welderman
-
Постов
4 665 -
Зарегистрирован
-
Посещение
-
Победитель дней
175
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент welderman
-
Шумит бжо, в основном, так это ерунда. Мощная машина стабильнее,к тому же есть задел на будущее.
-
Возьмите русскую машину и будет Вам счастье:Форсаж,Неон,Эллой,Уралтермосвар,Эвоспарк- выбирайте машины ампер на 500 с БЖО.
-
Дык это понятно,это профессиональный стёб на тему отношений в коллективе Вот уже переоделся и на выход иду,даже карточку магнитную достал, догоняет ТокаРЬ, чуть не плачет,опять малёхо накосячил... Итого: плюс 30 мин переработки, токарь спасён, в понедельник пойдем решать вопросы с гонораром
-
Фрезеровщик- лучший друК сварщика,никогда не оставит без работы хотя токарь тоже друк ещё тот

-
Да хрен его знает, мы же не видим, до какого уровня Вы их дожигаете.А вообще, есть нормативка, расчёты и практика.Вам реально надо?
-
Так как кушать надо каждый день, устроился на вторую работу.. Машины-ЭВО 200АСDC,кетайский линейный полуавтомат на 350А, в процессе доставки Эво 350АСDC с БЖО и телегой и ЭвоМИГ500Про Ал.Будем жить... асдс
-
Во мазута попёрла, не ожидал от банальной темы купи-продай,конечно денег очень хочется,к тому же ТW дышит на ладан...верчуся акИ вентилятор,устроился на вторую работу, продаю ненужное в данной жизненной ситуации, дабы контора закрыла долги по ЗП Что касаемо ЭвоТИГа в частности и Эво в принципе–каждый волен выбирать себе что хочет ...имея широчайшие возможности в выборе, я его давно сделал, и не жалею В соседних темах пара моих китайцефф продается, их мне ничуть не жалко. ХОТЯ МАШИНКИ ХОРОШИЕ, но им до Эво, как до Китая раком... в плане архитектуры, ИДЕИ И ИХ РЕАЛИЗАЦИИ,а Эвика жалко... но надо денехх...
-
 А Вы считаете, что у каждого в гараже стоит подобный аппарат?Фотографию или чертёж для получения вменяемого ответа крайне желательно прикреплять в подобных темах.
А Вы считаете, что у каждого в гараже стоит подобный аппарат?Фотографию или чертёж для получения вменяемого ответа крайне желательно прикреплять в подобных темах.- 1 ответ
-
- 2
-

-
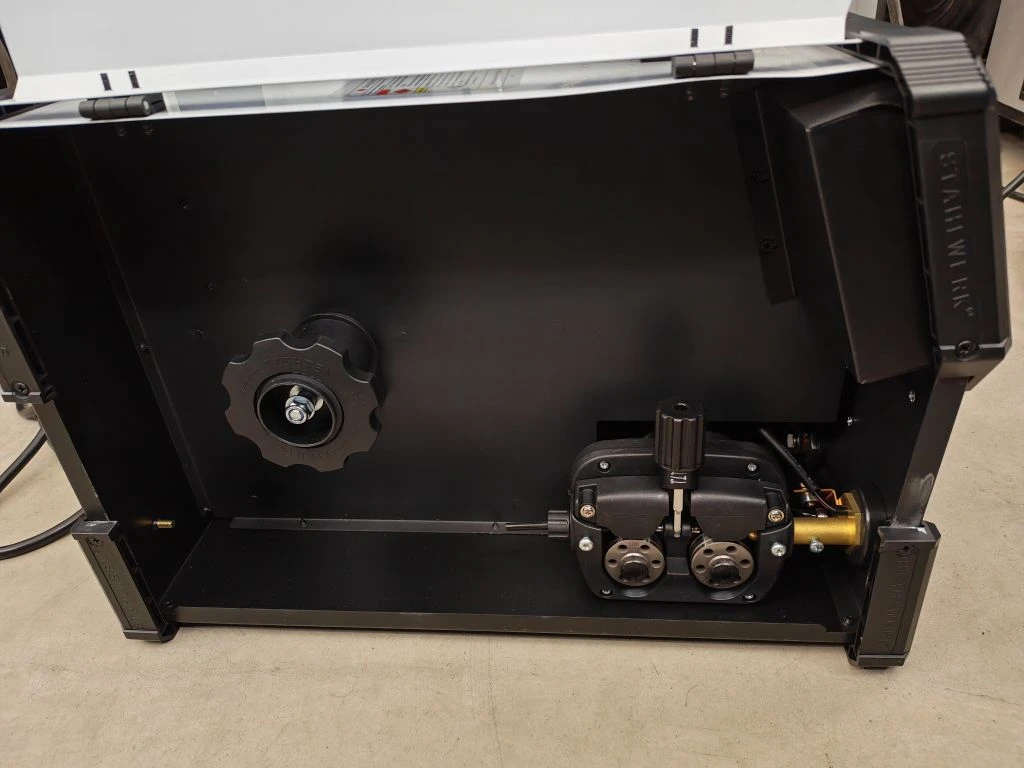
Продаётся импульсный китайский однофазный полуавтомат.Брался для сравнительных тестов, наработка околонулевая, в коробке все причиндалы: горелка 25, электрододержатель и прочая лабудень.Очень достойно себя показал, но далее не нужен.Слегка замят правый бок, в остальном-без замечаний.40 т.рублей.
-
2 года гарантии ещё есть, было 3, год проработал, аппарат абсолютно нормальный-см.выше
-
Один нехороший человек(редиска) почти месяц полоскал мне мозг с данной машиной,два раза "уже вёз деньги", и по итогу—слился. Зато цена теперь–210 000рублей, и не благодарите.А Олежеку из Кирова можно не беспокоиться.С тобой дел далее не имею.
-
Дык,видно же
-
Понты кетайские, спулл-ган либо классическая горелка
-
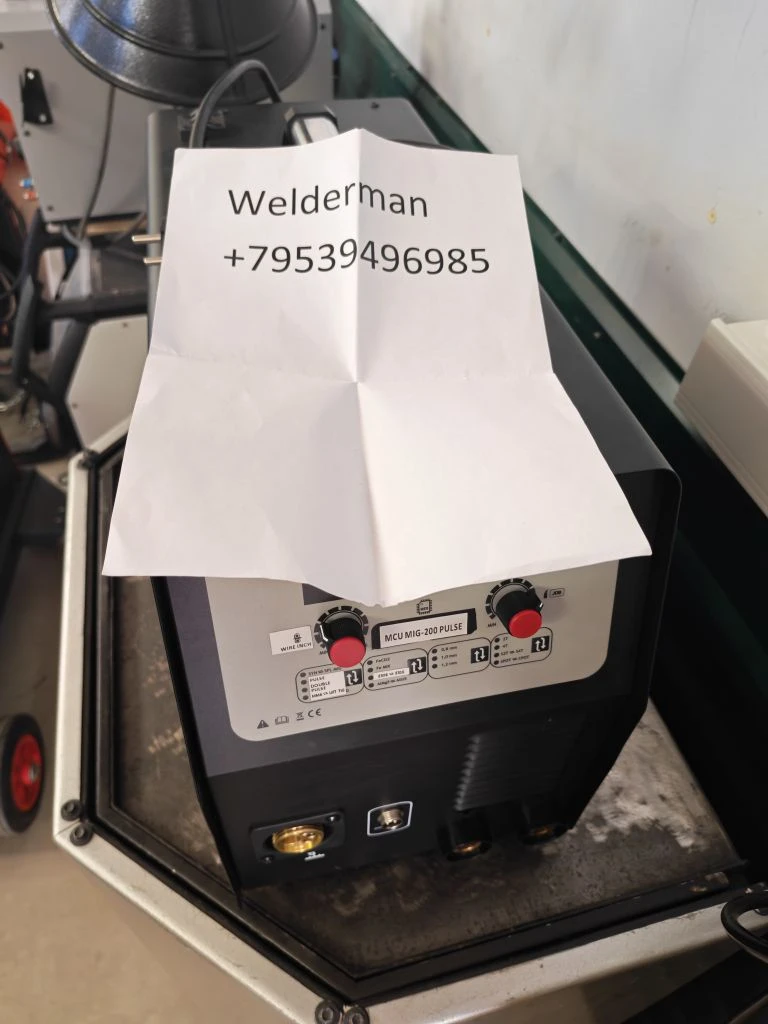
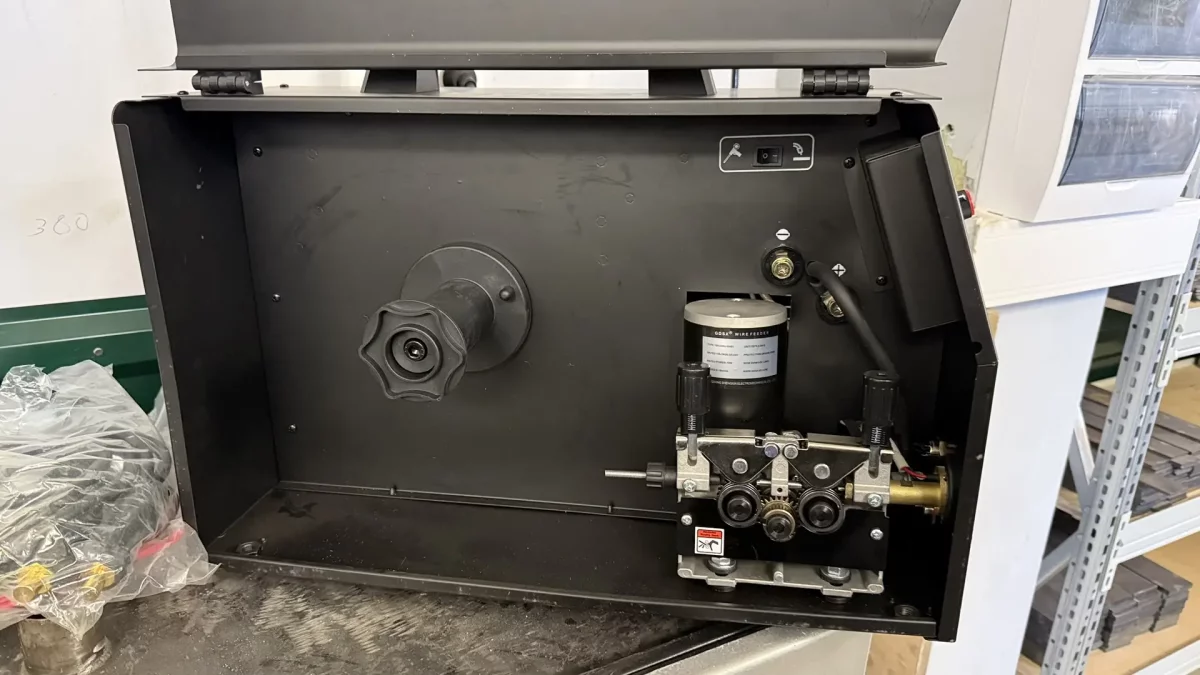
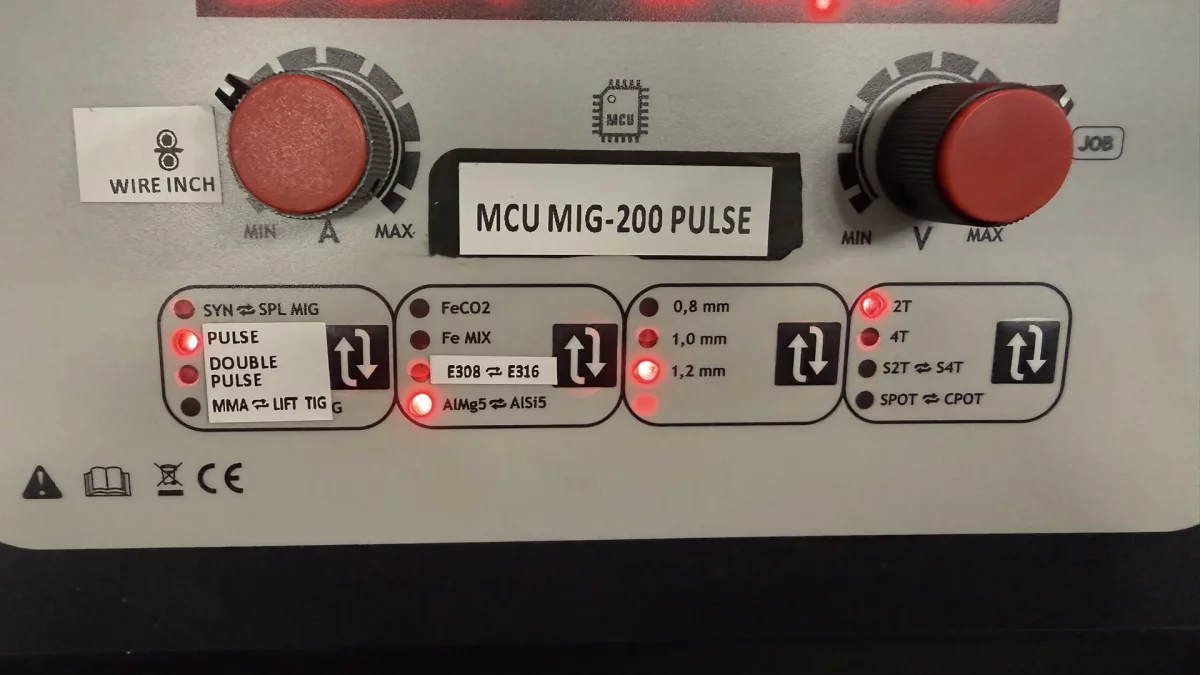
MCU MIG-200 PULSE. Аналог Крамера, с одного завода.Наработка копеечная, и 10 часов не набежало. материалы — сталь, газ (СО2) 0.8-1.0мм сталь, газ (80/20) 0.8-1.0мм, нержавейка 308 газ (98/2) 0.8-1.0мм, нержавеика 316 газ (98/2) 0.о-1.0мм, AIMg 5, AlSi5 газ (Аг) 1.0-1.2мм. Режимы — Синергетика, Пульс, Двойной пульс, ММА, Tig LIFT ] Комплект Горелка MIG 25 3m. Электрододержатель + кабель 2м Клемма заземления + кабель 2м 50 тысяч рублёфф.
-
Нет,не прояснилось.И разработчикам,и TW пока не до этого.Да и мне тоже.Как говорится–в процессе.Следите за эфиром.
-
Это у мелких однофазников, без тележки.Машина на телеге с баллоном ускоряет процесс.
-
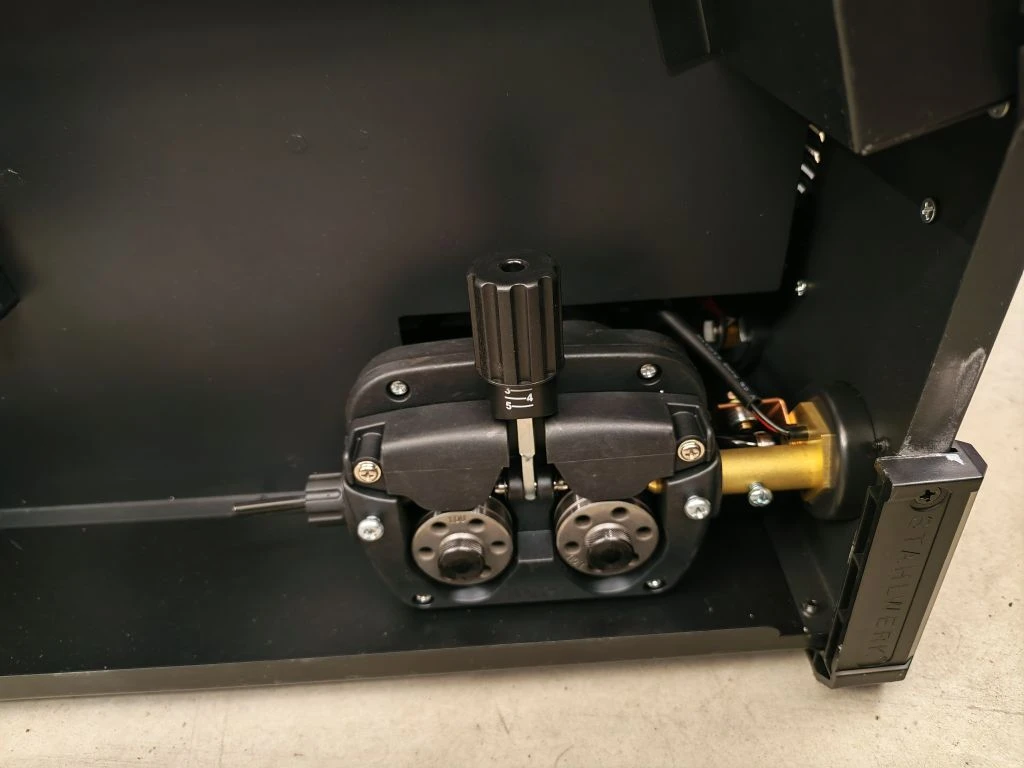
Ток в сварке плавящимся электродом в защитном газе или без оного, с автоматической подачей электрода( проволоки) есть производная от напряжения и скорости подачи проволоки определённого диаметра.Подача отдельно от тока не настраивается.Никак.Вообще.Совсем.Физика процесса такая.
-
И нам тоже.Так как физика процесса не менялась, то, что у Вас происходит, здесь обкашливалось 100500 раз на протяжении минимум лет 15. Из тяжёлого груза лет-99%проблем полуавтомата лежит в линии подачи.0,5% -кривые руки юзера и 0,5% проблемы с машиной
-
Когда пост не один, и сварщиков под 100+ рыл, бюджет на расходники надо как-то считать.Для этого и нормы и ГОСТы и ОСТы, не мне Вам это рассказывать
-
И текст ,знакомый до боли, как бы не моего авторства, ресурс, правда, не помню, и даты тоже.
-
Это просто компиляция из соответствующего ГОСТа 18130-79 и ОСТ 23-4.47-72, не более
-
Видел на выставке.Насчёт лучше/хуже Эво,Эллоя,Уралтермосвара ничего не скажу, так как это очень новый продукт.Краем глаза и уха подсмотрел/подслушал.Ну что сказать, отторжения с первого взгляда не вызывает.Чем больше хорошей некитайщины–тем лучше
-
Так- то медианная норма расхода медных наконечников при использовании проволоки 1.2мм от 3,5 до 5,5 кг на 1 единицу.0,8 мм ещё меньше ,
-
Ну, это вы загнули...даже будь они целиком из серебра, да и с чем сравнивали? Контактный наконечник для сварочной горелки, посеребренный CuCrZr, размер резьбы M8, диаметр проволоки 1,2 мм, диаметр 10 мм, длина 30 мм, 10 штук.-это имелось в виду? Бинцель , который абикор, ими барыжит.Аж по 300+ руб за штуку.Дороговато для массового производства.Для себя любимого–почему бы и нет... По факту–основной материал-та же вульгарная хромциркониевая бронза.И ценник втрое ниже. И ходимость ТПН из бронзы отличается от M3 процентов на 50, ну никак не на порядок...х10