hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Сварка латуни, это по сути только присрать, хотя случайно может и красиво получиться. Но не в этом случае.
-
Еще как имеют. Сантехническая арматура практически вся латунная под никелем, или хромом. Вот яркий пример попадалова с неправильным определением материала. Начал варить как нержавейку, ну и пришлось эту покрытую латунь доваривать с нержавеющей присадкой. Вещь моя, и ей лет сорок, все к ней очень привыкли, жалко выбрасывать.

-
А это точно нержавейка, не латунь?
-
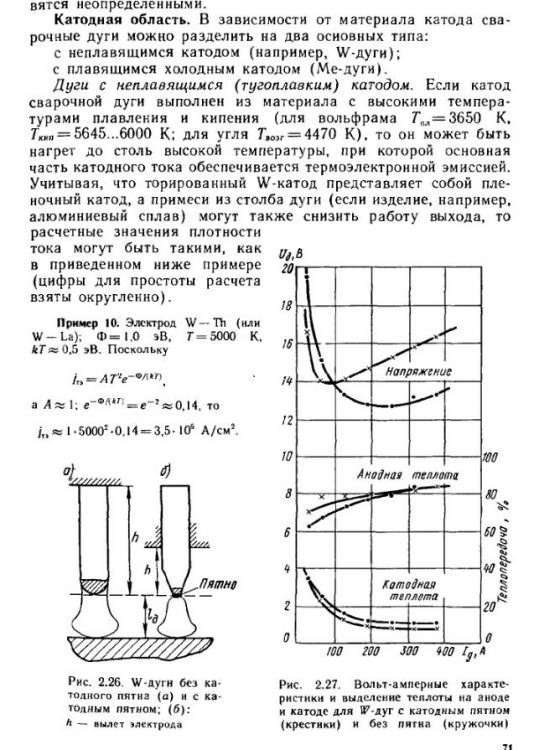
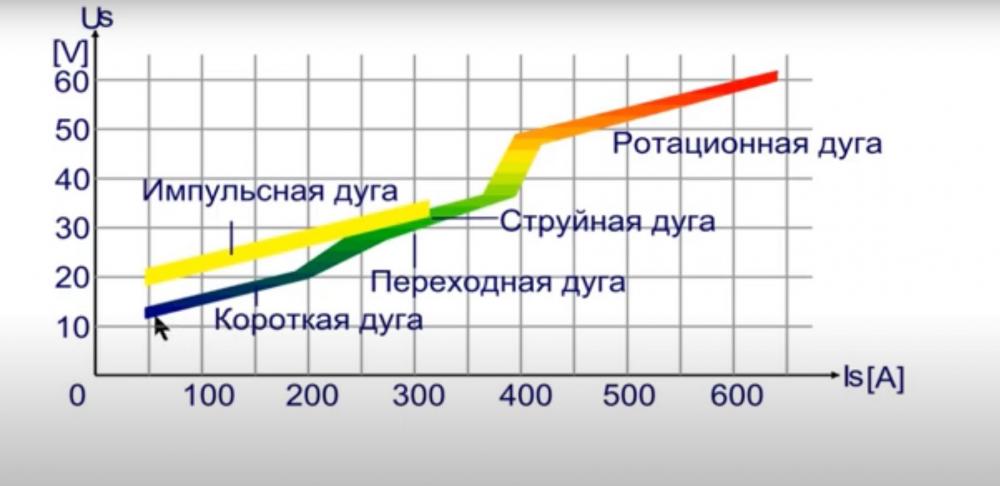
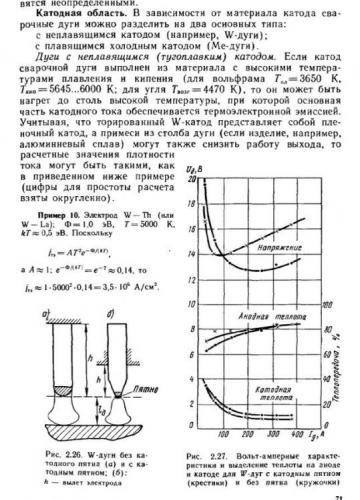
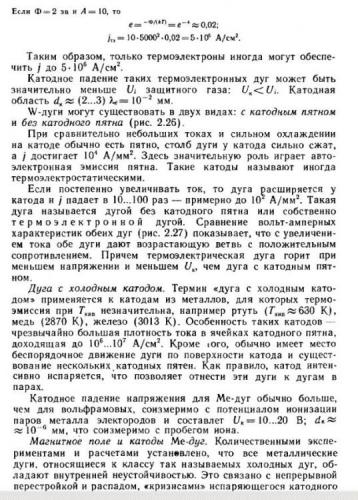
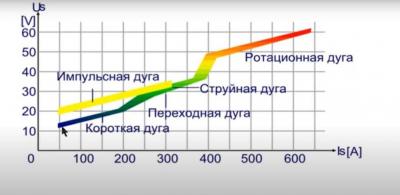
Про шарик. Не все так просто, как кажется. С шариком или нет, зависит от того, какого типа дуга на электроде - с катодным пятном, или термоэлектронная (нормальная). Хотя и на шарике может быть катодное пятно. Вот тут, вполне доходчиво, толкуют за физику дуги.
-
Вот какой ток будет.
-
На Чипе уже про это материалов, на пару диссертаций.
-
У моего знакомого в цехе слесарь работал. - Иван Степанович, при какой температуре вода кипит? - Ну это какой огонёк.
-
Вот по гидроабразиву, может кому пригодиться при выборе технологии раскроя. Гидроабразивная резка различных материалов.pdf
-
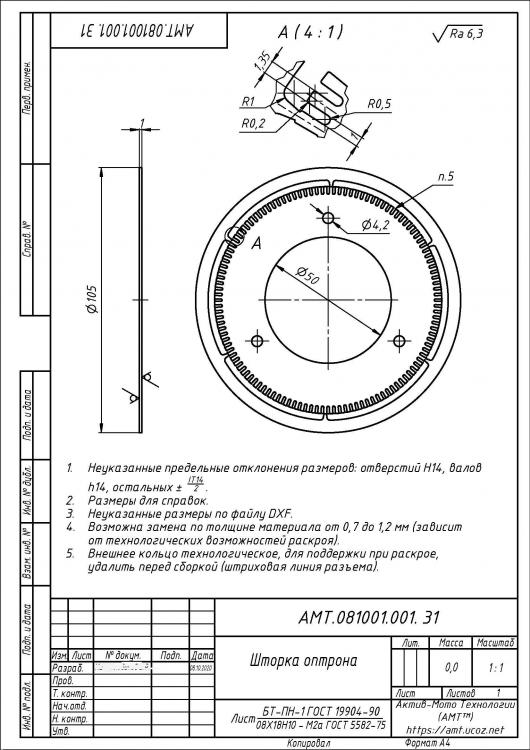
Валер, по качеству и точности реза ты наверное с электроэрозией путаешь. Гидроабразив схож с плазмой, по качеству реза и точности, и имеет самое существенное преимущество - минимум тепловложения в зону реза и большие толщины обработки. А лазер, кстати, вот с какими параметрами по точности режет (см. размер зубца):

-
Кузова сплошным швом НЕ ВАРЯТ. А через перфорацию оптимально 0,8. 0,6 - муторно по времени, а 1,0 - ток для такого типа сварки слишком большой, да и нафиг эта экстремальщина, когда можно по людски сделать. Себестоимость ремонта не сопоставима с трудозатратами, так что можно проволоку 1,0 смело запулить в дальний угол и взять нормальную - 0,8. Добавлю про сплошные швы в кузовном ремонте. Есть места на кузове (переход заднее крыло-крыша; порог-заднее крыло и т.п.) где применяют сплошные швы. Но, такие швы выполняют на неудаляемой подложке, которая, в свою очередь, приварена к детале через перфорацию. И зазор между деталями, при сварке на подложке, оставляют приличный, 2-3 толщины листа детали. Тогда шов получается заподлицо и при снятии усиления не ослабляется.
-
0,8
-
Не смогли под 80 bar шланг обжать, пришлось штуцерок приваривать.


-
Вроде там стеклопластиковую рессору ставили?
-
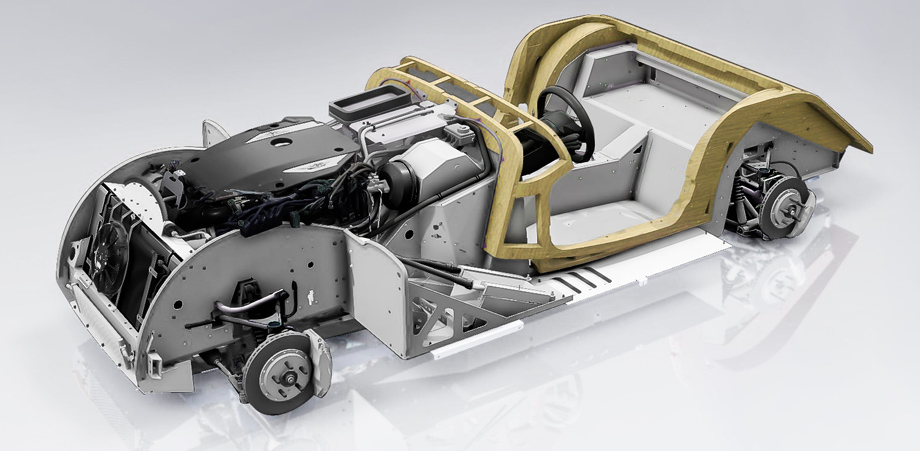
Кстати. Смех - смехом, а вот Morgan Motor Company: "Основным материалом для сборки всех моделей Morgan являются такие сорта деревьев как ясень, дуб, осина, клён, и высокопрочная сталь а также авиационный алюминий." (с) Это современный вариант. А чуть пораньше выглядело так.



-
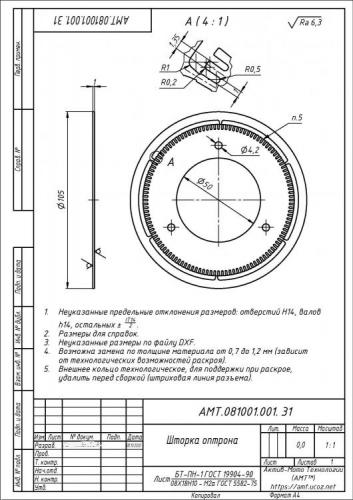
На что только не пойдешь, лишь бы не фрезеровать. Нужен был рычаг со смещением относительно стандартного, чтобы устранить неисправность механизма переключения передач (что-то там внутри перескочило, а разбирать не хочется).





-
В данном случае, "русский бизнес" звучит более сурово: купили ящик водки, водку вылили, бутылки сдали, вырученные деньги пропили.
-
 В условиях производства я думаю это вообще роботом было заварено. Лопнуло потому, что труба 0,8 мм, а нагрузка тепловая (до пластиковой накладки иногда нагревается до ярко-малинового цвета) и механическая (вибрационная и ударная) очень высокая. Там, с другой стороны крепления, до меня уже варили на пол-оборота трубы.
В условиях производства я думаю это вообще роботом было заварено. Лопнуло потому, что труба 0,8 мм, а нагрузка тепловая (до пластиковой накладки иногда нагревается до ярко-малинового цвета) и механическая (вибрационная и ударная) очень высокая. Там, с другой стороны крепления, до меня уже варили на пол-оборота трубы. -
Полуавтоматом говорите? Без поддува? Труба 0,8.




-
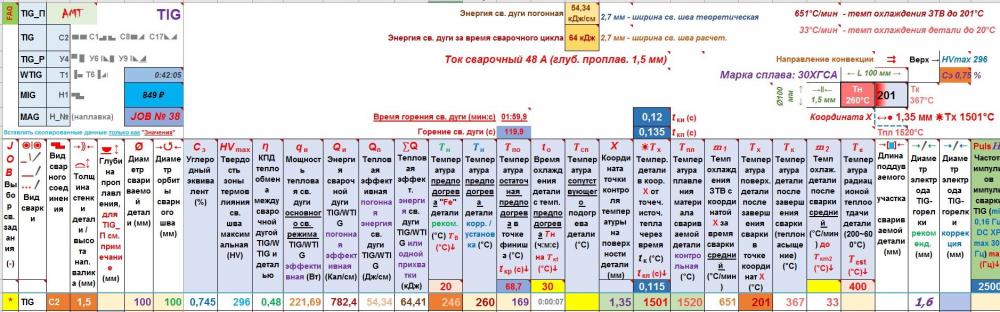
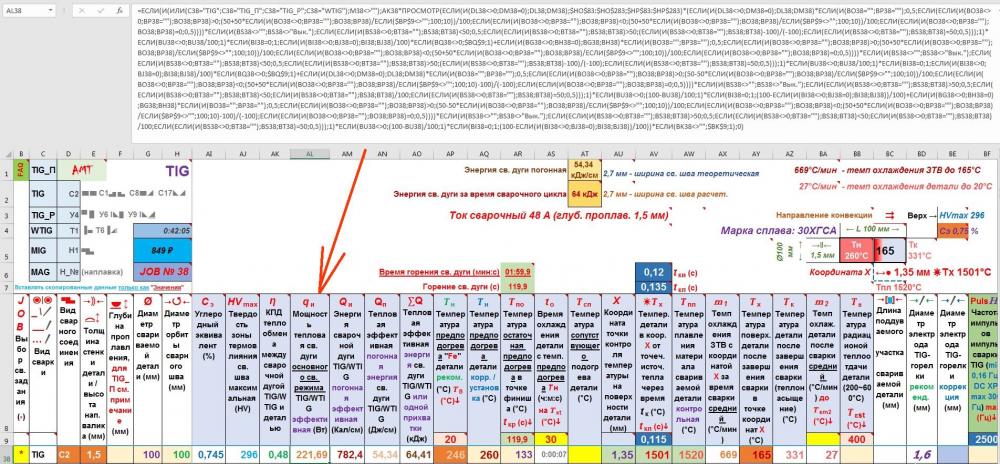
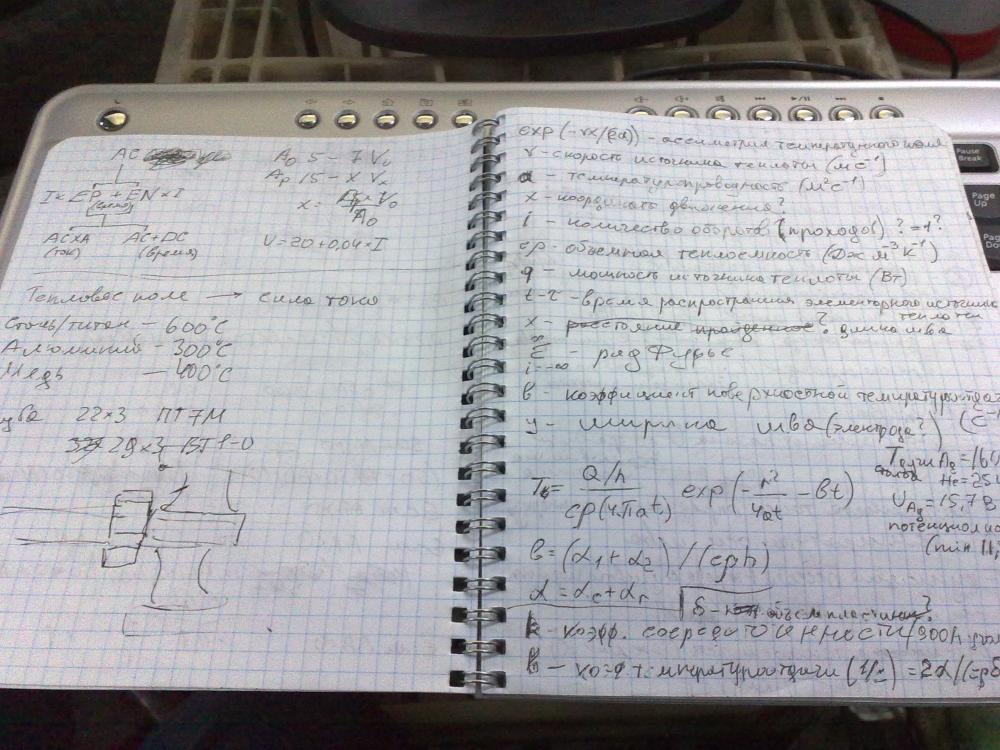
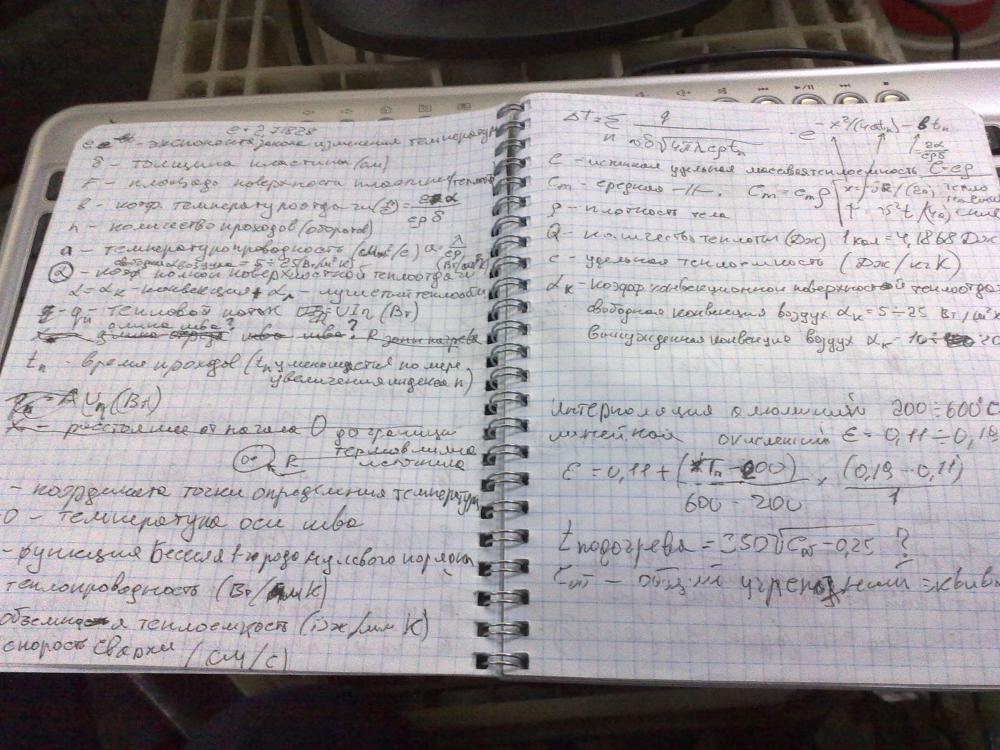
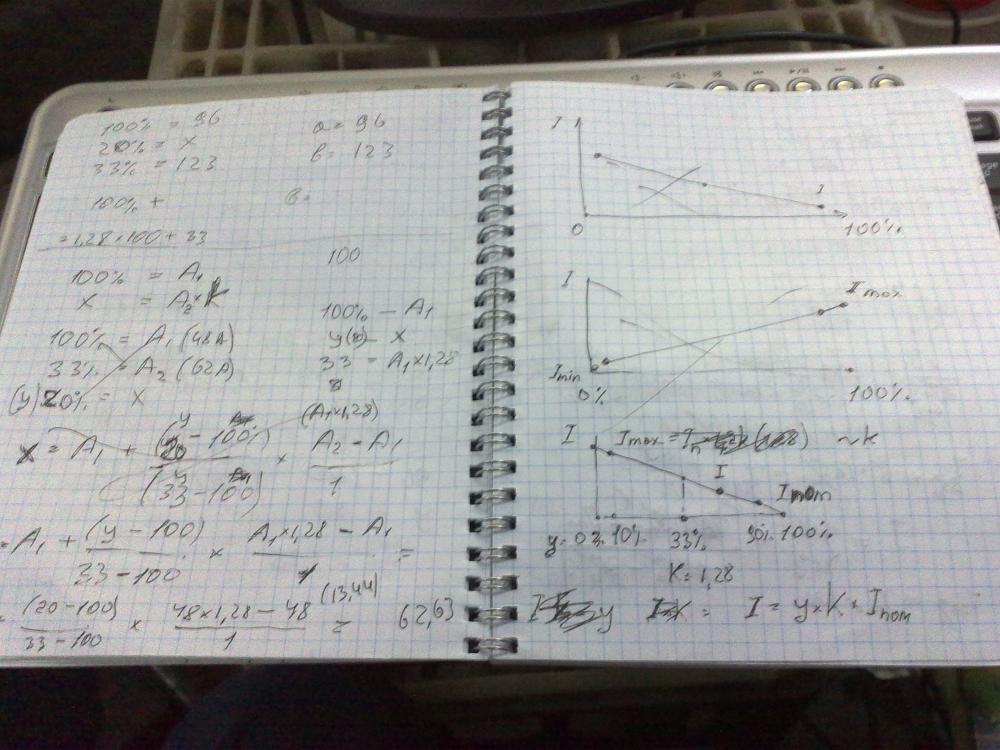
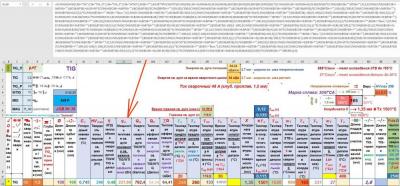
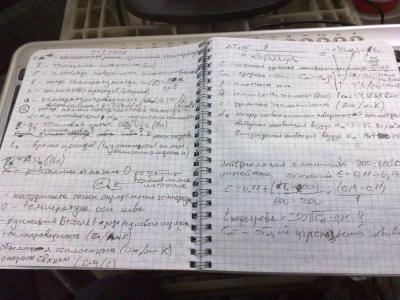
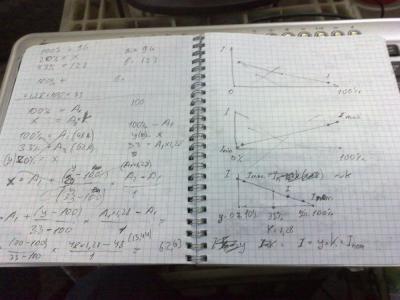
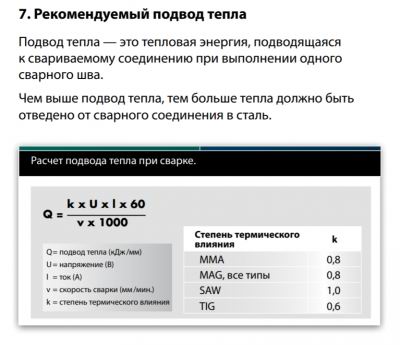
- Я разве про формулу что-то говорил? Я выложил картинку на которой приведены коэффициенты термовлияния. И за эту левую формулу я ничего не упоминал. - Дипломную мне уже поздновато писать, так что я сразу пишу программно-аппаратный комплекс под сварочный автомат, и уж поверьте, источник данных у меня отнюдь не потолок. Вот один из блоков программы, как раз отвечающий за теплофизичекие данные (и отображение программного кода расчета тепловой мощности для примера). Ну и коль нет доверия, что я умею считать в столбик, кусочек черновиков прилагаю. П.С. А вообще, спорим мы об одном и том же, просто рассматриваем результат с разных позиций. Я рад что не перевелись люди способные критически мыслить, есть с кем поговорить.




-
А при чем здесь криворукость сварщика? Я речь вел про тепловую эффективность металлической дуги и дуги с вольфрама. И еще, коэффициент на вольфраме приведен без учета подачи присадки, с присадкой он будет еще ниже. При автоматической сварке ТИГ, с подачей присадочной проволоки, различают холодную и горячую проволоку. Горячую проволоку применяют для увеличения тепловой эффективности сварочного процесса, чтобы повысить скорость сварки. И скорость сварки при ТИГ, которая меньше чем при МИГ, зависит не от криворукости сварщика, а от тепловой эффективности сварочного процесса. Точно такая же зависимость в скоростях сварки есть и при МИГ в защитном газе и под флюсом. Под флюсом тепловая эффективность выше и скорость сварки выше.
-
Еще разок залезу на эту тему.
-
Мой вклад в развенчание этой догмы.
-
У меня пульса нет и не было, и этот вопрос я честно говоря не изучал за ненадобностью, но мне кажется, что пульсы в ТИГ и МИГ имеют совершенно разное предназначение. В МИГе это должно напрямую быть связано с физикой плавящегося электрода - с переносом металла. А вот двойной пульс наверное уже связан с особенностями плавления алюминия. Советую почитать, вроде где-то мне информация по этому поводу попадалась, но пока решил не забивать себе головы ее изучением.
-
А саперная лопатка у меня была 1916 года, деревянная рукоятка аж черная от времени. Походу нашу самую большую военную базу за рубежом снабдили из какого-то исторического музея. Но все вооружение, включая и автоматы, было в потертом, но хорошем состоянии.
-
У нас, на самолетной стоянке, ночной караул днем сменял дежурный по стоянке. Как-то такому дежурному в обед, когда на стоянке никого нет, было очень скучно и он развлекался, поставив автомат на приклад передергивая затвор и радостно наблюдая как патроны выбрасываются. Дергал, дергал и при очередном досылание патрона - выстрел. Прострелил крыло и бак. Правда автоматы у нас были не новые, у меня был 1957 года.