brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
их уже и печатают, и торгуют даже - цены на оригинальные фирменные решения позволяют появится вторичным решениям на рынке. Но под сварочной маской важна компактность, и "зеркальная симметричность", чтоб переходники с каждой стороны затягивались левая - по часовой, правая - против часовой стрелки, чтоб самопроизвольно не отстегивались.
-
Подвал подвалу рознь - некоторые воду до самой головки не доводят. С гибкими водяными китаянками лучше вообще не связываться. вот немецпром: а вот бывает такой китайпром, типа безродный:

-
Вот, блин, вся Америка уже в них, а тут еще споры не понятно о чем: 6500QL - это быстро-скидываемая версия респиратора, в реале все делается одной рукой - и сбрасывается и одевается. https://www.youtube.com/watch?v=XPPGTz6HZrY Да, чище, если не бздеть Дым подымается вверх, сразу в лицо сварщику, а с воздуховодом за спину, даже без фильтров, гадости в разы меньше. вот мои страдания на эту тему Воздуховод для респираторов типа 3M размер подбирается по такой инструкции модельный ряд по рамерам:6501QL - малый6502QL - средний6503QL - большой
-
Кому что нравится. Сварщикам одно, малярам другое, химикам третье, медикам четвертое... Вот мнение фирмы 3М на счет респиратора для сварщиков: И если говорить про сварщиков - то не обычный респиратор им нужен, он даже вреден при длительных работах. Без респиратора сварщик задерживает дыхание, а с респиратором - нет. Респиратор вонючий дым фильтрует, а угарный газ и озон - нет. Получается с респиратором меньше травишь себя дымом (оксидами железа, алюминия, марганца, хрома, копотью от масла), а отравляющими газами травишь себя полной грудью. Сварщикам нужны вытяжки, вентилируемые маски, подключенные к респираторным турбоблокам, к отфильтрованному сжатому воздуху - и то, только летом. Или респиратор с воздуховодом за спину к фильтрам - в прохладное время года. Спорить о том какая серия респираторов 6500 или 7500 лучше для малярных или химических работ в сварочной теме... разговор тут совсем не о том. Вот еще видео в нагрузку, чтоб жизнь раем не казалась (на второй странице), и какие респираторы нужны сварщикам. https://www.instagram.com/p/BvA-2zrnLaO/?utm_source=ig_web_button_share_sheet Такие системы должны продаваться в каждом сварочном "магазине защитных средств". Но капиталистам выгоднее чтоб люди травились и продолжали жрать кактус... ну в смысле, дышать всем этим фуфлом, чтоб быстрее забивались фильтры и чтоб был постоянный сбыт этих фильтров. В Америке, конечно, есть все, $100+ баксов за воздуховод с переходниками, и все дела.
-
Не нужен 7500-й, не учите людей "плохому". 6500QL - отличный вариант, и компактнее, и удобнее и приятнее, и скинуть можно не снимая сварочной маски, и даже "покурить, чай попить" если вдруг срочно захотелось. А в коллективе - и поболтать можно не раздеваясь.
-
Сварка прерывистый процесс - то кучи дыма, то не очень, вот и быстросъем отлично подходит для такого режима. Носить очки не мешает, надевать/снимать очки - тоже, никакой разницы с обычными лямками. Uvex Gravity Zero (или их китайская копия) мне лучше всего подошли и сели на переносицу на маске.
-
Больший вылет проволоки = больше эл. сопротивление = мягче кончик проволоки и меньше давление на ванну, а так же меньше сила тока и прохладнее ванна, Вольт-Амперная Характеристика аппарата становится менее "жесткой" (или более "падающей") и сварка становится менее стабильной. Увеличение вылета проволоки применяется как приём для временного уменьшения энерговложения и смягчения давления проволокой на ванну, но только пока сварка еще стабильна. в видео часто в смеси варят, в ней легче треск настроить - треск и четче, и громче, и даже на уши давит. Про индуктивность. Это как бы третья настройка, а людям намного проще настраивать не больше двух параметров одновременно. Если аппарат реально синергетический, то он и индуктивность заодно корректирует, и делает поправки на индуктивность сварочной цепи подключения, и на разные режимы сварки и т.д. Если индикация индуктивности есть в плюс, есть в минус, а по средине нолик , то это поправки к запрограммированному уровню индуктивности и если кабеля и горелки стандартной длины и качества, то ее и трогать особо нет нужды, разве как для корректировки программы, ну или по желанию/хотению.
-
Вот еще есть какое-то новье из новья: супер-пупер горелки Arc-T вот такие у них расходники и спец-ключи для разборки: вот такие кнопочки есть вот такие циферки нарисованы: Мультики даже сделали: водяная рубашка в водяной горелке... и точно такая же, но "воздушная рубашка" в воздушной горелке. дополнительный "слой" защиты от перегрева... то ли от сопла, то ли от раскаленных завоздушенных внутренностей. продвинутая система воздушного охлаждения в длиннющей головке и цанге, ни разу не похожей на Бинзелевскую (все запатентовано уже!). газовая линза с сеточкой... как у меня в дуршлаге: До чего только прогресс дошел! Ну и вот что с ними можно или удобно делать? Например, вот такие селфи можно делать перед зеркалом: PS: это как со Speeddlas-овским оголовьем - все копировали, совешенствовали, обходили патенты, лепили кучу новых лямок, подушек и все такое... но может хорошо хоть кто-то уже начал, хоть издалека так, подходить к Бинзелевскому дизайну. ...а их MIG-горелки, так вообще взрыв мозга... весом в пару килограмм только в руке, и со слоганом: "Все ради облегчения работы!" PPS: и.. не сочтите за рекламу, если что
-
Ну, продаваны как продаваны, рисуют цифры с потолка и не особо разбираются чем торгуют. Бинзель для обычной 18-й рисует 320A DC/230A AC. на 100% ПН. А для 18 SC - все 400A /280A
-
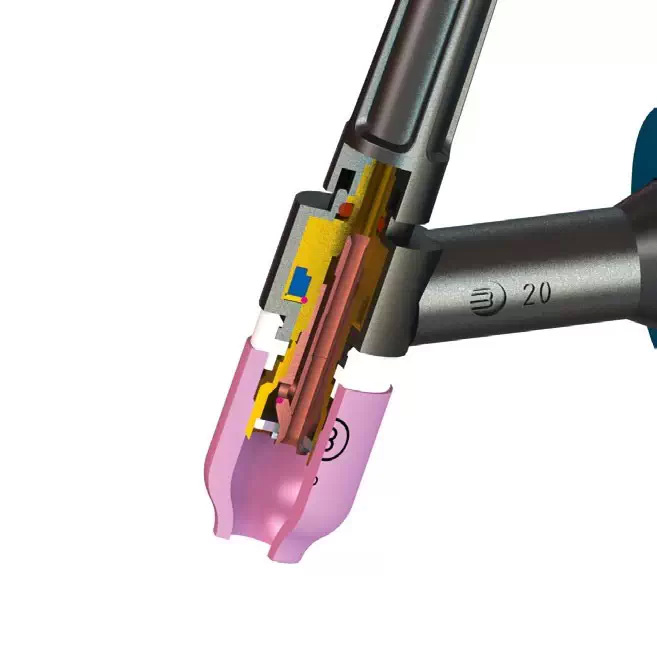
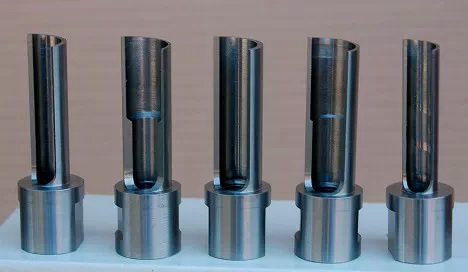
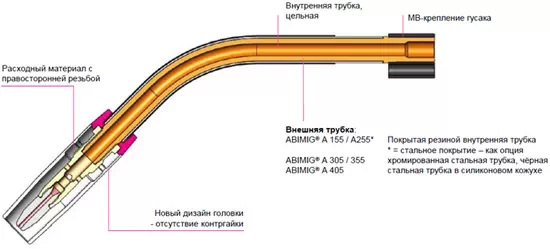
вот газовый Бинзель: вот водяной: вот водяная американка (в Бинзелевском исполнении): Самым узким местом американок является малые места контакта цанги с электродом, цанги с цангодержателем, плюс еще сопло в цангодеожатель жар свой отдает. Потом цангодержатель отдает тепло в головку через не сильно массивную резьбу (а китайцы и здесь не прочь сэкономить). В итоге все выливается в дли-и-инные цангодержатели, сопла, и цанги приваренные к электроду . Чтоб цанги не приваривались к вольфраму сделали другой, "клин"-овой вариант, они и помассивнее и контакт побольше (с одной стороны электрод упирается в цангодержатель, а с другой - со всей стенкой цанги:
-
На рейтинг горелок влияет много чего. Хороший контакт с электродом - для подвода тока и отвода тепла. Качество и сплав самого электрода - иттриевые и "редкоземельные" или "Е3" - самые "холодные". Сопла и их теплоизоляция от пластиковой оболочки головки. Даже резьба на сопле делается подальше от пластика. (Было б круто если б "Бурановая" или "челноковая" керамика не была б такой хрупкой... ) Равномерное распределение газового потока внутри головки/цанги. Даже размер резьбы в соединении с кабелем делают массивным (например 26-я американка). Так же, говорят, газовые линзы с их сеточками хорошо отражают излучение дуги и может еще из-за добавочной массы и улучшения газового охлаждения продлевают ПН. Для поднятия рейтинга водоохлаждаемых горелок Бинзель делает "двойное омовение" силовых кабелей в своих моделях - и подача, и обратка с кабелями внутри. А для горелок для версий "SC" - "Super Cool" даже ставят кабеля с более старших моделей, с большим сечением.
-
У этих горелок ПН зависит и от длины сопла. Слишком мало у них металла в "голове", малые контактные/теплоотводящие площади. У Бинзеля, их горелка в правильном дизайне ( ABITIG ® GRIP 150 с не укороченным соплом) по размеру почти как 9-ка, а мощнее чем 17-я. А водоохлаждаемые американки лучше всего у "CK Worldwide" - больше водяная рубашка, или опять же Бинзель с еще лучшим дизайном ABITIG ® GRIP 260 W. Ну или Бинзелевские головки для американок в помощь. У них честный рейтинг на все воздушные горелки с ПН - 35%. Рейтинги с ПН -100% или 60% только у водяных. Это не реклама - это басни продаванов и "китайские амперы" для развода... сами понимаете кого.
-
Под наклоном вари тонкий металл, сверху вниз, при этом следи чтоб металл не забегал вперед . Так же на тонком металле делается отбортовка кромок или варят в нахлест по возможности. Вылет проволоки на тонком металле можно увеличить - будет варить мягче, но если сильно увеличить - будет нестабильно. Это, скажем так, "ручная регулировка наклона ВАХ": меньше вылет - "жестче"; больше вылет - "мягче". На тонком металле настраивать стабильный четкий "треск" - не завышать напряжение, понизить индуктивность (символ с волнами), "шелестеть" (при большем напряжении и индуктивности) надо на больших мощностях (около 200А и выше).. Тренироваться лучше на пластинах, чтоб оценивать и обратную сторону шва. Из навыков потренируй сразу ловить начальный момент проваливания сварочной ванны, чтоб вовремя остановиться - когда мощности слишком много и ванна становится сильно вытянутой уже лучше остановиться, можно продолжить прерывистым способом, а можно уменьшить мощность и подобрать более удобные настройки. Потренируй сразу способы заплавления прожегов - постепенно наращивать металл с разных сторон прожега, можно с добавкой присадочного прутка (электрод без обмазки) для поддержки ванны. Мощность зависит от "всех крутилок" Увеличение напряжение добавляет общей мощности посредством напряжения на дуге, увеличивает длину дуги ( в среднем), ширину ванны, нагрев и оплавление конца проволоки и разбрызгивание. Увеличивается выгорание кремния и марганца (который является ядом для нервной системы). Скорость подачи проволоки добавляет силу тока и объем присадки, проволока так же давит на сварочную ванну. При слишком большой подаче может начать "паять", а не варить или просто "стрелять". Низкая индуктивность позволяет проволоке быстро разогреваться, быстрее нагревать сварочную ванну и быстрее отгорать, с минимумом давления на ванну, но больше разбрызгивания, особенно на больших мощностях. Высокая индуктивность позволяет проволоке плавнее нагреваться, не так разбрызгиваться, но и глубже втыкаться в ванну. Высокую индуктивность можно комбинировать с уменьшением подачи проволоки и с ослаблением прижатия подающих роликов (чтоб слабее давило на ванну). Сила прижатия роликов должна быть такая чтоб +/- "двумя пальцами еле удержать". На тонком металле меньше прижим, на толстом - больше.
-
Значит светильники надо брать такие, чтоб не мерцали. Мерцание на глаз можно проверить блестящим прутком - быстро махая им, смотреть на отражение от ламп, если отраженный свет выглядит плавно размазанным, значит лампа не мерцает, если есть регулярные темные пробелы/полосы, то значит мерцает. (для светодиодных ламп)
-
Вот статья, правда на кривом английском, о переделке батареи на Li-ion: Repairing and Adflo Speedglas battery ref 837621 with LI-ION 4.2V Cells В общем это о том как сделать батарею с платой защиты с балансом заряда, правильно выводы распаять ("+", "-", через термистор на 10К третий контакт к "-"), купить блок питания/зарядку. Но для начала посмотреть на какое напряжение была оригинальная батарея. Здесь немного "пожевали сопли" на эту тему: http://websvarka.ru/talk/topic/3331-zapchasti-dlia-speedglas-9000/?p=407631 но человек в итоге решил купить новую батарею, не захотел рисковать.
-
И то, что 220В по обычной не "деионизированной" воде может прийти и потрясти за руку? Или если тот же осциллятор будет каждый раз проверять изоляцию насоса на вшивость? Не говоря о том что большинство из них давление не любят. Хотя... это наверное кажется самым портабельным вариантом + ведро с водой, + еще воды вместо охлаждения... ну вот 20 л и набегает .
-
Это еще не полировка , это скорее хорошая промывка/выдраивание. Второй способ более реалистичен - если дрель закрепить на столе, а стекло держать в обеих руках. Несколько меховых полировочных кругов с алмазной пастой для пластиковых стекол от 15-20 микр. до 2/1 микр., и "нулевка" на поролоновом круге - и можно штук 5 стекол за пару часов вывести почти в ноль, после нескольких дней на ПА. Главное не спешить, чтоб поликарбонат не перегрелся и не помутнел.
-
Длина сопла влияет на длину вылета проволоки (из наконечника). На углекислоте это важно, писал выше. Масса наконечника влияет на скорость теплоотвода - мощнее токи, мощнее наконечники (при перегреве наконечники начинают быстро изнашиваться). Сплав наконечника влияет на его твердость и термостойкость. CuCrZr (хром-циркониевые) не так боятся перегрева, меньше изнашиваются, идут с канавкой у основания (Бинзелевские) Наконечники подбирают по ∅ проволоки, ∅ резьбы на держателе, и т.д. Тип сопла - один из отличительных признаков горелки. Есть на резьбе - горелка получается легче, компактнее (+/-), не так перегревается (больше ампер выдерживает), сопло не шатается, сопла есть разной длины. Но они сложнее в очистке от брызг, желательно купить/сделать приспособу для очистки сопла: но может проще будет сделать ручной вариант таких фрез, из тонкостенной трубки: и на всякий случай сделать еще приспособу для аварийного снятия сопла с держателя наконечника ("свечи") - к небольшому болту с резьбой как у наконечника приварить вороток, чтоб если сопло и "свеча" сильно схватятся брызгами, то можно было б их снять и раскрутить. Как бы профессиональный тип. Есть сопла быстросъемные: они часто более громоздкие, руки "жарят" сильнее (от сопла, через оболочку гусака), но быстросъемные, быстроочищаемые, неубиваемые. Также позволяют вручную сместитьь/отцентрировать наконечник грубой физической силой . Очень аккуратно надо обращаться с "распылителем" - насадкой на держатель наконечника, они бывают пластиковые, а бывают керамические... горелку лучше не ронять в таком случае, и держать распылитель про запас. Сопла все одной длины - меняется длина держателя наконечника (фиг найдешь в продаже, дешевле купить еще одно сопло и укоротить его). Диаметр сопла это размер защищенной сварочной ванны. Если ванна = пол-диаметра сопла, это почти 100% защита во всех направлениях/положениях. Если длина ванны заметно больше растягивается, то надо варить "углом назад", т.е. направлять газ в заднюю часть ванны. Во внутренних уже углах не важно, но во внешних обязательно. И при сварке внешних углов обязательно держать горелку перпендикулярно той плоскости с которой находится шов (плюс еще "угол назад"). Если просто направить горелку по центру угла, то газовой защиты почти не будет и швы будут "кипеть" Так правильно: так не правильно:
-
Пусть варит, если хочется.
-
На ПА первая проблема разогреть холодный основной металл - поначалу плавится только проволока и прилипает к еще не расплавленному основному металлу (здесь непровар), при попытке переварить такое место впоследствии, может получиться аналогичная ситуация, только переваривать и прогревать придется уже поверх наплавленного металла, то есть уже большую площадь и больший объем металла, и будет еще больше шансов на непровар и так по кругу. Обратноступенчатый способ начала шва, описанный мной выше - отступить на 0.5-1 см. от начала шва, начать варить к началу шва, потом развернуться и, переварив уже наплавленное, продолжить шов, - такой способ позволяет начинать, соединять, продолжать швы с небольшим наплывом в месте начала/соединения. Если хочется сделать аккуратнее, то придется вырезать непровар, или продолжать/соединять шов сразу, пока металл не остыл. Особенно проблемными являются внутренние тройные стыки - их надо вообще заливать, перекрывая все предыдущие подходящие к углу швы хотя бы на 1-1.5 см. (если нужна герметичность). Всегда перекрывать швы с нижней кромки шва и заливать на верхнюю полностью перекрывая. Чтоб меньше было наплывов и лучше провар - в местах начала и соединения швов делать больше зазор, утоньшать кромки болгаркой. Толщина металла, который может быть с непроваром - я на герметичность варил металл 2-3 мм. проволокой 1-1.2 мм., если не делать этот приём с прогревом, то все равно будут попадаться (и даже если делать бывает). Если хочется выжать все из аппарата (200 А, это немного для ПА), то имеет смысл брать качественную проволоку с хорошим контактом и стабильностю сварки/подачи проволоки - нестабильность тоже приводит к непроварам и перерасходу ресурсов. Надо пробовать - разные производители, разные условия разные результаты. 1 мм. проволока, наверное как раз для 200А аппарата - смысл есть Так же имеет смысл затовариться и просто электродами ∅2-3 мм. - для них 180 А хватит с головой.
-
@Давид96, На толстом металле в начале будет непровар. Надо отступить от начала шва, начать варить, вернуться к началу, проварить, потом варить в прямом направлении.
-
PS: что-то много тут в теме самоделок с алюминием, то ли бачки, то ли радиаторы... не по "фень-шую" он в блоках охлаждения вроде.
-
Ну да, даже корпус насоса латунный, чтоб не было «гальванической пары». Ну значит жизнь такая - или искать супер-пупер фирменное средство, или самому промывать и мешать деионизированную/дистиллированную воду с антифризом и с.... ...у америкосов бывает хим. составы раскрывают: Low Conductivity Antifreeze Coolant (43810) этилен гликоль - 55% значит деионизированная вода и альгицид (средство от водорослей) - 45% какой именно альгицид - выбор большой, для обработки аквариумов, бассейнов... деионизированная вода, дороговато стоит - 1.5-2 доллара за литр. нужна в основном для аппаратов с ВЧ-поджигом/осциллятором. Дистиллированная вода ток проводит тоже не сильно хорошо, и ей тоже пользуются. и главное - нафига связываться с этилен-гликолем? Говорят глицерин безопасен, используется как антифриз, пропиленгликоль - тоже, все вайперы ими обоими пыхтят, и максимум что - в туалет по большому бегают чаще (пропиленгликоль как слабительное действует). К ним еще ингибиторы коррозии полагается добавлять регулярно. Может взять или сделать антифриз на их основе?
-
Аргоном тонкий металл проще - не такой горячий процесс. Для углекислоты нужен хороший контакт в наконечнике и другая настройка аппарата - больше напряжения или меньше скорость подачи проволоки и индуктивность больше на больших мощностях. Сойдет Для тонкого металла (1-2 мм)- хорошо , для "среднего"(3 мм) уже маловато, нужна хотя бы 1 мм проволока. Хотя если б мощности аппарата хватило, то можно было б толстый металл варить в режиме струйного переноса в смеси... но для этого нужен аппарат хотя бы на 250 А. Поэтому - все равно в углекислоте, на повышенном напряжении и индуктивности... если честно никогда не варил проволокой 0,8 мм. Я только в применении к сварке ими пользовался, ну и к коронавирусу UVEX Silv-Air 2310 (для большого размера лица), 2312 (типа стандартный размер) FFP3 - отличный вариант из того, что было в доступе у меня за недорого (видать торговля "честно сэкономленными" запасами ). Удобная форма, обтюратор по всему периметру, клапан выдоха вниз. Если маски 3М - то серия 6500QL и "блинчики" к нему (тоже были в продаже за недорого). Если нужно реально правильно, круто и не дорого, то придется повозиться: Воздуховод для респираторов типа 3M PS: надо запастись спреем от брызг для сопла, чтоб брызги легко очищать, и не разбивать сопло впоследствии, пшикать почти в упор, а не с полуметра, как рекламируют продаваны. PPS: чтоб стабильнее варить такой тонкой проволокой как 0.8 мм в углекислоте, наверно надо будет укоротить сопло так, чтобы наконечник выступал на пару миллиметров из сопла. При сварке в аргоновой смеси использовать обычное сопло, и быть готовым быстро отдернуть горелку в случае заклинивания проволоки, иначе дуга догорит до наконечника и сварит его с проволокой.
-
Это наверно так же означает: "Кто будет делать сам - делайте радиатор из меди!" ... а баки из пластмассы Можно добавить еще: "Заливайте специальную охлаждающую жидкость" или хотя бы деионизированную воду. Ах да, американцы говорят что промывать надо каким-то "йодофором" против роста бактерий, ила и т.п. Это антисептик на основе йода и какого-то моющего средства (ПАВ), используется у виноделов/пивоваров для обработки их емкостей. (Кто-то тупо хлоркой промыл, но это наверно очень тупо). Из просторов интернета: "Охлаждающие жидкости Miller 043 810 содержат основу из этиленгликоля и деионизированной воды для защиты от замерзания до -40 °C или от кипения до 108 °C. Этот тип охлаждающей жидкости содержит соединение, которое противостоит росту водорослей."