NikOtiN
-
Постов
1 283 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент NikOtiN
-
Этот гост про марку стали ничего не говорит. Насколько я знаю, термообработка применяется для труб из сталей ХМ, ХМФ - используются на ТЭЦ , для отопления такие стали не используются.
-
Вопросы задавать, ответы слушать, и поменьше упоминать про себя и свой вклад в развитие гаражной индустрии в России.
-
Если сваривать сталь - то прямая полярность
-
 Это весь сборочный чертеж? Обозначение сварочного шва приведено не полностью
Это весь сборочный чертеж? Обозначение сварочного шва приведено не полностью -
Да бросьте, подавляюще большинство студентов, из тех кто уже работает по специальности - сами курсовые пишут. Ничего в этом удивительного нет.
-
У меня на курсовую уходило где-то пачка кофе растворимого, пара килограмм печенек и 4-5 ночей в прошлом году еще.
-
По мне, так это просто огонь. Сотка в городе лучше, чем две на вахте.
-
Когда в 16-18 годах я работал на заводе, где была своя литейка - кузнецы были одной из самых низкооплачиваемых профессий, зарабатывали они меньше операторов чпу, токарей, фрезеровщиков, сварщиков, обрубщиков, что-то около 25т без переработок выходило у них. Крановщицы наверное ток еще меньше получали. Так что лучше им оставаться в Пакистане, думаю.
-
Валерий, а куда, в каком качестве и на каких условиях устроились, если не секрет?
-
А с какой целью ехать в другой город? Чтобы сэкономить? Билеты туда/обратно и проживание несколько дней в другом городе убьют всю экономию. И еще, я, находясь в не своем городе по учебе/работе, звонил в местный НАКС по поводу - аттестуют ли они иногородних, без местной прописки. В Омске мне сказали категорически "нет", в Кирове мне сказали "ну приезжайте посмотрим".
- 21 ответ
-
- 1
-

-
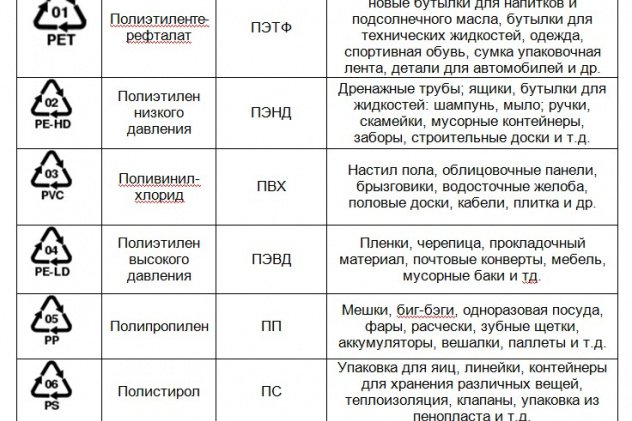
То что полиэтилен бывает двух видов, низкого и высокого давления вы знаете? Присадка должна быть соответствующая. В евросоюзе есть закон, обязывающий маркировать изделия из полимеров, можно найти что-то подходящее из бытовых изделий и нарезать присадочного материала.

-
А я когда работал на заводе, у нас болванки 200мм тоже пилили огромными торцовками с гидравлической подачей, но были они оооочеееньь меееедлеееенннымии. И зубья на этих пильных дисках били сменными.
-
60/30
-
Мне недавно звонили из этой же организации, по 5 разряду предложили 110 на руки. Так себе зарплата на сегодняшний день, ни о чем.
-
Что за странный режим такой 35В и 200А ? И не будет струйного переноса при 200А.
-
На видео, что вы выложили - полно непрезентабельных швов. Возможно лет 50 назад, феррари боле тщательно подходили к вопросам качества, тут не буду спорить.
-
Подарили на НГ ? И как, шлак нормально отделяется?
-
Я сколько проходил медкомиссию - ни разу цвета не просили различать. По процессу - границы сварочной ванны видите? Жидкий шлак от жидкого металла отличаете? Тогда проблем не будет.
-
Я не слышал, чтобы кто-нибудь достиг духовного роста с помощью полуавтомата
-
Наверное так и будет. Но может падишах (то есть экскаватор) раньше сдохнет. Экскаваторщика же тоже в хвост и гриву начальство подгоняет и он его и насилует и не обслуживает как должно. Вобщем изменить природу вещей я не в силах, могу просто надеяться что крайним буду не я.
-
Да, я считаю что смогу. Я сдавал когда-то аттестацию - на трубе или пластине положить красивый шов не проблема. А в реальной жизни мне просто не дадут возиться столько. Вот Бутчер недавно выкладывал ковш с красивыми швами, а мне, последний раз, когда трещину в ковше заделывал - даже не дали времени нормально разделку сделать, не говоря о зачистке болгаркой после каждого слоя или о том чтобы открыть/закрыть ковш - чтоб в нижнем положении варить. "Давай давай быстрее!" и "и так сойдет, чего ты там булки мнешь!" - реальность.
-
Да как-то не замечал. Практически все вокруг умеют неплохо варить, ну кроме мастера и механика, наверное ) Вот найти людей, которые умеют варить качественно и недорого - это действительно проблема сегодняшнего дня. Те, кто смогут решить эту проблему - получат преимущество перед конкурентами.
-
Он весит 38кг. Что там внутри?
-
http://ali.pub/590dok мопед не мой , просто увидел. AC/DC есть, импульс есть