copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
 так после водички думаете лучше будет? Ведь вода попадет не равномерно. Может получиться как Америкосы вмятины выправляют в авто - нагрел, остудил и бумс, вмятина ушла. Следовательно где вылезет то в другом месте наоборот может пузырь дать.
так после водички думаете лучше будет? Ведь вода попадет не равномерно. Может получиться как Америкосы вмятины выправляют в авто - нагрел, остудил и бумс, вмятина ушла. Следовательно где вылезет то в другом месте наоборот может пузырь дать. -
да при том, что на инверторах количество фаз не последнее дело. Я не идиот, чтобы не понимать о чем идет речь и т.п. Я именно про питание источника говорил. не в этом дело. как вы говорите, деионизация, то она произойдет когда дуги нет. Промежуток (дугу) поддерживает разогретый электрод.Следовательно если шарик большой и электрод толстый, то обрыв буги будет конечно вероятнее на низкой частоте, т.к. ждать следующей полуволны долго а электрод уже остыл. Вот и дуга гаснет. Поэтому на старых 50Гц аппаратах в процессе сварки осциллятор поддерживал эту дугу. На инверторах скорость переключения быстрее и времени для закрытия одних и открытия других транзисторов нужно куда меньше, поэтому даже на низких частотах переход через 0 минимален. Но теоретически если тут наложилось несколько моментов, как толщина электрода, размер шарика, программный переход через 0 и материалл, то: - остывая быстро, ведь на большом токе держит дугу, а на малом гастнет, происходит быстрое остывание детали (алюминий быстро перераспределяет тепло), - толщина электрода достаточно большая и горелка с водой, что быстро отводит тепло и электрод остужает - переход через 0 сделан с запасом от скозного пробоя приводит к обрыву дуги. На трехфазных инверторах энергии больше, т.е. просадок меньше и следовательно пульсации не такие, инвертору легче отработать весь процесс преобразования энергии. А в монофазных инверторах могут появляются различные наложения работы электроники, которые дадут в итоге поломку инвертора и это компенсируется софтом.
-
я про это же и написал. Сопротивление хоть и малое но оно изменилось. Как источник на это реагирует, я не знаю. Сложно сказать не зная 100% физики процесса. Но малый дроссель или большой, возможно это за счет источника скомпенсировать, если он позволяет. Не все можно вытянуть особенно на однофазных.
-
напруга на него постоянная, в норме? На реле что написано?
-
это нарекание к обслуживающему персоналу или тому кто работает и должен обслуживать. Надо чистить периодически или как появилась проблема, то клапан разобрать, промыть и собрать! Это так сказать сцепление в авто, редко но менять надо. Здесь не менять, а почистить.
-
Ну тогда не должно быть перемычки между диодами и на массу. Странно получается. Что же, может Алексей прольет свет на ситуацию. Лично у меня такого аппарата не было ни разу.
-
не не... Видимо действительно штырь или как у моего знакомого - НАПИЛЬНИК ехал по Москве и опа ... Приехал в шиномонтаж - а там покрышку снимают и напильник ему вручают Ну лично мне не известно. Принесли диск - вот помоги. А с хозяином диска я не общался. Тот кто принес, так же не в курсе или молчат
-
Вот сколько слов, а цифр нет. Вы бы к делу!!! При сварке, одним глазком на дугу, а вторым на панель. Посмотреть ток что показывает и напряжение, следовательно при нормальной работе и при обрыве. Скорее всего проблема в софте, которую сложно оценить и почувствовать. Брима к сожалению не показатель. Т.е. если ЕВО есть возможность что либо изменить. надо держать беседу с производителем, то с бримой все таскливо. Для сравнения надо бы, что серьезнее, т.е. любой фрониус, евм, линкольн и т.п. Действительно логичным кажется проводимость. Т.е. когда ванна есть и относительно большая (ванная расплавленного метала), то видимо меняется проводимость и характеристика источника не вытягивает до необходимых параметров, чтобы держать дугу. @BAN, высказал единственную логичную мысль.
-
если толсто и быстро, то после увода горелки - шов красный. А это куда более 400 градусов. Следовательно если швы не длинные, то можно и водичкой то полить
-
хорош издеваться . Тут вон какие чудеса народ показывает. А я что?! Хуже? Кроме паяльника с канифолью еще и горелочку могу держать в руках. Руки то одни, из плеч растут P.S. диск не мой. Это я как раз аппарат проверял, диск принесли. Было на чем аппарат проверить
-
потрепанный жизнью и хозяином: Дырень сквозная. Уже молоточком и УШМ подготовлено. Как от пули, во внутреннюю часть диска, т.е. в центр, торчали осколки от диска.

- 2 393 ответа
-
- 11
-

-

-
Голову поломать всегда есть смысл. Так мы и развиваемся и познаем. А если сразу и просто, то быстро забывается Если бы да ка бы.... Мой учитель всегда говорил: "со схемой каждый дурак починит, а ты без схемы попробуй" И так я столько техники перелопатил, без схем в итоге, что и подумать страшно. А со схемой то куда быстрее и проще. Но это как говорится - повезло. А по вопросу... ну есть админы сайта. Лично я тут не подскажу. Думаю, что из-за спама. Видимо. передышку потом надо будет сделать мыло есть, если будут вопросы, то на мыло пишите, а тут вопросы задавать буду. Но пока ждем Алексея. Может, что он подскажет.
-
на одном заводе именно на AC\DC (по току не помню) встречал такое нарекание: варишь и все хорошо, но как то бамс и у тебя на электроде постоянка. И потом что не делай, постоянка и все тут. Остается только выключить, подождать пару мину и можно далее варить до следующего раза. Период нормальной работы не предсказуем, иногда от 5 минут, а иногда и день работает. Еще были глюки уже не столько интересные, поэтому не припомню. Этот самый интересный.
-
разбираться надо... сложно по фото так все оценить. Когда железяка перед глазами и руками, куда проще сообразить. Может Алексей, что подскажет. Я в такие тонкости (подробную схемотехнику) не лез, обычно сфоткаешь перед тем как все расковырять и потом ныряю в ремонт. А после уже все восстанавливаю по фото. @tehsvar, что скажешь? Нужен твой ОГРОМНЕЙШИЙ опыт!
-
судя по фото - дополнительное приспособление - утюжок, для дополнительной защиты шва. Либо расход газа подобран правильно с учетом скорости перемещения и диаметром защитного сопла. Но по фото очень похоже на твин процесс или даже ТИГ. Уж больно без единой брызгочки. Посмотреть бы на горелку. Нерж, тройка, пищевая. Единственное отличие, что еще в угол как бы получается, от этого газу не куда деваться и помогает не повышать расход.
-
если на болты, то одно место под посадочный штифт предусмотрите. Тогда собирать будет легче. А если по краям по штифту - то "ВАЩЕ" сказка будет. Так сказать внатяг они будут держать конструкцию, а болты зафиксируют.
-
@nickkk, мысль понятна. Сверлить - на станке. В противном случае вертикала не получить и следовательно дополнительные нагрузки на болты. Болты можно и 6-ку взять. Уголки в любом случае желательны, даже если это буду болты. Т.е. уголки хотя бы на те же болты прикрутить. Самое крепкое и уравновешенное соединение - треугольник. Поэтому когда вы замыкаете систему, то треугольник будет самым прочностным и простым. Может, допустим с низу или с верху по уголку в каждом углу. Это уже придаст большую общую прочность конструкции. Это как табурет. Если есть снизу распорки то табурет устойчивее. Если нет, то ножки быстро разбалтываются. Или еще понятнее на скамейке, там без перемычки по диагонали делать не чего. Да, еще насчет болтов. Кромки тогда должны быть от фрезерованы и конечно вертикальное сверление. Да же лазер не даст столько плотного прилегания кромок как фреза. Хотя какая фреза А да, если болты то на фиксатор резьбы ставить. Не равномерная нагрузка будет разбалтывать соединение и если одно звено вылетит то за собой потянет и остальные.
-
@nickkk, расстояние от сварки... тут зависит какой ширины шов будет. При вашей, даже разделке (да, показали правильно) отверстия не должны повредиться, т.к. шов выше и стоит так сказать на подиуме. Смотрите: Если у вас просчет был с запасом, то по сути надо добавить "косынки" , где бурски стоят. Они придадут жесткости конструкции и как раз будут работать как усилитель. Без косынок конструкция будет иметь места повышенного напряжения. Так же косынки, на лазере изготовлены, будут иметь высокую точность изготовления и следовательно помогут при сборке детали и от дальнейших деформаций. В общем и в целом я пока не вижу ни чего тут такого страшного, что могло бы повредить конструкции при сварке и на дальнейшую эксплуатацию. И еще одно замечание. Если все рассчитано с большим запасом, то делать не сплошные швы. а так сказать пунктиром по 2-3 см. Это сильно поможет уйти от общего нагрева детали и следовательно от какого либо перегрева. А да... Если варить П\А, а отверстия уже будут, то либо закрыть их либо прыснуть спреем от прилипания. Тогда если капли попадут, то не прилипнут и не испортят ни отверстие ни резьбу если она будет.
-
@PetrM, а до этого... точнее сейчас какой пользуетесь? Песок в глазах это удел масок до 5000р. Они могут давать такой эффект и не все конечно. Но все же. Если взять маску то что более 10 000, то там стекла изначально многослойные и уже не дают такого эффекта. Я конечно не весь день варю, но бывает и мой спидгласс пока не подводил. А вот оптрел из-за не правильно (высоко) расположенных светодатчиков, бывает что дугу не видит в неудобных местах и отключается. Но и это не повод глазам болеть. Только временно не вижу шва хи хи хи. давно пора ))) На выставках очень много именитых компаний показывают как они управляют со смартфона аппаратом Теперь и над сварщиком стоит поработать
-
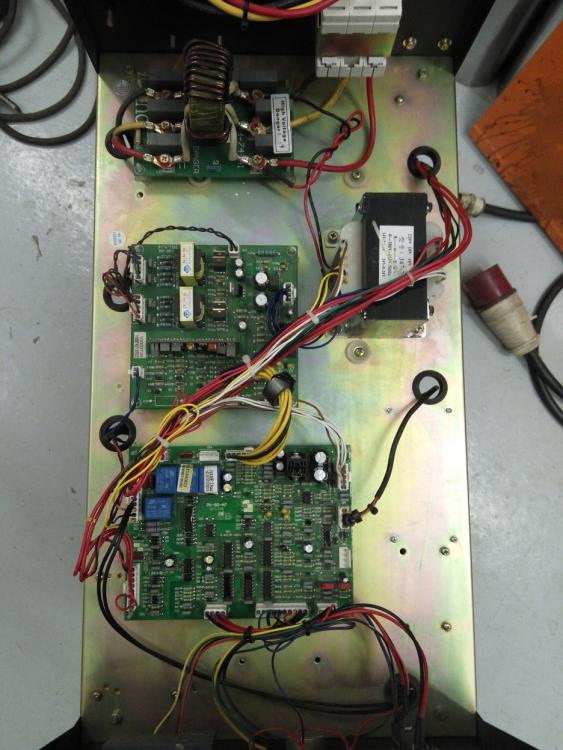
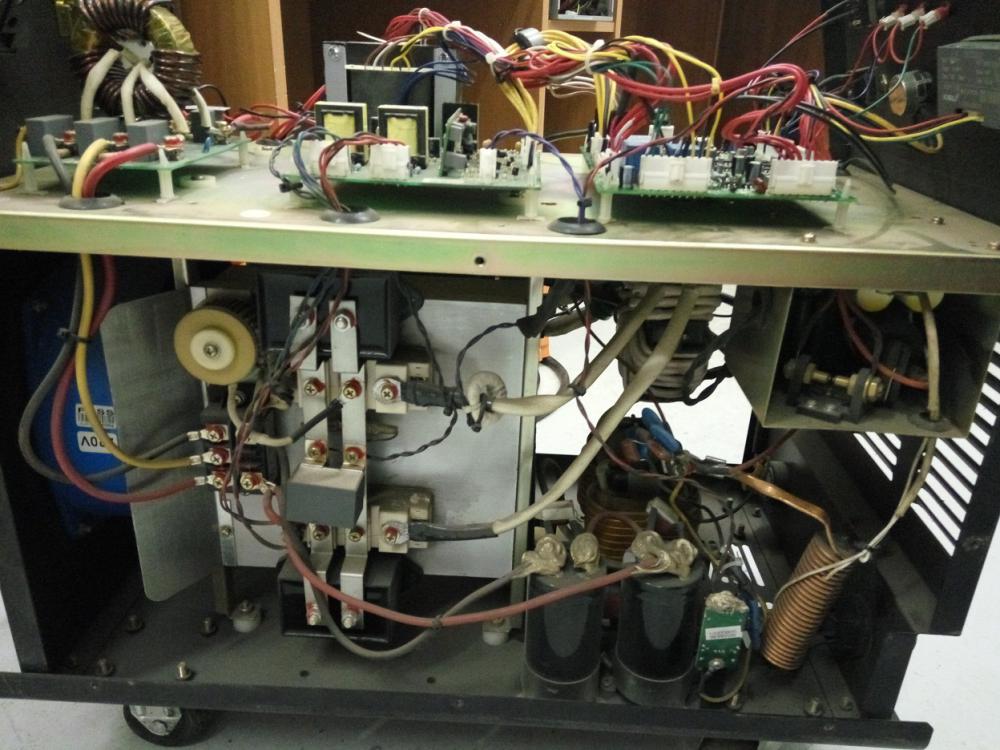
@Barmaley, это с инвертора часть схемы. АС\DC на IGBT модулях. Думаю поможет. По вашей схематике можно разделить по блокам. Получается вполне схоже. Плохо видно. В личку стукните если надо, то крупнее отправлю, размерчик. А, да, и схемку немного разрисуйте по другому. Сразу должно стать понятно. И по мне так 5 и 6 уже с ошибкой. Если там переменка, то диод будет как раз греться на одной полуволне, если они соединены как у вас между + и - VT11 правильно нарисован в схеме? И VT3 точнее его резистор. Все резисторы параллелят диоды, а этот выделяется! И Диоды ли они должны параллелить.
-
@PetrM, пока попахивает рекламой и ни чем более. Ждем фото товара и описание ощущений.
-
@nickkk, мое личное мнение: - нет данных по шву. (нужен провар не нужен, а еще сплошной или на прихватках) - нет данных по прочности конструкции. (вижу, что из десятки, но почему?) Учитывая ваши ответы, получается, что если варить не с проваром или с обоих сторон, то даже небольшая поводка не сильно скажется на результате готового изделия. Если у вас погрешность не допускается, то изготовление изделия обычно делается на черную, а потом делается обработка тех мест где важна точность. @SergDemin, все то же самое и написал. Поэтому максимально точно собрать и сделать прихватки. Прихватки делать максимальное количество. А потом сварить все то что необходимо и как необходимо. Чем мощнее аппарат. тем быстрее он сварит (при определенных навыках у сварщика), тем меньше будет коробления и поводок. А далее к токарщику\ фрезеровщику. На чертеже у вас должна быть базовая плоскость или базовые точки, относительно которых и делать дальнейшую обработку. Т.е. те точки относительно которых позиционировать деталь и обрабатывать необходимо точную поверхность. Так делают ВСЕ!!! От сварки вы можете получить в любом случае поводки. Ведь сварка не сразу с двух сторон. А последовательно, т.к. изделие единичное и не на роботе двумя горелками одновременно. А бруски и струбцины в любом случае нужны будут и нужно варить на хорошем столе с хорошо зафиксированной деталью.
-
Сварог PLASMACUT100 пополним его фотками.
-
а я думал, я такой... Думал раскидаю работу и по-сижу по-думаю
-
/////////////// @Николай ром, ждем новых фото сварки и может какие вопросы появятся или может будете чем приятно удивлены и нам будет приятно познать новое. Действительно не стесняйтесь. Все не стоят на месте и у всех бывают те или иные удивительные приятности. Лично меня интересует как работает на нем синергетика. Что вы выбираете и чем руководствуетесь? Меня заинтересовала фраза: " Нужно приноровиться". К чему? Синергетика тем и хороша, что практически без проблем позволяет получить результат совмещения сварочного тока и скорости подачи проволоки. Вот один шовчик - нормально, визуально. А второй, более протяженный ... ну ... электродом ПТУ-шник и то симпотичнее сварит. Еще вопрос по гарантии. Корпус можно вскрывать для продувки? Гарантия сохраняется?