NikOtiN
-
Постов
1 283 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент NikOtiN
-
 Оцинкованные трубы используют для неответственных конструкций обычно. Значит никакого смысла использовать лб52у нет.
Оцинкованные трубы используют для неответственных конструкций обычно. Значит никакого смысла использовать лб52у нет. -
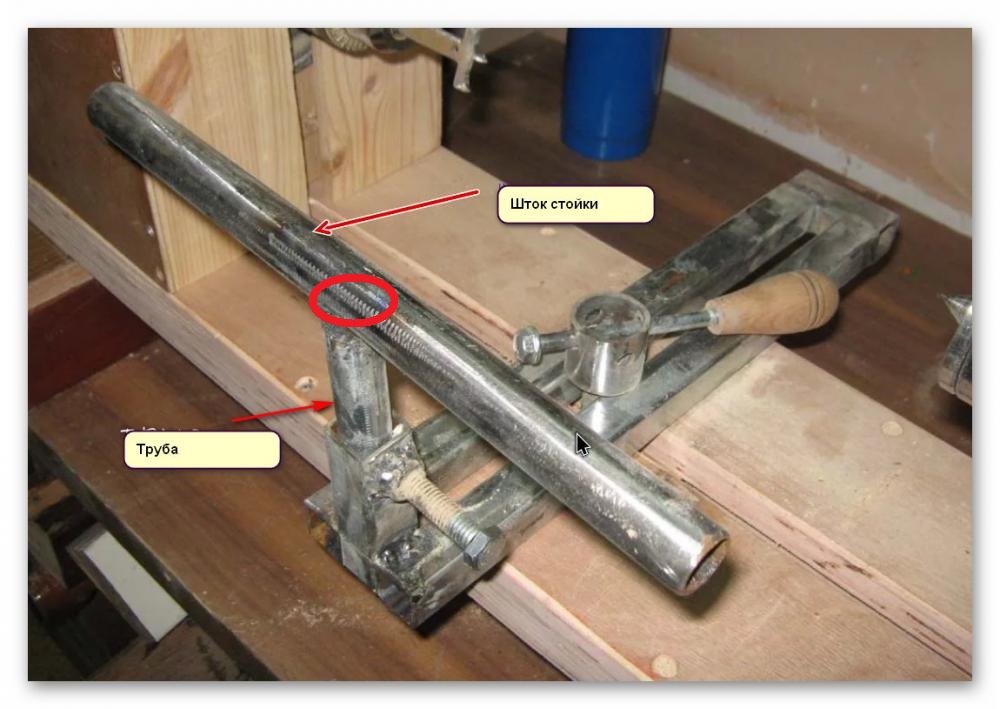
Мы же говорим про кольцевой шов в месте "Т"- образного соединения вертикального и горизонтального стержня? Я на рисунке отметил красным этот кольцевой шов. У вас допуск на прямолинейность и перпендикулярность большой к конечному соединению? На станках по металлу допуски для направляющих на прямолинейность и перпендикулярность могут быть 0.02мм на 1м. Для станка по дереву я просто не знаю, там резец просто держут руками с опорой на подручник. Если допустимо +-5мм, то можно просто не заморачиваться и варить как получится.

-
А какую конструкцию вы хотите сварить, что-то вроде такого? У вас шток деформирует от сварки, если он во втулке будет плотно посажен, то будет подклинивать.
-
@Сергей21, А что за амортизатор? Толщина стенки какая? Если меньше 1мм, как на легковых, то п/а.
-
Вам 500А нужны чтобы гарантированно проварить 16мм встык без зазора и разделки? Но без зазора и разделки ГОСТ14771 регламентирует швы с толщиной свариваемых деталей до 6мм. А если делать зазор и разделку, то за глаза хватит и 300А аппарата. Так как других особых требований у вас нет, то вполне подойдет и б/у СЭЛМА ПДГ351 с авито за 30 тыс.руб. Может работать круглосуточно в три смены, ремонтируется кувалдой.
-
Кхм, не думал что цемент возят кораблями за девять морей, практически в каждом областном центре есть свой цементный завод.
-
Судя по фирменному значку "O" на оправе очков - это "Oakley". Что-то из их спортивной серии, для меня они все одинаковые ))
-
Это мужик на фото - два центнера? На вид меньше одного даже.
-
Опрокидывающиеся грузовики https://www.youtube.com/watch?v=P6nmFznQ7j0
-
А было? Курс на али вообще связан с курсом центробанка?
-
Думаю, вне зависимости от курса, поднявшиеся на что-либо цены уже не упадут.
- 365 ответов
-
- 2
-

-
- полуавтомат
- TIG
- (и ещё 2 )
-
Кхм, а как лучше грызть алюминий на 27000 об/мин или на 7000 об/мин?
-
@selco, http://websvarka.ru/talk/uploads/monthly_03_2022/post-11842-0-76779300-1648484828_thumb.jpg Валерий, а такая бормашинка какой мощности? Для разделки под сварку алюминиевых деталей мощи хватает?
-
@krech, Пропил между цилиндрами, это вынужденный технологический прием, чтобы к трещине подобраться?
-
Вспомнилась шутка: Нам всем иногда приходится заниматься ерундой, и на работе и на учебе. Не забывайте о главном- получить знания, которые потребуются вам в будущем.
-
Жыперская лебедка из шуруповерта и редуктора.
-
Я правильно понимаю, что легкий бур легче носить, но при сверлении тяжелый бур вворачивается сам, а на легкий бур нужно наваливаться всем телом?
-
https://www.youtube.com/watch?v=boOyuySovko Сча я тоже эксперт по минометам )) Несколько моментов по видео: - площадку под плиту миномета нужно готовить, как на 1-00. Видимо пренебрежение этим моментом и влияет на "прыганье" миномета - дальность стрельбы зависит от числа колечек с порохом, которые заряжающий натянет на хвостовик мины - функционал мины зависит от положения флажка, можно задать подрыв при приближении, контакте или с задержкой.
-
@selco, Чет я не понял, если миномет стреляет только после того как потянуть шнур, зачем заряжающий после отпускания мины в ствол присаживается и зажимает уши? На случай внезапного самострела что-ли?
-
Простота и дешевизна оборудования, возможность применения в полевых условиях. Низкая производительность и высокие требования к квалификации сварщика, для обеспечения высокого качества соединений. Что такое кпк? Вопросы ну какие-то совсем элементарные, достаточно первую главу любого учебника по сварке прочитать.
-
Как-то не задумывался, реально наши минометы самые прыгучие в мире? https://www.youtube.com/watch?v=z8UMLjcInd0
-
Валерий, с Днем Варенья!
-
Как обычно, пакистанцы... https://www.youtube.com/watch?v=--hrF4lyIKs