brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
Сварочные светофильтры должны уменьшать УФ в десятки или сотни тысяч раз - в стекло добавляют красители на всю толщину стекла и достаточно много, а в хаме стоит интерфренционный фильтр, толщиной в какие-то "нанометры" - отражающий, и гасящий при помощи этого отражения УФ, слой металлического напыления, в котором не только важно из чего это напыление (например золотое с чем-то еще), но какая его толщина, то есть какую длину волн оно эффективно гасит.
-
Стекло пропускает "ближний" ультрафиолет в достаточной степени чтобы вызвать ожог роговицы и катаракту со временем. Инфракрасного излучения от электросварки хватит чтобы сжечь сетчатку, даже если часто смотреть на просто остывающий шов без защиты, то можно добаловаться. Дешевые хамелеоны не защищают нормально, после рабочей смены глаза ноют стабильно. От ультрафиолета хорошо защищают качественные хамелеоны, производителей которых - раз-два и обчелся. Speedglas, Optrel, Lincoln Electric/Tecmen (в последних поколениях по крайней мере), возможно Miller/Otos (не пробовал пока) - в хороших хамелеонах глаза не должны уставать практически вообще, если даже варишь много... Balder по этому параметру не годится, насколько я слышал. Комфорт визуальный - вторичный параметр, даже если зайцев маска пропускает, не так страшно - можно моргать перед началом сварки. "В одну точку" можно смотреть и не напрягая зрение - расфокусировал когда не важно, сфокусировал когда важно, если сварка до автоматизма доведена... Если сильно хочется качественной защиты за недорого - недорогой хамелеон для прихваток, и обычную, но качественную маску для продолжительной работы.
-
Прикол в том что сейчас, по моему, проще и дешевле всю горелку в сборе заказать на Ali.. Хотя хомутатель, на всякий случай, не помешает.
-
Ну в общем сравнение двух Бинзелей - американского и собственного дизайна
-
Подброшу и я дров в огонь Восемь способов держать горелку: https://www.youtube.com/watch?v=P_67mob6g6A 1. традиционный хват 2.сигарный хват 3. карандашный хват 4. опорный хват - типа обычный или карандашный хват с опорой руки на мизинце 5. поручневый хват 6. "удушащий" хват 7. перевернутый хват 8. кнопочный хват... Вот как они там выпендриваются - типа легкие, компактные, простые формы с "педальным приводом" позволяют чуть ли не жонглировать горелкой. Есть у них модели и с поворотными и с быстросменными головками с различными углами наклона, даже Китай недавно разродился компактной поворотной головкой: ...но все равно стараются сделать компактыми, тонкими, круглыми - иначе "жонглеры" не поймут

-
@Schlosser, кто-то переодел по дороге или так и заказывали ну да, два резьбовых соединения в головке для воды и одна просто трубка для газового шланга.
-
судя по статье от 3M по поводу нитрида бора, он используется в полимерных и керамических изделиях для улучшения их теплопроводности, бонусами являются: "теплопроводность, температурная стабильность, химическая стойкость и электроизоляция. Его слоистая структура из шестиугольных пластин (кристаллическая решетка как у графита) также способствует выдающимся смазывающим свойствам." ...которые и дают антипригарные свойства этим керамическим покрытиям. 3M Boron Nitride Cooling Filler Flakes
-
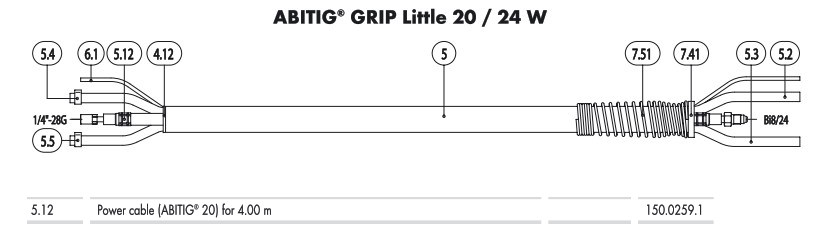
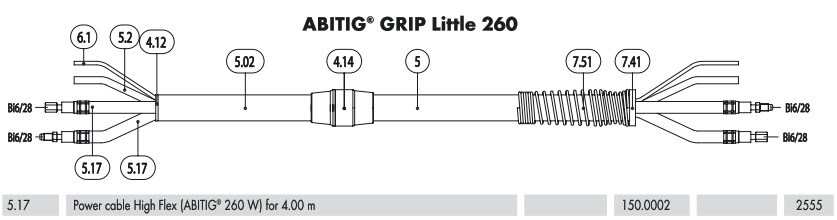
Вот вариант классики от Binzel: а вот конфигурация их собственной линейки: (немного фотошопа для ясности, конфигурации можно сделать с обычными и с гибкими кабелями High Flex "с кожей" для любых моделей горелок) по схеме в рукаве два одинаковых кабеля, с "папой" и "мамой" на противоположных концах, но перевернуты друг относительно друга. В случае с кабелями для водяных 260W, 450W и 500W надо помнить, что их там два, а цена комплектующих... такая, что выгоднее брать горелку сразу в сборе, ...можно наверное также наращивать длину рукава - резьба одинаковая, на всех водяных одна, на всех газовых другая, ставить более мощный кабель вначале рукава, а более гибкий перед горелкой... вот как много бонусов у них не заметных на беглый взгляд, когда он видя цену пытается сразу убежать подальше
-
Ну да, это не просто песок, а связывающий заполнитель для "лакового покрытия". в общем себестоимость порошков и спирта достаточно высокая. Хотя если замесить и просто окунать - не надо будет им дышать, или покупать распылители к нему... уточнить бы рецептуру "по науке".
-
Вот, именно Bizel-евский модельный ряд: PRO_W145_GB_TIG-Concept_WEB RUS.pdfтоповые модели идут с гибкими шлангами "High Flex", в водяных горелках и подача воды и обратка идут с одинаковыми кабелями. Серия "Grip Little" совместима со стандартными рукоятками и обычно идет с гибким рукавом "High Flex" в коже, но цены на нее такие как будто эта "кожа" сделана из шкуры с ж@#ы дракона и с серебряным кабелем внутри... а некоторые фторопластовые изоляторы стоят, так как будто сделаны из последнего куска фторопласта на Земле... Резьбовые разъемы рукавов у них свои конечно, но близки к дюймовым резьбам - типа можно сделать переходники к обычным рукавам. 150-260W горелки идут со своей резьбой к соплам, чуть меньшей чем резьба "малых" линзовых сопел к 9-м/20-м, а 200-450W идут с такой же резьбой на соплах как и у "средних" линзовых сопел для 17/26/18-х горелок. Очень толково выглядят их линзовые цанги - ни дать, ни взять. В добавку к ним идут еще и jumbo-линзы - дорогое удовольствие, особенно из-за дополнительных фторопластовых колечек ценой аж в $40 - их маркетологи, по моему, вообще с дуба рухнули, типа на какой нибудь уникальной запчасти озолотиться и даже обалмазиться хочется. Ну а так, по дизайну, они очень даже толковые - и в малом формате (150-260W) вроде можно развернуться по мощности, и б0льший формат (200-450W) ампеража не стесняется, единственно - в субкомпактом классе моделный ряд 24/24W остается самым компактным. Когда уже китай начнет расходку для их штамповать... уже давно бы популярными стали.
-
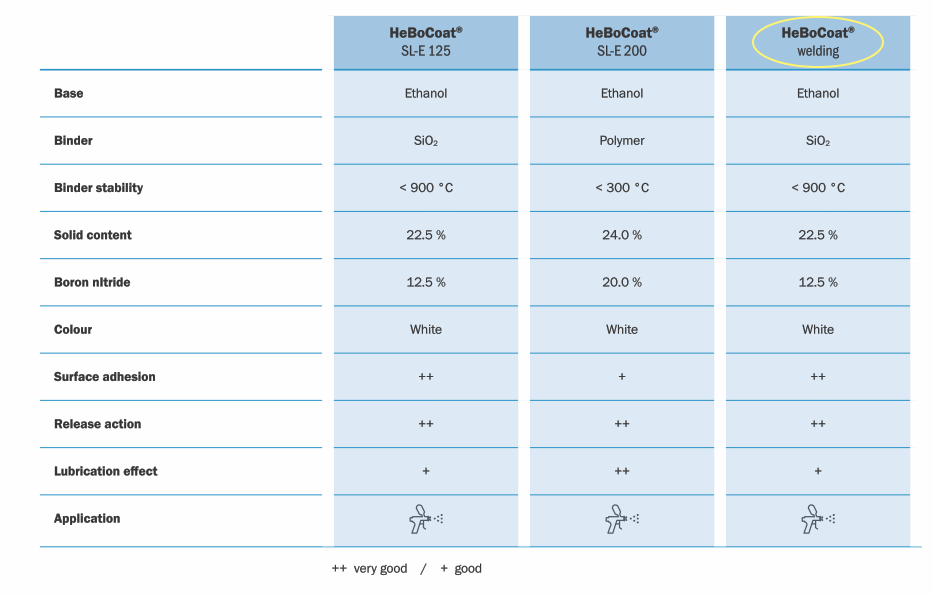
Состав керамического спрея, для интересующихся: https://www.henze-bnp.com/en/pdf_en/HC_SPRAY_LINE_en.pdf нитрид бора - 12.5% песок - до 10% и спирт... Нитрид бора технологически содержит следы оксида бора, который уже вреден, наверное поэтому лучше к аэрозолю докупать и специальный распылитель для горелок.
-
Наблюдали, когда настройки такие, что ванна почти не колеблется и выглядит как жидкое секло. да и поверх самой ванны немного жидкого секла плавает, это обман зрения в любом случае. вот как оно выглядит на самом деле : https://www.youtube.com/watch?v=GDO6qYY-omk https://www.youtube.com/watch?v=0Qf9nSf14MU
- 4 ответа
-
- 3
-

-
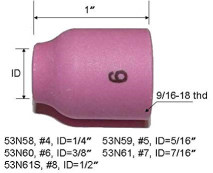
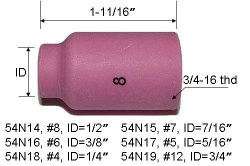
тут на форуме сейчас прямо "на лбу" выложили справочник по присадочным материалам: WS IFS - Международный указатель классификаций присадочных материалов (international index of welding filler metal classifications) 2002 ваша присадка (Св-04Х19Н11М3) - это ближе всего к "обычной" нержавейке "ER316L" (страница 26, строка "SS316L" в справочнике), и в "учебниках" ее варят с 2% CO2 ...или кислорода. Чистый кислород сразу готов окислять, а в углекислоте он в основном только каплю пока она висит на проволоке "атакует", углекислота правда науглероживает немного. Можно попрбовать "SS316LMo" если с кислородом варить. PS: при многопроходных швах наверное в любом случае придется зачищать окислы и "побежалости".
-
А если еще представить, что оксиды хрома это яды и один из них достаточно серьезный - которым приходится дышать и во время сварки такого дерьма и во время зачистки... то может проще вольфрамом их варить, или проверить свои сопла, чтоб они были чистые, широкие, не заросшие брызгами (можно для сравнения посмотреть в ютюбах какими соплами "импортные" аргонщики варят нержавейку). Варить "углом назад" на пониженной мощности, короткими участками, и давать остывать металлу между проходами. На внешних углах вдоль шва ставить ограждения для газа, чтоб он растекался только вдоль шва и продолжал защищать все еще перегретый металл шва и околошовной зоны. Попробовать купить газ у качественного продавца. В общем не допускать воздух к расплавленному и все еще перегретому металлу. По сравнению с обычным кнопкодавством - нержавейка это целая специализация.
-
Зачем снимать маску? Пару тренировок и не надо ничего снимать. Вынесли наружу для внешнего управления и для увеличения размера светофильтра в малом форм-факторе. Зачем малый форм-фактор? - Чтоб проще было работать в респираторе, например. Общий дизайн у 730-го правильный, может уже стоило бы и управление сделать как у Optrel и оголовье как у Speedglas или у Sentinel A50 - с низкой осью вращения, может и получился бы уникальный продукт в котором все доведено до ума... А так - у него и цена недорогая вообще-то, хотя я бы доплатил бы за настоящее удобство - за удобную кнопку зачистки, за удобное оголовье, ну и от себя - за возможность выбрать удобный для меня оттенок светофильтра...
-
повторю для людей которым продаваны перевернули все с ног на голову - кнопки "grind" как таковой в 730-м нет, и это не режим "grind" "запараллелен с вертлюжком чувствительности", а наоборот - в регулятор чувствительности добавили возможность отключить светофильтр и подписали это как режим "grind" - типа крутой маркетинговый ход при несложной реализации, типа "радуйтесь, что вообще есть этот "grind". Как внешнее освещение связано чувствительностью, да еще и с задержкой просветления - они очень нужны когда светофильтр "плохо понимает" когда ему нужно закрываться и когда не нужно открываться, и опыт показывает, что "особо непонятливым" он становится при плохом внешнем освещении, с мерцающими лампами, при малых сварочных токах на TIG-е, ну и при работе напротив солнца.
-
Кто на этом фото может узнать G5-01 ? я например не вижу ни забрала, ни пониженной оси вращения маски, но зато вижу панорамное внешнее защитное стекло, более тонкую аккуратную рамочку вокруг него с более четким выступом по середине внизу... Еще одна новая модель на которую они намекали в роликах о G5-01 (типа "ждите еще") ? вот тоже фото немного просветленнее
-
Это называется "регулятор чувствительности", а не кнопка "grind", а то что при помощи нее можно выключить маску - это как дополнительный бонус внешнего управления настройками. А зачем нужен регулятор чувствительности - хорошо поймете при работе в помещениях при плохом освещении
-
У Текмен корпус качественный, по крайней мере в окрашенном лицо не загорало. Если по бокам/сзади есть хоршо отражающие поверхности то лучше "капюшон" к маске купить/приделать. Видимость будет намного лучше без засветов сзади, плюс защита от брызг. Ну и прихватки при монтаже тоже делать в маске, если что.
-
Надо бы еще во время сварки заснять картинку... а так - похоже на их стандартный аквамариновый полноцветный оттенок, который при затемнении более синел... а надо чтоб немного желтел
-
Это когда монополистам надо сделать один и тот же товар подешевле, но при этом не снижая цену на основную модель, они занимаются такой ерундой как урезание функций - последний такой пример у Speedglas это модель 9002NC. Но если 9002NC является как бы младшей моделью 9100XXi, то Speedglas 100 S 10 это просто более дешевая модель для корпоративных покупателей, желающих сэкономить на СИЗ для своих рабочих. была еще версия S 11 для разнообразия.
-
Да, и таким "макаром" можно 4 стекла растянуть на пару лет даже на ПА... Покрытие есть только на царапиноустойчивых "SCRATCH" стеклах. Кстати, термостойкие "HEAT" стекла после нескольких полировок/"сроков службы" покрылись трещинами, после чего их можно было разломать как плексиглас.
-
http://websvarka.ru/talk/topic/10848-polumaski-3m/?p=323227 Трапеции без предфильтров влезут, но маска уже будет давить на лицо.
-
Ну на ПА все стекло полируется, просто от помутнения, меховыми и поролоновыми насадками/кругами 3-4 стекла можно растянуть и на пару лет до появления заметных искажений. При наличии глубоких царапин стекло проще выкинуть наверное. Я изачально так приучил себя аккуратно обращаться с маской, что у меня только одно стекло было поцарапано, совсем забыл даже о таком
-
В общем, чтобы на одной фазе варить на ПА железяки потолще, нужно варить в углекислоте, варить струйным переносом тонкой поволокой в смеси 90%Ar/10%CO2, или брать аппараты с режимом импульсного переноса металла, с двойным импульсом... Однофазные "250 Амперники", по идее не сильно сложно переоборудовать под "3-фазы с рабочим нулём", это как-бы 1,5-фазный аппарат получается. Или сделать вариант аппарата с двойным питанием для универсальности... Тут некоторый пример реализации есть (в Украине) - аппарат уже вроде способен на "несинергетический" импульсный перенос металла (есть ручные настройки импульса/скважности/частоты) - осталось совсем "чуть-чуть" - внедрить синергетику, которая на импульсе как раз и нужна.