hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Про "сварить ровно", или "качественно отрихтовать". Если отрихтовать получается, то рациональнее совершенствовать технологию рихтовки. И вот почему. Операция рихтовки по времени выполнения стремиться к бесконечности - грубо говоря, можно рихтовать в сотку два года. А вот операция сварки по времени выполнения сильно ограничена, то есть нельзя два года сваривать до предельного отклонения в сотку. Если и удастся добиться сваркой заданного предельного отклонения, то не факт, что повторяемость такого процесса будет высокой. Я полагаю, что эффект Пигмалиона здесь не сработает. По сему, как бы я поступил. Вышел бы сваркой на максимально-достижимый вариант предельного отклонения со стабильной повторяемостью, а заданный допуск получал бы рихтовкой с отработанной технологией и оснасткой.
-
"А в нашем цеху по заточке булавок Нам нечего дать на подпольный прилавок." (с)
-
Вижу, что проволока приваривается к наконечнику (шарик на конце), а подающему хватает сцепления чтобы раскаленную до красна проволоку сгофрить перед наконечником. Приваренный шарик успевает отскочить от наконечника, но поздновато. Во-первых уменьшить прижим роликов, чтобы не гофрило. Во-вторых не знаю, обстоятельства происшествия не раскрыты. У меня иногда проволока приваривается, но достаточно горелку покрутить вдоль оси - приварка отламывается. Про формировании определенного (правильного) вылета проволоки - больно муторно каждый раз кусать (я так делаю только на ответственном старте). На практике, когда проволока сильно выезжает, просто ее отжигаю на КЗ, коснувшись серединой.
-
Я конечно же имел в виду не Cyberdyne Systems 101 T-800 из Терминатора. Я использовал жаргонное сокращение названия сварочного процесса из функционального ряда: ручная; полуавтоматическая; автоматическая; роботизированная. В роботизированной сварке нет деления на робот - источник, есть деление на компоненты: манипулятор (или Т-800, для тех кто побогаче); источник и т.п. В свою очередь роботизированный сварочный процесс иметь степень роботизации (в случае чего я специально тематику не изучал, так что могу допустить неточности в терминологии). Теперь непосредственно о роботизации сварочного процесса. Наверняка любой может сказать про идущего (бегущего; прыгающего) человеко-подобного робота "да..., это робот", в какую бы оболочку этого робота не одевай. А почему? Все просто. Дело в степенях свободы. Тут к концу 2026 года хотят какого-то робота (Iron от Xpeng) выпустить с 82 степенями свободы. А вот у человеческого опорно-двигательного аппарата 244 степени свободы (количество степеней свободы для модели тела человека с 148 подвижными звеньями приведено по формуле Сомова-Малышева). Вот отсюда и бросающаяся в глаза разница в движениях (уж не говорю про "робота" из брейк-данса). Так вот, очкастые ученые и добиваются увеличения степеней свободы, чтобы было как можно более похоже. Но... Всей этой красотой нужно будет еще и управлять. Для управления существуют математические модели (само-собой чем сложнее - тем лучше). К чему я все это? Не буду про модель движения манипулятора (там свой пост-процесс и тем более секретность конкретного случая), но модель сварочного процесса строить придется, на основе имеющегося сварочного источника. Обычно это опытный сварщик, за которым записана вся процедура сварки, или теоретическая модель сварки (для тех у кого фантазии и знаний побогаче). И уже эту модель реализуют через движение манипулятора. Чем точнее будет обобщенная модель - тем краше результат. Ну как-то так.
-
У хороших роботов (с правильным источником) проволока выступает в роли датчика. Проволока, с поданным на нее контрольным напряжением, касается детали и отъезжает назад на необходимое расстояние. Заодно, эта же система участвует в позиционирование горелки относительно краев свариваемых деталей - касается поочередно одного и другого края и устанавливается посередине. Может по этой функции и сварочную траекторию разметить. А если и машинное зрение присутствует, то вообще сказка. Но встречаются системы и попроще. Мне, например, на автомате приходиться выставлять расстояние деталь-проволока (программный расчетный параметр, с учетом скорости подачи проволоки) вручную.

-
Все зависит от качества и длительности защиты и от температуры детали на выходе из под защиты. Вон титан необходимо вообще охлаждать под защитой до <350 C. Скорость сварки тоже влияет. На высокой скорости момент выхода из под защиты может быть критическим. Нужен компромисс между тепловложением и скоростью сварки. Особо актуально при сварке на автоматах (см. кино - https://rutube.ru/video/007d80d9664f064becb6851fd80fd075/). Для справки. Температура сварочной дуги для аргона принята за 16 000 С, для гелия - 25 000 С.
-
Да. Плюс ко всему можно и перегреть. Таким способом рисуют и делают брак.
-
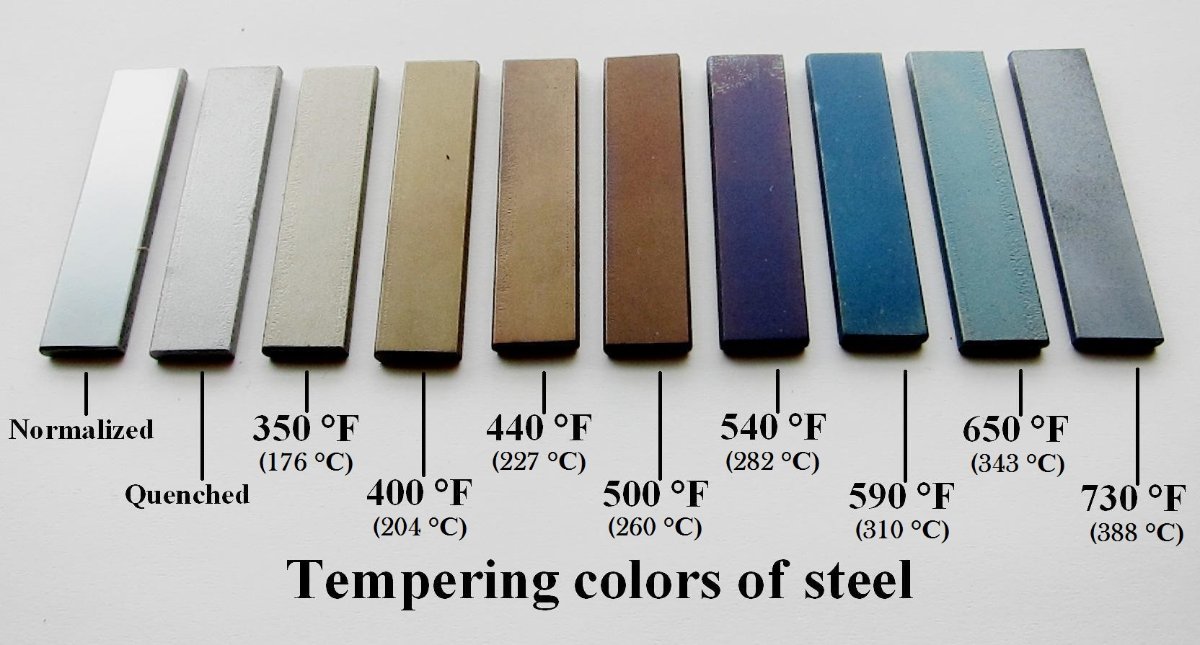
Где-то эта тема уже вскакивала. Повторюсь. Цвет зависит от толщины оксидной пленки и только от толщины. Сама пленка прозрачная. Цвет дает интерференция света. Толщина пленки зависит от времени окисления (прямая зависимость температура/время). Цвет для черной стали (для нержавейки температуры будут другие).
-
Вроде у Fronius на канале много всяких своих причуд описывают. П.С. Сам лично не всматривался. https://www.youtube.com/@FroniusWelding/videos
-
У приличных аппаратов должно быть посложней чем просто финишный ток. П.С. Это ТИГ, но сути не меняет.
-
Может я что пропустил в беседе, но для заварки кратера должна быть функция заварки кратера, которая согласуется с замедлением движения горелки и ее остановкой. После 400А сварочной ванне необходимо время чтобы остыть без деформации (или с минимальной).
-
В пендосии так: "ничего не имеет значение, кроме денег". "Вы комсомолец? Это же не наш метод." (с)
-
Раньше можно было не отмечать, а сейчас обязаны.
-
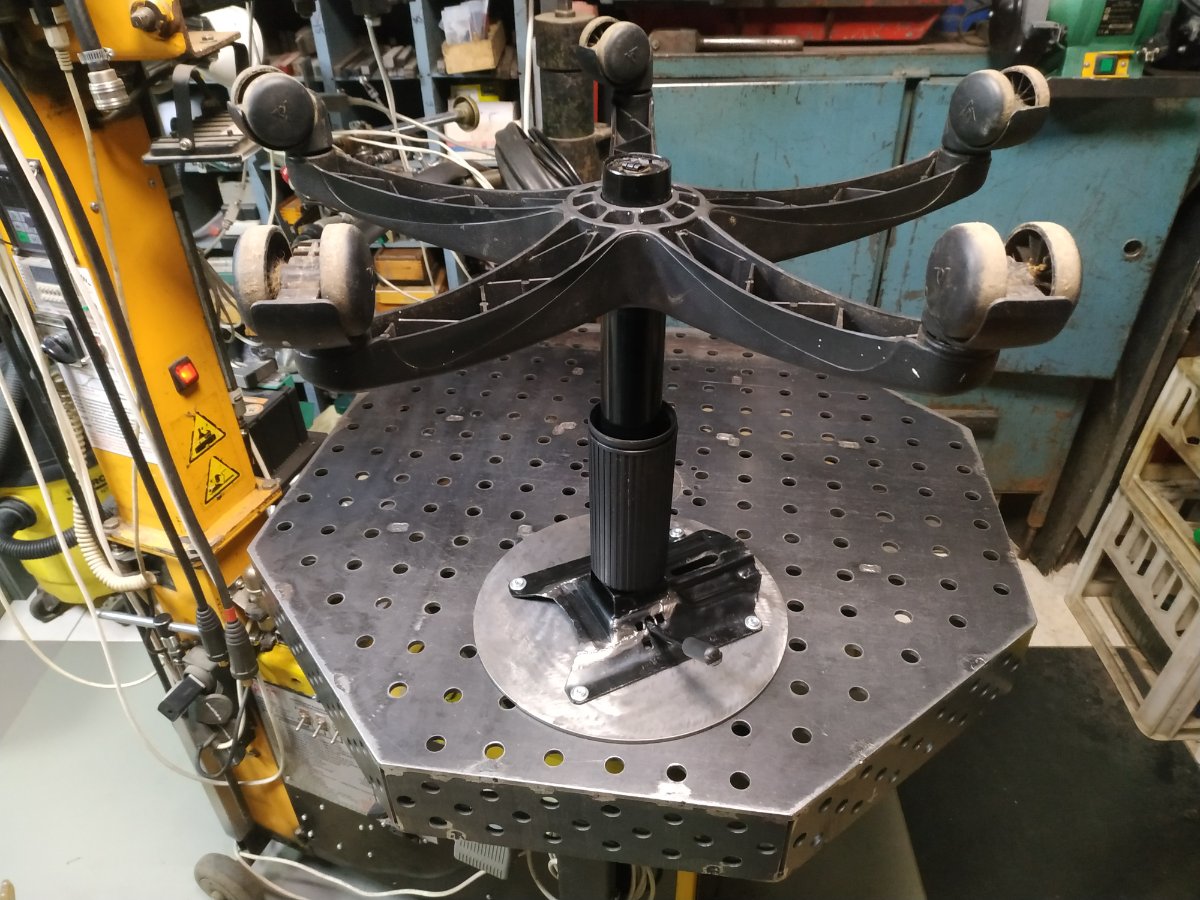
Столо-стульчик. Блин как и положено, из титана.
-
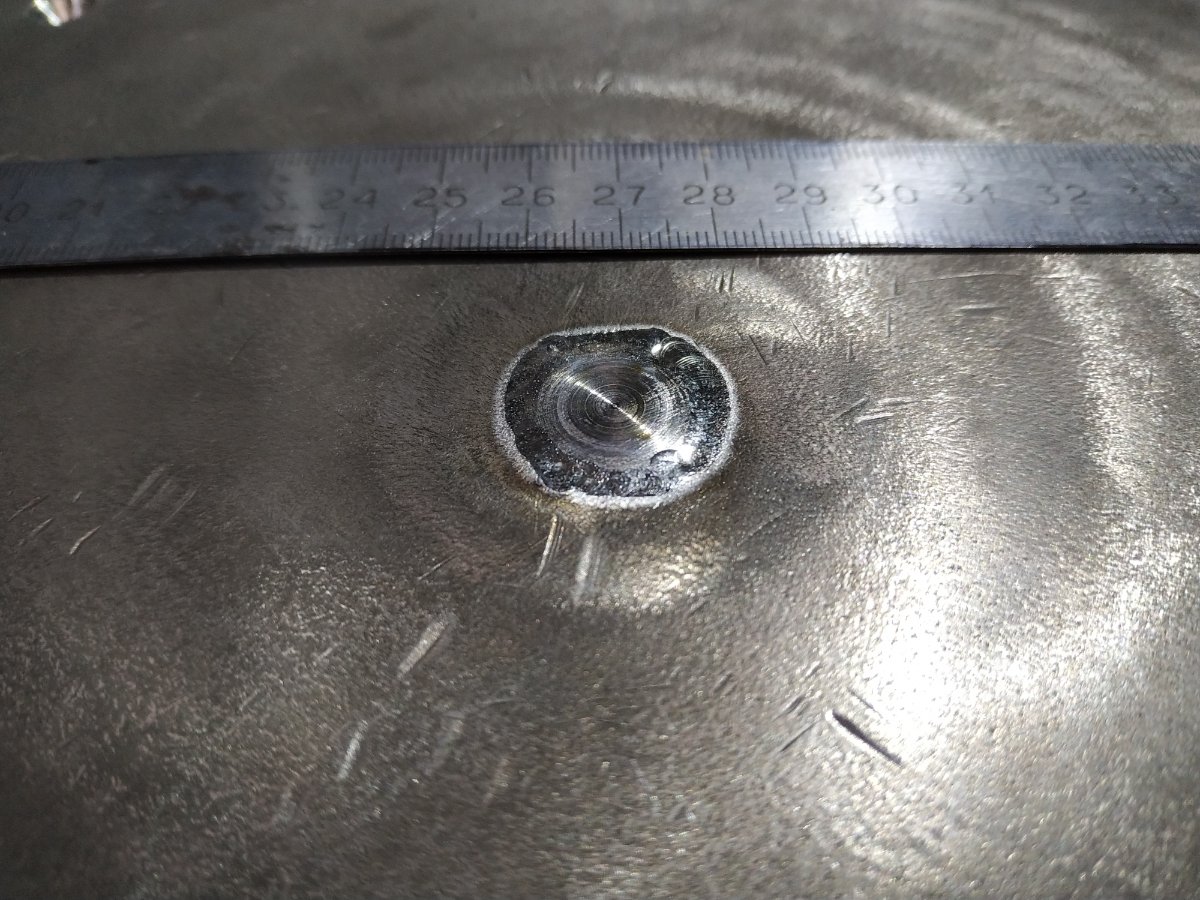
Заглушка (отверстие было лишнее).
-
На таком соединение делается внутренняя накладка, которая приваривается электрозаклепкам к обеим половинкам и такое соединение зовется нахлесточным. Сам стык оформляется по типу, описанному выше. Как вариант, соединительная кромка формируется фланцевателем, но мое мнение - так более муторно. Если что, я знаю о чем говорю.
-
В советское время была замечательная телепередача "Сделай сам" и не менее замечательная пародия на нее от "Веселых ребят" - "Если можешь сделай сам".
-
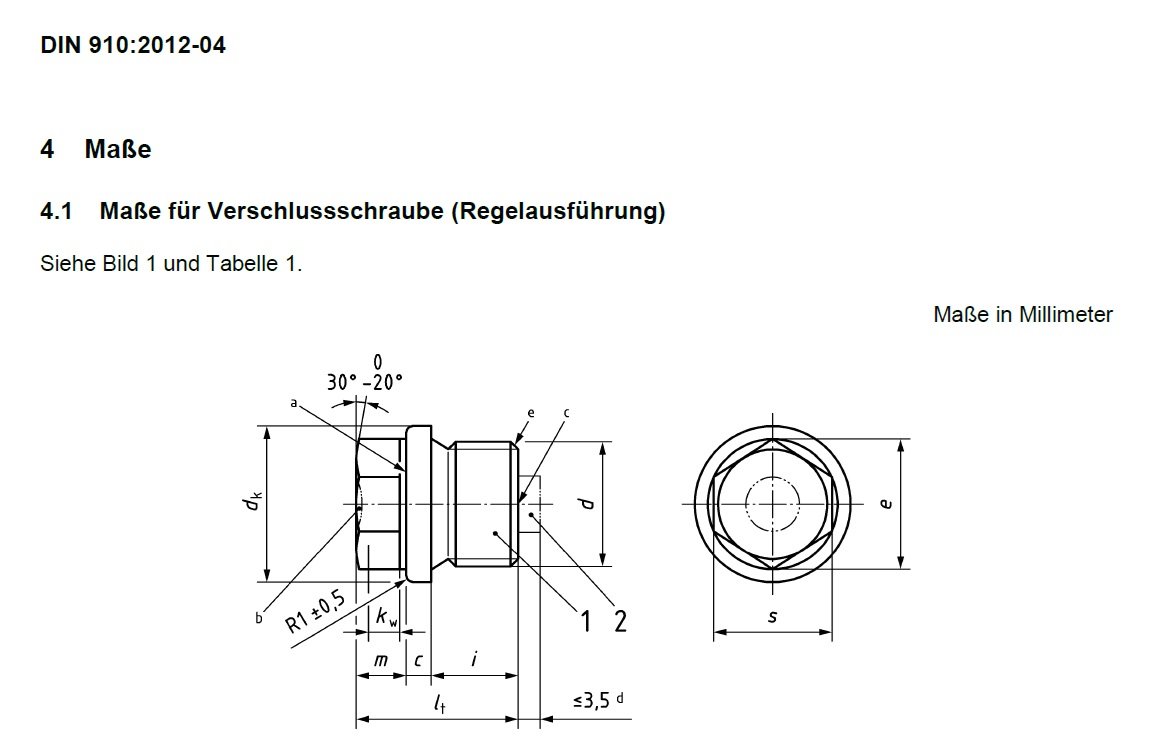
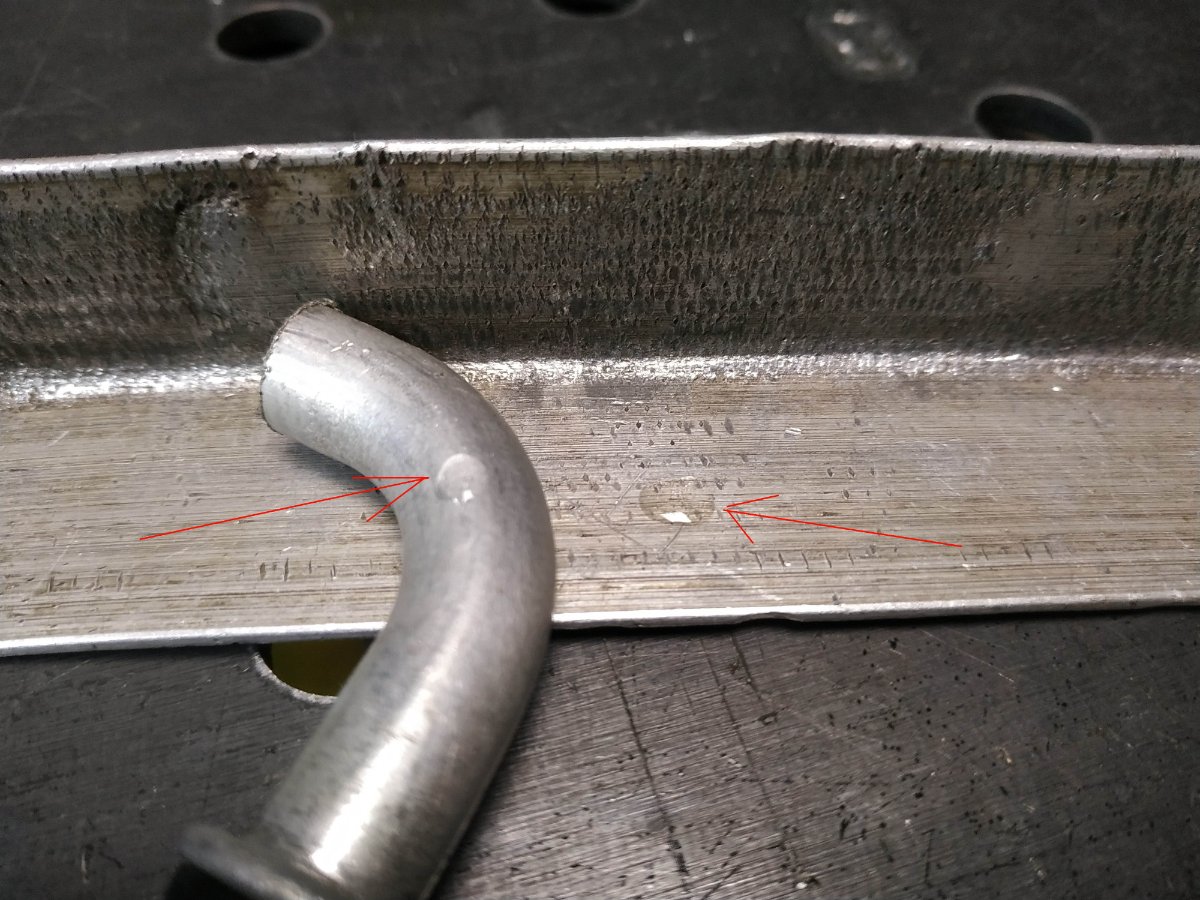
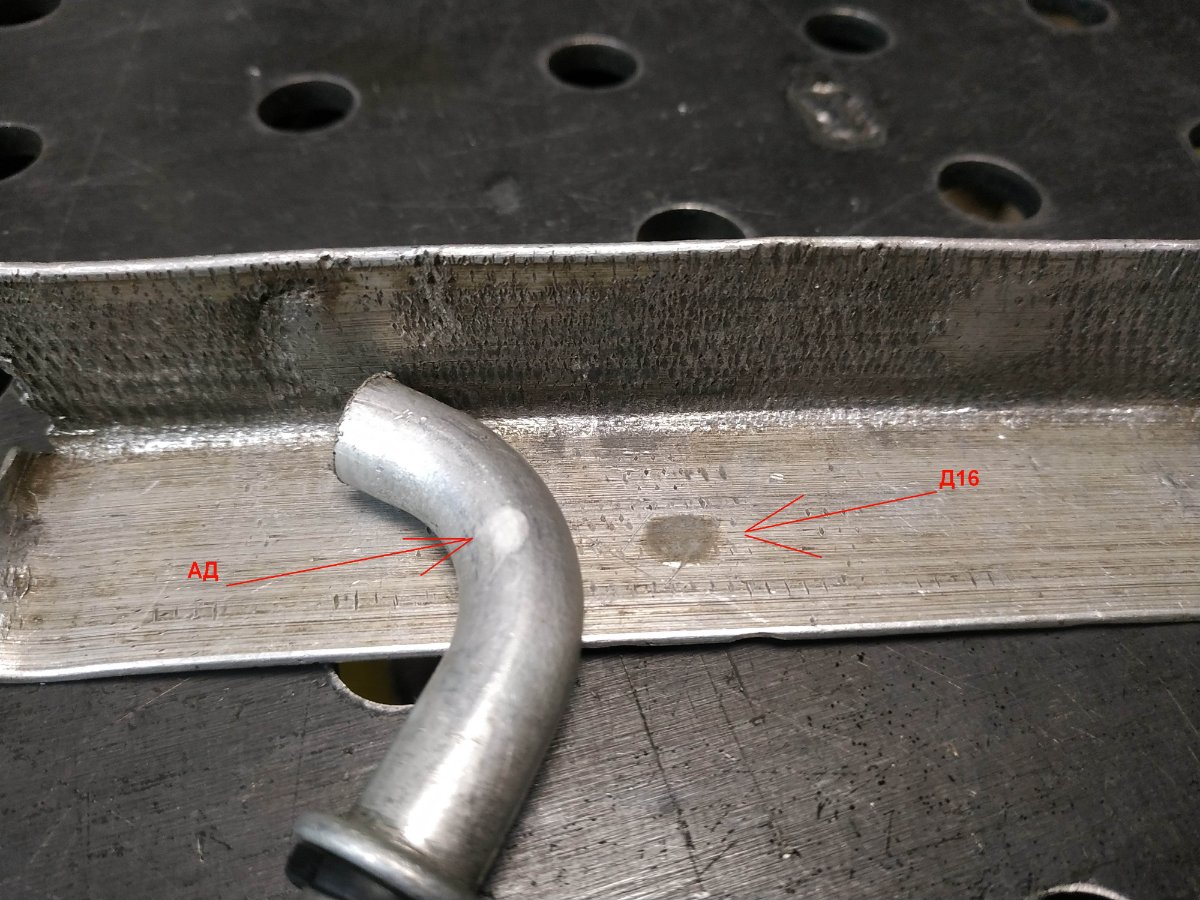
 У меня в архиве лежал только этот DIN, я специально не искал. Конечно стандарты есть разные. Нужно внимательно смотреть как исполнен выход резьбы. Но без выхода резьбы, как в твоем случае, часто давят заход резьбы в картере, если уплотнительная шайба слишком тонкая. При этом не обеспечивают положенного давления на уплотнение из-за недокручивания. Кстати, сломать картер тоже можно.
У меня в архиве лежал только этот DIN, я специально не искал. Конечно стандарты есть разные. Нужно внимательно смотреть как исполнен выход резьбы. Но без выхода резьбы, как в твоем случае, часто давят заход резьбы в картере, если уплотнительная шайба слишком тонкая. При этом не обеспечивают положенного давления на уплотнение из-за недокручивания. Кстати, сломать картер тоже можно. -
Это не пробка, это болт. У резьбовой пробки должен быть выход резьбы, с центрирующим уплотнительное кольцо пояском.
-
Это же "Завод модульных конструкций". Откуда на таком заводе специалисты? Если бы не интернет то и продукцию не смогли бы выпускать.
-
Из какого цвет не поменялся? Должно при гидролизе из прозрачного "Крота" (по научному гидроксида натрия) получиться белесая пена, или черная пена. П.С. Реакция идет не за секунду.
-
Увеличивал циклическую прочность наклепои, не хотелось уникальну пружину рано потерять. Полировал по этой же причине.
-
Да. Я себе на мотоцикл в заднюю подвеску пружину делал - ТО, дробеструил, полировал, красил.
-
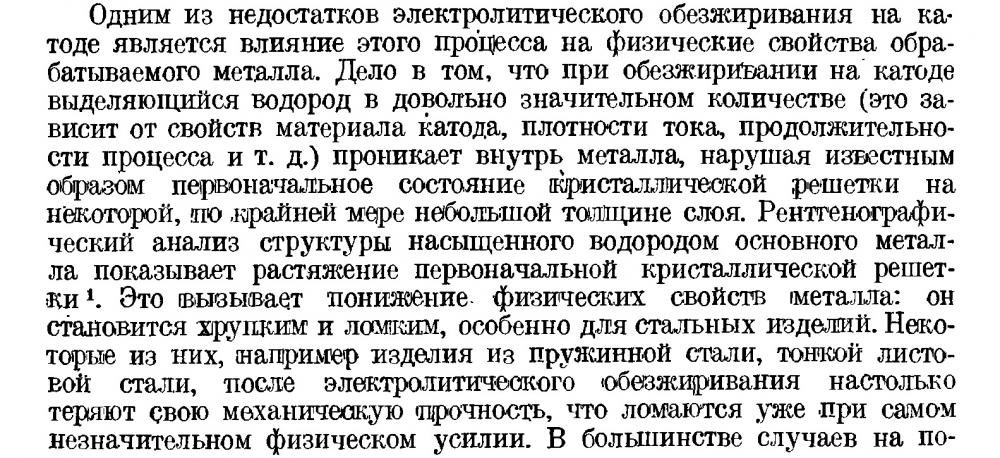
Я глубоко не изучал вопрос водородного охрупчивания крепежных изделий, отметил для себя только про выбор технологии обезжиривания. И как следствия отношусь с настороженностью к прочностным свойствам гальванизированных ответственных деталей, особенно пружин. П.С. Скрины не знаю откуда, лежат у меня просто для памяти об опасности.
-
Ютубные эксперты, как правило, мутят воду. Номинальный момент затяжки, в данном случае для колесных болтов, указан для условий, не предусматривающих смазку. Со смазкой необходимо вносить корректировку в значение (ОСТ 37.001.050-73 Затяжка резьбовых соединений. Нормы затяжки). При этом необходимо учитывать, что колесный болт фиксируется от отворачивания, в основном за счет трения по центрирующему конусу (по сфере - в меньшей степени). "Один мой товарищ..." так колесо потерял и улетел под большой откос. Поставил на Опель колеса от какого-то японца, где диаметр расположения крепежных болтов отличался на один, или два миллиметра от опелевских. Условий центрирования не хватило, болты открутились. Но... Болты имеют покрытие, которое работает как смазка, предотвращающая задир в витках резьбы и коррозию, усиливающую трение. Само-собой в ходе эксплуатации покрытие кончается. Момент затяжки изменяется. "Дpyгой мой товаpищ..." задолбал меня (приходилось привариваться к обломку, выкручивать) со своими болтами (М12х1,5), которые у него постоянно обламываются после автосервисов. Причем, обламываются при откручивание, так-как в автосервисе надрывают при закручивание. Мое мнение? Необходимо обеспечить резьбовому соединение подобающее условие работы. Если механика процесса не до конца понятна, то необходимо обратиться к специалистам (будет не так обидно за сломанный болт, типа не сам сломал).
- 21 ответ
-
- 1
-