Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Да какой там стол, только если кирпичиков наложить, работа на месте.
-
Приехал ко мне в гости человек, попросил ключик, сломанный пополам, заварить из латуни дабы замок не менять в ящике, почему заварить - с него ключник за изготовление дубликата сего хотел взял какуе-то не реальную сумму. Тиг, БрКМц, ток 30А, обратный валик есть. Кап и кап, минутное дело. Ключик работает. Попутно съездил к нему в гости, надо бы портфолио к лету приготовить, на старый сотовый внятно фотать не получалось. Вот такие вещи делал ему: И ещё всякая фигня по-мелочи. Пол дома вообщем сварено моими руками P.s. Прошу совета в этой теме

-
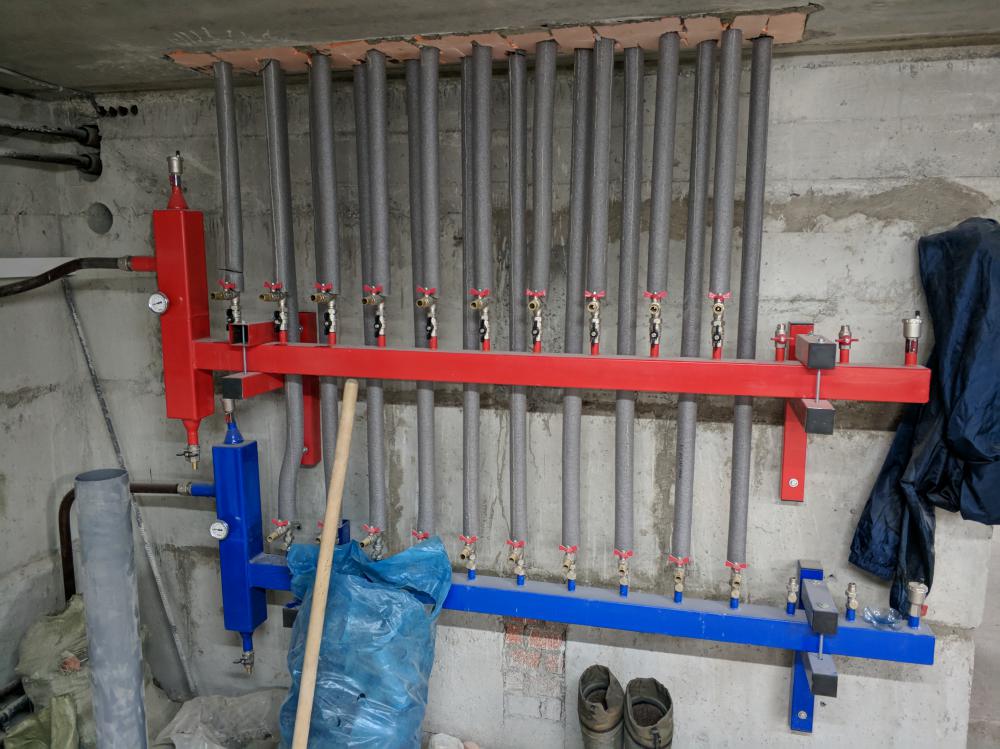
Народ, подскажите пожалуйста нюансы сварки распашных ворот, примерно как на фото выше, конкретнее - соосность створок в горизонтале. Мне вот думается, просто собрать одну большую воротину, собрать внутренний рисунок, потом пополам разрезать и заглушить.
-
Если на аппарате есть кнопка продува, то кнопку на горелке можно не нажимать, если нет, то нажать придётся. Для хоббийных, если сильно эстетика швов не важна, то углекислота пойдёт, тем более заправлять баллон с ней надо куда реже, но с другой стороны сваривать профтубу со стенкой 1-1,5мм, проще в смеси. Да, и не все ПА нормально в углекислоте работают, для работы в ней, при прочих равных, нужно больше напряжение, вроде около 2в, если память не изменяет. Только углекислоты хватает на сильно дольше, как минимум раза в 2 Для смеси - аргоновый, либо любой другой аттестованный 150(225)МПа, но если баллон был использован как кислородный, желательно его провакуумировать, в идеале ещё и помыть. Зы. Я бы взял смесь. Но опять же если работа на открытом воздухе, то газ будет сдувать, поэтому расход нужен раза в 2-2,5 больше обычного, и то без гарантий хорошей защиты, а заправлять уж вам, смотрите как удобнее.
-
В налоговую письмецо накатайте, в качестве бонуса, думается у них там далеко не всё чисто.
-
Я, по своему обыкновению, буду подначивать @BelaZZ, По состоянию цеха видится мне обычная контора, явно не готова шестизначную зп своим сотрудникам выделять, чего вы там со своими навыками забыли? Тем более сам себе слесарь, сам себе сварщик, сам себе грузчик и ещё поди какую вакантную должность совмещаете.
-
Топ-манагеров бы ваших на денёк такой работы, не говоря о чиновниках наших Российских... Надо немцам показать.
-
Тут скорее не то чтобы назад возвращаться, тут вначале просто задержаться надо и естественно предварительно болгаркой сняв лишнее мясцо. А замок один фиг так и так облагораживать. Хотя тоже крайне редко в руки беру.
-
@ЛехаКолыма,@konstantinXX, Народ, самое главное, с присадками то как быть? Спасибо
-
Господа, хочу начать практиковаться в сварке чугуна. Почитал не много литературы, рассматриваю исключительно сварку на холодную не габаритных деталей. Условно подразделяем на 4 вида: 1) Белый, ремонтом лучше не заниматься 2) серый, самый распространённый 3) "ковкий" 4) упрочнённый, легированный всякими примочками Сварку осуществляем не большими стежками, длина зависит от толщины стенок изделия, чем больше теплосъём тем длинней стежок, но не более 30-35мм. Далее проковка, прям по горячему, молоток с круглым бойком, прикладываться надо от души, и ждём пока остынет до 30-60 градусов. После окончания сварки, изделие желательно укутать для медленного остывания. Рассматриваю два вида присадки ПАНЧ-11, на основе никеля и МНЖКТ, на основе меди. В каких случаях какую используем? Постоянка или переменка? Не много поигрался с МНЖКТ на чернухе, на постоянке шов чище, ванна была +-одинаковой, правда я игрался на частоте 100+Гц. Попутно про БрКМц спрошу. Для чего используем, латунь-понятно, для чего ещё? Показалось что сварку ( хотя, тут уже скорее пайка) осуществлять надо на куда меньшем токе ( Около 15-20А на мм), иначе фейерверк?
-
@Alexzzzz, пару рабочих моментов. 1) Плохо после плазмы зачистили края; 2) Току поболее надо бы накинуть, судя по не защищённой стороне медленно продвигаетесь, а судя по цвету шва, толи у вас газ не очень хороший, толи нержа довольно грязная, окислы сверху присутствуют. Не горячекатаная случайно?
-
@selco, Ну не знаю, Валерий, я вот краем глаза на второе видео топикстартера смотрел ибо первое ничего мне не дало, вот там точно лазер, какой-нить оптоволоконный. Хорошо видно на 6-ой секунде, поставьте скорость 0,25
-
Я хоть и приболел не много, на почве этого чуть более раздражителен чем обычно, но: 1) Этому вообще место в цитатнике; 2) Мне одному кажется абсурдность этого высказывания? З.ы. Надеюсь вы не хирург.
-
Теперь я понимаю почему люди на специализированных порталах, о ремонте сложной радиоэлектроники помогают только своим коллегам по цеху. Нет у меня ни вашего аппарата ни хрустального шара. Вот это есть. А вообще чукча похоже совсем не читатель, поискал по вашей проблеме ажно ещё 5 минут. Действительно терморезистор оказался в смд исполнении.
-
На лазер похоже...
-
не найдёте ищите по номеру, если он в смд - маленький прямоугольный с двумя выводами, размером, думается с две спичечных головки. Ну 10кОм вам же написали. Они по обыкновению своему на 10кОм. То не терморезисторы а термопредохранители, работающие на размыкание при нагреве.
-
@Георгий 11, Напряжение перебарщивают. Дуга длинновата, чего-то плоховато настраивают. Не должно быть в струйном переносе столько крупных капель. Вообще из моего не большого опыта и игр в этом направление я понял следующее: горелку надо бы с охлаждением жидкостным ибо 5-10 минут и обычная китайская воздушка на 350А хочет отдыхать, начинаются плевки. Проволока не должна нигде в канале задевать и щёлкать, ролики лучше взять поновее, а массу поувесестее и потуже. Очень своенравный процесс, любящий идеальных вводных.
-
Растекаемость нержи хуже. К слову, 1мм проволокой, сваривая тавровые 2 мм стыки, подачу ставлю на 10м, а напряжение на 20,5В, смесь 98/2. А там току ампер под 180-200. Иначе более менее вменяемого внешнего вида (не горбатого шва не получить) А в чистом аргоне сваривать ПА нержу это вообще глупость, смачиваемости кромок не наблюдается, провар будет отсутствовать напрочь.
-
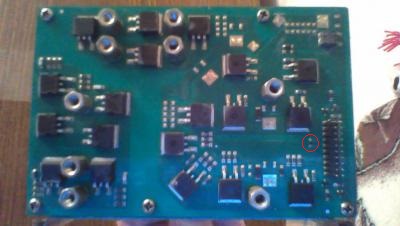
Всё там нормально расписано. r133 - на плате найдите, сопротивление должно быть 10 кОм, искать рядом с радиаторами. Думаю большего уже никто не подскажет, ну или может у кого макрофотки платы будут.
-
@fhntv, Божеш, 1 минута гугления и описание схожего с вашим случаем - слабы эти аппараты на терморезисторы (r133) если верить первой попавшейся схеме
-
В работе более чем устраивает. комплектную массу на выброс, как и все комплектные.
-
Надо медную пластину, с обратной стороны, чтобы от центра шва по обе стороны мм по 45 было её прилегание, лучше естественно больше. Пластине придать необходимый радиус (под обечайку), прижимать струбцинами. Толщина пластины от 10мм, с зазором не большим, должно получиться хорошо, аргон будет проникать на обратную сторону. В идеале ещё по две пластины медные сверху положить с обоих сторон шва, там вообще поводок тогда не должно быть. Двойку продавливать легко. Я сейчас свариваю нержу после лазера, без поддува и пластин правда. Уже до 70А ток поднял с 55 моих рабочих,всё нормуль но всё ещё кажется медленно, хотя шов перестаёт быть золотым и стремится к фиолету, не успевает остыть, при этом побежалости с другой стороны раза в два меньше. С медной пластиной наверное около 100-110А понадобится.
-
Надо толстые медные подкладки, шириной мм 50-70 толщиной 10-20мм, всё гуд будет. Ну это так абстрактные рассуждения. Фотку бы изделий, может чего и придумаем
-
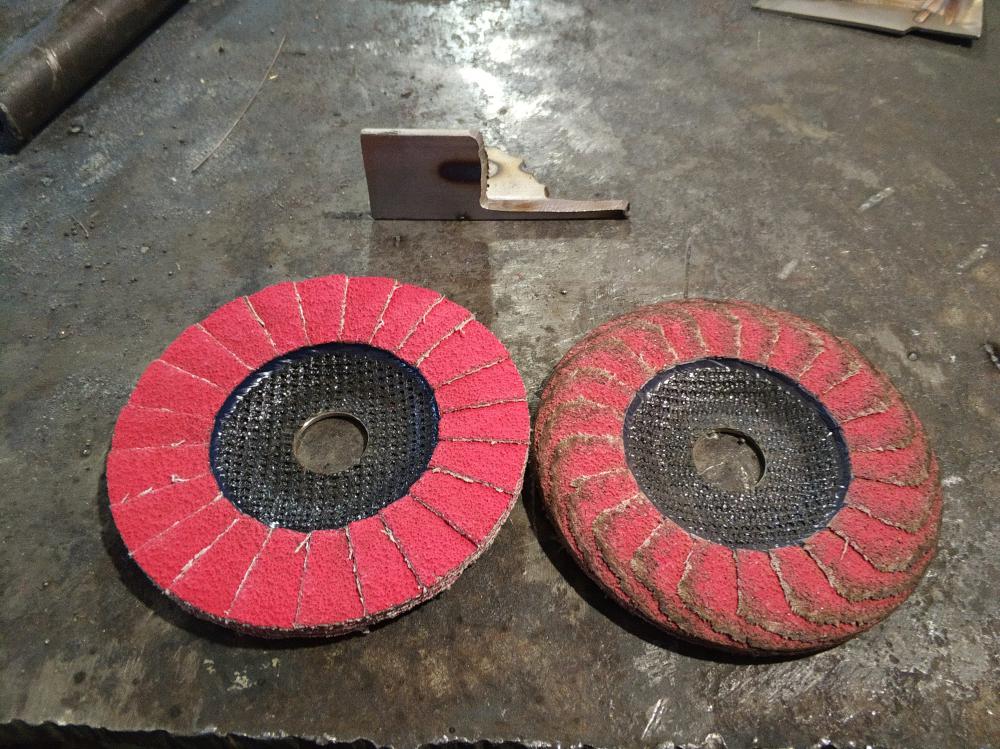
Из разряда обещанного три года ждут Не большой тест КЛТ На фотке 40-ой уголок из нержи, стенка 4мм. 1 минута работы каждым кругом. Потом, для верности, отрезал ровно такой-же кусок, какой выдрал красный диск и синий диск справился за 1 минуту 16 секунд.
-
@круазик, 3-яя фотка