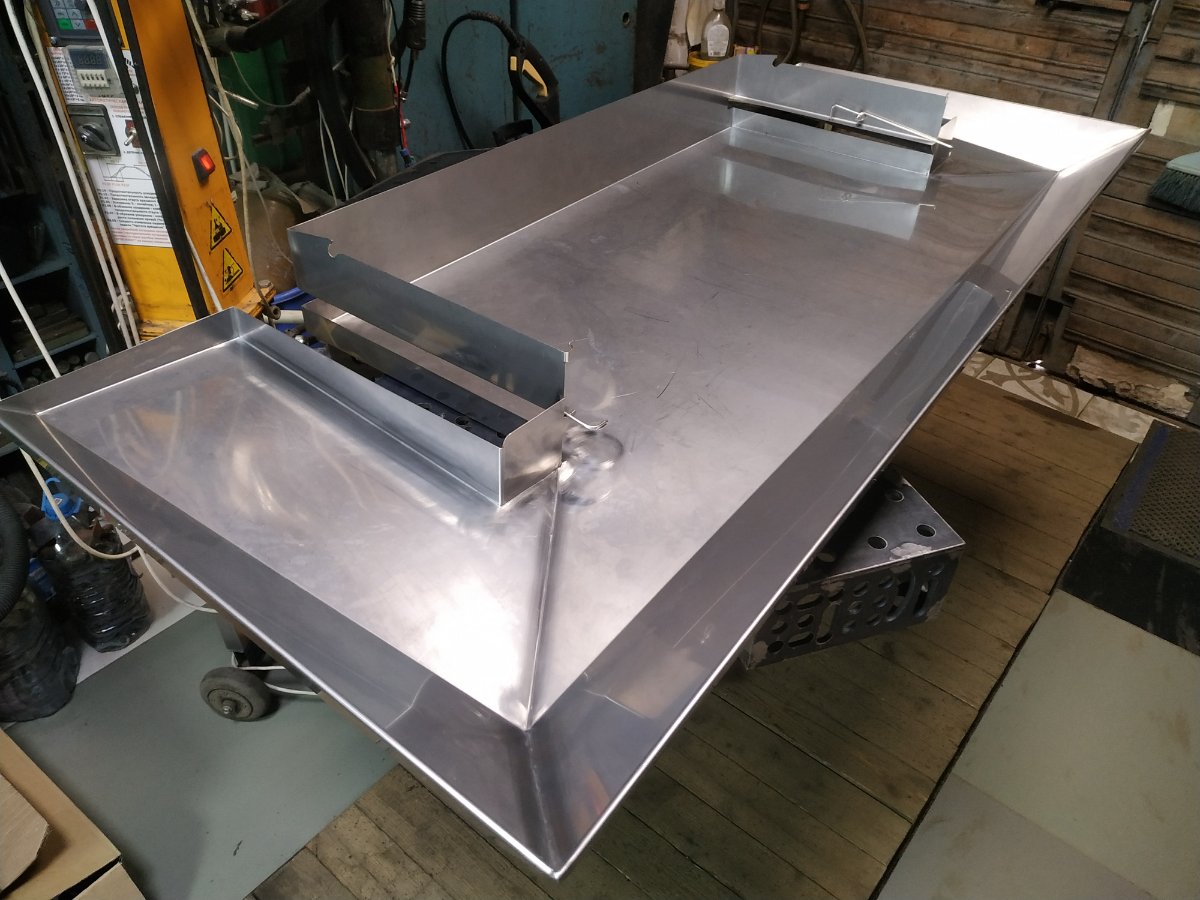
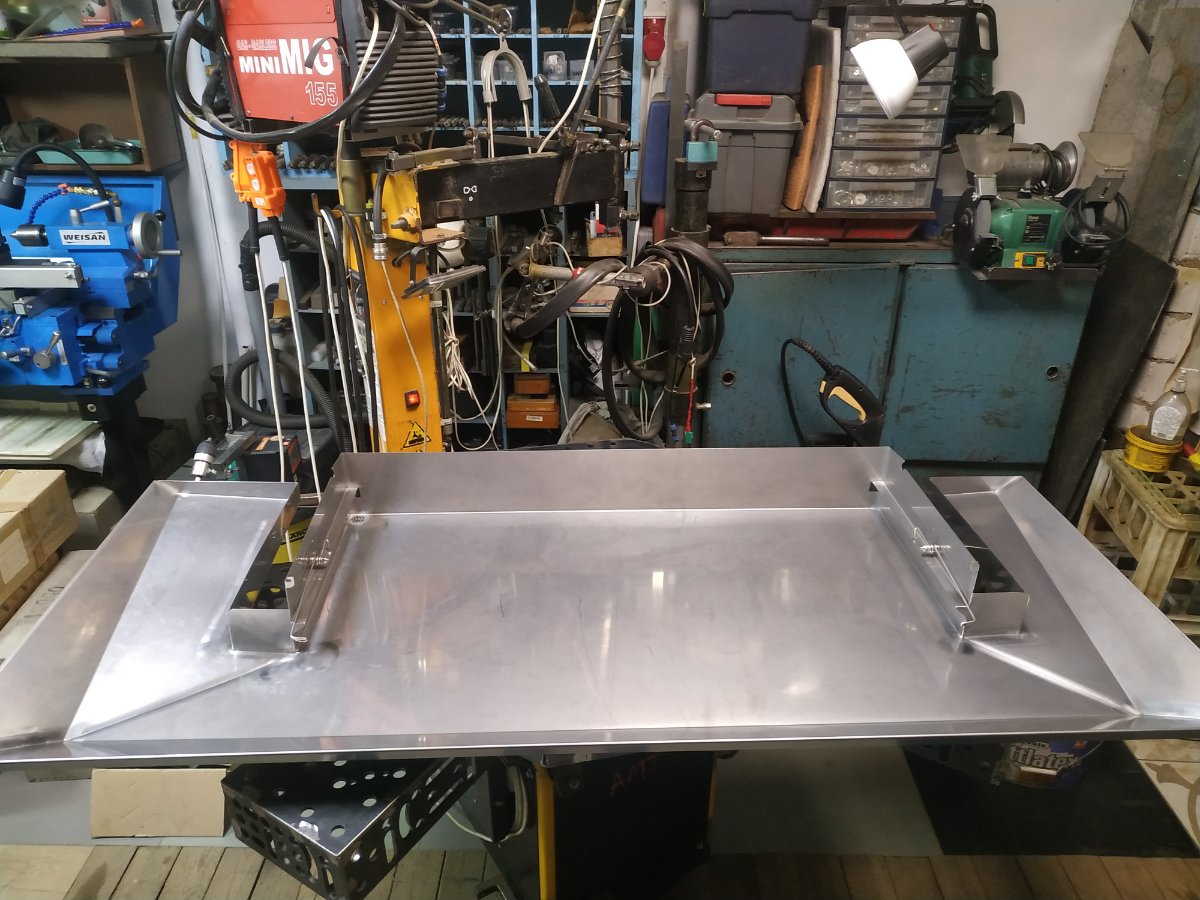
Рукоделие. AISI 304 - 1 мм.
-
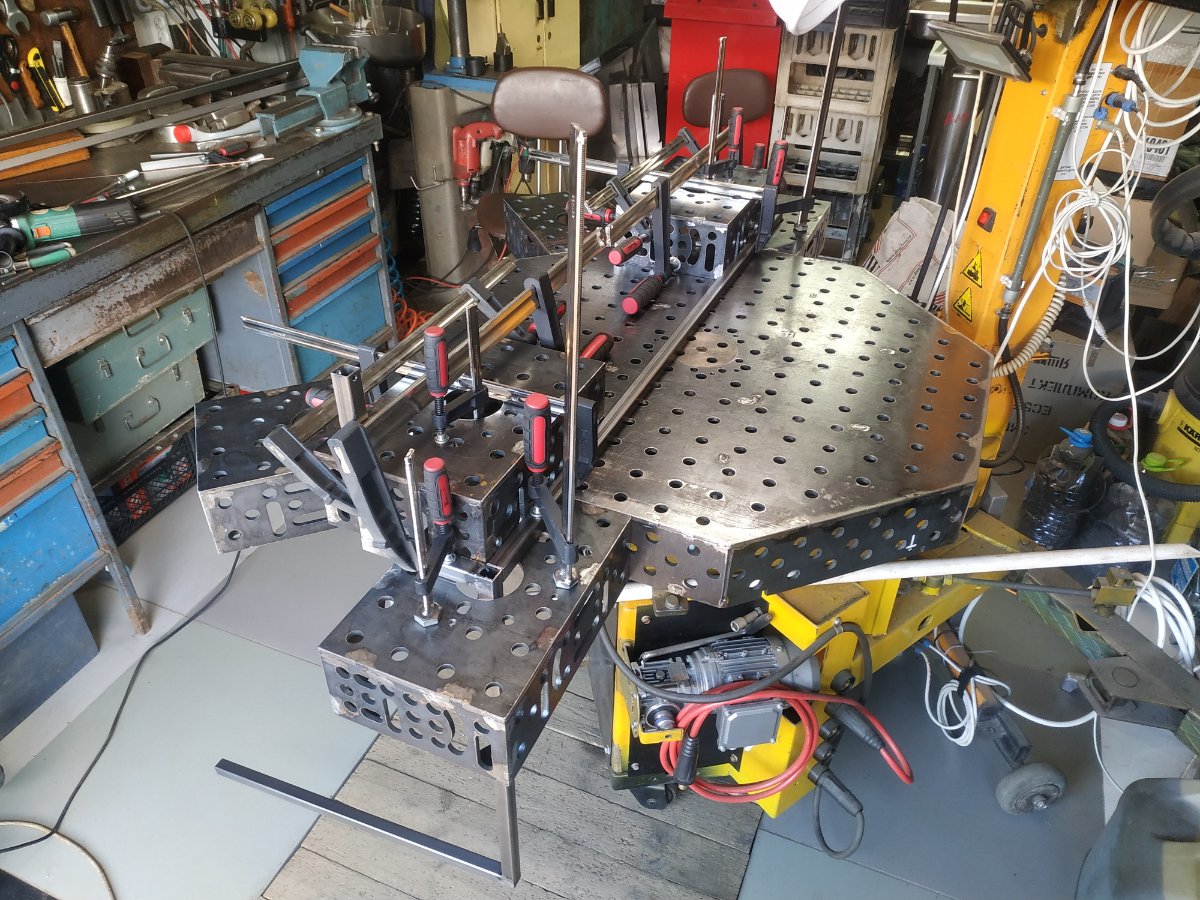
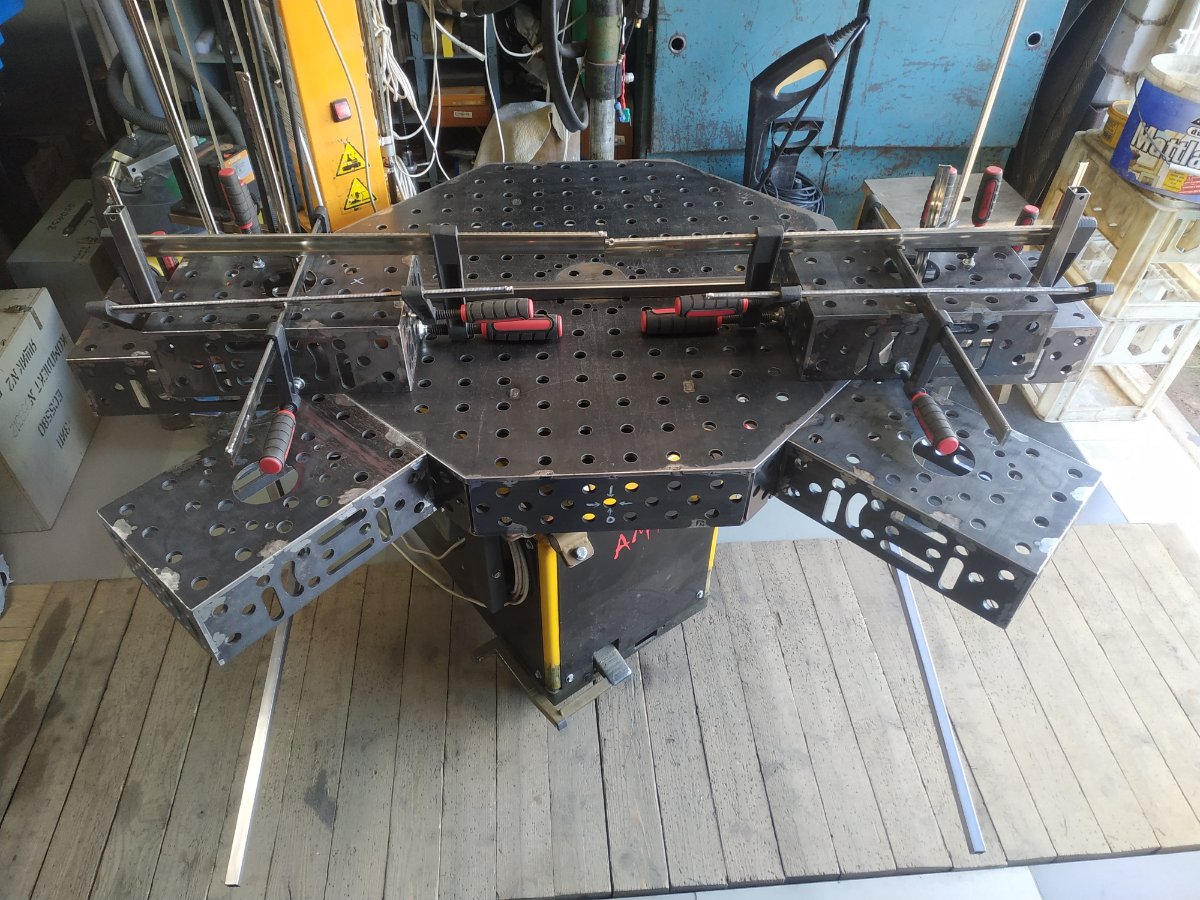
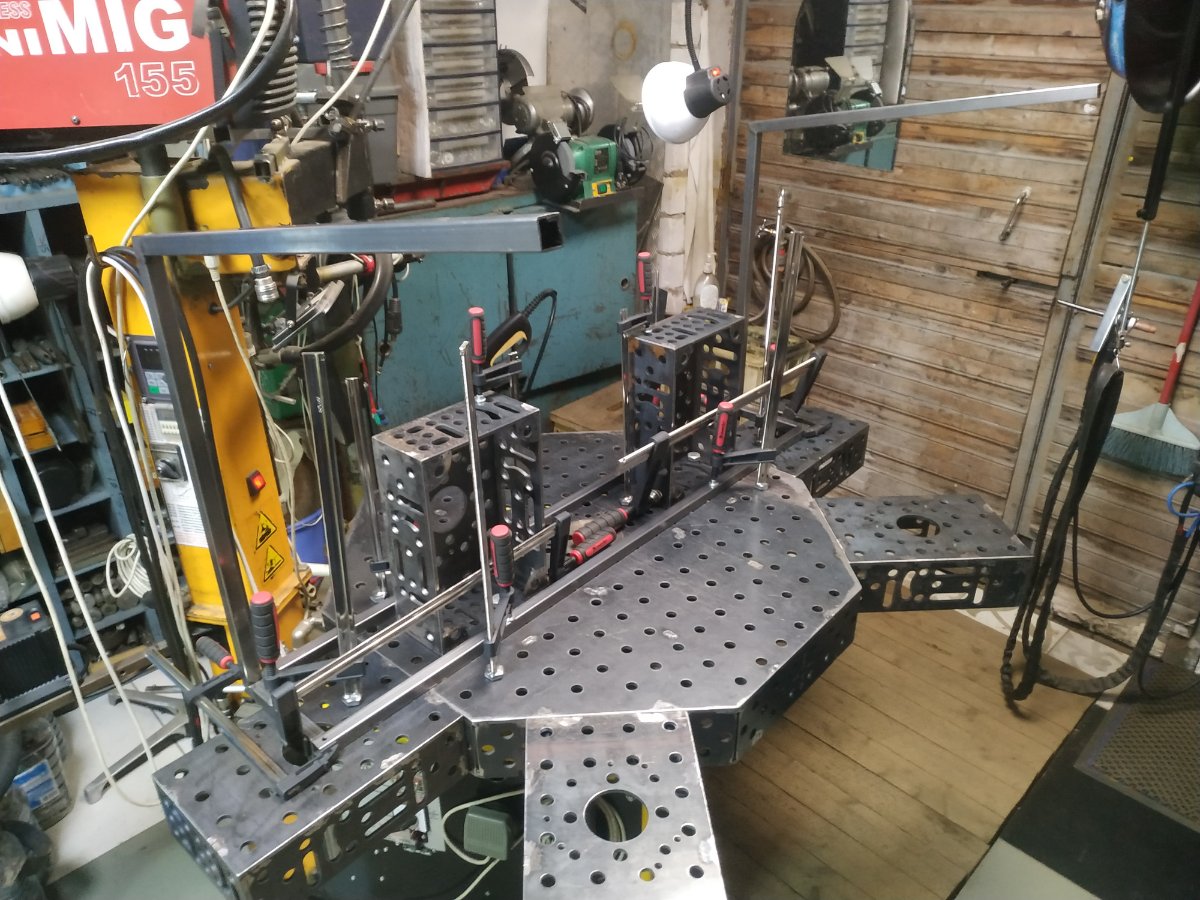
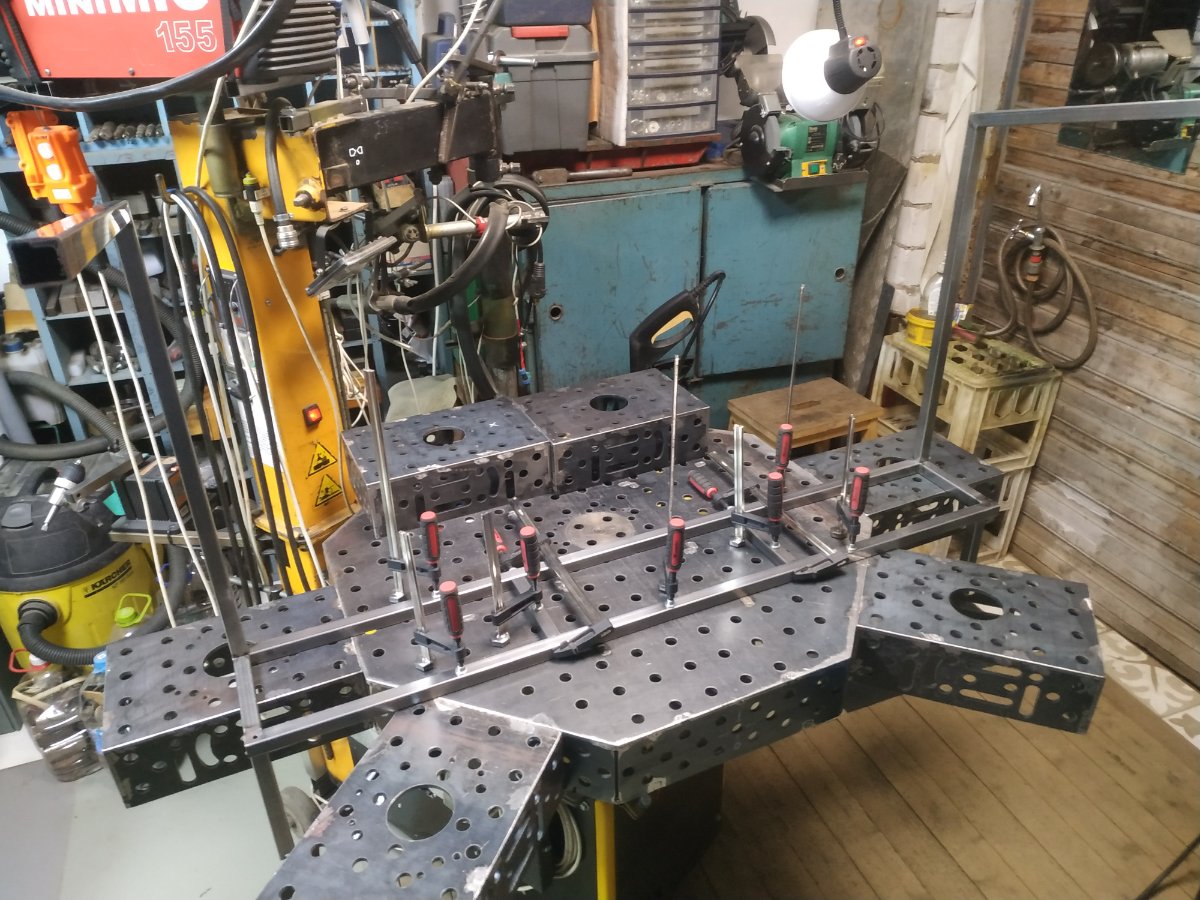
Пока столостроители молчат буду на разогреве. Идеальная, в плане предельных отклонений по перпендикулярности, параллельности, плоскостности и сварочным деформациям, сварная конструкция получается.
-
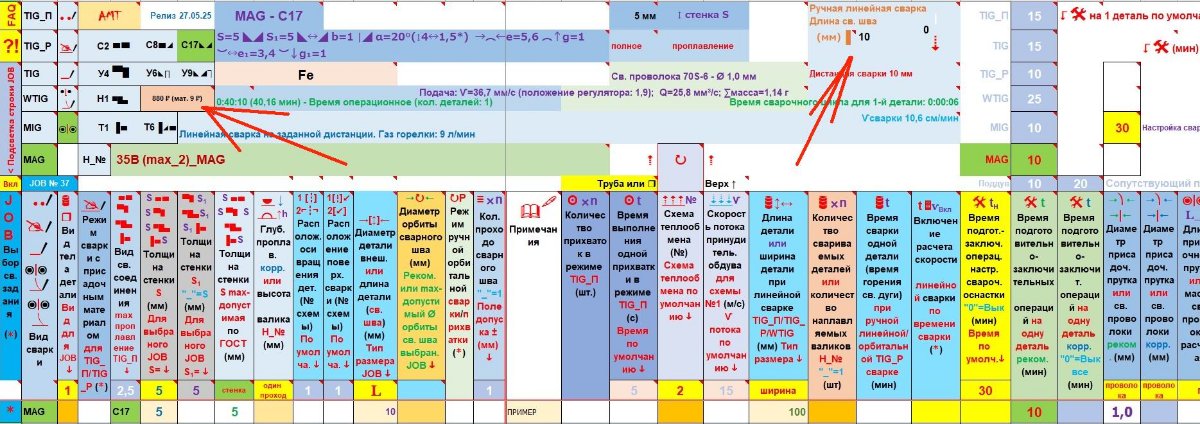
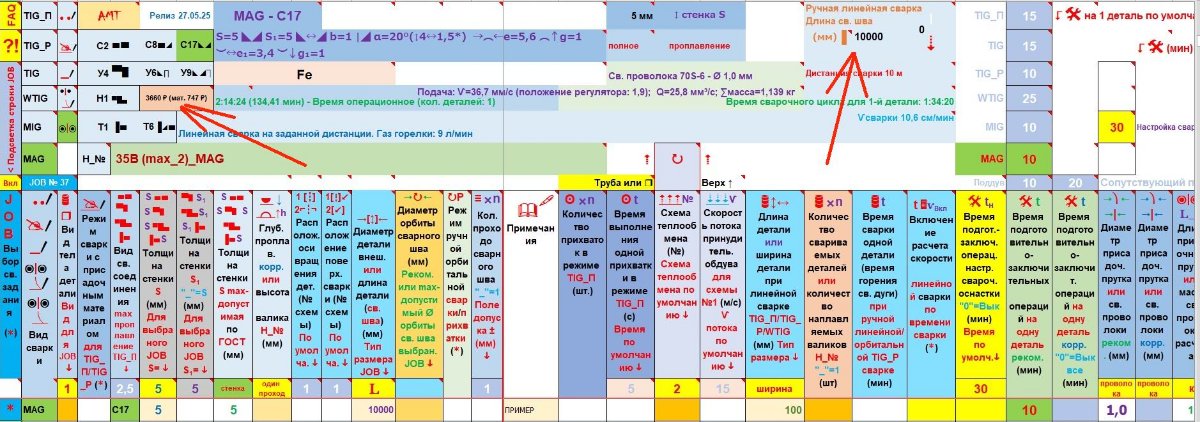
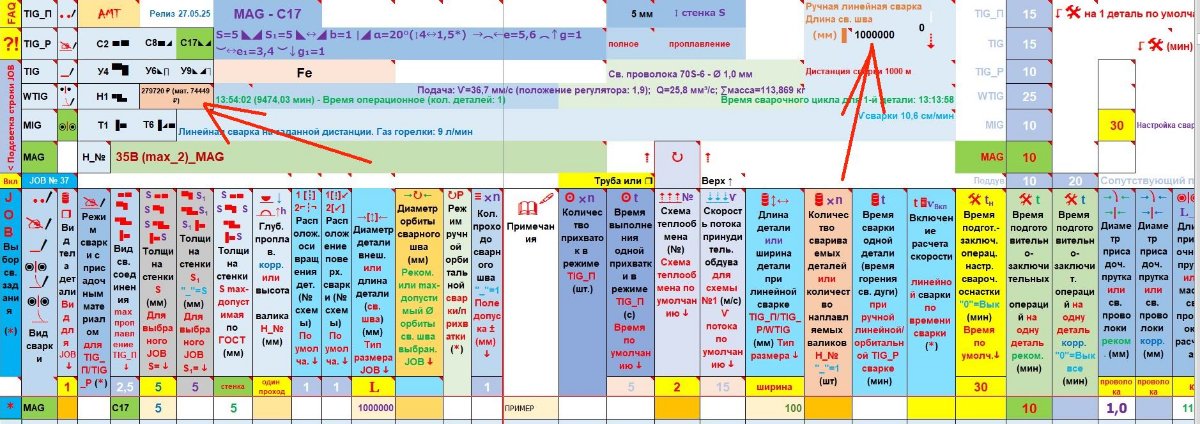
Я согласен. Здесь все — Никита, Стас, Гена, Турбо и Дюша Метелкин (газ, проволока, подготовительно-заключительные работы). Стоимость работы + материалы включительно, на дину шва 10 мм, 10 м, 1 км. ПС. Конечно же это просто пример подхода как посчитать (к ММА отношения не имеет, я этот способ сварки, мягко говоря, очень не очень).
-
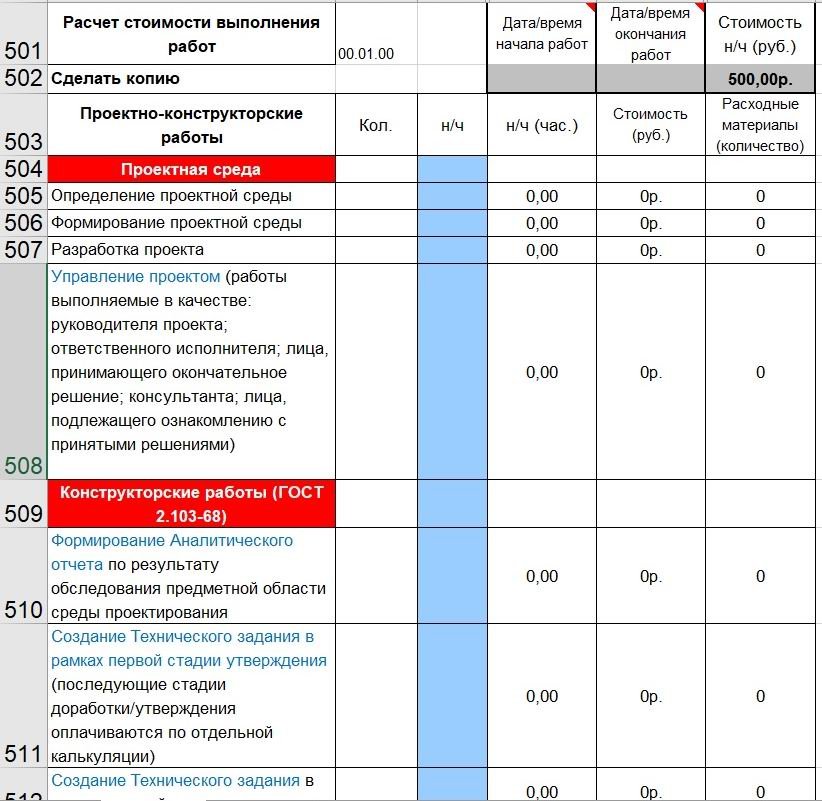
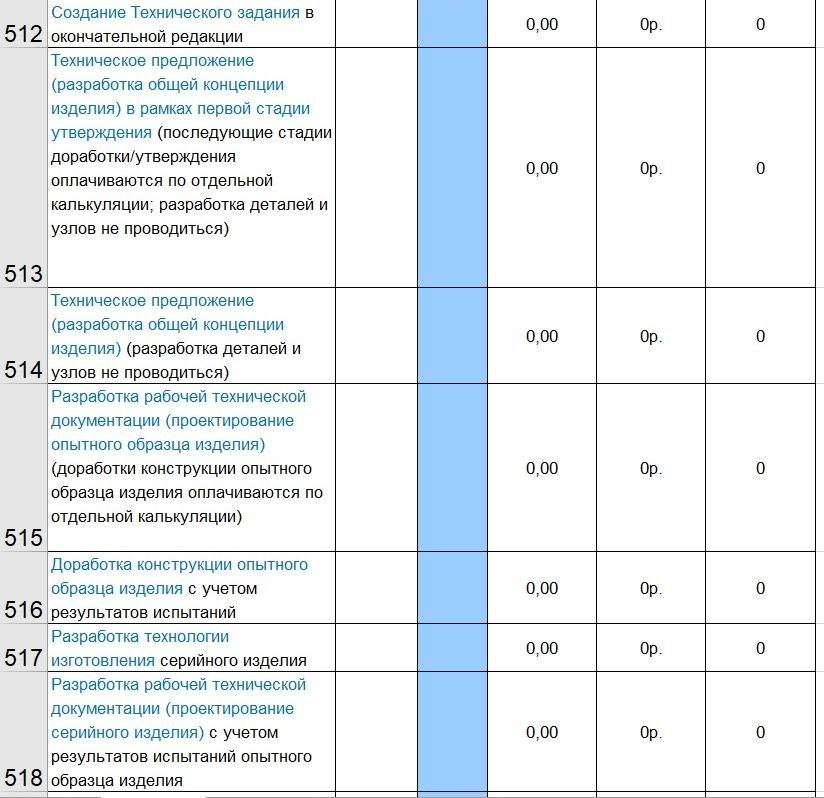
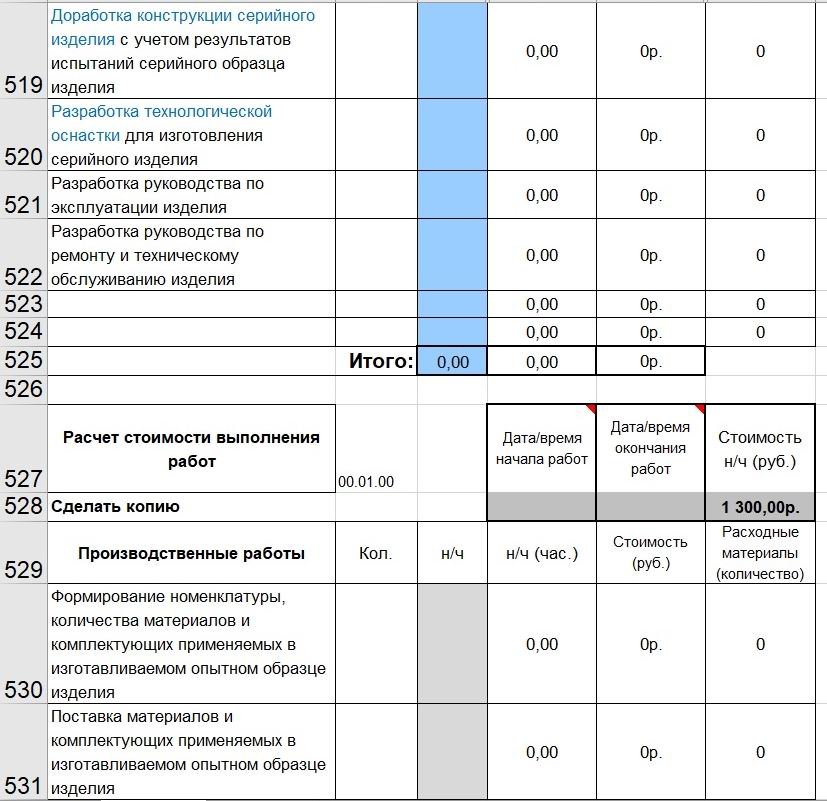
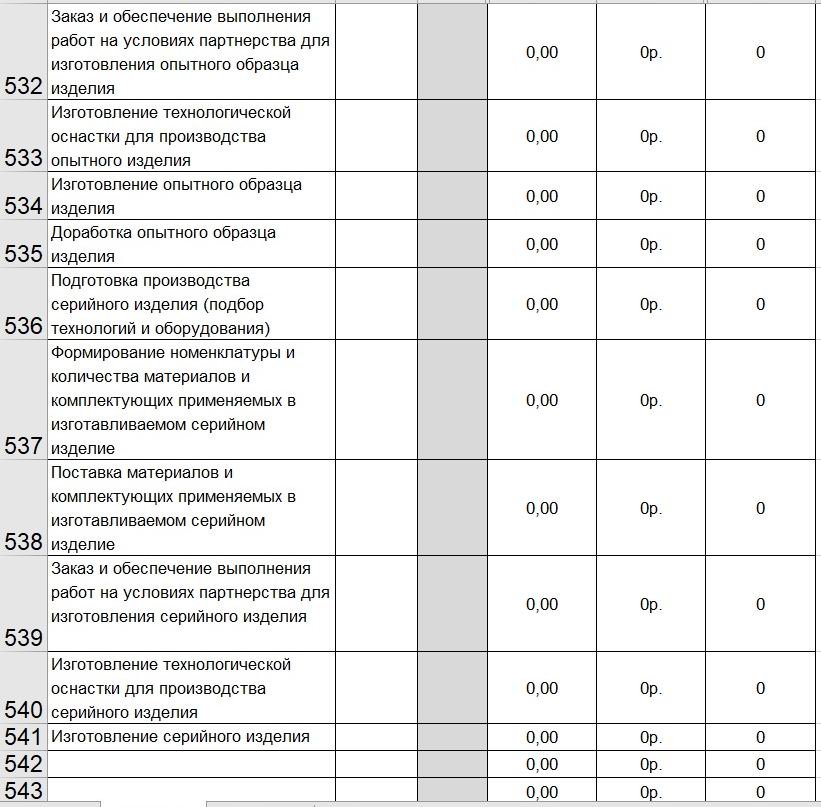
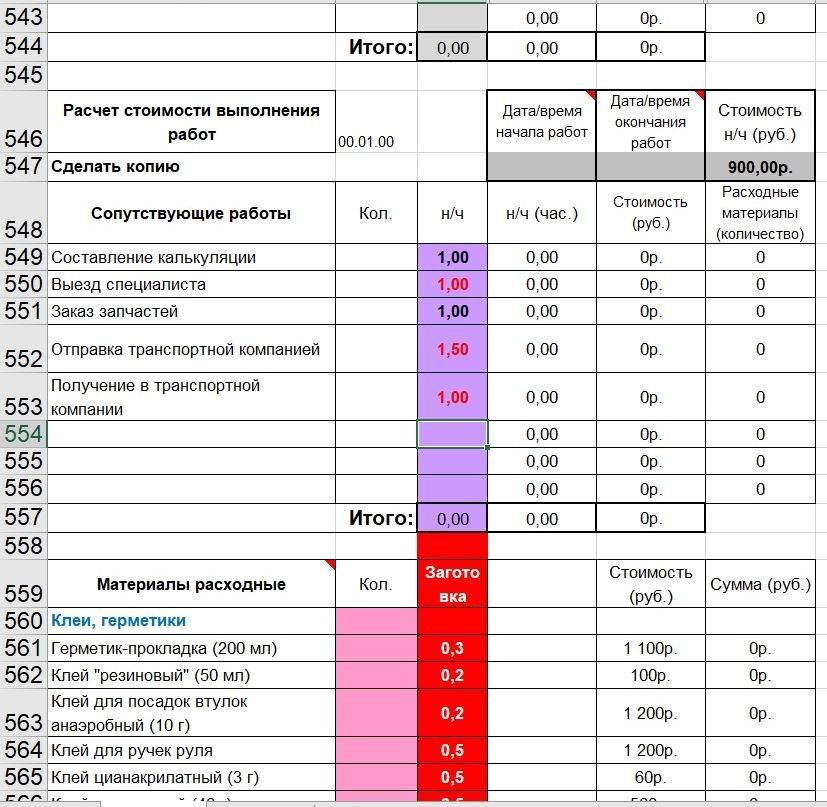
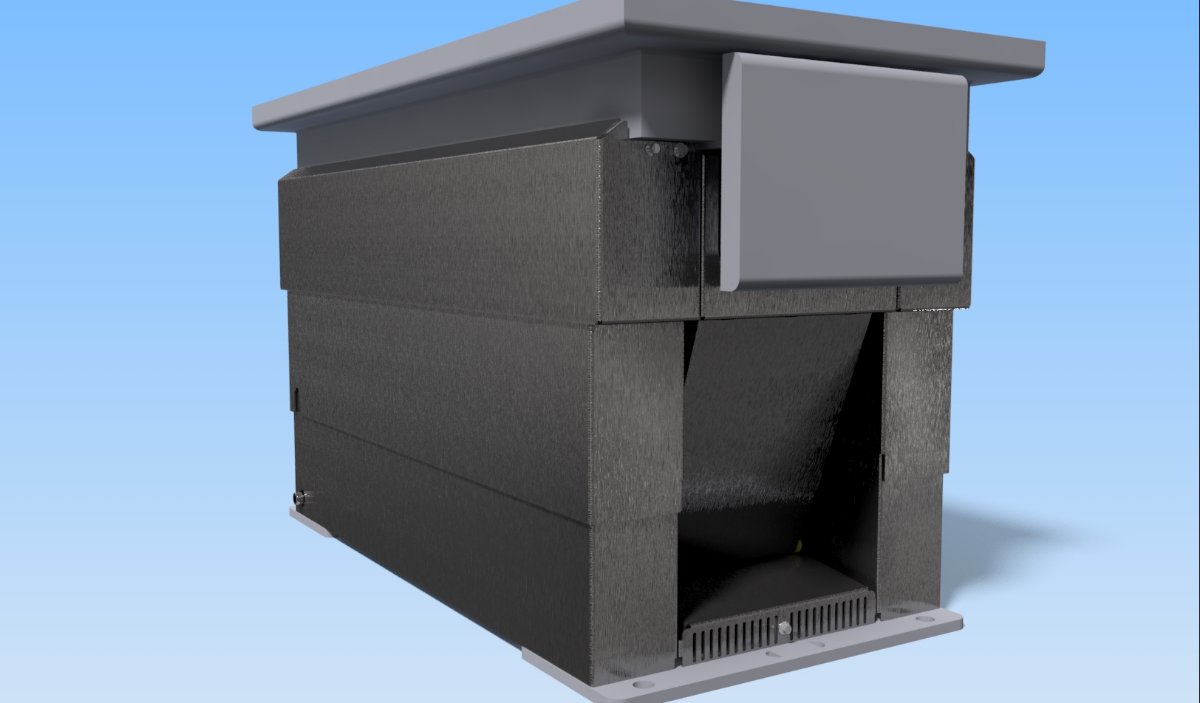
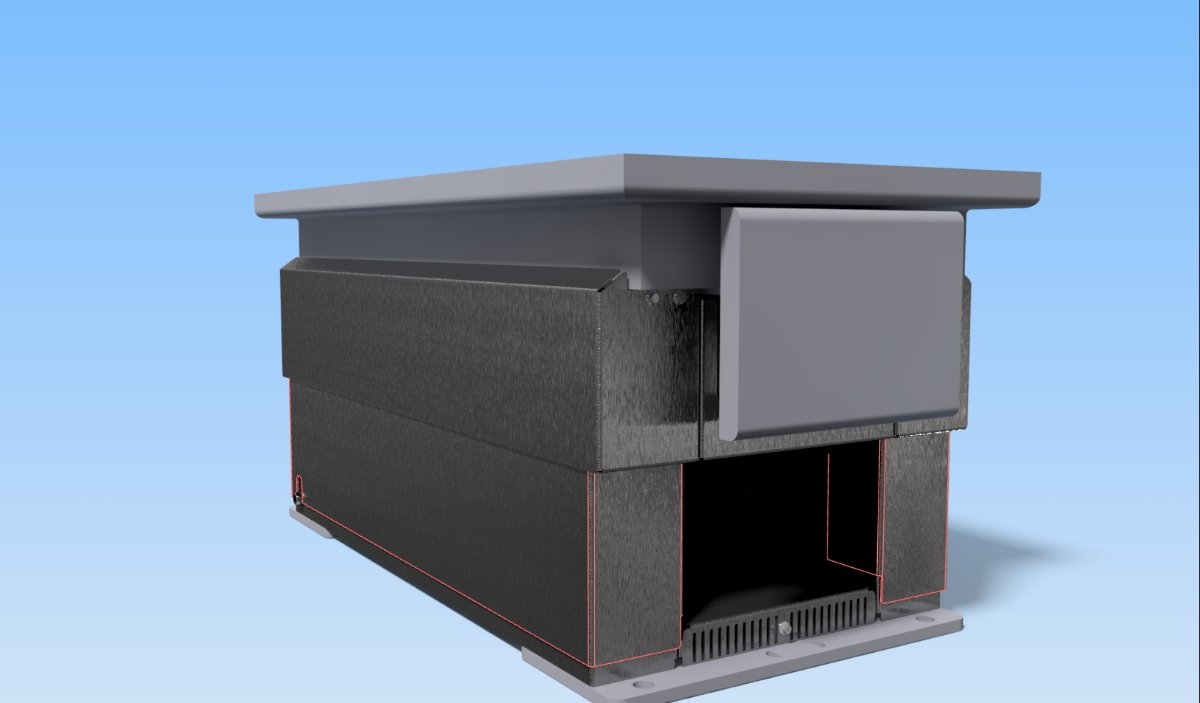
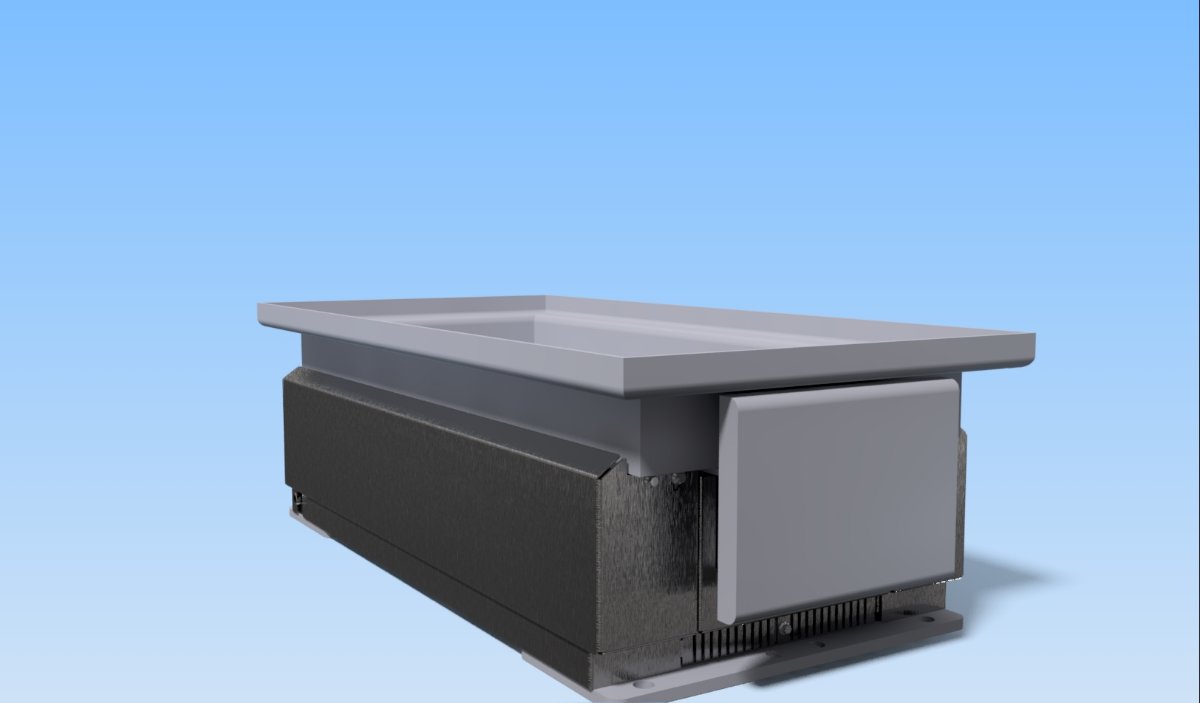
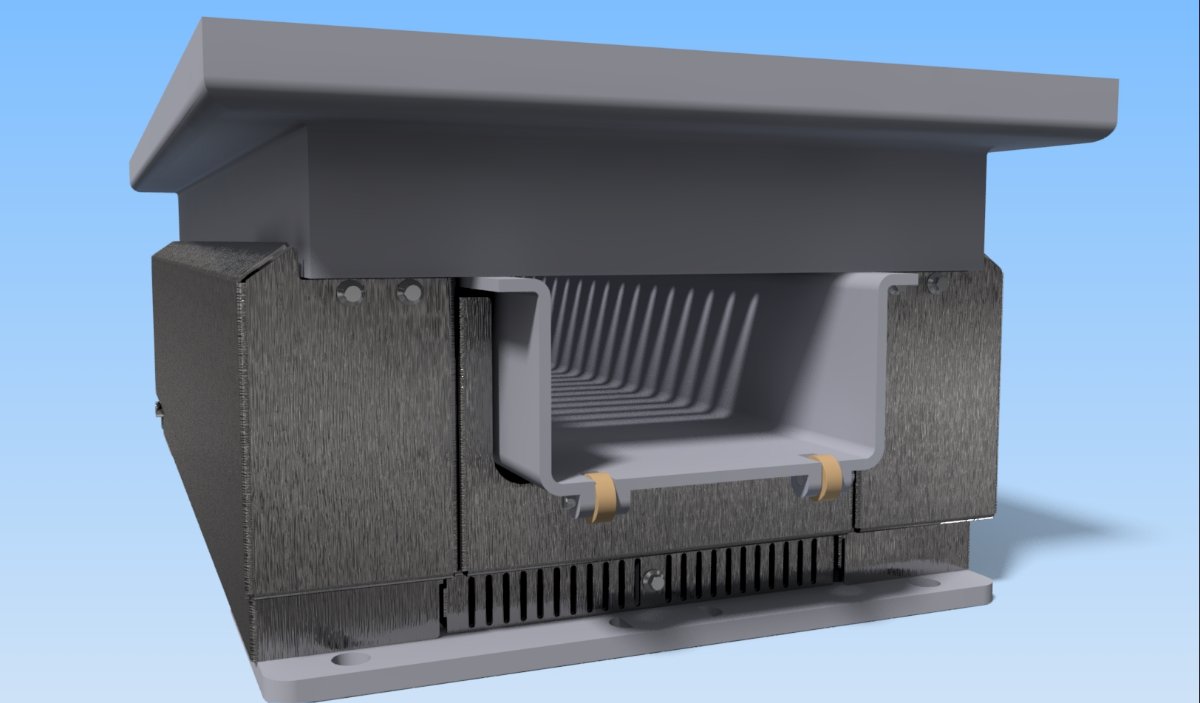
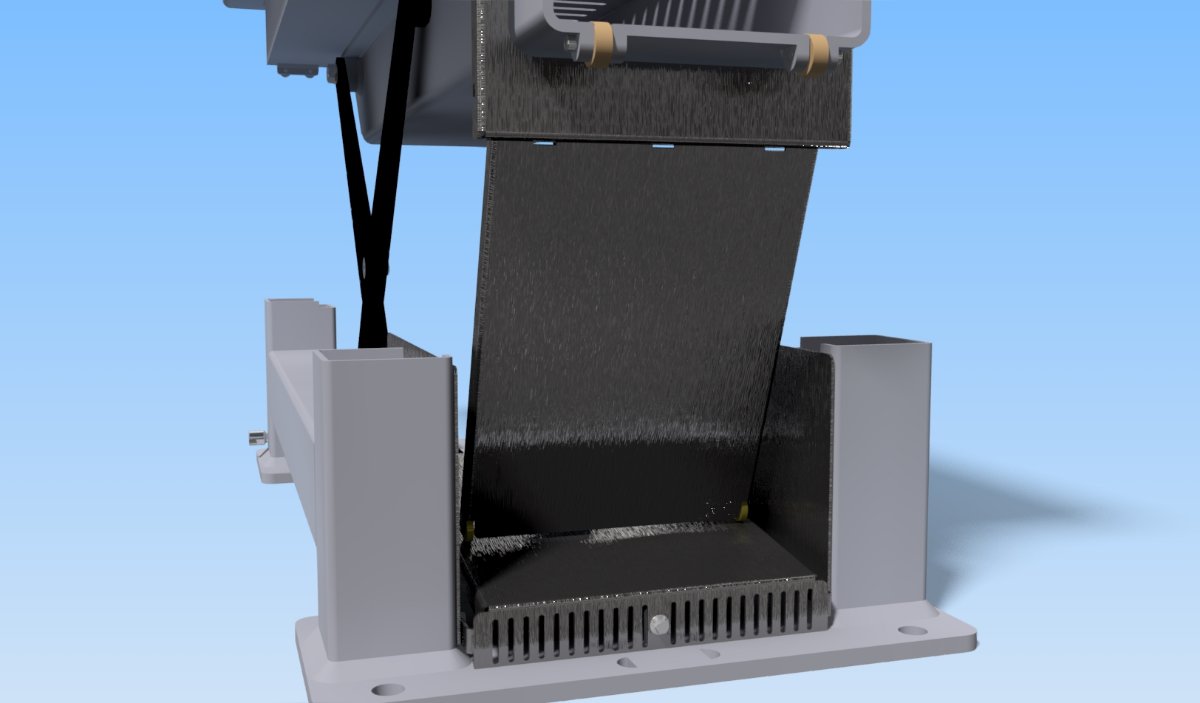
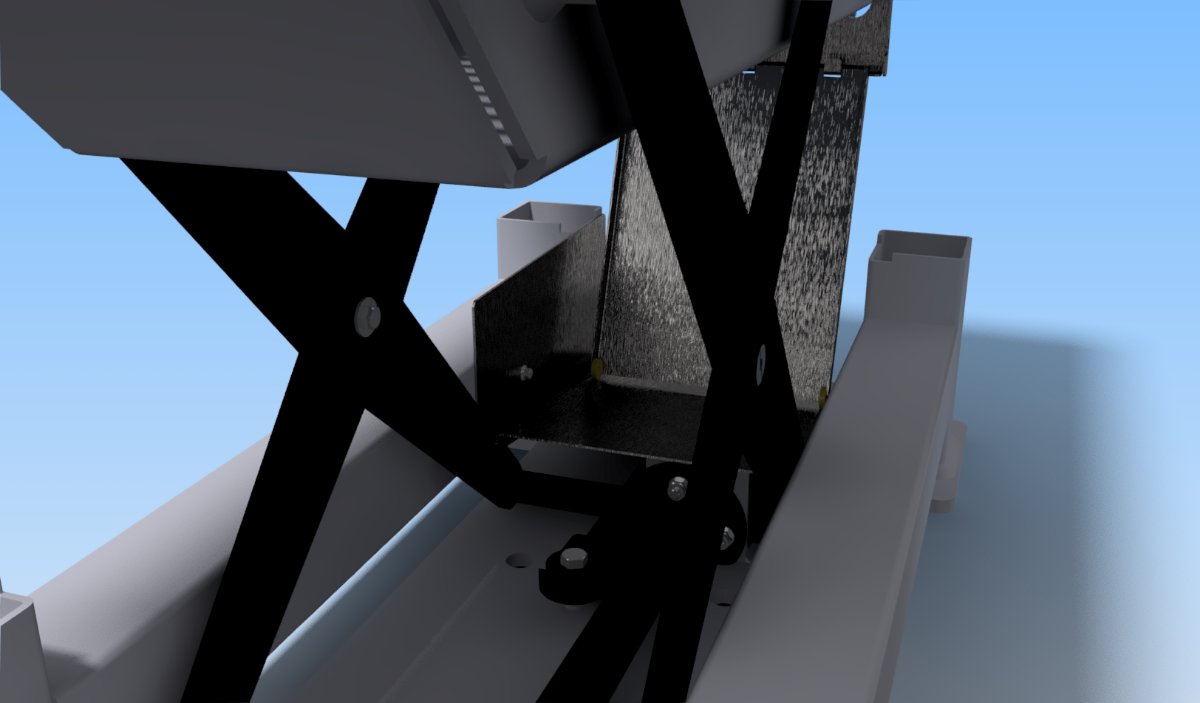
Сначала выскажу свое мнение. Если подходить с вопросу ценообразования серьезно (безотносительно вида работ), то и необходимо выполнять все положенные процедуры. Если хочется как-то от этого увильнуть, то практичнее стоимость назначать с потолка. Вот для примера фрагмент калькуляции (обратите внимание на номера строк, там еще много чего не отображено) на проектные и производственные работы, которую я применяю если есть требование от заказчика показать ИТОГО до начала работ (подавляющей объем моих работ проходит по фактическому рабочему времени). И как пример попадалова. Постоянный заказчик попросил спроектировать и изготовит подъемный очаг в дом, так-как дымоход уже был смонтирован на определенной высоте и была проблема задымления, пока все не прогреется. Очаг решено было поднимать ближе к дымоходу. Я для экономии на стоимости работ пренебрег полноценной калькуляцией (для нивелирования всех рисков такой подход может поднять стоимость раза в два). Стоимость договорились определить по фактическим трудозатратам, как поступали неоднократно для предыдущих заказов. К тому же я первым делом спросил какие критерии (стоимость, сроки, качество и т.п.). По стоимости был ответ: деньги значение не имеют. Оказалось имеют. При итоговой стоимости проектирования 50 000 р. мне было заявлено: "Пятьдесят тысяч? За шесть картинок?". Это при том, что был сформирован полный комплект конструкторской документации (в проекте было, между прочим, 192 рабочих файла), а эти картинки я послал для утверждения. По итогу за сто часов работы было заплачено 15 000 р. (чтобы я не очень сильно расстраивался).
-
Это надо спрашивать на https://www.chipmaker.ru/forum/237/
-
Крышка крышке рознь. Вот одна варилась плохо, а вторая отвратительно. Надо сначала аккуратно всю гряз всплыть на поверхность, замещая ее присадочным материалом.
-
Твердость нержавейки 120-300 (НВ). Твердость окисной пленки на алюминиевом сплаве 200-500. Может и не прокатить.
-
Ну тогда совсем просто. Вообще никаких препятствий не вижу - бери да вари, сесть только поудобнее.
-
Дело не в "знает - не знает". Сварка - это металлургия (в случае с термопластами - физика-химия) и каким источником тепла она достигается не принципиально. При освоение новых видов сварки, осваиваются, по большому счету, только способы подвода тепла, а основополагающая составляющая неизменна. Если нет понятия в металлургии, то навыки по вводу тепла будут "не в коня корм". Если человеку не даются фундаментальные понятия, то о каком "сварщике" можно говорить. И если человек не может какой-то вид сварки освоить, то оправданием может служить только ограничение по здоровью (зрение; тремор рук и т.п.).
-
Я прошлифовываю присадку красным скот-брайтом и протираю ацетоном для ответственных соединений где критично попадание водорода. На неответственных соединениях - даже не протираю. У меня на автомойке экономист создал программу обучения мойщиков (в связи с большой текучкой) рассчитанную на три дня. Я потом в лицо мойщиков уже не знал, прихожу на мойку - каждый раз какие-то незнакомые люди. И мойка работала стабильно и без нареканий. Все дело в "как учить".
-
Насколько человек быстро перестраивается с автоматической коробки на ручную и обратно? Если с трудом, то это не водитель. Так и в сварке - это не сварщик.