Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Это единственная у нас контора, которая может на месте как заправить так и вакуумировать, к сожалению. Просто 50 на 50 выходит. Есть договорённость, что могу баллонов докупить, проклеймить и они будут за ними следить и по звонку привозить. Правда есть одно но, заправляют они по 10-ть штук разом, а заправщик заправщику рознь, кто-то систему вакуумирует, а кто-то просто заливает со всеми вытекающими. Стабильности блин никакой, кроме отсутствия стабильности
-
Народ, вообщем то вопрос возник не большой. Контора в которой я беру аргон может продавать, согласно ГОСТУ которым они руководствуются чистоты 99,987. Как вот эти 13 десятитысячных примесей показывают себя при пробе на пятно? Просто, дабы не выходило казусов, все баллоны при обмене проверяю на пятно, попутно смотрю сифонит ли из под винтиля и забираю только при положительном исходе (если пятно белое или золотое). Но не так давно беседовал с их инженером, он мне втирал, мол не обязаны они постоянно мне обменивать баллоны (а я, вроде как, сам перестал ездить и заказываю доставку, и им приходится кататься туда сюда) и для сварки нержи мне надобно приобретать газ высокой чистоты (99,998, который в 2 раза дороже). Собственно один вопрос выше, а другой: брешет инженер или я не прав и зря их напрягаю?
-
Да я просто просьбу исполняю знакомого хорошего. Если ему где на стороне это заказывать, там счёт предъявят не хилый, а мне в новинку и процесс понять. Да и считаю учиться надо на сложном, понимание быстрей приходит. Тоже заметил пока на пластинках подстраивал что там шов в разы красивее выходит, там чешуйчатость выраженную проще делать на порядок, а вот здесь проще мне показалось присадок постоянно в ванне держать.
- 3 331 ответ
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
Сам лист 1,8мм, по рисунку 2,5. Это само собой, сегодня легче пошло, ток поменьше поставил. 80А Красота да и шов жирный. Но мне кажется первое из за второго, а второе из-за диаметра присадки. Ну и опыт естественно нулевой правда теперь уже не совсем, метров 5 имею Вообщем почти закончил, осталось обрамление по кругу сделать сего изделия. Сегодняшняя лепнина Вроде получше видно.

- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
@morgmail, Спс конечно за видео, но со сваркой то проблем я не испытываю, меня эстетика волнует. На нержи то чешуйки вырисовывать уже могу, а на алюминии не получается, может присадок просто жирненький.
-
Когда присадок в ванне особо не напрягает. Прям уж чтоб совсем совсем прожигал было раза 2, да и тут скорее из на неудобства, да и ещё снизу теплосъём - плита 10мм у стола, а сверху лист 2,5мм, неудобно еще что и рифлёный. Я же всё время нержу свариваю, а там у меня присадок 1 и 1,2, так и не научился пальцами перебирать. Смотрел на ютубе ролики, там либо швы как у меня по виду - ну так себе , да и ещё на толщине 4-5мм, либо показывают сварку пластин такой толщины, а вот чтоб тонкий да ещё рифлёный алюминий не нашёл ничего. Между Челябинском и Екб.
-
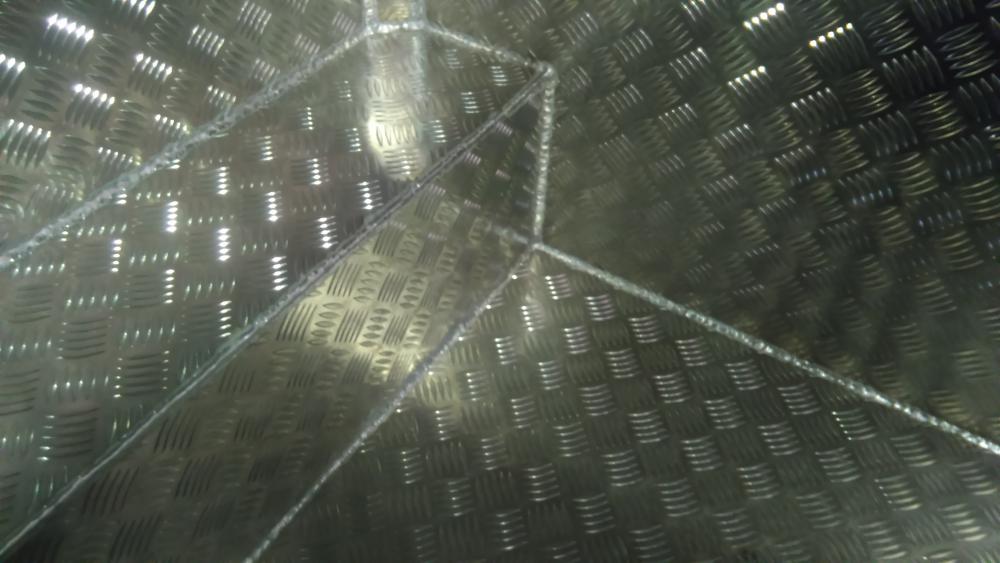
Нет нигде присадка 5356 1,2мм, только 2 и 2,4мм. Поэтому сваривал тем что есть у меня в наличии 2,4. На фотках очень плохо видно то что получилось, это я про геометрию шва, завтра дальше работать и попробую получше сфотографировать. Вот такое вот изделие (Прекрасно понимаю что ПА было бы в 100500 раз быстрее и проще, нету нигде катушек у нас в городе): И примерно так выглядят швы, может кто что увидит, покритикуйте PS. В импульсе мне не понравилось, режим линейный ток 85-95А, С частотой играл, остановился на 50Гц, Электроды Е3 не очень себя показывают, попробую WL-20 (WL-20 вообще единственная марка вольфрама, которые продаются у нас ). присадок всегда в ванне, по скольку присадок толстый приходится шов размазывать дабы не было большого усиления.
- 3 331 ответ
-
- 8
-
-
- технологии
- TIG
- (и ещё 1 )
-
@vnuk, А как же советы про ширину ванны и размер прихватки, которые вы мне в своё время давали? Про диаметры присадки, которые необходимо использовать, ток. Я вот книжек много перечитал, особенно в части режимов сварки. Для 2-ой нержи указывается 90-110А, для тройки вообще до 140. Ну без поддува и в стык это очень и очень спорно, а то что присадок берется равным толщине металла вообще тьма, я понимаю если на толщину зазора. От себя: На двойке точно можно не откусывать кончик присадки с цветами побежалости, за исключением образования шарика диаметром сильно больше присадки. Правда я двойку свариваю на 55-65А, без поддува, сначала с одной стороны затем с другой (не знаю много или мало) и проволокой 1мм.
-
Господа можно не большой ликбез по сварке алюминия провести со мной ибо опыт в этом деле ограничивается совокупными двумя метрами шва. Вводные: листы АМГ квинтет 2,5мм. Швы стыковые, тавровые и внешний угол. Игрался от 80 до 110А, особой разницы, кроме как в скорости сварки не почувствовал, правда в случае 110А присадок постоянно в ванне присутствовал и шов получился заливной, без чешуи вовсе. Внешний вид швов примерно как на фотке выше. Поигрался с частотой, при более высокой (150Гц) показалась дуга более сфокусированная. Баланс тут ясно, настраиваю так, чтобы шов был без черноты. В наличии присадка 2,4мм, но для внешнего угла (листы располагаются внахлёст) и стыкового соединения она показалась мне избыточна. Может в импульсе поиграть или пофиг?)
-
ЗП, в принципе, должна быть достойная и естественно соответствовать приложенным усилиям. Но тут проблема, время у нас такое сейчас: 1) Надо уметь себя "продать", а людей не научили (особенно это касается выпускников Советской школы). 2) Люди слишком пассивные и максимум, на которое способно большинство - высказывать своё недовольство только самим себе, далее вымещать накопленную агрессию на своих близких. 3) Вот есть ещё отдельный контингент, сам был таким и отчасти продолжаю им быть: https://www.youtube.com/watch?v=yO85nX2-onw
-
На большей частоте попробуйте. Вопросец, просто на столе лежало или навесу в месте шва? Вообще надо тоже попробовать чтоль
-
@Hlorofos, Просто есть люди, которым проще в одиночку всё делать, без лишней суеты и возни с "помощниками". Пускай не всегда очень быстро зато с максимальной отдачей и без лишних нервов, они по своему обыкновению можно сказать душу вкладывают в свою работу, быть может Игорь из таких. Правда временами из за таких режимов работы депресcняк одолевает
- 1 894 ответа
-
- 12
-
-
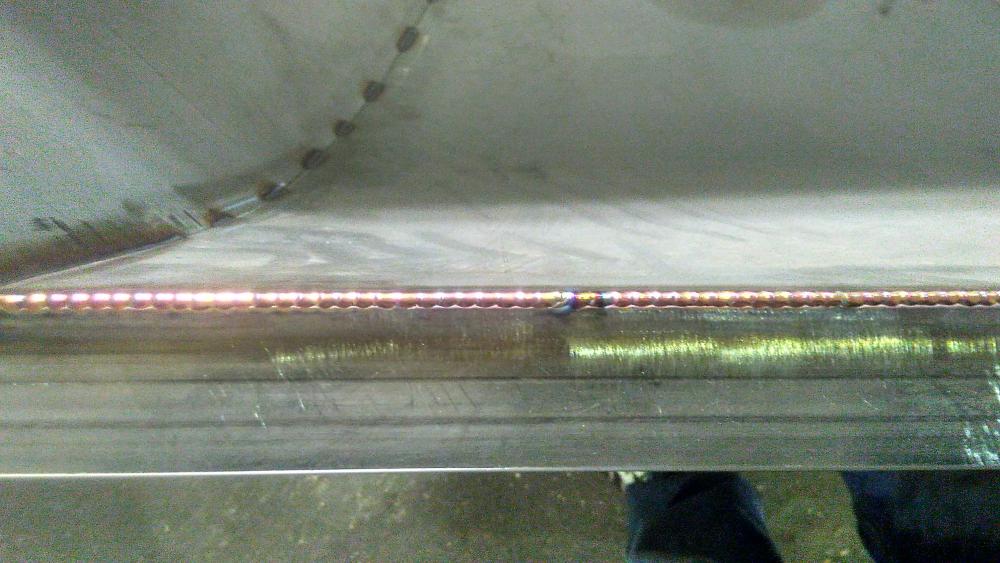
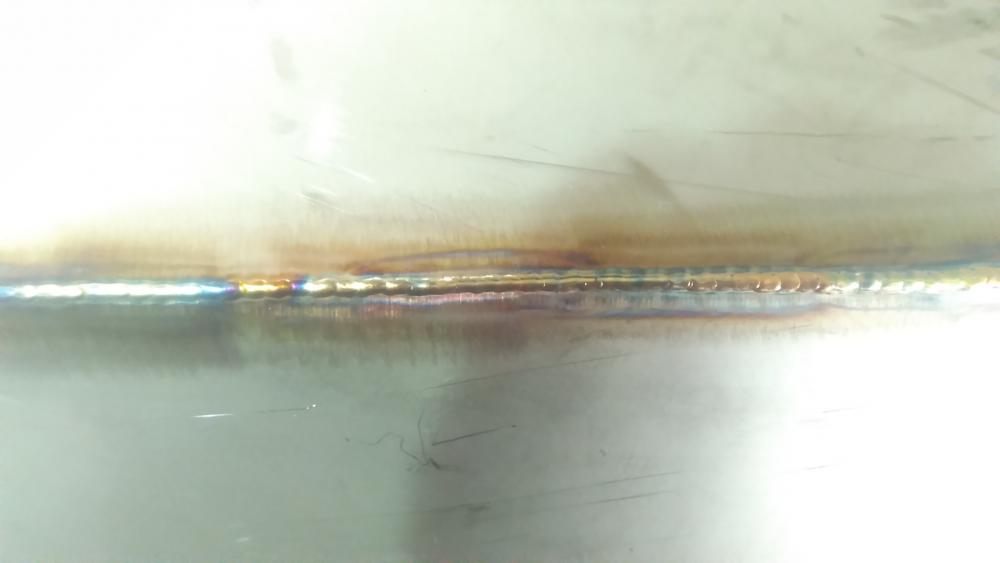
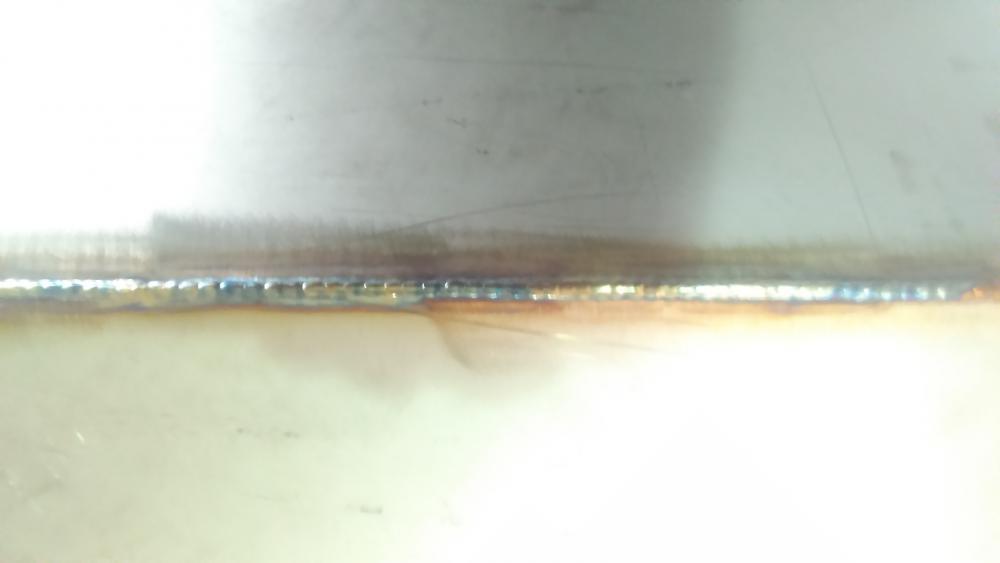
Вообщем то хотел поделиться. Последнее время работал с двоешной нержей, тут для расслабона троешная в работу попала. Сварка с двух сторон. Вот такие шовчики, геометрии почти не видно из-за отвратительной камеры на моём телефоне (жду новый, скоро буду делиться фоточками ), но я прошу обратить внимание на цвет шва с той стороны, где не было газовой защиты. Сторона не защищённая газом, тут сваривал изначально. А тут понятно Вот кстати бесячее для меня соединение у АГНИ, вечно из под него травило. Решил проблему достаточно просто, обмазал болт высокотемпературным герметиком (уменьшил расход газа с 8 до 5л, да и защита стала куда лучше даже на таком расходе, в добавок практически пропала необходимость в постоянной до затяжки соединения):
-
А теперь тоже самое на стыковом вертикале и желательно на обычном полуавтомате, не нашпигованном синергией по самые помидоры
-
1) Без разделки похоже. 2) При нормальной работе при 20в в смеси ампер 220 на дуге будет минимум. Если конечно крутилка соответствует с действительностью. И да, фоточку бы.
-
Геометрию шва не исправит же Вот примерно как у вас случай, моя сегодняшняя работа (профильная труба стенка полтора, лист 2-ка. Режим линейный): В живую красивше чем на фотке, ибо телефон мой фотает так себе Докучи сюда же, стыковые соединение, тоже линейный режим: Внутри выглядит так: А вот изнутри провариваю уже в импульсе, и так нержу грел уже много, дабы неожиданностей не повылезало
-
Я за эстетику больше переживаю А это дело хозяйское. Я линейный режим предпочитаю, 2-ка толстая, да и давление там не большое, по крайней мере написано испытать на 20кПа, можно и без поддува заварить. Отчего ж не попробовать и ПА (ну тогда с небольшим зазором 0,8 проволокой и поддувом, хотя и без него "сойдёт"), да как угодно, на заготовках, каждый сам себе художник, только Па вызывает у меня большие вопросы именно в данном случае. А если ПА красиво всё получится, я буду рад если поделитесь опытом. Вот для примера: Первая фотка режим КЗ, 2 и 3 струйный перенос. Железка 3-ка, проволока 1, возможно с 0,8 было бы лучше. Опять же это тавровое соединение, вроде как просто, а там внешний угол будет. Что по ценообразованию, тут очень индивидуально. Если готовы заплатить вам столько: это замечательно) У нас и мои расценки, возможно, многим покажутся перебором. Ср зп в 20к, на частниках много не заработаешь (он банально пойдёт где дешевле и в 90% плевать на внешний вид шва и изделия ибо в 90% везде сопли), а предприятиям обычно дешевле сварщика своего найти.
-
Весьма спорно. Потом после ПА фотки швов выложите пожалуйста (можно в личку). Мне только струйный перенос нравится при сварке нержи, а тепловложения в нём адовые. Да бы оффтопа не было, когда не знаю сколько взять за нержу, точнее cколь времени потрачу, беру из расчёта 5к смена (присадка, газ в стоимость включены). За поддув при необходимости, можно и отдельно докинуть.
-
Зазора нет, либо он не достаточен для данной толщины. Это основное.
-
Мне в есва быстро отвечали и подробно консультировали, когда я маски выбирал. К тому же обмолвились что могут и отдельными комплектующими поставлять (без светофильтра например). Но подвернулась SG 9100xx на авито за 20-ку, так ничего у них я и не заказал.
-
Дак производства то в основном на ПА и ТИГ сейчас ориентируются, владение ручником это конечно навык необходимый, но от него уже отходят. Меняйте дислокацию Что вахты в газпром, без своих не реально или корочек и сертификатов, думается, надо вагон (чтоб вас HR-ы заметили). А в остальных по рассказам вроде как сейчас нет стабильности и достойной оплаты без приличного стажа работы в компании, здоровье опять же.
-
@Schwert, Вы хороший сварщик, зачем вахта (если конечно не в газпром устраиваться, там достойно платят шестизначно и с двойки, можно чутка здоровья оставить), а в городе всяко есть те кому что-нибудь надо сварить. В Крым лучше ехать только к своим, да и это любой вахты наверное касается. Новосибирск же не маленький. К тому же скоро скоро сезон и можно будет начать создавать клиентскую базу. Особенно хорошо будет если вы ещё и РАДС с ПА освоили. Знаю ещё часто сварщик нужен под отопление в новостройках, в частном порядке платят не плохо, ну там правда навык нужен сварки на звук,а клиентов - шабашников, кто отопление переделывает, море и даже в Миассе, правда это сильно на любителя, мне проще газопровод НД сварить
-
Глупости это, основные электроды для забора пользовать, вот петли приварить если только. 2,5 мм возьмите рутил-целлюлозу (Монолит рц или ок46). Тавр у вас зашлаковывает ибо току мало ставите, а прожигаете потому что дугу длинную держите. Вообще тавр в нижнем и на спуск (только если не очень толстый металл) РЦ сваривать одно удовольствие, в обоих случаях углом назад. Ампер 60-70, в этих приделах.
-
Там в списке выше упоминается, предпоследний пункт
-
Как и без зазора между свариваемыми железками