NikOtiN
-
Постов
1 283 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент NikOtiN
-
 Величина "А" это что? Судя по единицам измерения, это плотность тока с поверхности торца электрода в зависимости от температуры? Работа выхода в вольтах - это означает что часть напряжения, создаваемое источником будет падать на участке поверхности электрода, и только оставшееся будет падать на участке дуги? Информация интересная, но непонятно как ее использовать сварщику. Имеет смысл на нее вообще ориентироваться при выборе электрода.
Величина "А" это что? Судя по единицам измерения, это плотность тока с поверхности торца электрода в зависимости от температуры? Работа выхода в вольтах - это означает что часть напряжения, создаваемое источником будет падать на участке поверхности электрода, и только оставшееся будет падать на участке дуги? Информация интересная, но непонятно как ее использовать сварщику. Имеет смысл на нее вообще ориентироваться при выборе электрода. -
Какие еще 15-16 МПа, мы же тут про углекислоту говорим?
-
Жидкой фазы углекислоты в вашем баллоне уже не осталось, только газообразная.
-
Зависимость- это закрепленная патологическая реакция на длительно подавляемый стресс!
-
В видео говорится, что шестерня в редукторе моста (видимо ЗИЛ 130) выполнялась накаткой на разогретой методом твч заготовке. Кхм интересно какой класс точности у такого зубчатого колеса.
-
Судя по картинке, там какой-то фирменный адаптер. А вот продаются коронки в комплекте с ним или приобретаются отдельно, я не в курсе.
-
@Dmitry_BY, Первая коронка с зубьями из быстрореза, а вторая с твердосплавными напайками. Очевидно что стойкость у второй выше.
-
@Sakhalin_Cat, Я-то в РФ, а вот @supoplex, из Эстонии. У нас сейчас нет отдельных ПТУ и техникумов, как раньше. А в теперешних колледжах одновременно (но в разных группах и с разной программой) обучаются студенты покинувшие школу после 9 класса - будущие рабочие(НПО) и студенты после 11 класса школы - будущие специалисты среднего звена (СПО).
-
@supoplex, А у вас система начального проф образования сохранилась в неизменном виде с советских времен? Такие же ПТУ и такие же бесплатные или сейчас как-то по-другому?
-
Прямо сейчас у нас на предприятии 5 человек сварщиков проходят практику. Их прикрепили ко мне, дали задание обучить сварке. Говорят что за 4 года у них было 4 практических занятия со сваркой, у всеъх проблемы даже просто с поджигом основных электродов. Я у своего директора стесняюсь спросить, спрошу у @Sakhalin_Cat, а зачем предприятию этот геморрой вообще? У нас всем пятерым купили робы, вместо работы инженер занимается инструктажем и наблюдением, вместо работы я занимаюсь обучением. Предприятие не имеет права отказаться от желающих пройти практику? Какие-то налоговые преференции? Надежда что кто-то из этих студентов захочет стать недорогим новичком-сотрудником предприятия?
-
Буржуйская работа. Они тоже делают ЭТО. Nickel based electrode, and yes pre/post heat for sure.
- 949 ответов
-
- 13
-

-
Перевод поста с одного буржуйского форума, очень похоже на множество тем на нашем форуме И лучший ответ
-
Нужно смотреть какая подошва, если полиуретан то очень скользкие зимой, если резина - то норм.
-
А можете показать как устроен индуктор ТВЧ местной закалки? Он действительно "местный", то есть при закалке одного зуба соседние не нагреваются и не отпускаются?
-
https://www.youtube.com/watch?v=unbQh3W0gFA&list=PLPT_pj47dE0yyqUWWGV-p46Ua6YwsBOG1&index=11&t=7s
-
https://www.youtube.com/watch?v=Vo8KmGGKaJs&t=235s На 4-19 лопнул защитный каркас, явно по сварным швам. Делайте свою работу хорошо, коллеги!
-
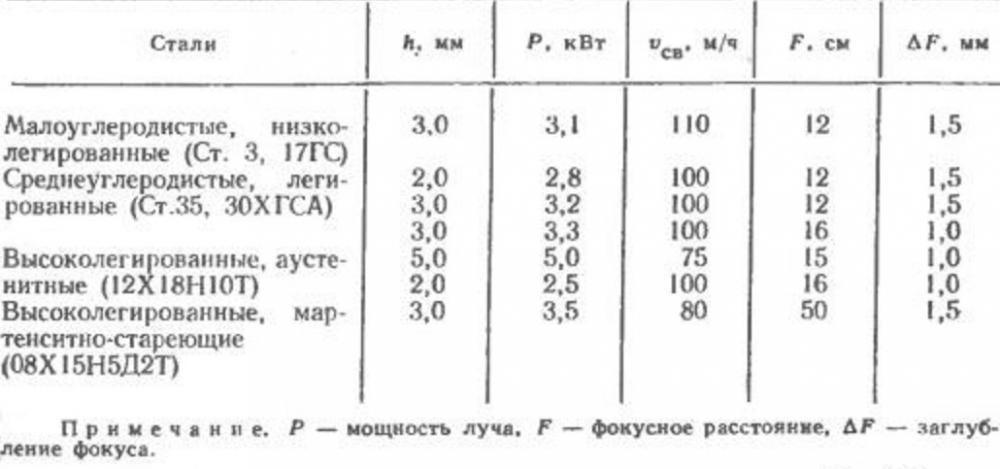
@G_Kar, да, книга 1996 года
-
Вот табличные значения режимов для разных сталей, где-то попадалось условное обобщение что для сварки стали нужно 1кВт на каждый 1мм толщины.

- 21 ответ
-
- 1
-
-
@Calma, Пакистан одна из немногих стран, которые смогли разработать ядерное оружие. Значит у них должна быть и наука и машиностроительная промышленность.
-
Нужно жить так, чтобы в следующей реинкарнации не попасть в Пакистан. Постоянно работать над собственной кармой, бабушек через дорогу переводить хотя бы.
-
Мне не понравилось, что даже в рамках доступных этому пакистанцу технологий, он не старается сделать эту шестерню максимально качественно. Зажимать в в кулачках патрона можно было не за шлицы, а за гладкую часть вала и через алюминиевую фольгу под кулачками патрона. Когда наваривал зуб - можно было соседние зубья и подшипник укрыть от брызг сварки. Выводить болгаркой шестерню можно было не на глазок, а по шаблону, сделанному с целых зубьев.
-
В моем понимании под одинаковой нагрузкой они должны были деформироваться одинаково, просто после снятия нагрузки повели бы себя по разному.
-
https://www.youtube.com/watch?v=iH97s_EF_7M Что-то нечисто с этим экспериментом, модуль Юнга слабо зависит от химсостава и термической обработки стали, а значит и сопротивляться деформации они должны одинаково при одинаковой нагрузке.
-
Как это, сульфид серы? Это как нитрид азота или оксид кислорода )