brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
газ: углекислота - лучше провар; меньше пор; в 3-4 раза больше швов (расход углекислоты нужен в 1.5-2 раза меньше чем смеси и в баллоне ее в 2 раза больше), но только с правильным редуктором правильный редуктор - просто обычный редуктор, без ротаметров, без расходомерных дюз (которые идут в регуляторах расхода без ротаметра). В общем, покупаете "регулятор расхода с манометрами" выкручиваете выпускной штуцер, из под него выкручиваете расходную дюзу и таким образом получаете обычный редуктор, который не будет "пшикать" и без всяких "оптимизаторов". Для настройки точного измерения расхода можно использовать внешний ротаметр или чтоб струя газа была немного больше чем слегка ощутимой (можно попрактиковаться предварительно до снятия дюзы), варить без ветра и сквозняков. Альтернативно можно взять редуктор с ротаметром, открыть ротаметр на максимум, а регулировать винтом на редукторе (так даже практичнее, но расход настраивать немного больше по шкале ротаметра) Расход газа - 7-9 л/мин должно хватить для таких мощностей. горелка - как минимум 250-я с соплом побольше (16 мм), проволока - хотя бы 1 мм, "Св08Г2С", она же "ER70S-6". Настраивать для нее горелку так, чтобы наконечник был вровень с соплом. Всегда следить чтобы проволока варила по центру сопла (это важно для экономии газа и хорошей защиты), газ хорошо защищает пятно в пол диаметра сопла. "масса" (минус) от аппарата должна быть закреплена идеально. при настройке аппарата не надо гнаться за "треском", на углекислоте напряжение и индуктивность (регулятор с "волнами") должно быть выше, капли покрупнее, и звук более шелестящий - это все для хорошего провара и стабильности. (На тонком металле индуктивность понижать и треск возвращать). Контакт в наконечнике должен быть как можно лучше (чаще менять или восстанавливать контакт). Варить так, чтобы расплавленный метал не забегал впереди "паровоза" на нерасплавленные кромки, во внутренних углах сначала проваривать нижнюю кромку потом верхнюю. Углекислота намного вреднее чем смесь - больше угарного газа, больше выгорает марганца. Если нужно много варить, то нужна респираторная защита - респираторы класса FFP2 (P2), а лучше FFP3 (P3) с клапаном выдоха.
-
Если конструкция позволяет, надо из внешнего угла сделать "внутренний" (поставить бортики) - газовая защита улучшится многократно.
-
фирма "Агни" знает толк в извращениях...
-
Это самый инертный пластик, поэтому его ставят в кислородные редуктора, его минус - недостаточная эластичность, деформируется и перестает уплотнять. Нет, но для тех кто не осведомлен чем отличается кислородный от аргонового или углекислотного, дал рекомендации как продлить жизнь клапану. Ну а дальше пошли размышления на тему мирового заговора империалистов, которые вместо того чтобы продвигать и удешевлять эффективные двухступенчатые системы, они продвигают кучи всяких расходометров/ротаметров, которые выпшикивают кучу лишнего газа, и которым от этих пшиков предлагают докупить "оптимизаторы", которые по сути являются вторыми ступенями, но нерегулируемыми, и которые в свою очередь искажают показания тех самых расходометров/ротаметров, для которых они и предлагаются. И в итоге получается системы в которых:у "регулятора расхода" - регулируемый редуктор после которого идут три "узких места" - дюза, "оптимизатор" и далее рукав с горелкой у регулятора с ротаметром - НЕрегулируемый редуктор, регулировочное "узкое место" в виде краника ротаметра, далее еще два "узких места" - "оптимизатор" и рукав с горелкой. И вся эта мутотень лечится:в первом случае - удалением расходной дюзы и переразметкой шкалы на втором манометре;во втором случае - заменой регулировочного винта на обычный регулируемый вручную, и опять же переразметкой шкалы на полностью открытом ротаметре. Каждое из "узких мест" ухудшает стабильность подачи газа при работе, что приводит к браку, повышению расхода газа просто для подстраховки.В общем это заведомо дефектные системы, которые рекламируют и которыми торгуют все подряд, народ ведется на рекламу и продолжает заниматься ерундой с подачи продаванов. Самыми главными продаванами редукторов были торговцы сжатыми газами (в Америках там), которые одобряли и продвигали... то что выгодно им (теория заговора ). А двухступенчатые системы - и дороже в призводстве, и недовостребованы спросом, и поэтому стоят "бешенных денег".
-
Ротаметр нужен только новичкам, по идее или при частой перенастройке, на обычном редукторе все равно остается собственный манометр/ротаметр - его переразметить и пользоваться. Опытные "волки" и без всего этого настроить расход смогут. Кому-то нравится секс, или приходится им заниматься, кому-то хочется подешевле, но "по-латуннее". Чтоб не играть в лотерею - наверно только сразу на баллоне проверять при покупке. Ну или раскошеливаться сразу на GCE... К Донмету для всех последних моделей (короче, кроме БКО-50-4ДМ) нужен такой вот: Фильтр входной вынесенный комплектуется он вроде обычным: Элементом фильтрующим ЭФ-5 ...для углекислоты обязательно. Если б они БКО-50-4ДМ сделали с "новым редукционным узлом", то может получился правильный редуктор для углекислоты. А если б скрестили в одном корусе два маленьких АР-40/У-30ДМ (тоже с новым редукционным узлом") и БПО-5ДМ, то правильный редуктор для аргона. А то только умеют какую-то "попсу" гнать - осевые, вертикальные с "максимальным удовольствием от эксплуатации"

-
У внешнего ротаметра могут быстро ноги вырасти в некоторых ситуациях, да и нужен он будет только раз для "перекалибровки".
-
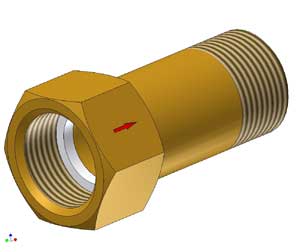
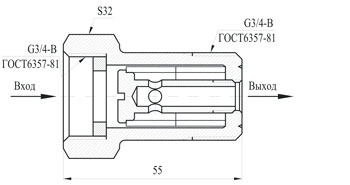
Если речь о маленьких Донметовских, то к ним нужно/можно несколько ремкомплектов клапанов, пружин и седел докупить (клапанов и пружин побольше), торцевой ключ на 10 мм для седла, а для БКО-50-4ДМ еще и крючковой ключ для корпуса, и чистую операционную для ремонта. У Донмета появилась новая линейка недорогих "осевых" редукторов: Редуктор баллонный осевой АР-40/У30-О ДМ (G3/4) редукционный механизм у них вроде "новый", такой же как и у старших моделей: (походу сразу китайский, но свременнее) есть и субкомпактная недорогая версия с "небьющимися манометрами": Редуктор баллонный осевой АР-40/У30-3 ДМ G3/4 (без манометров)
-
Упс, не аналогично, ротаметр там между первой ступенью и второй поток газа измеряет. Но в любом случае, после второй ступени нет узких мест и соответственно пшиков.
-
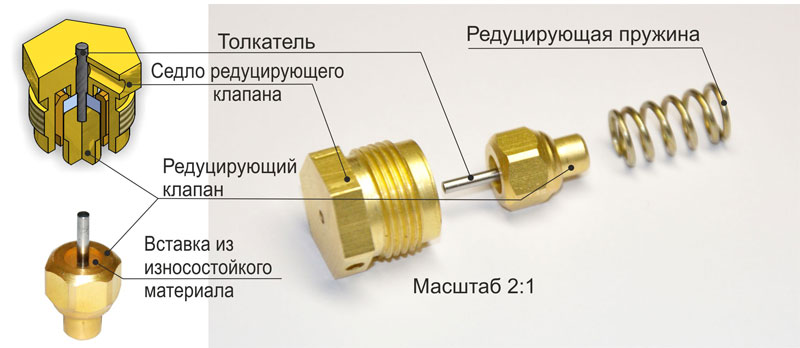
В общем это всего две рекомендации: не допускать попадания мусора в редукционный узел и не создавать ситуаций в которых клапан сильно или долго прижат к седлу, что особо актуально с традиционным кислородным материалом как фторопласт. Наиболее правильным и экономным вариантом было бы взять стандартный аргоновый "регулятор расхода", выкрутить из него "дюзу с калиброванным отверстием", то есть превратить его в обычный редуктор, а расход измерять ротаметром на сопле (пару раз, чтоб соотнести показания манометра с реальным расходом на своей системе). Не будет начальных пшиков (не будет потребности в оптимизаторе) и подача газа будет стабильнее (не будет лишних узких мест, таких как расходная дюза или встроенный ротаметр, перед горелкой, которая и сама может стать еще одним узким местом если сильно перегнуть). Для полного счастья взять двухступенчатый редуктор, чтоб не корректировать постоянно из-за падения давления в баллоне и автоматического увеличения расхода и также снять с него расходную дюзу если есть. Грубо говоря, все эти встроенные расходомеры/ротаметры это костыли для решения этого самого постоянного увеличения расхода и необходимости постоянно корректировать расход, только все они добавляют пшики на старте. По идее отличного результата можно было б добиться если последовательно соединить обычный маленький редуктор и пропановый: если б еще компактно соединить их... Если уж нравится ротаметром пользоваться... взять стандартный вариант, типа такого: поставить ему регулировочный винт от обычного редуктора, ротаметр полностью открыть, а регулировать расход винтом на редукторе (опять же придется определять коррекцию на реальный расход внешним ротаметром). Аналогично сделано на супер-пупер экономичных регуляторах типа такого (плюс вторая ступень):
-
Кислородные редукторы и вентили делают из огнеупорных материалов - фторопластовая прокладка в клапане не такая эластичная как полиуретановая, которую ставят в аргоновые типы редукторов. Во фторопласте быстрее выдавливается канавка от седла клапана и он быстрее начинает травить. Противодействовать этому можно устанавливая дополнительную фильтрацию (как в БКО-50-4ДМ) и при пользовании не допускать большого давления на клапан (например, при полном баллоне полностью не откручивать винт редуктора, лучше закрывать вентилем на баллоне или краником после редуктора), между сменами оставлять редуктор как был (опять же не откручивать винт и не закрывать редуктор) при смене баллонов стараться сохранять редуктор в "рабочем" положении, чтоб может какой мусор не летал внутри редуктора, и открывать баллон плавно как по ТБ. Он наверное слишком долго был "новым" - седло успело в клапане выдавить вмятину или прилипнуть к нему так что при открытии оторвало кусочек.
-
Еще обзор, с видом из светофильтра. Сама маска может быть использована в качестве просто щитка, так как светофильтр можно вынять изнутри. https://www.youtube.com/watch?v=J64yeUF4ze0
-
PS: и еще - шлейф от блока управления не отсоединять, чтоб не лишиться гарантии.
-
Про некоторые косяки в 730-м Tecmen: Корпус маски был сделан на базе более младшей модели и шлейф выходящий из светофильтра (плоский и широкий) передавливается в более узком выпускном вырезе для этого шлейфа (расчет был для круглого и неширокого провода в другой модели светофильтра). У некоторых из-за передавливания шлейфа повреждались провода внутри него. Поэтому надо сразу расширить/углубить вырез пока шлейф не повредился. вид сквозь вырез в маске для блока управления: Далее - так как светофильтр с солнечной панелью, то нужно соблюдать пару предосторожностей: во время дождя не варить; смену батарейки, разглядывание внутренностей блока управления производить в стороне от ярких источников света; все потому что при яркой засветке солнечная панель выдает десятки вольт, которые могут спалить электронику в случае замыканий.
-
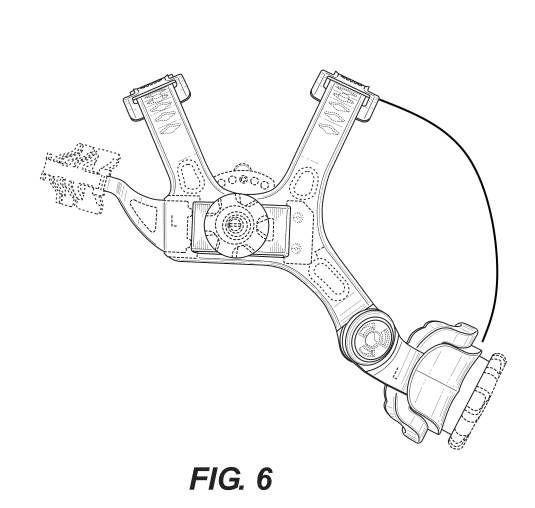
В Tecmen-овском оголовье, когда копировали со Speedglas-а, переднюю лямку задрали вверх и наклонили немного. Поэтому носится и настраивается оно уже не так как в рекламных мультиках. Передняя лямка должна быть на своем обычном месте на лбу, несолько выше бровей. Передняя верхняя лямка должна быть почти на лбу, сразу сверху него - таким образом две передние лямки как бы обхватывают "угол лба"... от верхней передней лямки получается толку почти нет в удержании нагрузки. Дальше - задняя верхняя лямка смещена вперед (по сравнению с мультиками) и находится уже по центру головы, а не возле темени... и дальше между задней верхней и плавающей затылочной получается большая такая дыра. И вот в таком положении оголовье и должно сидеть как на следующем фото: Так оно все удобно облегает, но нифига не держится на голове - молодое поколение дизайнеров тогда из-за компьютера видать редко вылазили . Отсюда и потребность в дополнительных подтяжках, "подушках", и в последствии в новых дизайнах с большим количеством лямок.
-
Оголовья Speedglas-овского типа, особенно Tecmen-овские страдают тем, что они сползают на брови. Все из-за того, что между задней плавающей затылочной "лямкой" и верхней теменной может пол-головы пролезть как здесь: вот еще для наглядности: Задняя часть не удерживает оголовье от сползания вперед на брови, и в рекламе это не показывают Да и теменная лямка не всегда ровно на голову ложилась. Некоторые пытаясь настроить оголовье так, чтобы оно не сползало, бывало затягивали верхние лямки на самый минимум: Из-за этой проблемы что только не понапридумывали - целые дополнительные плавающие подушки бывало вставляли: В последних поколениях оголовий уже добавляли дополнительную "задне-теменную" лямку, убирали плавающий узел из затылочной лямки: Такие вот дела... Для решения проблемы со стандартным сейчас Tecmen-овским оголовьем можно воспользоваться таким решением: Если присмотреться, можно увидеть резиновые "подтяжки" для задней лямки.... Ну или просто сделать соединительную лямку между затылочной и верхними лямками, такой вариант и легкий, и удобный, и удерживает оголовье от сползания даже на самой глубокой посадке на голову - "кивай себе маской - не хочу" Её желательно сделать регулируемой по длине на всякий случай
-
Сжатым воздухом проверяли на герметичность. А если на глаз: последнее место особенно проблематичное (для герметичности ). Чтобы улучшить ситувцию - увеличить зазор/утоньшить основной металл в таких местах = и прогреется быстрее и наплыв будет меньше. Не обращайте внимания - швы отличные, видно что человек старался и отлично получилось. Просто в тех местах где нагрузка на разрыв - не начинать швы, а лучше заканчивать, мало-ли какие веса/штанги кидают на эти конструкции.
-
Из-за "простой" декоративности получаются непровары, особенно в начале или на соединении швов. А там уже пусть смотрят сами - где им нужно красиво, а где прочнее.
-
Новый обзор на G5-02 от словацкого продавца, даже с аркшотом в конце: https://www.youtube.com/watch?v=7FaXoDDYBOo в текстовом виде: https://www.solik.sk/blog/3m-speedglas-G5-02-zvaracia-kukla-pre-tig-zvaranie-so-zaoblenym-priezorom/ в гуглопереводе: https://translate.google.com/translate?tl=ru&u=https://www.solik.sk/blog/3m-speedglas-G5-02-zvaracia-kukla-pre-tig-zvaranie-so-zaoblenym-priezorom/
-
Ну, это был гарантийный случай тогда - заметного мерцания быть не должно.
-
Надо проверить на наличие трещины. Если трещин нет, и работе не мешает... ну фиг с ним, или просто заклеить уголок чем нибудь. Если сильно захочется - разобрать корпус, проверить контакты, пайку. Вероятная причина - электричество в это место "не доходит". то ли трещина, то ли заводской дефект (плохой электордный слой)... Если заметно мерцание по всему светофильтру - возможно поврежден контакт с одним из ЖК-слоев. Если еще на гарантии - повод обновиться засчет производителя
-
А если просто щиток типа такого https://www.ozon.com.ua/catalog/shchitok-zashchitnyy/shchitok-zashchitnyy-ozon_344/ https://kzs-siz.ru/catalog/product/view/60/820 все прекрасно влазит, защищает все что нужно (поликарбонат 2мм) и голову и шею, и в респираторе не будет запотевать вообще, и по цене во много раз дешевле, насколько я понимаю...
-
Не спешите расстраиваться. Для 9100X можно рекомендовать уменьшить "подбородок" маски для улучшения обзора вниз, некоторые бывает срезают его (варвары ), но можно и строителным феном хорошо разогреть "подбородок", согнуть его и удерживать пока не остынет. Одним из побочных эффектов будет то, что маска станет заметно шире, и респиратор войдет без проблем. Со временем, при рабочем нагреве, маска частично вернется в прежнее состояние, но все равно будет пошире. На 9100XX у меня фильтры влазили, с натягом (респиратор давил на лицо), но обзор был достаточный. При желании отодвинуть маску еще подальше от лица можно отрегулировать налобную "лямку" на оголовье, также можно затылочную "лямку" полностью не затягивать. А вообще лучше "блинчики" поставить.
-
А смысл брать без маски? Думаете сэкономите много? Светофильтр отдельно стоит почти столько же сколько и вся маска в сборе, а часто бывает и дороже в тех местах где ходовой товар дешевеет быстро из за конкуренции. Светофильтр, если что, нестандартный, ни в какую другую маску не влезет.
-
3М-овский патент на изогнутый ЖК-светофильтр: https://yandex.ru/patents/doc/RU2678214C2_20190124 https://yandex.ru/patents/doc/RU2719306C1_20200417 https://edrid.ru/rid/219.016.b4b1.html перевод правда ужасный, но что-то можно почерпнуть при желании. Более оригинальный патент на английском. https://patents.google.com/patent/US20140168546A1/en
-
Передник мог бы помочь. При такой температуре в цеху мне мечталось о чем-то подобном