copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
 СТОП!!! Давайте без обид !!! А то понеслось. Речь идет об аппарате, а не что и кого длиннее. Давайте по делу! Продаван не продаван... Каждый по своему расценивает! Данный аппарат был куплен во пользу (лично мое мнение). Его не продают (его купили и надеюсь под него есть работа). Он выставлен (обзор) только для информации (я так думаю, что эта тема была создана для этого). Если у автора есть другие мысли, то можете его об этом спросить. И если хотите через личности пройтись, то лучше в личных сообщениях. Если есть вопросы по делу? Можно спрашивать. Лично я буду отвечать только про функционал этого аппарата (знаю и имею в распоряжении его маленького собрата ТР220). На личности переходить - самое последнее дело. Если есть у кого для сравнения пикомиги и т.п., то тут то мы и будем мерятся
СТОП!!! Давайте без обид !!! А то понеслось. Речь идет об аппарате, а не что и кого длиннее. Давайте по делу! Продаван не продаван... Каждый по своему расценивает! Данный аппарат был куплен во пользу (лично мое мнение). Его не продают (его купили и надеюсь под него есть работа). Он выставлен (обзор) только для информации (я так думаю, что эта тема была создана для этого). Если у автора есть другие мысли, то можете его об этом спросить. И если хотите через личности пройтись, то лучше в личных сообщениях. Если есть вопросы по делу? Можно спрашивать. Лично я буду отвечать только про функционал этого аппарата (знаю и имею в распоряжении его маленького собрата ТР220). На личности переходить - самое последнее дело. Если есть у кого для сравнения пикомиги и т.п., то тут то мы и будем мерятся -
Это пожалуйста. К этому лично я не имею отношения. Я поддерживаю тему, так как этого производителя Helvi я знаю и сам хочу еще больше знать как положительные так и отрицательные стороны.
-
Так вам его ни кто не навязывает. Тут не идет распродажи или ... Речь об описании аппарата, обзор именно этого аппарата и его комплектации. А кому он нужен, тот его и так купит. Не понимаю вот этого ... а сколько? а вот как варит? а чем комплектуется? а кофе делает? Да нет, мне не нужно, я так просто поговорить решил. У меня все есть, да я ваще поваром работаю. Вот так это звучит. Я же выше написал, что под разные задачи есть разное оборудование и не в привязки к этому бренду!!! У вас все есть, вы увидели обзор аппарата. Если есть вопросы, то спрашивайте. Если нет, то я вам его не везу и в дверь не стучусь - НА, а теперь отдавай мои деньги. Я не лезу ни к кому в карман. Каждому свое. Хотите сравнить с чем то либо, ДАВАЙТЕ сравнивать. Но тут не магазин на диване и прошу правильно менять понять. И еще один момент. БАБЛО, для меня и 10 000 р. дорого. И для своих задач у меня есть то что решает их. А когда прихожу в магаз и мне предлагают ... не буду в крайности впадать, так купив понимаю, что было все фейком и к реальности не имеет отношения. Тут идет обзор реального аппарата. Если у вас есть вопросы, что этот аппарат может решить, а что не может и вы хотите это в реалии увидеть, то обращайтесь.
-
Честно, обидно! Дело не в этом кому и как называть. Рекомендованная розничная цена - округлим 4000 евро.... Но от этого вам легче? Я не хотел засорять эту тему расспросами. Цена может варьироваться от комплектации. Эта комплектация, скажем средняя. Если будет интересно, то можно подробнее поговорить. Т.е. порядок цены вам стал известен. Надеюсь на понимание. О тонкостях или особенностях цены, если вам надо, то в личке расскажу.
-
Еще фоток добавлю. Главное то забыл Прожигов нет!!!! прихватки сделаны до сварки. Но фото сделано после сварки, т.е. чтобы посмотреть на обратную сторону после сварки. Прожигов нет. обратная сторона листа. Так же видно, что нет прожигов. Т.е. это не просто листочек алюминия сфотографирован, как можно подумать.

-
Блок охлаждения нужен и ни кто не отрицает. Опять же под какие толщины, т.е. что сваривать?! Для серьезной работы есть другие аппараты. Странный ваш подход. Вы зубочисткой огород вспахиваете? Не думаю. Поэтому прошу не мешать все в одном котле. Аппарат не на дальние дистанции. Ему этого не нужно, т.е. пушпул. Хотя и это можно подключить. Да и В ОБЩЕМ ваше описание - это 20мм алюминия (черняги нержи) ежедневно и основное. Опять же этот аппарат не для этого. Для этого есть другие.
-
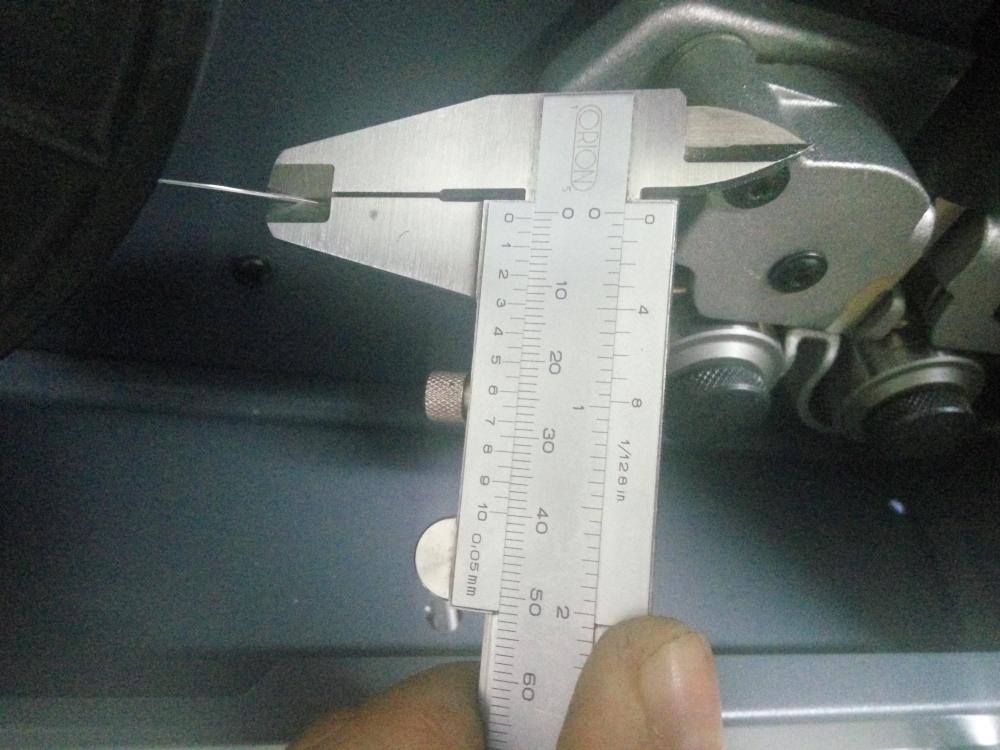
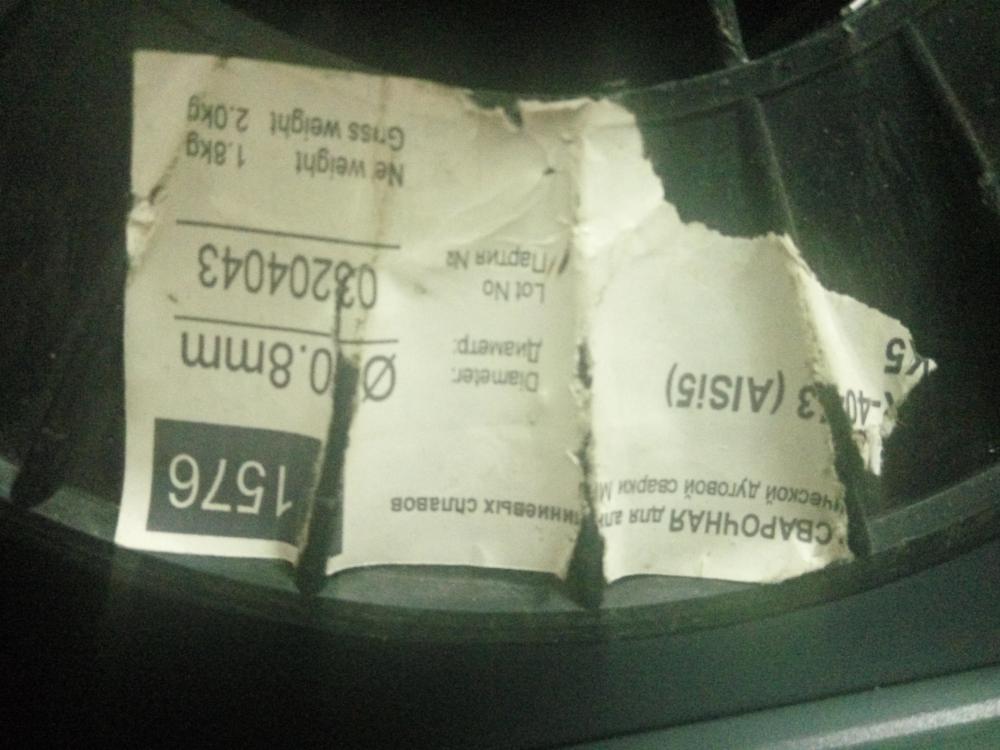
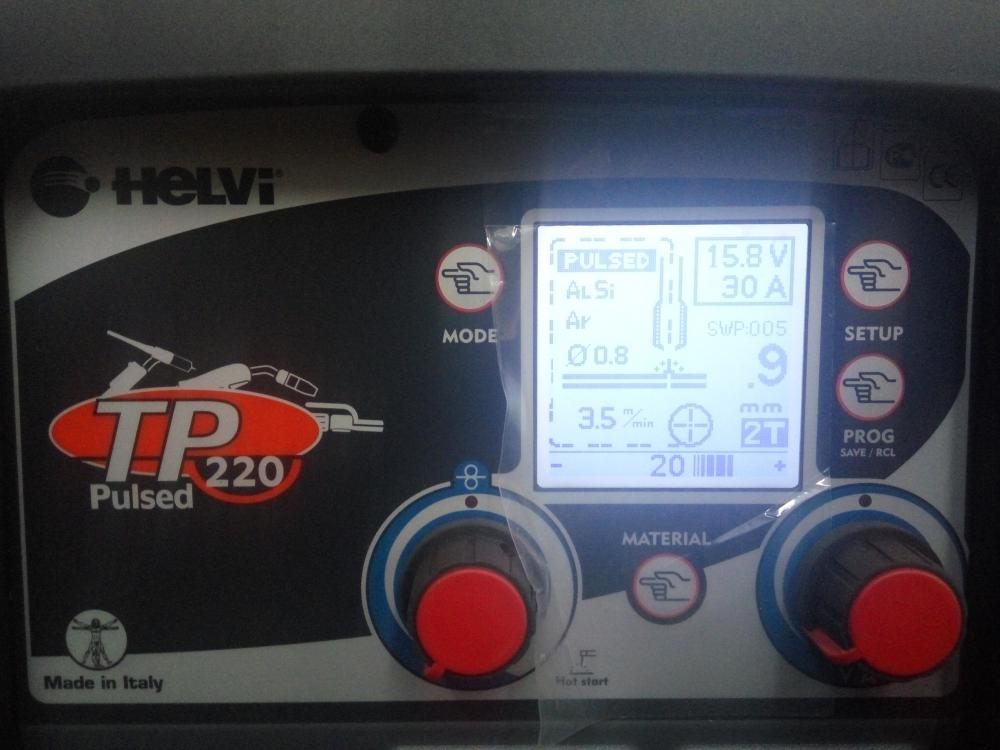
Ну что... Поехали Алюминий... какой не знаю, нет обозначения. Нашел что было и самое тонкое. Замеры показали чуть тоньше 1мм, т.е. 0.9. Алюминий проволока - 0.8 AlSi5 Режим и результат на фото. Какие будут вопросы? Алюминий шел с маслом. Масло обезжирил, но щеткой не тер. Шов сплошной, т.е. держал кнопку непрерывно. Кому надо более качество фото, то спрашивайте. Телефон щелкает очень хорошо, по 3Мб каждая фотка.
-
Я не пользуюсь соцсетями, да и на форум не всегда есть время. В фейсбуке есть акаунт и он не спамит, хотя нет нет, да пришлет что-то. Если вести активность то конечно спам сыпется и т.п. Ну да ладно. Главное не это Но есть знакомые, которые именно соцсетями пользуясь развиваются по бизнесу и т.п. Т.е. для некоторых это не только "поговорить" но еще и как реклама которая не стоит огромного бюджета.
-
Вот это интрига ... я однажды 0.5 нержи пытался на ТИГ без оснастки сварить ... мало опыта было "думать надо" Я готов решить данную проблему и не особо то это проблема. Зависит от размера плоскости. Т.е. если лист довольно большой и ни что его не держит (ребра жесткости, углы и т.п. ) то конечно будет коробить. Но если плоскости не большие, то очень да же весело варится, теперь . И поэтому прошу в набросках изобразить задачу. Можно и в личку. А можно и с образцами к нам. А то все набегами да "посыльные" (ни кого не хочу обидеть), кофе свежемолотый ни как не попьем. Мед - на ноги поставил! Спасибо!
-
Это как к зубному пойдешь. Просишь сделать хорошо. А потом выясняется, что хорошо у каждого по-своему. И чтобы было действительно хорошо, надо было много денег (очень много). А с моим бюджетом мне сделали, так, что деньги взяли на сколько заплатил. Но не предупредив о том что я получу за эти деньги. Тут также, берут деньги столько сколько есть. Ты распаковываешь аппарат и понимаешь, что он не подходит. А в ответ получаешь оплеуху, что надо было больше денег давать. А то что он может сварить обещанное только в режиме 5-ти секунд и дальше БАХ, то он же может тут не поспоришь.
-
У каждого свой уровень. Для некоторых то что было представлено будет являться супер качеством, т.к. до этого момента было не возможно сделать. Для других эти швы были страшными, т.к. и алюминий возьмут травленый и проволока качественная и место любимое с любимым стулом и задача каждодневная. В общем прошу не обобщать и относиться с пониманием. И @termsl, показывает результаты на аппарате который только получил. (фото аппарата с выставки которая недавно закончилась). Поэтому для, например, алюминия, нужно с настройками поковыряться, проволоку возможно поменять или руку с глазом набить. А швы которые мы видим, наших соклубников - так каждодневная работа. Вот идет сравнение двух сварщиков (как пример) - https://www.youtube.com/watch?v=eKTRIBX7okM Это честная битва. А сравнивать новичка (даже если только оборудование новое, то уже не всегда получится сделать так же) и профи в узком своем направлении это не правильно. Прошу прощения за много строк... Надеюсь на понимание. И немного терпения прошу. А в остальном мы постараемся показать результат работы именно оборудования.
-
В личку если надо, напишите. А то многие для бла бла бла. + вам именно этот или другой? Вот и начились крайности. Обычно 0.1-1 мм что алюминия, что нержи - варят ТИГ сваркой. Т.к. даже проволоку 0.8 применив, получается довольно большой катет. Именно из-за этого и применяют ТИГ. Для больших толщин можно и МИГ. Если будет время... Владимир, а выделить время и вот с этой задачей пожаловать в наш демозал? тогда будем варить, баловаться и т.п. Тогда будет понятно, что интересует. Если встык два листа, то нужна оснастка. НИ ТИГ НИ МИГ тут не помогут и листы коробить будет. По алюминию, ТИГ надо руку набивать. Я знал таких сварщиков. Лично мне не совладать. Тут и знания нужны и рука должна быть. ТР230 в пульсе алюминий сварит, но проволока нужна 0.8, не толще. Но возможно будут провалы. Хотя это правильно, но многие хотят без выхода снаружи. Поэтому нужно понять, что хотите как итог увидеть. И тогда будет понятно к чему стремиться, а может и превзойти. Завтра 25.10.2016, будет сварка алюминия. Как раз буду заряжать проволоку 0.8, тогда сделаю фотки. Видео не обещаю, нужна и техника и еще один человек. Хотя правда не знаю, что привезут по толщине. Знаю, что алюм. По нерже, это будет отдельная песня. У ТР220, 230 есть ТИГ горелка, там можно и ТИГ-ом обойтись так что тут у сварщика не будут руки связаны. Еще вопросы есть? Что хотим увидеть? Какое соединение? Внутренний угол (в тавр), наружний угол (оплавление кромок), встык (нижнее положение двух кромок в одной плоскости)? И прошу сильно не мечтать. У нас не бюро сбывшихся мечт. И сварщик я не очень, оборудование все не сделает за меня. хотя и будет стараться.
-
Пример такой, что заводы БОЛЬШИЕ, у кого по 20шт и ... те на складе имеют кое что, для быстрого ремонта своими силами, т.е. блочная замена. А далее уже разбираются, что было по гарантии, а что без гарантии. Есть договор на срочную помощь, но обычно все это не действует. Местные пытаются сами ремонтировать. А когда уже накрутят то в сервис несут. А с них потом дерут, т.к. все что можно сломают и даже чего не ломается и то свернут.
-
и два редуктора Ваш ход 1 по бронзе видно нехватка ХОТ старта, т.е. надо добавить точкУ дабы сразу сплавление было. 2 по алюминию вижу и "жаркие" режимы и нормально подобранные. Но вот есть легкое разбрызгивание, надо крутить количество проволочки, т.е. высоту дуги подкорректировать. Либо перед сваркой щеткой пройтись, если в масле все. 3 черную сталь, я бы так же в импульсе варил. Шов аккуратнее получается и более прогнозируемый. Т.е. можно не меняя режима переходить между горизонталкой и вертикалкой. спрашивайте, что хотите увидеть. Может и сделает, Сергей, если будет метал. Может мы сделаем, только на ТР220, он так же варит. Вопрос прост, что с чем сравниваете и что хотите?! Тогда и будет видно что есть, а чего сделать.
-
Не очень популярная модель в нашей стране. Хотя очень интересный вариант, для таких как сервисы, у кого разные задачи по сварке. Обзор аппарата, это обзор. Можно воспринимать как реклама. А может для кого-то будет как идея. Глюки если будут то производитель будет иметь, что послушать. И не только слушать но и работать над ошибками. Т.е. ОБЯЗАТЕЛЬНО отреагируем!!!! И опять же будет другим интересно, если будут те или нюансы в работе с данным агрегатом. Конечно ссылка на СВОЙ сайт, это не очень красиво звучит и выглядит. Тут все же обзор данного аппарата, то было бы продублировать и тут. Все же сайт для сварщиков. А бегать по сайтам и тем более не очень известным, лично меня не очень радует. Хотя из любопытства, зашел и в целом понравилось. Теперь от себя добавлю. Аппарат хоррош тем, что включив в розетку аппарат сразу готов работать в любом из режимов. Т.е. для каждой горелки присвоен свой тип сварки, т.е. для алюминия, черняги, нержи или пайка медной проволокой. Так вот. Настроив каждый вариант сварки, аппарат переходит в режим сварки быстро и не задумываясь, когда вы нажимаете на кнопку на соответствующей горелке. Т.е. начали варить алюминиевый корпус ауди, то взял горелку для алюминия и сразу варишь. Надо заварить глушитель, то взял другую горелку и сразу начал варить. Не надо дергать катушки, не обламывается корпус катушки, не надо дополнительного места под катушки, не надо времени на промотку проволоки к горелке и .т.п. Поэтому этот очень быстрый аппарат для практически любой задачи, которая попадается в автосервисе. Но начинка мощная позволяет и рамы грузовиков без проблем варить. И тут вы можете пользоваться внутренней памятью источника. Т.е. ранее отработанную программы вытаскиваете из памяти двумя кнопками и готовы варить. Главное, что сварка и импульсе! + маленький, это сварка ТИГ. ТИГ без HF, но при этом вы не повредите электронику авто. Вам достаточно коснуться детали, нажать кнопку на горелке и приподнять горелку. Дуга мягко и БЕЗ ОТЖИГАНИЯ электрода зажигается. Может звучит как реклама. Но лично мне он понравился. И можете чем угодно закидывать, но этот аппарат стоит внимания. P.S. еще забыл добавить. В комплекте вы получаете все горелки: 3-и шт для МИГ и одну для ТИГ. Все они разного цвета, что упрощает их эксплуатацию. А это мелочь, но приятно. Кстати, колеса с роликовыми подшипниками!!!
-
@selco, Валерий, а полностью согласен, что развитие идет и это хорошо. Но вот из жизни, был на одном заводе, стоит "форсаж". Все бы ни чего, но вот бывает, что глючит. Т.е. на АС режиме пропадает АС и аппарат впадает в ДЦ. И так работает пока его не выключишь и пять минут не подождешь. Так в рамках предприятия это ахтунг. Точнее сварщику минус в зарплате. Продували, освещали, но не помогло. Т.е. нести в сервис надо. Это после года эксплуатации. Есть еще ряд предприятий, где после некоторого времени закончили эксплуатацию Форсажей. Опять же, пока новый все хорошо, а потом пошли проблемы. Поэтому, конечно нужны отзывы от предприятий и не одного года эксплуатации. Да и если будут хорошо работать, то пусть работают и пусть будут у них продажи. Но без обмана. Т.е. если они взялись за столь хорошее дело, то пусть не бросают благое дело и тянут лямку до конца. А то как сервис начнется, то встанут. Мое мнение, что наш сервис встает по причине, китайского производства плат или ... в общем у нас нет комплектующих. А менять платы становится не выгодным действием. Или наоборот на этом начинают зарабатывать. И еще один момент. Конечно все понимают, что любой ломается. Но вот скорость ремонта должна быть скорой! Но если этот производитель вылезет только за счет ДАЕШЬ РОССИЙСКОЕ, то тоже не верно. Конкуренция должна быть и здоровая.
-
Лично у меня к этой компании нет претензий. И если покупать кто либо будет тот пусть проведет анализ перед приобретением. Основные моменты я указывал ранее. Дело не в фуфле. Дело в применяемых комплектующих. Температурном диапазоне и другой разбег по характеристикам. Т.е. чем уже диапазон работы тем нежнее изделие получается и не любит различные перепады. Я не производитель и скорее всего ни один производитель не скажет низа цены. Касательно немцев, то у них цена высокая, т.к. в целом приобретаете оборудование, которое прошло ряд проверок и выпустив продукт на рынок его уже ранее обкатали. Документация ведется на очень высоком уровне. Конечно не всем ее предоставляют. Так же весь софт, т.е. даже чертежные программы куплены не в серую, а все имеют лицензию. Так же виндоусы всякие и т.п. В итоге получается все это дает относительно высокую стоимость. А и еще один важный момент, то у них за бугром каждый отвечает за свой узкий кусок. Т.е. один чертит, второй клеит, третий крутит и т.д. А у нас это можно все в одном человеке найти. А еще и один же запрограммирует. Ну и курс добавляет песню. И детали тот же Китай делает, только пропустив через дополнительный конвейер где происходит оценка и доп контроль, накладывает дополнительную стоимость. Это из разряда, когда дядя Вася на токарке сделает детальку дешевле чем тот же Ганс. Т.к. ЗП разные и дядя Ганс с этой суммы еще будет налог платить. А еще наш дядя Вася может накосячить и этого не боится. А вот дядя Ганс дает гарантию и если накосячит то будет решать за свой счет как исправить. Ну и + бренд и .... тут конечно много факторов. Учитывая, что они. немцы, получают ориентировочно столько же на руки, но вот столько же уходит в налоги и медицину и пенсию. А мы ни чего этого не имеем, т.к. не платим.
-
Вот наклейки попали в кадр ) Выделил красными кружками. Т.е. наш цифровой дом "форум" был на выставке! Были еще "скрытые" знаки принадлежности к закрытому обществу .... но не попали в кадр.
-
я не требую. Вы говорите что о чудо... Вам это интересно... Так вам и звонить и общаться. Я говорю о фантике, в который вам завернули аппарат. Т.е. есть информация но она представлена в виде цветной и красивой обложки! Или мне за вас нужно понять, что там может быть и где обман? В чем суть вашего интереса? А если нет обмана, то я только рад. Что есть честные люди в частности производители.
-
Я все не знаю, начиная от спец трансформаторов, дроселей и т.п. Это надо калькулировать. Знаю основное, что чаще вызывает проблемы. А все знать не возможно. Но догадываюсь, что стоит все равно в общем не копейки. Может не 50% от конечной стоимости но и не 1% и не 10%. А корпус сколько стоит, покраска... И т.п. И про программистов не понял. Вы хотите услышать себестоимость аппарата? Или что хотите от меня услышать? Я уже теряю нить вашего интереса. Если вы все знаете, то можно начать с предоставления ваших знаний. С вашей калькуляции. И еще конечно хотелось бы услышать и увидеть где есть ваш программный продукт, который работает. Но не по принципу мигающего светодиода, а с системой опроса неких датчиков и адаптации под настоящие условия. А то каждый себя считает программистом кто перестанавливает Windows у себя дома и кому то ни было.
-
у нас на сайте нет, но мы высылаем. так же на сайте есть информация по проектам типовым Но сайт давно не обновлялся, поэтому актуальную информацию и высылаем. Есть заводы. есть частники, есть демозал. Т.е. проверить, спросить всегда есть возможность. https://www.facebook.com/helvispa/photos/ http://helvi-weld.ru/blog/2016/
-
А у нас есть тот кто покажет себя с лучшей стороны. Так что жду в гости!!!! Сделаем фото и видео для форума, может кому будет интересно!
-
Вы лично тыкните носом МЕНЯ куда звонить и кому!!! А то на их сайте ссылки на сайты с общей контактной информацией. Если бы мы такие референт листы давали, то можно кого угодно туда вписывать. Пока доберетесь до контактного лица, либо поседеете и деревянный макинтош усохнет либо денег на телефоне не хватит. Обычно референт лист это список оборудования либо название модели и контакт, кто лично знает где этот аппарат работает либо контакт того кто сам работает. Т.е. мастер цеха, либо сварщик либо ... Но не: нажмите кнопку один если вы хотите чтобы вас послали туда, либо два если хотите пойти в другую сторону.