Точмаш 23
-
Постов
5 436 -
Зарегистрирован
-
Посещение
-
Победитель дней
409
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Такое встречается часто,в основном в продукции автоваза...и логан туда же. Трубка не впаяна в фитинг,а развальцована в прижимной пластине в двух сторон,то есть она проходит пластину насквозь. При опрессовке обнаруживается коррозия/надлом в внешней стороны,а после сварки течь открывается с внутренней. Как правило,надо менять фитинг целиком,но не ошибитесь с радиальным и торцевым уплотнением О-ринг.

-
Замена фитинга.




-
Сейчас разговор не о рабочих отношениях.Работая на предприятии,вы непосредственно не контактируете с заказчиком,как и на любом сервисе(не имею в виду вашу предыдущую работу).Брак в вашей работе ложиться на репутацию предприятия/сервиса,а вы остаетесь в тени.Когда же будете работать сами,то за все будете отвечать вы и только вы,а это будут другие ощущения. И еще.Чтобы лучше понимать сварку чугуна,возьмите сковородку с тол.дна 4мм,сделайте разрез и сваривайте,добиваясь герметичности шва.

-
Лет через восемь вы будете с улыбкой читать то, что сейчас написали.Оборудование и помещение -это дело десятое.Главное-опыт. Допустим,на производстве вы можете запороть несколько однотипных деталей,отрабатывая навык,а вот в собственном деле это исключено.От рекламы и хорошей репутации до антирекламы и "антирепутации" один шаг.
-
Руками с помощью клавиатуры .
-
Так их и называли. 0,3-0,4ати вполне достаточно для работы на токах как на 30а,так и на 230а в коротких периодах-будь то ал.трубка ф6мм и головка/коробка.Если ток будет меньше/больше при длительной работе,то следует корректировать расход.У меня есть редуктор с точность 0,05ати. А ротаметр,тем более магазинный -это для увлеченных начинающих людей. Если говорить о ротаметрах,то это РМ-02-1,6 и т.д.
-
Киповский? Да.Редуктор давления РДФ-3-1
-
Редуктор..что за зверь.
-
Вот вам ротаметр на все случаи в сварочной жизни-

-
Расход газа,ротаметры..твою ты мать и дальше по тексту..Тогда надо начинать с подготовки св.материала к сварке:травление в растворе едкого натра,осветление в растворе азотной кислоты,правильная сушка..,что мелочиться? Связка редукторов грубой и тонкой настройки,чтобы на выходе было 0,3ати.,и, в зависимости от ситуации, + /- в ту или иную сторону без всяких ротаметров.Критерий -состояние св.ванны,а экономическая составляющая не менее 30т.руб за баллон.
-
Почти классика жанра..


-
Это вам анекдот в эту тему.Для всей темы.. — Вовочка, что нам дает курица? — Яйца. — Вовочка, ну все-таки, подумай, что мы имеем с куриц? — Много яиц. — Ну ладно. Вот ты на чем спишь? — На полу. — А под голову что кладешь? — Валенок. — Ну ладно, подойдем к делу с другой стороны. Твой папа на чем спит? — На маме. — А если мамы дома нет? — На соседке. — А если соседки дома нет? — Тогда и папы дома нет. — Ну ладно, подойдем к делу с другой стороны. Твой дедушка на чем спит? — На кровати. — А под голову что кладет? — Подушку. — А если по подушке ударить, что будет? — Пыль. — А если сильно ударить? — Клопы. — А если взять нож и распороть подушку, что получим? — П@зды от дедушки. — Ну ладно, получил ты от дедушки, ну а потом-то что будет? — Перья. — ФФФуууу! Ну так что мы имеем с курицы? — Яйца... Анекдот взят с сайта anekdotov.me
-
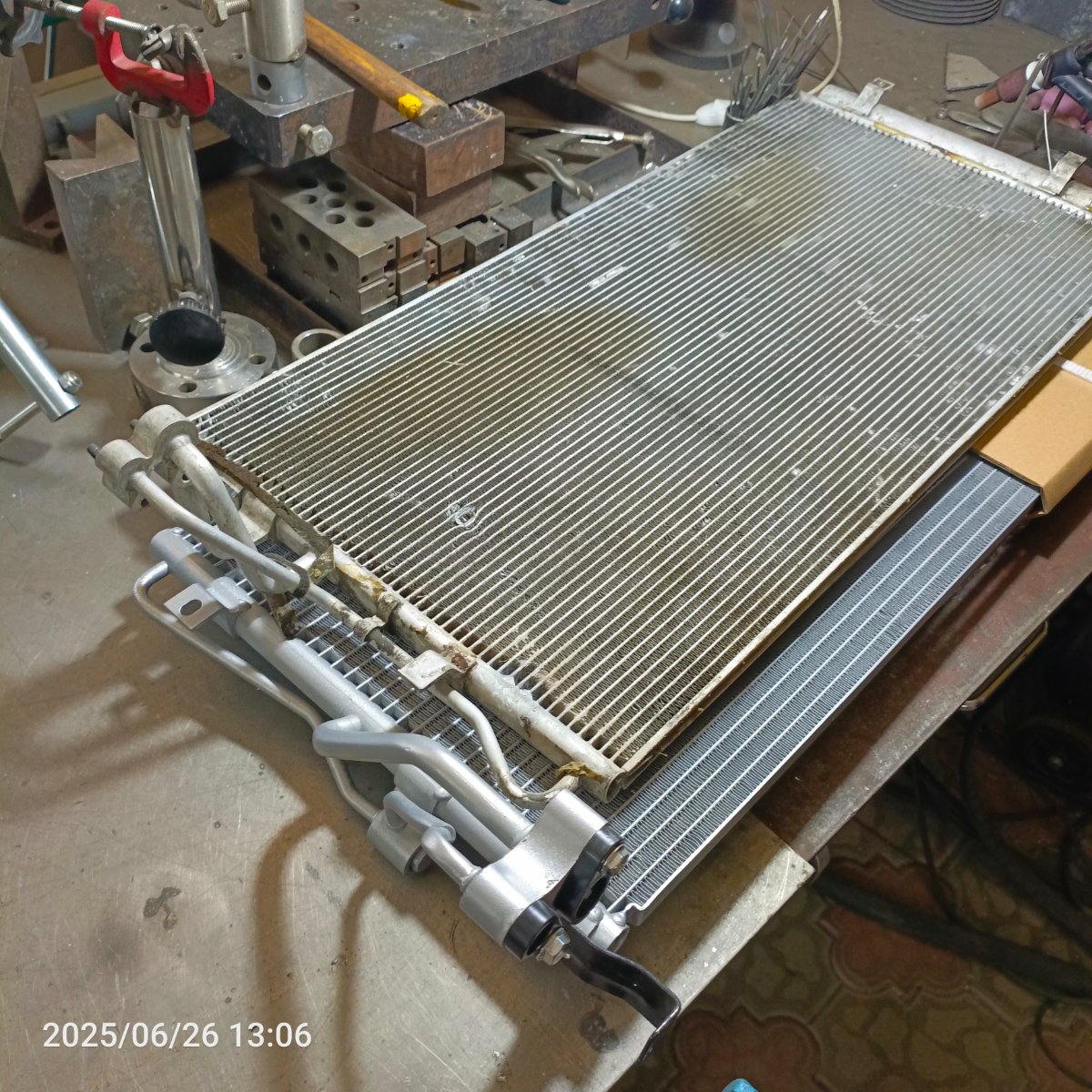
Иногда нужный радиатор трудно достать,будь это радиатор конденсатора или испарителя.Выбирается подходящий по размеру и переделываются крепления и колодка с трубками. Если нужно сделать отверстие в бачке и чтобы не попала стружка в бачок,то сначала снимается фрезой слой металла примерно на 4/5 толщины,а потом резцом вырезается отверстие. Старому радиатору уже 17лет.Вначале при опрессовке были обнаружены три поврежденные трубки.Пайка и..еще пять течей в соседних трубках только с одной стороны и три с другой -нагрев,тепловое расширение и те трубки,которые надорваны/корродировали на значительную глубину, отрываются. Как правило,после пайки последующих трубок,начнут отрываться близлежащие -радиатор умер,замена.









-
А здесь и 170а хватит. Так что все относительно...что-то можно отнести,а что-то оставить...



-
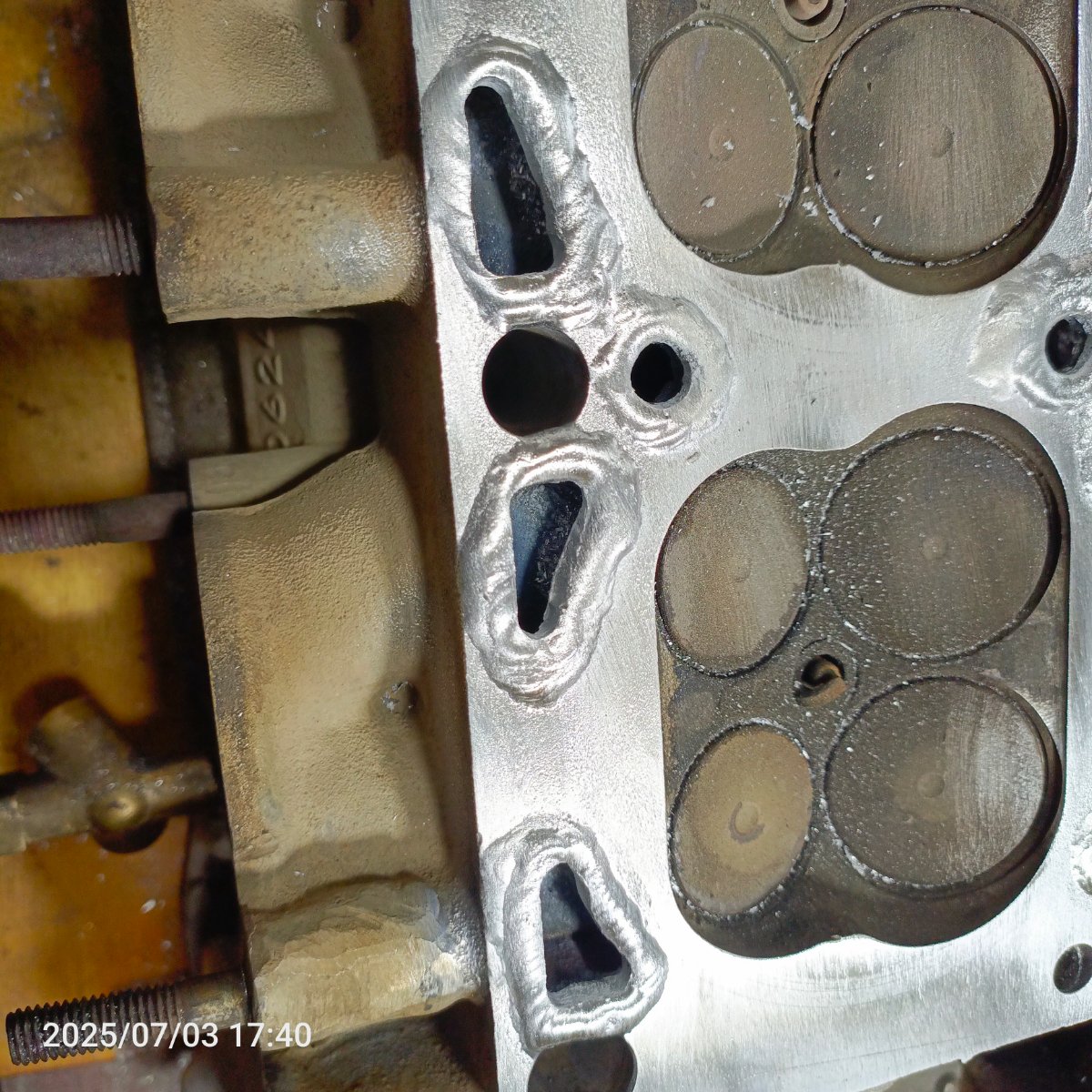
Это коробка ДАФ. Коррозия в верхней части.Перекрытие 4мм листами.Так вот,ток 260-270а одним проходом...,так к сведению.





-
150-300Вт электропаяльники,можно нагреваемые медные в зависимости от ситуации.Возможно применение на радиаторах давлением не более нескольких атмосфер,но не на радиаторах кондиционеров.Также этот припой можно использовать для соединений других металлов,работающих при температурах выше точек плавления оловянных припоев,когда исключен нагрев газопламенной горелкой.Помнить,что припои на основе кадмия ядовиты.
-
Видите,500-а будет определять ПВ при длительной работе,что,конечно,лучше,но дорого.В вашем случае оптимальным вариантом будет 315 с подходящей горелкой типа Агни.
-
По- моему, тебе Петр присылал цинковую проволоку? Попробуй цинковой присадкой -получится полноценный шов. Хотя это 5356,но надо будет найти цинковые прутки -Миротворец как-присылал.





-
У вас есть массивная алюминиевая конструкция,обладающая высокой теплопроводностью,теплоемкостью и рассеивающей способностью,следовательно,чтобы образовать сварочную ванну вам нужен будет источник повышенной мощности.Мощность уже будет определять ПВ.Допустим,при максимальной мощности вашего аппарата -200а и ПВ 60% на каком-то участке вам удастся образовать сварочную ванну. Прошло 6 минут работы аппарата на пределе его возможностей,после чего вам нужен будет перерыв в работе.За это время заготовка остынет и так это буде повторятся без какого-либо результата до тех пор,пока не сгорит аппарат или горелка.В какой-то мере этот аппарат для сварки таких толщин можно использовать в том случае,если предварительный и сопутствующий подогрев заготовок будет не менее 250-300С(навскидку). Никому не придет в голову при наличии газовой плиты с конфорками повышенной и средней мощности пытаться кипятить воду в пятилитровой кастрюле на спиртовке,а вы хотите заниматься именно этим. Угробите аппарат и замучаете сварщика. И еще. Не забывайте,что существование сварочной ванны по времени должно быть таким,чтобы растворенный в металле водород(др.газ) успел выделиться во избежание образования пористости в шве.
-
Нет.
-
Читайте материалы форума,пробуйте,читайте и пробуйте. Иногда не будет получаться ничего,иногда что-то будет получаться -это нормально. Было бы желание -научитесь. Будут едкие замечания,но,главное,не становитесь в позу обиженного невниманием и непониманием человека - вы учитесь и этим все сказано.Со временем все придет в норму.
-
С сегодняшнего дня доступ к форуму полностью восстановлен со всех устройств.
- 91 ответ
-
- 3
-

-

-
Внимание участникам форума,его гостям. Наблюдается нестабильная работа форума.Это происходит по независящим от нас причинам. С сайтом все в порядке.