Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Пережег - это сильное окисление поверхности зерен металла
-
@selco, Это специальные детали
-
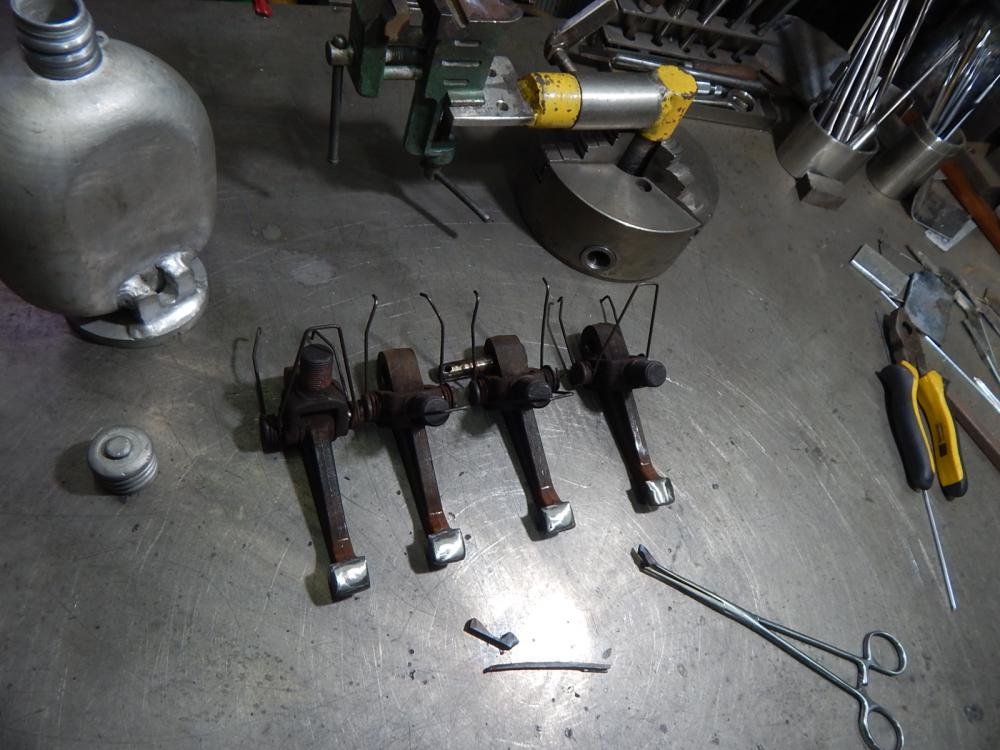
Монтажки ст 35 ХГСА твердость после термообработки 37 НRC..торсионы. Называются - попробуй сломай

- 2 243 ответа
-
- 12
-

-
@selco, Валера,есть публикации Института авиационных материалов,посмотри...там много интересного.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
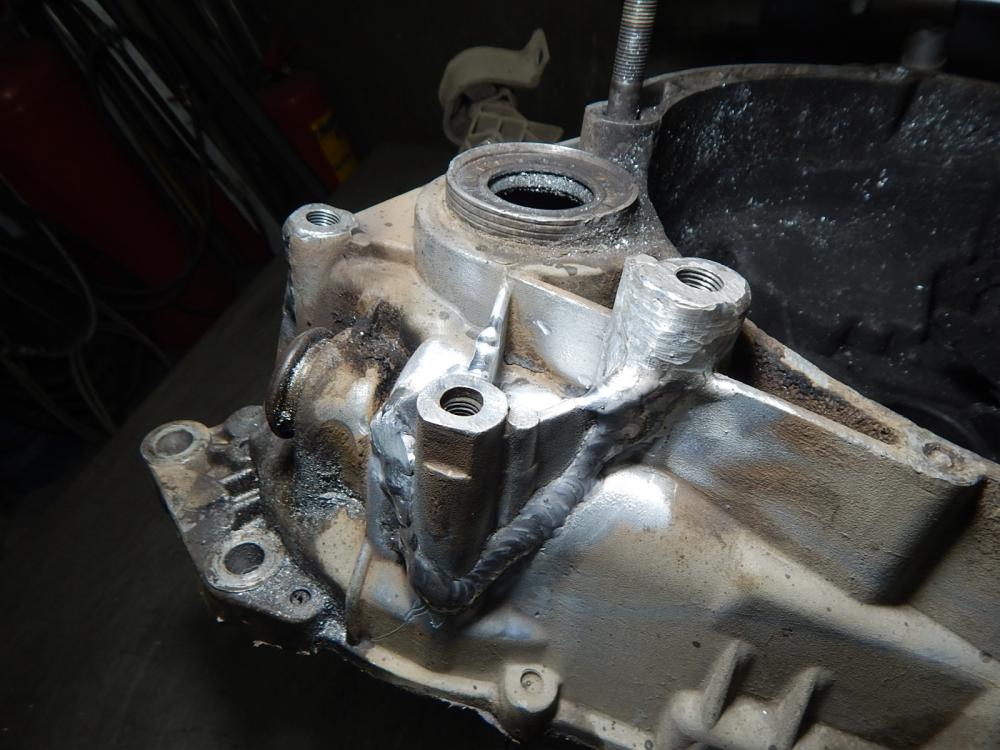
Если речь идет о гравитационном литье,то нет,а если речь идет о литье под высоким давлением-вполне возможно.Это исключение..слишком дорого,да и то я не уверен,что это был Д 16.Поковка - это другое дело
- 3 328 ответов
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
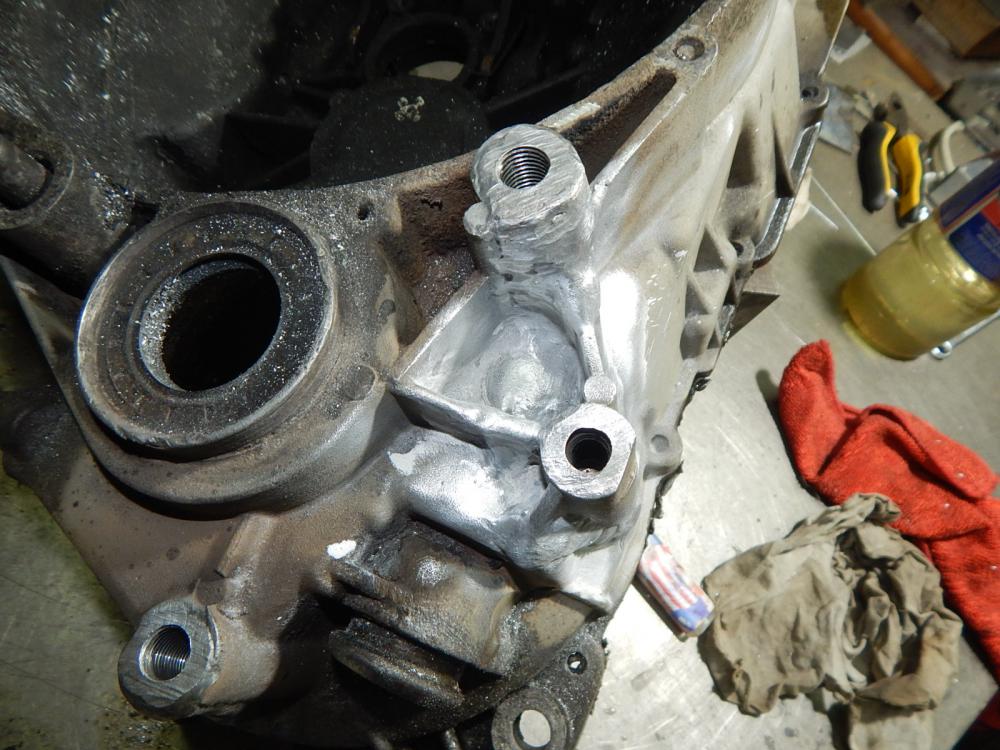
@Yuriy82, Вопрос механика 1102 справедлив: АМг 3 и Ал 8 это разные сплавы. Растворимость магния в алюминии 17,4% и чем ближе будет содержание магния к этой цифре,тем жидкотекучесть сплава будет выше,т.е. он становиться литейным сплавом,а вот АМг 3 из-за низкого содержания магния так и останется только деформируемым сплавом.
- 3 328 ответов
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
 Ладно,здесь придется все-таки разъяснить,думал,не надо,а оказывается надо,а то хамство попрет дальше. Стали Хардокс-торговое название низколегированных конструкционных сталей.Русский аналог стали Хардокс -18хгнфр,14хг2сафд и еще несколько марок.В эту же группу сталей входит и 10хснд .Все это стали одного структурного класса,но разного легирования.Рекомендации по сварке таких сталей одни и те же,только шведы со своим хардоксом добились значительной чистоты по примесям и применяют ТМО,что приводит к деформационному упрочнению,повышая твердость и износостойкость и сварка таких сталей имеет один нюанс с остальными сталями этой группы - осторожно надо быть с подогревом,чтобы не снять нагартовку .Сталь хардокс,помимо устойчивости к износу,обладает и другими ценными качествами как конструкционный материал.Прошу обратить внимание:я написал Хардокс или АМЕРИКАНСКИЙ АНАЛОГ.А что-либо советовать или нет,я сам разберусь,что мне делать.Якши? Это я вам на узбекско-татарском диалекте сказал.
Ладно,здесь придется все-таки разъяснить,думал,не надо,а оказывается надо,а то хамство попрет дальше. Стали Хардокс-торговое название низколегированных конструкционных сталей.Русский аналог стали Хардокс -18хгнфр,14хг2сафд и еще несколько марок.В эту же группу сталей входит и 10хснд .Все это стали одного структурного класса,но разного легирования.Рекомендации по сварке таких сталей одни и те же,только шведы со своим хардоксом добились значительной чистоты по примесям и применяют ТМО,что приводит к деформационному упрочнению,повышая твердость и износостойкость и сварка таких сталей имеет один нюанс с остальными сталями этой группы - осторожно надо быть с подогревом,чтобы не снять нагартовку .Сталь хардокс,помимо устойчивости к износу,обладает и другими ценными качествами как конструкционный материал.Прошу обратить внимание:я написал Хардокс или АМЕРИКАНСКИЙ АНАЛОГ.А что-либо советовать или нет,я сам разберусь,что мне делать.Якши? Это я вам на узбекско-татарском диалекте сказал. -
Такой же американец.Думаю,не ошибусь,что там Хардокс 400 -500 или американские аналоги.Посмотрите рекомендации по сварке Хардокс. Особенно обратите внимание на температуру подогрева,а также будет важно содержание водорода в шве.
-
@Schwert, Это Катерпиллер?
-
@Ustas_, Попробуйте паять Аларметом 211
-
@konstantinXX, Если бы такой стык работал в агрессивной кислотной среде,то я бы с тобой согласился-незачем "провоцировать" щелевую коррозию. Что же касается пара,к примеру,взять те же ДКВРы,то после катионитов рН поднимается примерно до 12 -13 и такие стыки спокойно стоят десятилетиями на паропроводах из черного металла.Я и сейчас сталкиваюсь по одной из своих работ с ПДК на воду.Там только идет превышение по содержанию солей кальция и магния,может быть , слегка повышено солесодержание по другим позициям,но не более.Если ты имеешь в виду ионы хлора,то не думаю,что это обстоятельство стоит принимать во внимание.
-
Там практически нет давления -они прямоточные..пар отводится на улицу после прохождения через регистры или через систему вентилей подается в парилку.
-
Второй регистр к той же бане.
-
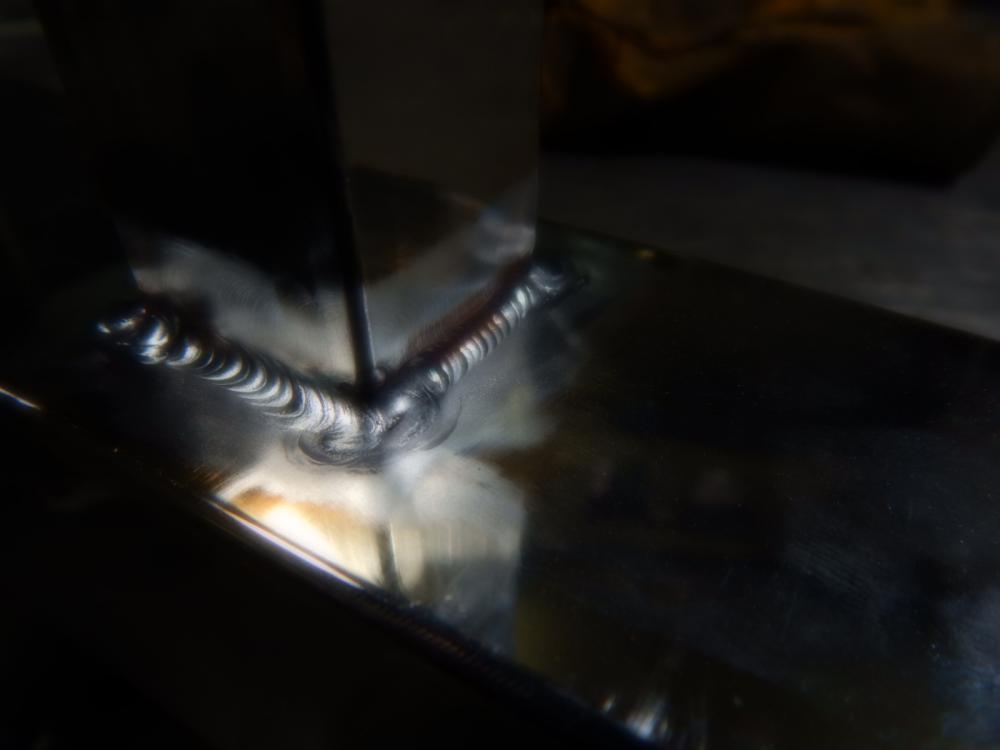
Один из регистров бани .7,5 метров шва.Толщина 1,5мм. Все блестит,отсвечивает..снимки не качественные.Размеры и углы выдержанны практически идеально... В бане эти паровые регистры закрываются крупной декоративной решеткой,чтобы не обжется. Первую такую делали два года назад - хорошо себя зарекомендовала.
-
@Вад11, Почему был,к примеру, 18 ХГНМФР. Любой Хардокс. Говорят,что шведы в Россию поставляют Хардокс качеством пониже ,чем в ЕС,так сказать,попроще
-
Тот же Хардокс - пониженное содержание примесей и термомеханическая обработка.Чем меньше примесей,тем прочней металл.
-
Существует перечень материалов,допущенных Минздравом для контакта с пищевыми продуктами,который допускает использование марок М1 и М3 в пищевой промышленности. М1 для изготовления перегонных аппаратов (для коньячных виноматериалов ,коньячных спиртов) М3 для изготовления чаш варочной аппаратуры .
-
@konstantinXX, Многокомпонентная бронза БрХЦрК отличается от БрХЦр значительно меньшим содержанием хрома. Небольшая добавка кальция (0,03...0,10%) вводится для раскисления расплава, улучшения усвоения циркония и повышения технологических свойств (стойкость к двойным перегибам). Из этого сплава изготавливают токопроводящие монтажные провода, предназначенные для работы при длительном воздействии повышенных температур (ок. 150°С) и кратковременно до 250°С. Бронза отличается высокой технологической пластичностью, что позволяет выпускать микропроволоку.
-
Минимум 370-380С
-
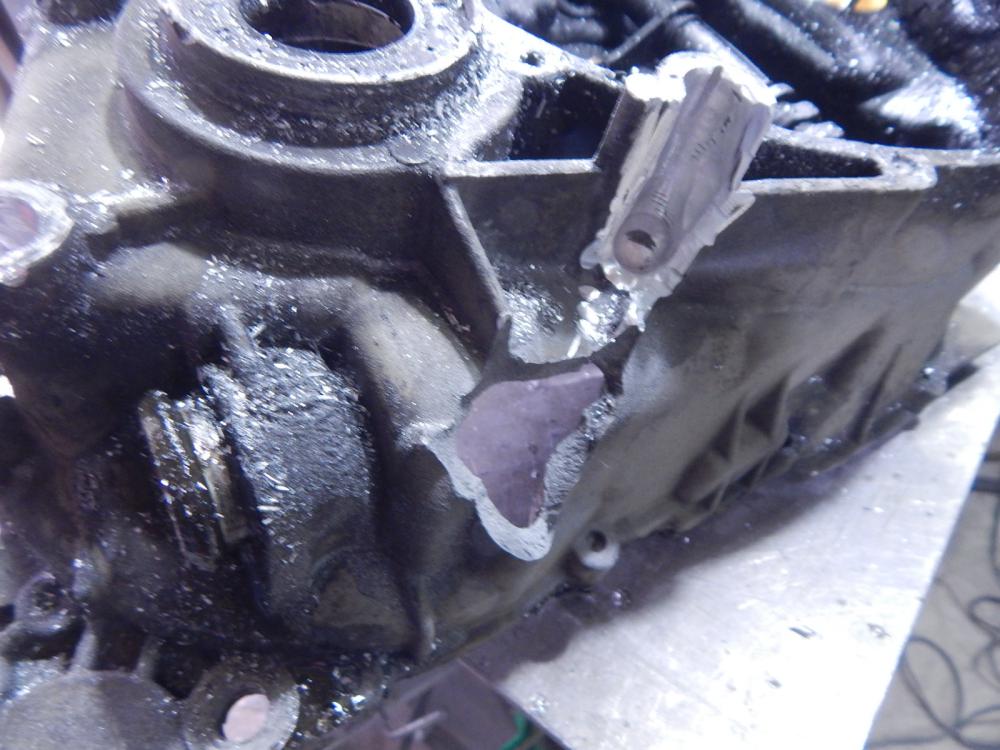
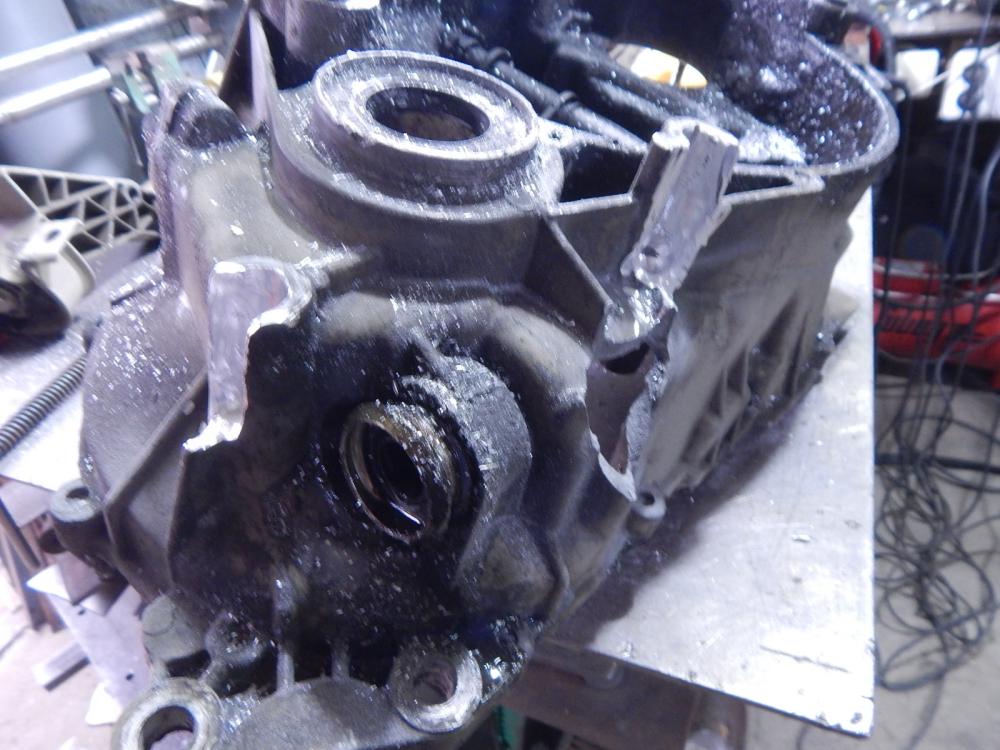
@Serj55441, Мне представляется,что многие из вас никогда не сталкивались с производством,т.е. чертежами,технологиями,отк,т.е с жесткими рамками в работе. Приведенные вами рекомендации рассчитаны на исправление брака литья при массовом производстве отливок.Еще раз повторю:в условиях производства,когда жестко регламентирована технология.И сам панч, и технология его применения рассчитана на поток,разрабатывалась и подгонялась под его условия.Там некогда будет "облизывать" каждый блок - предписано выполнить те -то и те технологические операции и никакой лирики,никакой отсебятины-все предельно жестко,все делается по возможности быстро,дешево и сердито. Эти рекомендации рассчитаны на только что выплавленный чугун,а не тот, с которым приходится сталкиваться в ремонтных работах . И вот здесь,то,что подходит для производства, не подходит для ремонтной сварки.У ремонтной сварки свои особенности.
-
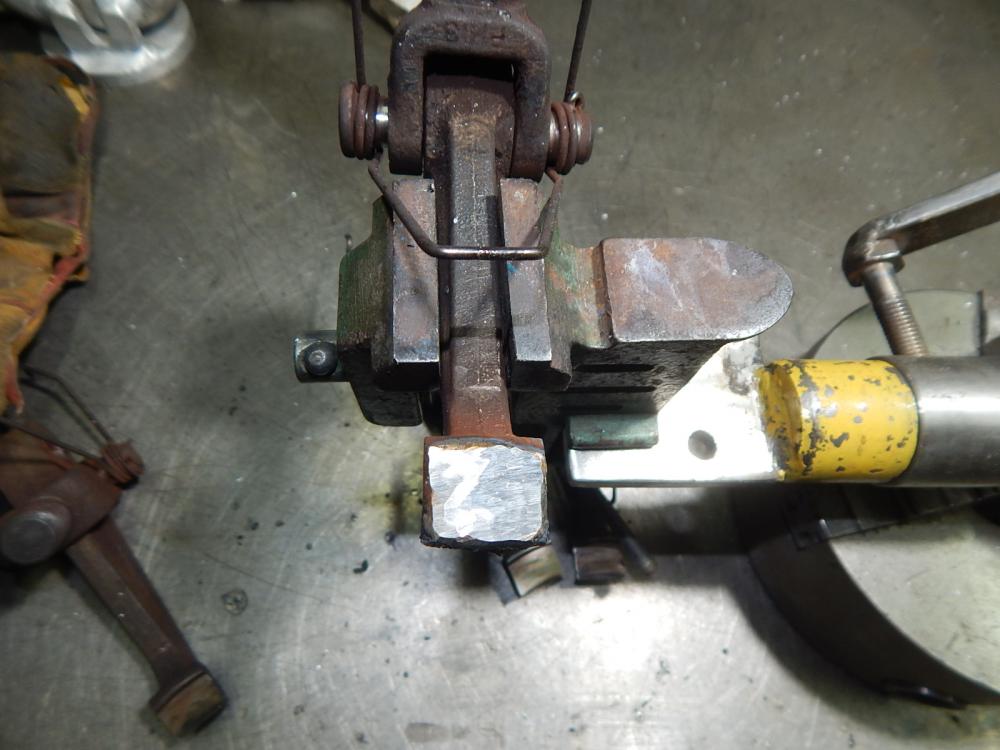
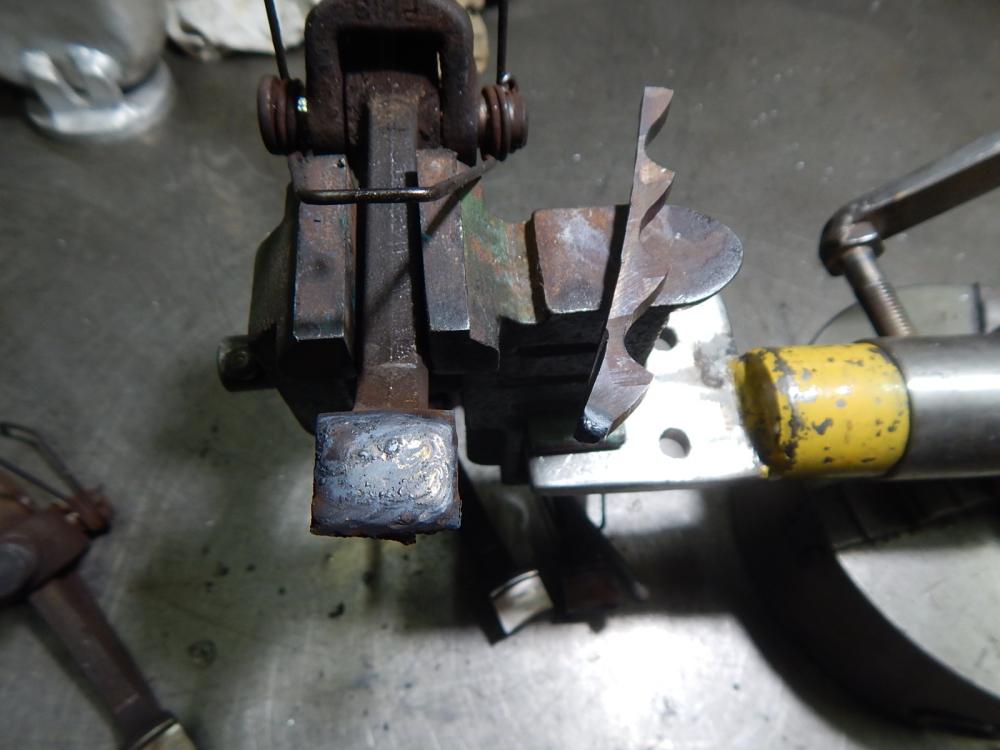
Рычаг изготавливается из 35 стали и подвергается цианированию с твердостью слоя 58 - 62 HRC.При износе поверхность наплавляют сормайтом 1...,а чем угодно наплавлять не стоит.
-
Рычаг нажимного диска сцепления .Один из вариантов восстановления поверхности.Подслой нихрома и наплавка Р6М5. Таким же образом восстанавливал режущие кромки штампов...работают.
-
При удалении отложений со стенок медных теплообменников - начиная тепл. твч и заканчивая тепл. колонок-всегда использовали раствор соляной кислоты...заливка,выдержка,промывка водой,продувка.