Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
@Plus, Что за два раза?) 2 прохода? Хоть 10, всё от толщины зависит. Хотя можно и тот катет что у вас за 1 проход сделать, но можно не значит нужно. Дыру с палец тоже можно за 1 раз заплавить, а можно красиво по чуть чуть каждую стеночку наваривать. Ну уже лучше получается.
-
И не поспоришь Даже корневой проход табу? С другой стороны там и вертикал соплями поднять можно с хорошим корнем, облицовкой/заполнением один фиг поправишь.
-
Я где то видел что скелет вокруг из трубы делают.
-
Отцу товарища, он старой закалки А по заказам не в курсе, нет у меня объявлений нигде.
-
@Steelcar, До 4-ки нормально проваривается, но лучше с зазорчиком, если нормально настроено. Если с двух сторон, то прям вообще всё равно. Несплавлений по кромкам нет, наплывов тоже. Значит гуд. Вертикал на подъём на ПА сложнее чем ручником, мне так кажется, ибо я его не практикую, нет толщин. Настройка важна прям очень. Не заморачивайся. А вогнутый шов знакопеременные нагрузки лучше держит.
-
Может Александру рассказать, вдруг что поправит. Для удобства надо, а то не все же через яндекс заходят. Хотя яндекс на движке хрома писан, странно это.
-
@Kondor416, Чуть не пропустил, извиняюсь за опоздание. Желаю дожить до мента создания эликсира продления жизни, при этом иметь заначку на этот самый напиток
-
Бак для воды в сад P.S Почему нельзя сразу загрузить много файлов, приходится выбирать по одному и на Лисе и на Хроме. Бесит.

-
Керамику повредить, ну даже не знаю, на токах как минимум до 180А держит. На алюминии да, но тут то вы чернуху показали. Усиление нужно, но не большое. Есть фанаты которые любят побольше мясца навалять, не сторонник я этого. Глубокий? Вогнутый чтоль? На стыковом? Значит присадка побольше толкать, ток можно убавить. Всё зависит от конкретной ситуации. Ну дак посмотрите как он на весу держит, вот какой стальной рукой надо обладать чтобы соблюдать постоянный зазор между электродом и ванной без упора. На сопло обычно опираются при тавровых или стыковых соединениях. Но как минимум упор всегда есть, будь то любой свободный палец, локоть и ещё чего. Больше фоток. Да и не парьтесь вы, месяца 3 только электрод перетачивать будите
-
@Plus, Чтобы подрезов на чернухе не было надо зачищать всё до бела, а край ванны должен сам перемешиваться с кромкой. Присадок постоянно в ванне. Дуга у вас длинновата, до 2мм расстояние между электродом и ванной, причём 2мм это уже прям край. Заточка - 2 - 3 диаметра электрода. Ток для тавра на тройке ампер 130-140, для стыка с зазором в районе 120. Присадок для тройки 1,6 (стык) край 2,4 (тавр) мм. Да и при тиг варке мало кто может горелкой на весу орудовать, обычно опираешься либо на сопло, либо на часть руки
-
@morgmail, Тройка же на фотке? Для тройки лучше зазорчик делать в мм 1,5. Тогда шов посимпатичнее будет (к последнему шву который самый правый и нижний можно ещё процентов 10 подачи и напряжения добавить, если не ошибаюсь он углом вперед был сварен, а тот что слева от него углом назад. Для 4-ки уже кромку надо подпиливать, двойку продавить можно (но это перегрев), поэтому лучше сделать зазорчик в 1мм. Всё что ниже по толщине прекрасно сваривается без зазора. ПА очень любит подготовку.
-
@Maks S, Положим расчёт грубый. Провозились вы 2 часа. 600р уже минимум, присадка газ 50р, свет ещё 50, аренда + амортизация оборудования. Тысяча вот прям самый минимум, а вам ещё и поесть надо, расходы гсм до работы и т.д. 1800р норм. Отдать целую обратно ну да, ну да разбежался. Кусок отпилить, ну только из принципа, тут смотрите сами. Опять же работа то сделана, но с другой стороны клиент жлоб, и если что, то виноваты вы будите во всём. Лесом послать с железкой, от проблем убережет, и на крышке ему там тигом нарисовать, что жлоб
-
SUHNER, скорее всего.
-
Кастолин похоже, которым паять надо. Это пруток в виде трубки внутри которой флюс. У вас не такой часом?
-
@mikinalexei, Воздух в шланг не подсасывает, на герметичность все соединения проверили? А, да, ещё бывают цангу наоборот всовывают, как раз такие симптомы вызывает Если горелка серии wp, с такой цангой в виде трубочки, вот утолщением одна должна смотреть в сторону колпачка. Вы там не смесью сваривать пытаетесь? Какой раскисление?)
-
Из моих наблюдений орбиталкой обычно сваривают в импульсном режиме (это по видео), и чем выше разница тока дежурной дуги (тока паузы) и тока импульса тем быстрее электрод изнашивается (а это уже личные наблюдения), ну по крайней мере у меня, я могу 10 метров в линейном режиме пройти и сохранится первоначальная заточка, зато в импульсе 20/180А заточке уже через метр шва наступает кабздец.
-
У меня такой.
-
@валера1963, А если 3,2 заточить двойной заточкой, под два разных угла, 1 на сужение второй уже на форму дуги? Его плюс в том, что на переменке он греется куда меньше чем 2,4, заметили какой у меня шарик на 3,2 и какой у вас на 2,4, разница раза в полтора (на 3,2 он меньше), только мой при этом отходил 1,5 метра шва а ваш сантиметров 20. Про то что пока не нагреется, то дуга гуляет, с этим не поспоришь. Ну потом прикуплю 2,4 поэкспериментирую.
-
@валера1963, У меня первые 3-4 поджига нормально, потом не зажигает. Осциллятор пробивает дуги нет, точнее она пытается появиться откуда то там из сопла, как будто электрод покрывается плёнкой непробиваемой, при этом до 70Гц поджигает всегда. На 45% в данном случае не было черноты, ну вы конечно можете приехать ко мне в гости и посвариваить квинтет что у меня был представлен и на 15%) Мне лень его чистить, и он пролежал на улице в стопке ну как минимум с прошлой осени, это последний лист из пачки, может пропитался там чем. Возможно да, зачистить я всё щёткой было бы нормально и на 15% сваривать, не ищу лёгкий путей наверное (на самом деле у меня не было нержавеющей насадки на болгарку). Вы поймите, сейчас на на этапе становления, обрастаю инструментом. Плюс сейчас у меня вообще нет времени, за месяц 5 выходных, ухожу в 9 прихожу в 7-8, навалилось работы и местным помочь надо (ибо мне закуток дают на халяву, не заставляют, а просто для успокоения совести) и свою работу делать надо. Устал наверное. Трубы эти ещё в системе, то дыры за монтажниками завариваешь с палец, то у них нифига не сходится и разрезают и опять свариваешь...В пень. Зато народ меня начал рекомендовать как специалиста, вот не знаю хорошо это или плохо (надо держать марку, стараться, а я далеко не супер спец стабильно круто не всегда получается, в размер то я всегда попаду ибо очень педантичен, но более менее только с тигом подружился, а хочется чтобы абсолютно все швы и видимые и не видимые были прям вау, а меня даже текущие не сильно устраивают, хотя другим нравятся, про алюмишку не в счёт), вопросы ценообразования никак решить не могу, много денег просить не научили, радует один хороший клиент, с которым мы уже наверное скорее дружим меня в этом плане потихоньку настраивает. Сорян что не много личных мыслей, просто чёт разошелся
-
@ЛехаКолыма, Алексей, ваш мозг это большая энциклопедия похоже
-
Все жадные, работают в одного Поддув вещь, сам пользовался один раз, когда показывал людям разницу. А вот бак сваривать, в пожарку под пенообразователь, из нержи, придётся таки городить его. На эту ёмкость и уголка хватит, труба то зачем? Можно прям саму бочку на уголок положить и изнутри обварить. Глупость сказал. там стык по середине С двух сторон, не иначе. Либо полоса, но тоже гемор..
-
Гроверс 200. Конечно могу обрезков набрать и попытаться, но боюсь без высокой частоты поплывёт она на 80А, на 60А, то ванночка бежит вперёд и присадок подаешь постоянно, а местами прям вообще в ванне держишь, ну может из-за того что кромки щеткой не очищены и ванна расходится. Попробую, покажу результат.
-
@ЛехаКолыма, Приветствую, логично про отступ Зачищаю вроде, ну вот на отводе глубокую коррозию не стал вышлифовывать, это да.
-
До сварки и после, баланс 45%, ток 60, частота 70Гц, выше ставлю поджиг не происходит, бесит.. Электрод 3,2: Вот такие шовчики, даже получше чем в прошлый раз, присадок 1,6 и для сравнения толщины он же на фотке. 1,2 бы, можно симпотишнее сделать с частотой большой.
-
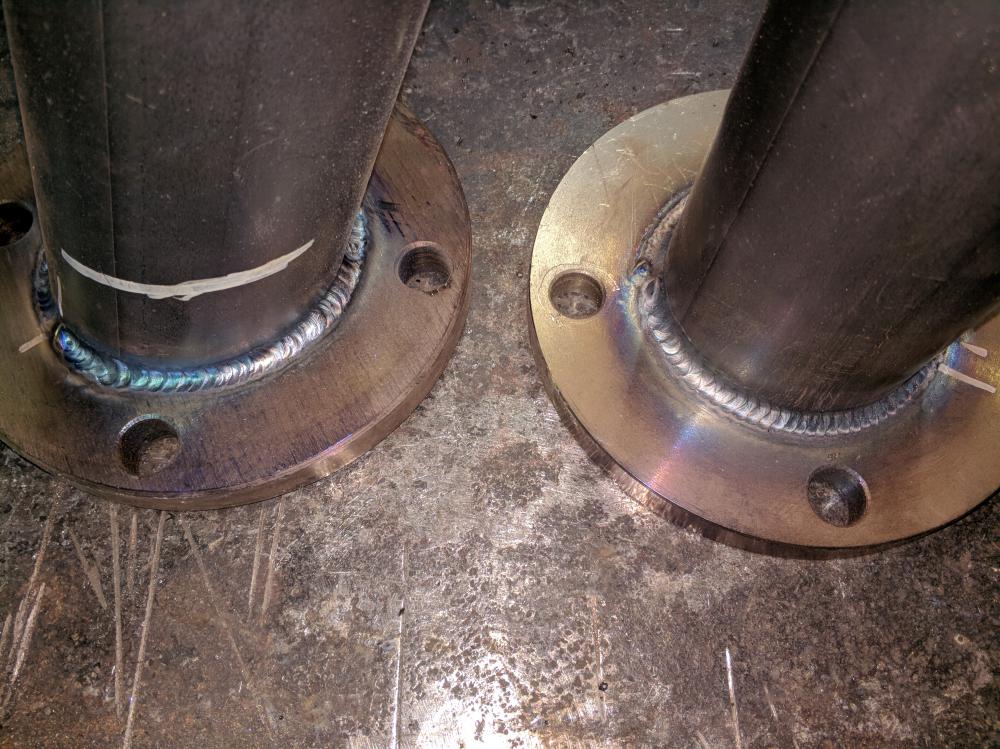
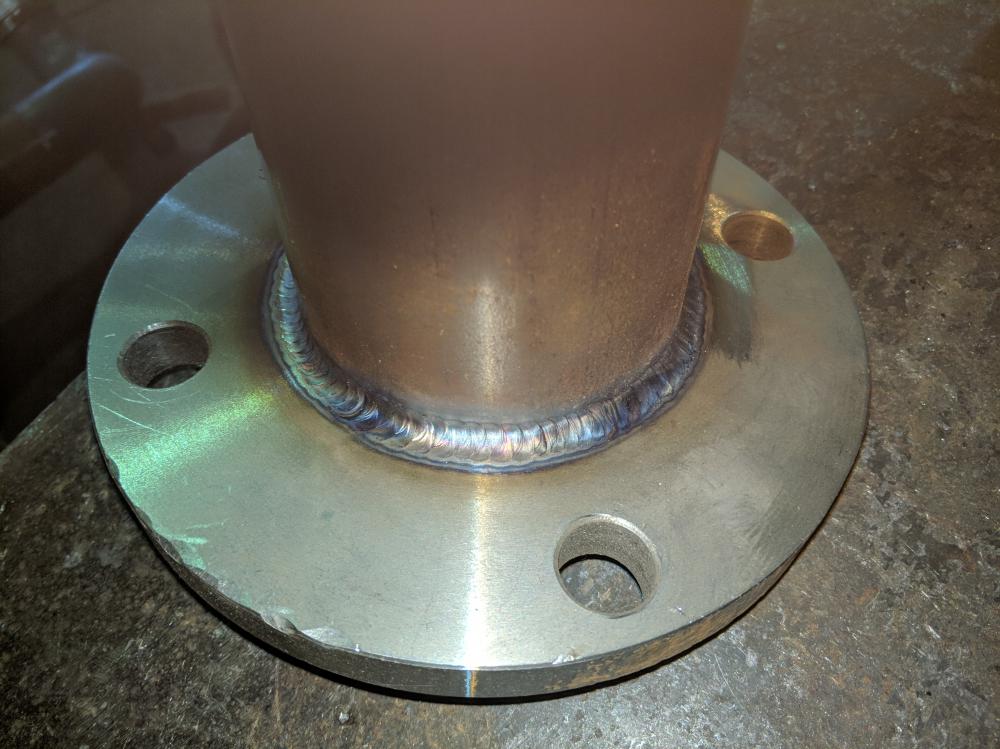
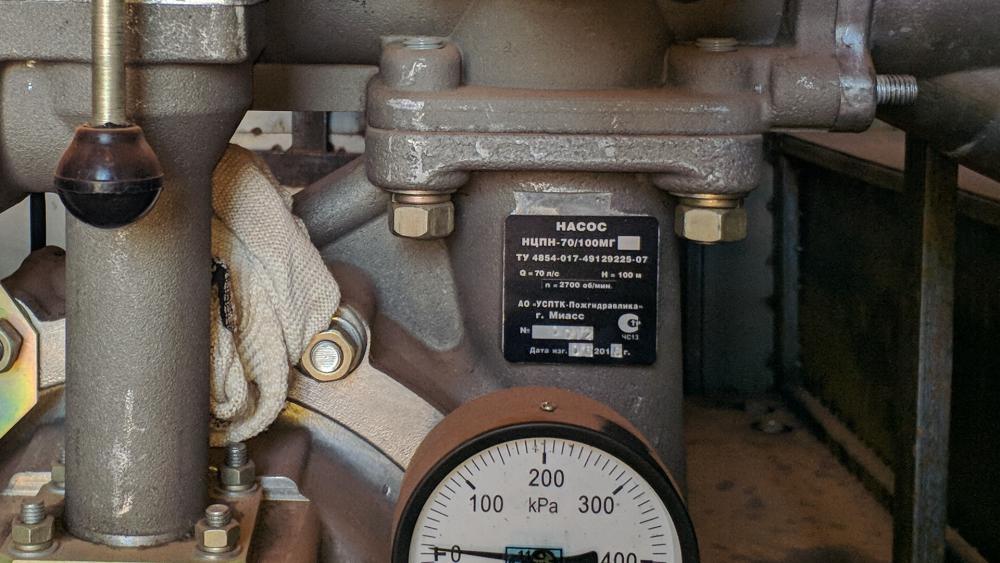
@NW51, @ЛехаКолыма, Вот такой вот насос А вот с таким иметь дело пришлось: Почти всё поразрезал нафиг и пересобирал. Везде разнотолщинность. Труба 3,5 резьбы 6, отводы по 4,5..ужос. Тут я попробовал не поворотный горизонт, два электрода, без отрыва, ну такое себе: Тигом на всякий сверху прошел, ни пор ни несплавлений. Ущё не много бабочкой потренил. На одном фланце был зазор сантиметра полтора, поэтому не особо получилось, зато шов внутри как продолжение трубы. Ещё бы так же корень ручником сваривать научиться. 53.70 новая пачка (2,5), постоянно в начале куча пор (замок), либо приходится прям огромную кучу наваливать, тогда нормально, как бороться? Добавлю, попробовал я ток увеличить до 60А, ванна расплывается сантиметр - полтора назад, сварка вечно на грани прожога шла, хоть и корень заварен был, 3,5мм все же тонковато, зато шов там был фактически без чешуи, красиво, но опасно.