brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
Может из-за литиевых элементов питания ограничивают до -5°C.
-
То есть кроме завышенного ценника и узкощелевого обзора еще и электроника "глючная"... ну, ну... крапоэкономика не чужда и Kemppi.
-
Если такой расход сделать на углекислоте, то инеем может покрыться и баллон
-
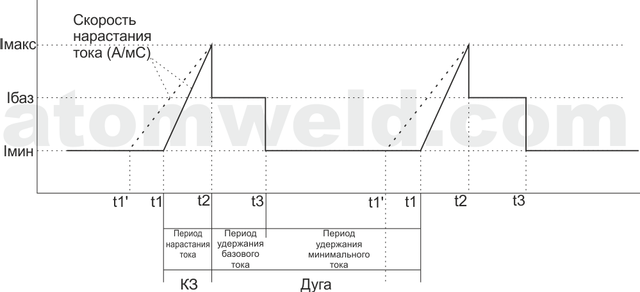
В современных аппаратах что "индуктивность", что "динамика" отвечают как бы за одно и тоже - за форму и длительность импульсов и всяких уровней напряжения тока, и на графиках даже выглядят одинаково. Вот например расширенная настройка режима КЗ у аппарата с регулировкой "индуктивности наоборот", то есть скорости нарастания тока КЗ: Выглядит почти так же как и графики формы напряжения/тока для импульсного переноса. В импульсном переносе программа сама рассчитывает время наступления сброса тока для отрыва капли и т.д., то есть ведет себя проактивно, а в "обычном КЗ" программа реагирует на наступление и обрыв КЗ и др., то есть ведет себя реактивно. Так что сейчас разговор идет уже не об индуктивности, а о програмно-аппаратных возможностях или настройках компьютеров встроенных в сварочные аппараты. Ну а вообще "Дина дуги" это корректировка ВАХ, "Индуктивность" - корректировка себя самой... Но в первую очередь они "калибруются" аппаратом под каждые конкретные условия (длина горелок, кабелей массы, сопротивление сварочной цепи) - это чтобы синергетика правильные настройки подставляла изначально, а потом уже "Дина дуги" и "Индуктивность" используются для корректировки к синергетике или просто для ручной настройки аппарата.

-
Эх блин - чтоб понять, что такое индуктивность можно взять поработать на аппарате типа Селма ВДГ 303, а потом "поломать" ей дроссель - отключить управляющие катушки дросселя, и... тогда в аппарате останется чистая, ничем не модифицированная мощняцкая такая индуктивность. При которой, при сварке в СО2, если настройки "чуть вправо или чуть влево" то сразу и "расстрел". Чтоб заставить аппарат варить хоть более-менее стабильно придется не только напряжение/подачу регулировать но и прижим роликов, чтоб проскальзывали, и "прижим" контакта в наконечнике, чтоб реальная ВАХ была как можно жестче, чтоб компенсировать завышенную индуктивность. Ну и конечно же можно будет почувствовать как по сравнению с обычными настройками придется намного уменьшать и подачу проволоки, и даже переходить на пониженный диапазон мощности (из трех доступных, для более жесткой ВАХ), и как ведет себя ванна - которая переполняется из-за отсутствия разбрызгивания, и как проволока начинает "утрамбовывать" ванну так глубоко, что если чуть зазеваешься, то продолбит ее и насквозь, ну как может повысится скорость сварки не смотря на пониженную мощность и подачу. Вылет проволоки станет еще одной важной настройкой (наконечник утоплен, заподлицо или выступает из сопла) - на меньшей мощности придется чуть ли не без вылета проволоки варить, опять же для более жесткой ВАХ. Ну а потом, после недели-двух-месяца , после того как стал Мастером "Индуктивности", "Повышения жесткости ВАХ", "Тонкой настройки подающего", и "Точной рихтовки наконечника" - тогда уже можно будет аппарат обратно отремонтировать и вернуться к обычной жизни, но уже с осознанием того что ты уже не просто кнопкодав... проблема будет правда в том, что тебя наверно перестанут понимать обычные люди, которые до этого никогда не слышали такого слова как "индуктивность", а слово ВАХ - только пару раз в старых учебниках.
-
Клапан или шланги внутри аппарата? Подключить "газ" горелки напрямую к редуктору и попробовать?
-
Берете свои железяки (заготовки, аппараты и т.п.) и расчитываете. Для полноценного провара с одной стороны - лучше все разделать и за несколько проходов все сварить. Если надо курсовые писать - расчитывайте от толщины сварочной проволоки, какая ей нужна мощность для струйного переноса и будет вам режим сварки.
-
Вваливаешь кучу бабла и получаешь гарантированный результат. Ну и потом еще закупаешь фильтры, сменные стекла и т.д. Эта "тряпка" - лицевое уплотнение, вокруг всего лица. А вся система - это респиратор положительного давления... Не будет тряпки, не будет давления и не будет респираторного уровня защиты, будет просто обдув очищенным воздухом. Вот так и в реальности, как становится прохладно так сразу и отмерзает всё, куда дует воздух. На самодельном варианте турбоблока приходилось понижать обороты вентилятора почти до минимума, заклеивать все щели, надевать "тряпку" и можно было работать. На фирменном турбоблоке минимум не выставишь - "защита от дураков" такая, турбоблок поддерживает нормированный объем задуваемого воздуха или начинает пищать, "ругаться и матюкаться" о том что есть проблема с подачей воздуха. Он еще и шумит заметно. Зимой турбоблок противопоказан - вот такой вариант отлично работает: Воздуховод для респираторов типа 3M
-
Мож лучше начать с основ "импульсного переноса": импульс - расплавляет достаточную по размерам каплю, плюс может повышает плотность тока до уровня струйного переноса (что уже само по себе заставляет каплю сорваться с конца проволоки из за эл. магнитных сил) пауза - во время паузы эл. магнитное поле схлопывается или сжимается и "откусывает" каплю от проволоки. Даже судя по "графикам " выше, начало пульса может быть плавным, но начало паузы всегда более резкое. Регулировка "динамики" - это корректировка к запрограммированным частоте и может еще скважности (или форме) импульса/паузы. Физический дроссель в инверторе сглаживает ВЧ пульсации самого инвертора (50кГц+/-), пульсацией сварочного тока занимается уже программа, хоть параметр и называется "индуктивность", но регулирует форму импульсов при КЗ не дроссель, а программа.
- 75 ответов
-
- 4
-

-

-
- технологии
- отзывы
- (и ещё 4 )
-
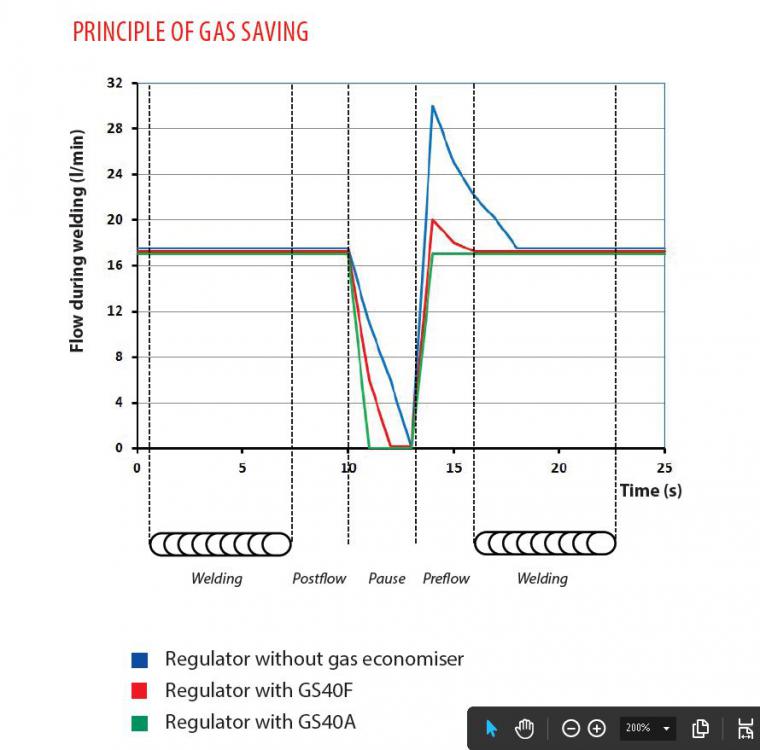
Вот немного официальных данных от GCE об использовании их экономайзеров GS40F (нерегулируемый) и GS40A (регулируемый) GS40F (нерегулируемый) - предназначается для регуляторов с дюзой и шкалой на манометре, он с заметно более открытым редуктором, чтоб не портить показания шкалы манометра. GS40A (регулируемый) - предназначается для регуляторов с ротаметром (очевидно для того, чтобы регулировать расход самим экономайзером, показания ротаметра от этого не портятся). синий график - расход без экономайзера (максимальный пшик); красный - расход с нерегулируемым экономайзером (небольшой пшик); зеленый - расход с регулируемым экономайзером (без пшика) ссылка на оригинал: GS40A_GS40F_EN.pdf
-
А то можно было б 10 л. баллончик заправить от 40 литрового и "сэкономить" без потери производительности.
-
@Schlosser Да уж... Спокойной ночи. PS: Не хватает самого главного для понимания - как стырить и вынести газ с работы и продать.
-
А зачем тогда задавать вопросы, если оно вам нафиг не нужно? Вообще тема об экономайзере, об экономии газа при помощи "Донмет лайт" или об экономии на покупке этих самых "американцев", "европейцев" и т.п. А поставить и забыть можно все что угодно, ...если хорошо положить на все.
-
http://websvarka.ru/talk/uploads/monthly_10_2020/post-25281-0-22685000-1604001973.jpg Ну вот, обычные настройки для "регулятора расхода" - 4,5 атм. Теперь выкрути дюзу и настрой расход по новой - на каком давлении получится такой же расход в режиме "обычного редуктора". Ну а дальше несложная математика: разница давлений Х объем газа в шланге до клапана = размер пшика (после некоторой паузы) PS: В режиме "обычного редуктора" он будет замерзать быстрее, так как в перепад давления в районе клапана в 3-4 раза больше, может потребоваться подогреватель даже на смеси, но будет экономия газа, особенно на коротких швах/прихватках. Или если поставить "Донмет лайт", и регулирующий болт к нему, то и пшиков не будет, и давление на выходе будет автоматически выравниваться, то есть при расходе баллона не будет так автоматически подыматься давление на выходе из "оптимизатора" - это кстати еще одна причина экономии, которую дают "оптимизаторы" на сжатых газах.
-
Какое давление получается на правом манометре при "нормальном" расходе (для 200-250 А)? Ну и какая длина шлангов от редуктора до клапана? Может он не пшикает потому что не установлен в систему, или может просто по пшику расход и настраивается? А то даже по фирменной таблице нужно устанавливать 4-5 атм. для нормального расхода на смеси или около 3 атм. на углекислоте, когда на обычном кислородном редукторе хватало 1 атм. которые при простое подымались до 1.5-2 атм. (уже при некотором износе клапана) Это вообще то простейшее, что можно объяснить и показать даже непрофессионалу, единственно кто никак не мог понять или поверить - это был продаван.
-
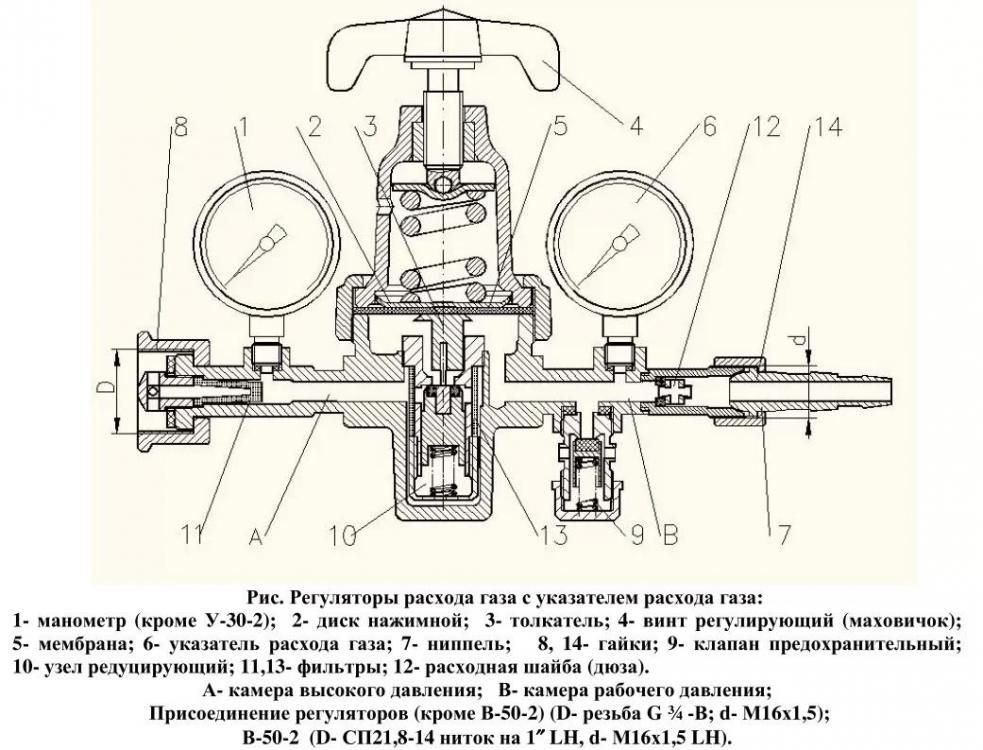
Дешевый малоформатный расходомер с "поддтекающим" клапаном, настройка на нормальный расход газа (по ощущениям ), потом относительно продолжительное время без корректировки и соответственно большой автоматический подъем давления в самом расходомере... ну и может "крепкий" газовый клапан в аппарате ... может и до 6 атм. подняться. Вот вам головоломка - принципиальная чертеж-схема расходомеров: Ну или можете поверить мне на слово , что там где обычный редуктор не пшикает (с новым клапаном, например), то расходомер будет всегда, если дать ему время набрать давления в шланги. Все еще не верите - ну тогда можете взять обычный регулятор расхода, со шкалой на манометре и с расходной дюзой в выпускном штуцере, предварительно запомнить как он ведет себя и как настроен, как долго пшикает, и какой по ощущениям расход газа (а лучше даже взять внешний ротаметр), после того как пшик закончится (подождите секунд 10), а потом выкрутите дюзу и настройте на такой же по ощущениям (внешнему ротаметру) расход, но уже без нее. Единственно что - редукционный клапан должен быть исправен, то есть чтоб он сам по себе не пропускал много избыточного давления во время паузы. Не сильно сложно проверить "теорию"? Или в Украине сейчас даже такие несложные вещи вызывают только мысли о том что кто-то сильно умничает или бред несет? ...потому что наверное самые образованные люди в сварочных технологиях в наших краях, продаваны, вам об этом никогда не говорили?
-
Обычный качественный редуктор тоже не будет давать пшиков, пока новый, но на баллоне со сжатым газом при падении в нем давления, в редукторе оно автоматически повышается. Вот и предлагают расходомеры с расходными дюзами и шкалой на манометре или с ротаметрами, чтоб проще было подкорректировать расход, но при этом умалчивают что пшики в них будут не только из за износа клапана, а потому что принцип работы у них такой. Объясняют может разве что уже в рекламе оптимизаторов и то туманно, чтоб клиенты не поумнели, например у Донмета: УСТРОЙСТВО ДЛЯ ЭКОНОМИИ И ОПТИМАЛЬНОГО ПОТОКА УГЛЕКИСЛОГО ГАЗА / АРГОНА Для дуговой сварки в защитных газах используются редукторы с рабочим давлением до 10 кгс/см2. При прекращении сварки в рукаве, между редуктором и сварочным аппаратом, создается избыточное давление газа (обычно 3,5-6 кгс/см2). После продолжения сварки этот избыточный объём газа мгновенно сбрасывается в атмосферу. При этом кол-во избыточного газа может быть в 6 раз выше, чем в момент сварки. В то же время, для оптимальной защиты сварочной ванны, требуется максимальное давление 1,0 кгс/см2 при расходе 25 л/мин. Этих потерь поможет избежать приставка к редуктору - «Оптимизатор ДМ» О причине такого высокого давления просто умалчивают - это повышенное давление перед "расходомерной дюзой" или ротаметром, нужное для того чтобы уже ПОСЛЕ них в шлангах было нормальное давление при отборе газа. Ради удобной корректировки расхода газа, типа ради экономии - выпшикайте пол баллона на воздух , или купите оптимизатор.
-
Принцип работы у ротаметра с краником после него такой. Пшик может не такой заметный как у каких нибудь низкокачественных и грубо настроенных расходометров, но все равно должен быть. Кран может ограничить скорость поступления газа в шланги, но не давление, и во время паузы оно все равно подымается в шланге и потом пшикает. Расходомеры пшикают не только потому что клапан плохо закрывается - у них принцип работы такой. Единственный вариант расходомеров/ротаметров без пшиков изначально - это Optiflow, Optimator и их аналоги, в которых ротаметр находится между первой ступенью и второй, а регулируется расход второй ступенью, и она уже ограничивает и расход и давление поступающее в шланги.
-
... с пшиками, и чем меньше настроен расход, тем отчетливее пшики. хотя если на такой вариант поставить регулируемый оптимизатор (третью ступень), то получится действительно идеальный расходомер - всегда ровное давление перед ротаметром, показания расхода всегда точные и отсутствие пшиков из за ротаметра.
-
Весь смысл оптимизатора, чтоб он стоял последним регулирующим элементом. А лучше вентилем для оптимизатора расход настраивать, для обычных задач. Это компактный "осевой" вариант с ротаметром, с "новым" редукционным узлом. Как они говорят, таким как в "новых" больших редукторах: Добавить к нему "Оптимизатор ДМ Lite" с регулирующим винтом и получится нормальная система: Первая (компактная, легкая) ступень расчитана на высокое давление, но с грубым регулированием, плюс предохранитель. Ее заводскую настройку можно не менять. Охлаждаться или замерзать он будет не так сильно (меньший перепад давления - это в общем то, что и маскирует убогость некоторых компактных и неточных редукторов в роли расходомеров). Второй узел - ротаметр, будет показывать свои показания как положено, но его кран должен быть полностью открыт - регулировка должна быть не через него. Третий узел - "Оптимизатор ДМ Lite", но с добавлением регулировочного болта с крутилкой для настройки - это вторая ступень, рассчитанная на низкое давление и более точное его поддержание. В общем к обычной схеме с ротаметром и с оптимизатором просто добавить крутилку на оптимизаторе и получится идеальная(?) схема, хоть и не такая компактная как всякие Optiflow, Optimator.
-
По минимальным требованиям (2.5 атм. х 0,7 л/мин) подходит "CEME E512" При 2.5 атм. он типа 0,65 л/мин. выдает.
-
Есть, если например штатный М6 наконечник для 0,8 на омедненке при перегреве (на струйном переносе) работает пол-дня и его начинает постоянно подклинивать, то обрезанный продолжает работать еще 2-3 дня, легче прочищается, после хорошей чистки еще может некоторое время поработать (основание наконечника тоже постепенно "убивается"). М8 наконечник на неомедненной грязной (в смазке) проволоке 1,2 может изнашиваться и неделю с несложными прочистками от закоксовывания этой самой смазкой и подгибанием контакта, но в среднем хватало на три дня (лень было подгибать толстый контакт), по сравнению с одним днем жизни с хорошим контактом, который был обязателен на углекислоте и на аппарате, который очень чувствителен к качеству контакта (Сэлма 300-какая-то). При аналогичных условиях (у соседа) типа кустарный наконечник, паянный с твердосплавным контактом работал месяц и сам контакт еле заметно износился. Так что в теорию заговора к пшикающим расходомерам можно добавить и наконечники
-
Расшифровка рисунка: строка а) модель для "гнутой" проволоки строка б) модель для "выпрямленной" ну и еще из текста: "Необходимый контакт проволоки с наконечником обеспечивается пружинящими свойствами проволоки. Износостойкость контактной поверхности наконечника повышается наплавкой этой поверхности серебрянно-вольфрамовым сплавом." Касаемо продаются ли - нет... почти. Сделать несложно - сточить обычный со вставленной в него проволокой, по мере износа подгибать оставшийся контакт (на малых наконечниках не сильно тяжело).
-
"Материалы: основа – нейлон, покрытие – нитриловая пена, " "Материалы: основа из 100% полиэстера 15 класса вязки придает прочность, подкладка из 100% акрила 7 класса вязки сохраняет руки в тепле. Уникальное двухслойное нитрильное покрытие" "Материал основы: интерлочный хлопок. Материал покрытия: нитрил." В двух из трех вариантов запрещенные в сварке материалы - синтетика. Из синтетики вроде только Kevlar, Nomex и CarbonX можно назвать сварочными.
- 4 ответа
-
- 1
-
-
Я бы сказал горелки 15 серии не считаются горелками Все с резьбовыми соплами, с "толстыми" медными гусаками начиная с 250-амперных, плюс может водоохлаждаемые с быстросъемными соплами - можно считать профессиональными для продолжительной сварки, требуют аккуратного обращения с соплом, это классика, иногда требует специнструмент (болт с резьбой как у наконечника с удлинителем- рычагом) для силового раскручивания схватишихся сопла и держателя наконечника. В крайнем случае гусак можно обрезать и перенарезать ему резьбу. Остальные газовые, с быстросъемными соплами и "алюминиевой оболочкой гусака/радиатором охлаждения для сопла" - они для прихваток, коротких или не частых швов расходники дешевле, но гусак не ремонтный, обжигает руки, сопло или жестко сидит и уже не такое уж быстросъемное, или разболтанное, нужно настраивать прижим кольца-пружины... но не боится ударов об стол, стену и т.п., но ударов боится керамика/изолятор-распылитель вокруг держателя наконечника. Пока физически не "убьете/сожжете/порвете/продырявите". Стандартные наконечники на омедненной проволоке так себя и ведут. Пол дня-день интенсивной работы и на них изнутри из-за перегрева нарастает этот медно-железный мусор и из-за него начинаются подклинивания или вообще заклинивание проволоки. На неомедненной, в смазке - наконечник просто изнашивается, а из-за смазки и нагрева закоксовывается и требует прочистки, так же и спираль гусаке. Один из вариантов - стачивать "верхнюю" часть наконечника на половину длины, делать его похожим на совдеповские модели, в которых в месте перегрева нет узких мест и которые легко прочистить: Ну проволоку качественную брать желательно неомедненную, но она не так долго хранится.