Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@selco, Дело в том,что в деформированном алюминии образуются несплошности в виде каналов или коллекторов,в которых молекулярный водород находится под большим давлением после прокатки или штамповки,поэтому когда ванна доходит до такого включения,то происходит выброс.
-
@mikinalexei, Здесь вы не чтете технику безопасности ,а абсолютно ею пренебрегаете,а вот когда будете отдавать себе отчет в том,что в силу каких-то причин нарушаете ТБ,то будете более внимательно относиться к своему посту и работе с ним.Уберите свои ремни с кислородного баллона-не нужны они в таком количестве,да тем более резиновые.Закрепите цепью в середине.Вы должны предусматривать случаи,кода надо быстро освободить баллоны от креплений и быстро переместить их в другое место.После окончания работ нажимной винт пропанового редуктора нужно вывернуть до освобождения пружины.
-
@psi, Вообще-то,это расчетные величины-соотношение толщины стенок к сечению ребер жесткости и другим элементам отливки с различными сечениями,которые,в зависимости от теплового расширения,будут создавать те или иные напряжения,которые приведут к быстрому возникновению усталостных трещин.Все будет зависеть от того,на какой площади произошло утончение стенки и, если есть возможность увеличить толщину стенки наплавкой,а не заплаткой,то еще можно продлить жизнь блоку.Но здесь опять возникает вопрос:какие напряжения возникнут после наплавки,насколько будут деформированы части блока?В мире большой процент блоков отливают из сплава АК8М3-вторичный алюминий,который дешев и технологичен,но довольно "грязен" по составу,так вот,наплавленный металл,пусть это будет АК 5 или АК 12,будет иметь разный коэффициент линейного расширения по сравнению с основным металлом,что тоже имеет значение.
-
@psi, То есть, занижена толщина стенки?
-
@SergeiV, В чем заключался дефект литья.Причина была названа?
-
@jkalyaeva, Молодцы..и ты,и папа.
-
 @Kurt1, Плохо рафинированный при выплавке сплав,содержащий большое количество посторонних включений-оксидов,водорода и т.д.
@Kurt1, Плохо рафинированный при выплавке сплав,содержащий большое количество посторонних включений-оксидов,водорода и т.д. -
@Георгий 11, Это в тему:кто пользуется всем функционалом своего телефона?В лучшем случае нужно 25-30 процентов,а платить приходится за 100 %
-
@RWS87, Как с вибрацией? Жесткости конструкции(столу) явно не хватает.
-
@saper24, В жизни всегда есть место подвигу...сначала создадим себе трудности,а потом мужественно их преодолеваем.
-
@selco, Абсолютно согласен:выбор вида поджига должен быть.Сварка в чистом гелии затруднена высокой степенью его ионизации.Аргон вводят в смесь для понижения степени ионизации-снижается напряжение на дуге,она горит устойчивее,но имеет большую теплопроводность,чем у чистого аргона.
-
@selco, В полупериодах, когда катодное пятно расположено на вольфрамовом электроде (прямая полярность), из-за мощной термоэлектронной эмиссии катода создаются благоприятные условия для возбуждения и горения дуги при низком напряжении. В полупериодах, когда катодное пятно находится на алюминии (обратная полярность), катод холодный и термоэлектронная эмиссия затруднена. В данном случае для возбуждения дуги требуются более высокие максимальные (пиковые) значения напряжения, а горение дуги будет происходить при большем значении напряжения, чем в предыдущий полупериод. При сварке на малых токах возбуждение дуги в полупериоды обратной полярности может не произойти вообще, и дуга станет «выпрямительным вентилем». Это ведет к резкому ухудшению стабильности ее горения. При наличии постоянной составляющей и значительно увеличивается сопротивление магнитопровода трансформатора и понижается мощность, отдаваемая дуге. При уменьшении тока в полупериоды обратной полярности затрудняется катодная очистка свариваемых кромок и поверхности сварочной ванны от тугоплавких окисных пленок. Поэтому установки для сварки вольфрамовой дугой (особенно алюминия и его сплавов) должны содержать специальные устройства (стабилизаторы, импульсные возбудители, батареи конденсаторов, полупроводниковые вентили), либо подавать импульсы в полупериод обратной полярности для облегчения зажигания дуги или частичного (полного) подавления возникшей постоянной составляющей тока. Источник: http://weldering.com/svoystva-svarochnoy-dugi-inertnyh-gazah-argone-gelii
-
@Александр Козлов, Какую сталь с какой вы сваривали ?
-
@круазик, Это другое.Речь идет о диффузионных процессах, и чем меньше будет образовываться интрметалидных фаз в соединении,тем лучше .
-
@selco, Валера,руки дошли..) сварен титан с алюминием,т.е.,сваркой это соединение назвать нельзя-пайка.В общем-то получается полноценное соединение, по прочности равное присадочному материалу - 1070. Изгиб на 180 гр.,потом выровнял и подвесил плиту 12 кг.

- 815 ответов
-
- 16
-

-
Такая смесь дешевле.Водород нужен для предотвращения образования закиси никеля и будет препятствовать окислению хрома,так как будет вступать в первую очередь в реакцию с кислородом,образуя молекулы воды.
-
С нержавейки 10 и то, очень по - божески
- 26 ответов
-
- 2
-
-
- работа
- технологии
- (и ещё 1 )
-
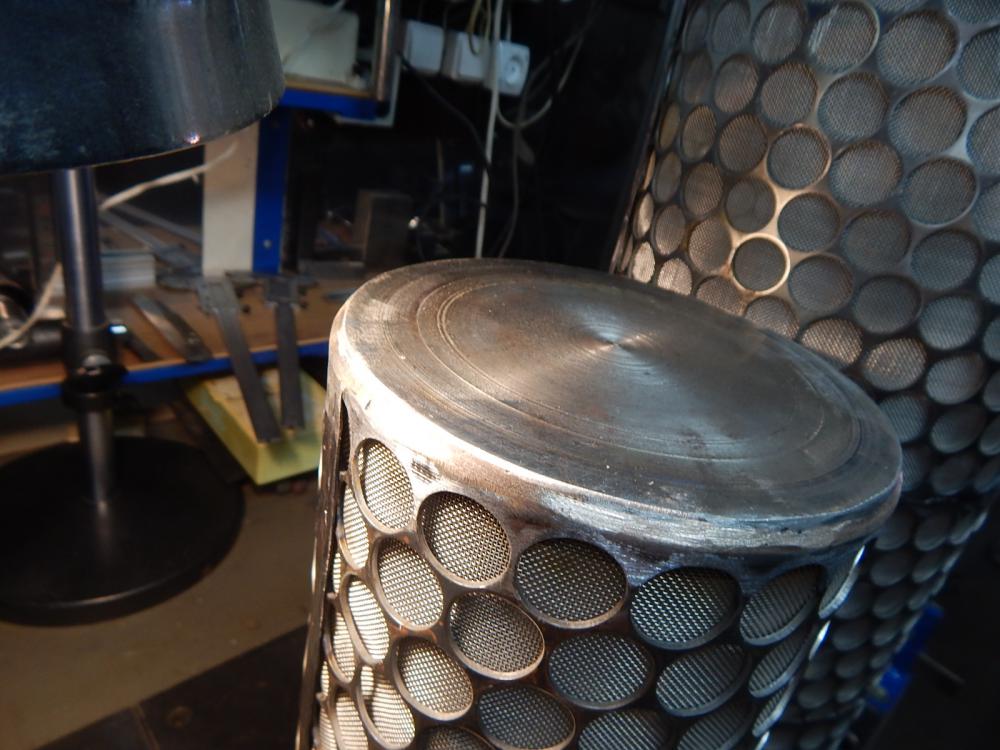
@Ежик, Нужды в этом нет.Менял нержавеющую сетку на фильтре заводского изготовления,кстати,это битумные фильтры.Так вот,если обечайка двухмиллиметровая и точно подогнанная,то каких-то затруднений в сборке и сварке нет,вообще нет.Муть начинается тогда,когда приносят выштамповку,предназначенную для обечайки,какую ни попадя и вот тогда начинается - сборка из кусочков,планочки и прочее..,впрочем Господь с ними - цена тоже соответствующая
- 26 ответов
-
- 4
-
-
- работа
- технологии
- (и ещё 1 )
-
@Kurt1, Михаил,там основная проблема-это запустить аккуратно сетку между планок и проварить ее КМц.А,чтобы не прожечь Горловина и дно из 10 мм стали тоже не облегчают работу ).Заказчики -они как дети..ну вот надо сделать...и делай,как хочешь. Приварка горловины к обечайке несколько напряженная:ток большой и дуга может отклониться к сетке...
- 26 ответов
-
- 5
-
-
- работа
- технологии
- (и ещё 1 )
-
@Ежик, Вот фильтр из нержавейки .Это все относиться к нестандартному оборудованию.Аргоновая сварка бронзой.
- 26 ответов
-
- 9
-
-
- работа
- технологии
- (и ещё 1 )
-
Какую достали )
- 26 ответов
-
- 2
-
-
- работа
- технологии
- (и ещё 1 )
-
@konstantinXX, Справочники говорят,что можно ).
-
Сетка латунная..ячейка 0,2-0,3 мм.На каждый фильтр приходиться 4,5 м паянного шва,если еще считать полуду обечайки
- 26 ответов
-
- 4
-
-
- работа
- технологии
- (и ещё 1 )
-
Довольно часто приходиться изготавливать фильтры (бензин ,нефть,битум).Пайка оловом.
- 26 ответов
-
- 19
-
-
- работа
- технологии
- (и ещё 1 )
-
@selco, Валера,в твоем случае коллектор практически разорван по сечению и напряжения будут незначительные,но все равно, для облегчения совести, можно было бы и проковать).А так все будет зависеть о месторасположения трещины.Вот посмотри на пару молотков-это самые востребованные,особенно,который со смещенным центром.Так же плита для коллекторов-удобно греть и работать. По фрезам.Для раздели использую только 6 мм.Каплевидная и цилиндрическая с торцевыми режущими кромками,а также 3 мм.Весь объем работ по разделке можно выполнить ими ...другие не использую.