Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Делаю бак из нержи для пожарной машины. Гагбариты: 3м*2,5м*1м Вот результаты 3-х дней работы. Уголок 60*60*6мм. Излишний, но какой был. Вот такие швы, на скорую руку сделаны ПА. Сварка без зазоров и фасок, надо быстро делать. А я и так запарился выпиливать стыки. Сварка в струйном переносе проволокой 1мм. Имеет ли смысл тигом уголок с обратной стороны подваривать? Можете пинать

-
так как Не, без неё все же оксидируется нержа. Подкладка защищает от быстрого попадания окислителей на неостывший металл, а те что есть между подкладкой "выгорают" во время сварки +теплоотвод сопутствует быстрой кристаллизации. Можете наклеить бумажного скотча слоёв 6, он будет гореть и шов с обратной стороны будет выглядеть примерно также. Ну может чуть темнее будет, ибо быстрее остывать ему ничего помогать не будет. Мне не нравится сам рисунок, ежели честно. Но он вполне ожидаем, наверно угол наклона горелки был градусов 40 от нормали. Оксиды после плазмы не зачистили, они повсплывали, что пассивации мешает. В линейном режиме можно просто сделать литой шов абсолютно без чешуи (очень короткая дуга и большой ток, угол наклона электрода градусов 10 от нормали) и по времени возможно даже быстрее + нагрузки на глаза не будет. В общем сакральный смысл не уловил
-
@konstantinXX, Ну вот с внутренней стороны и своим телом прохожу, в импульсе на двойке, дабы не повылазило снаружи. А наружный шов не пройдёшь телом ибо тогда в месте сварного шва будет утончение, плюсом ещё по выгорает лигатура. Мне обратно ступенчатый не нужен, там и так всё как струна натянуто после сборки. Напряжения не дают листам пузыриться. Это конечно плюс.
-
У меня нет возможности работать своим телом. С одной стороны только. Около 30м шва за рабочий день на чане делаю, не знаю много или мало. А тройку мне проще в линейном. Глаза импульс напрягает. Да и электрод почему то не держит заточку в импульсе, ну на метр хватает, потом заточке капут. На высокочастотном импульсе он вообще расщепляется как полено. Электроды е3 и вл-20.
-
Держал БрКМЦ, вроде аналог. Перепутал значит с мнжкт. Спс что поправили.С другой стороны нафига тогда рекомендуют тефлон и 4-х роликовый подающий?
-
Новые вводные, почему сразу нельзя описать что конкретно надо, люди тут гадают? Без зазора никак? Ищите 0,6 проволоку и сверху вниз, или вы там единичкой или 1,2 хотите? Либо смотрите в сторону SpedCold/ColdArc и т.п. Либо если нужна пайка куси3, то подойдёт любой аппарат, в котором имеется импульсный режим. Проволока мягкая, поэтому механизм 4-х роликовый, канал тефлоновый.
-
@Loafer, Ну да, зазор и внахлёст же одно и тоже. Как минимум в этом глупость. Внахлёст сваривать ПА кузовщину тут просто проволока нужна соответствующая и его настройки, ну может быть ещё навык, а не сам ПА особый. Зайдите ко мне в гости, попробуете гроверс 250т, правда он старой ревизии, 0,8 проволокой посвариваете, справится он с этим. А вот 0,6 проволокой..ну у меня такой нет, как и расходников под неё. Если что завтра я буду в цеху, как и впрочем всю следующую неделю. Если интересно напишите в личку. А почему основной металл не должен плавится, почему нужна именно пайка? У пайки ежели что прочность то гораздо меньше.. А вот что по цинку и куси, тут уже лорх/евм и прочие с режимами колдарк(или его аналогом), ну это чтобы по фен-шуй. В Санвенте есть Лорх с3, там и под куси есть режимы. Да и вообще: Пайка — это процесс получения соединений с межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания в зазор и последующей его кристаллизации.
-
Вот так более правильно. Есть вот SpedCold и ColdArc у Лорха и Евм, но вот смогут ли они осуществить такое, большой вопрос. А вообще вопрос глуповатый на мой взгляд...
-
Потому что это вещи, которые люди покупают как декорации к бане, иногда пользуются, они должны быть красивыми. @Георгий 11, В моём случае нет задачи проварить насквозь, а необходимо пробежать на 1/2-2/3, толщины металла, у вас там поддув я помню есть, может надо ещё току добавить? Ампер 100 к примеру? Вы не должны более полсекунды задерживать дугу на одном месте, а полсекундная задержка (нужна лишь для перемешивания присадка и основного металла). Скорость - ключевой фактор. У меня сопло 16мм, считаю на нерже оптимал. Хороший газ - расход 5л, плохой газ 8-10. То что сваривал я тоже после плазмы, причём которая стоит три копейки, а газом служит воздух из компрессора (необходимо было срочно). Зачищать надо до блеска. Вот такое вот усиление и геометрия.
-
У меня от него глаза вытекают, с одной стороны я ещё вытерпеть могу, а вот с двух ну его чур меня Да и это когда два листа в стык без зазора хорошо, тут не много по другому. Я же лепестки в чан собираю, а не два прямолинейных листа свариваю. Да и если честно не получается у меня с присадком в пульсе работать. Какой катет на стыковых швах (можно и угловым назвать)? Усиление? Оно там думается в районе 2-х десятых мм Завтра без зума сфотаю Тут на фотке шов раз в 5, при увеличении, больше чем в реале,а стык выглядит примерно так Не спс, но вот только если их собирать вместе не придётся, а только обваривать, тогда можно.
-
@G_Kar, Дак это первые пробы пера, осваиваю новую геометрию, да и скорость как бы. Когда-то я на 45А 2-ку сваривал (это совсем давно, мне так сказали, когда горелку в руки дали), потом на 55 (шпарил около полугода)-65(причём так резко месяца 3 назад в голову мне дало, Саня чёт медленно, давай быстрей) перешел, теперь 70:) А времени год только как тиг осваиваю, ну полтора, так что придёт всё. Можно току поменьше поставить и тогда более аккуратно заливать, но тренируюсь. Спасибо за критический, да и просто словесный отзыв, а то народ плюсики ставит, критиковали бы лучше, мне это важнее. Я вот какую чешую обычно накладываю, а это мои новые пробы пера, думаю так более красивше что ли вот и мнение окружающих хочу узнать.
-
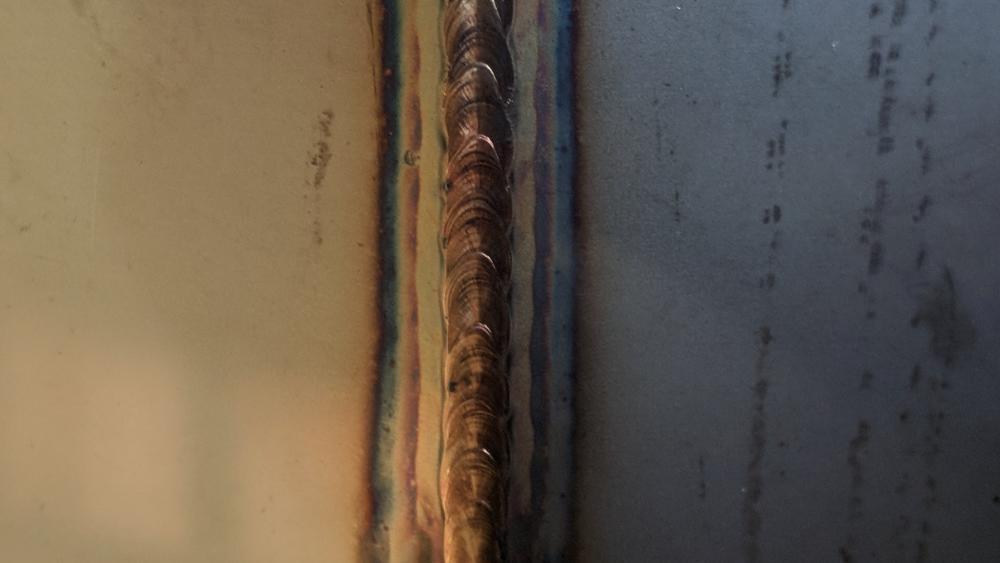
Что скажете по поводу вот такой текстуры шва, нравится или нет? Стык 2-ка. Ширина шва 4мм, ток 70А присадок 1мм.
-
Я такой использую в работе, доволен.
-
Это как искрами на себя или от себя, своя философия. Читал труды мыслителей как-то, так и не уловил разницы, некоторые считают, что железное колечко не даёт закусить диск.
-
Тоже раньше 2,4 думал универсалы, ан нет. Теперь считаю 3,2 оптимал для всех работ. Заточить можно как угодно, перегрева меньше у него, следовательно дольше заточку держит, особенно на импульсе хорошо заметно. Открыт для помощи всем страждущим, правда ещё и аргонщиков некоторых местных критикую, за что они на меня в обиде, а так же заметил, что сварщики критику своих работ как то тяжело переносют.
-
@Dimka76,Если в механизме подачи зажевывает, то у вас ролики перетянуты, ослабить прижим. Вы проволоку должны удерживать двумя пальцами на выходе из наконечника.
-
С точки зрения экономиста. Сейчас фирмам куда выгоднее по безналу работать, у частника заказывать, это обычно нал, что-то объёмное делать, читай денежка из своего кармана. У населения денег нет практически совсем, в большинстве своём ( вот я лично на выезд меньше чем тыще за две даже не поеду, а это уже далеко не все позволить себе могут), а самое забавное что их будет всё меньше и меньше, тут бенз к 50 может приблизится из-за новых акцизов, а это значит цены поднимутся и не хило, на фоне увеличения издержек ещё и з/п могут чутка порезать, но тут уже она и так как бы на гране.
-
@Steelcar, О, имел я удовольствие на таком сундуке (если это мастер) аргоном показать как сваривать нержу... Амперы там совсем-совсем отличаются от тех что на дисплее указаны, ну его чур меня.
-
Народ, оцените. Решил начать осваивать потихоньку моторику перекатывания сопла. Пока тавровые соединения. Железки двойка. Присадок 1,2мм ток 80А. Присадок естественно перетекает в ванну постоянно. На фотке пруток 2мм.
-
@Спанч Боб, Вполне хватает защиты и без линзы. Если газ нормальный. http://websvarka.ru/talk/topic/10271-nerzhavejka/?p=323823 Там ещё выше есть фотки швов выполненные агни, у меня 26.
-
По моему она вся кривая, да ещё изнутри бутерброд из пластинок коррозией поело и изогнуло. Или мне так кажется
-
@Ан_Свар, Ну и я пожалуй вставлю свои три копейки. Диаметр стержня электродов подбирается под конкретные толщины. На 10 мм, без разделок и прочего, для наложения валиков, берите 4-ку. Двоешные электроды, лично я, в руках никогда не держал. Второе. Ну тут не особо толстый слой ржавчины, да и электроды позволяют, но чем больше ржы/краски/масла и др "грязи", тем больше зашлакованность ванны. Вам на первоначальном этапе, как заметили выше, всё же желательно зачищать металл. Это касается электродов с рутиловым и рутил-целлюлозным покрытием. Свариваете ли вы встык или просто наплавляете валики, старайтесь держать электрод почти перпендикулярно, с отклонение от нормали градусов 15, это даст мелкочешуйчатый ровный шов. Тренироваться надо на тонком металле, когда прожжете 100500 дыр, тогда придёт понимание. Что по УОНИИям, вы же понимаете, не каждый аппарат их вытягивает, и марок их огромная куча, опять же есть зависимость от партии, да и прокалка перед сваркой им не помешает, для более комфортного процесса... А когда всё эти параметры сойдутся, то сваривать ими однозначно приятнее, если конечно человек не привык тычками осуществлять сей процесс
-
Валерий, спасибо. Интересно почитать про струйный перенос. Есть параграф о влиянии индукции, а так же рассказывается почему па любит идеальные вводные. На 68 странице ошибка, рисунки а и б перепутаны местами. На 101 странице пишут что в струйном переносе "сварку можно осуществлять только в нижнем положении", хотя на 46 странице писалось что "перенос электродного материала осуществляется во всех пространственных положениях"...Ну я склоняюсь к первому варианту. Рекомендую сваривать оцинковку смесями под нержу. Ar(99-98) + CO2 или O2(1-2),
-
@Георгий 11, У этой плазмы просто силёнок не хватает. А дыры то поди большие стали после того как их проточили чтобы отклонение от нормали после реза вывести в 90 градусов. Газ вижу не ахти, у меня таже проблема...Где взять нормальный газ?) Человеческая тупость и жадность вот вся проблема, столько времени уходит на доп. обработку....Предложите им попробовать резать плазмой аргоно-водородной смесью. Когда же у нас войдёт в обязаловку стажироваться с годик на производстве в качестве работяги перед вступление в должность "эффективного менеджера".
-
Спасибо большое за поздравление. Право не ожидал что столько народу уделит внимание. Мне очень приятно