Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@konstantinXX, Мы с тобой как-то обсуждали возможное применение электродов ЦЧ 4.Так вот,прямое их назначение - это сварка чугуна на связях.
-
 @mehanik1102, Нет,ресивер 18 кубов на выходе
@mehanik1102, Нет,ресивер 18 кубов на выходе -
@Фунтик, Для работы не нужен
-
@G_Kar, Прокомментировать эти снимки?
-
@selco, Валера,трудность нарезания резьб в тех же коробках,заключается в том,что трудно дать направление,т.е .есть смещение от вертикли.
-
@G_Kar, Где они ? И следующий вопрос:где достать такую проволоку в небольшом количестве?
-
@mehanik1102, Некропостинг -это не вполне соорентированное в пространстве и времени высказывание..В некоторых случаях оно простительно @mehanik1102, Показать условия хранения ?
-
@mehanik1102, Это остатки заброшенных лабораторий. Сгнивший поролон -это оттуда...условия хранения Игорь,при всем уважении,но скажу:у меня есть такой циркуль заводского изготовления. Вещь совершенно не нужная.
-
@mehanik1102, Это да.
-
@mehanik1102, То есть,ее надо любить?..
-
@mehanik1102, ---
-
@mehanik1102, Можете так точно определить температуру нагрева особенно в печах прямого нагрева,не муфельных ? Не всегда...в зависимости от химсотава .
-
@tig, Это интересная тема-не надо ее оставлять в забвении.Довольно часто встречается этот вид работ.
-
@Miners, изнутри изолентой --- Интересно,но это имеет право на жизнь при определенных условиях. Это,без всякой балды,выход и положения...думаю,лучше будет двойным слоем Как колготки вместо ремня вентилятора . Я не случайно сказал,что эти диски из Сочи.Кто знает серпантин дороги от Туапсе до Сочи ,тот поймет о чем идет речь,а речь там идет о жизни.
- 3 328 ответов
-
- 5
-

-
- технологии
- TIG
- (и ещё 1 )
-
Почему 4047?Я больше склоняюсь 5356 @tig, Можно и так,можно иначе:шабером по поверхности - блеск разный
-
@Шурпет, Искал и не нашел.Снести эту тему,чтобы не засоряла.Кстати,спасибо. Кто-нибудь из модераторов уберите это.
-
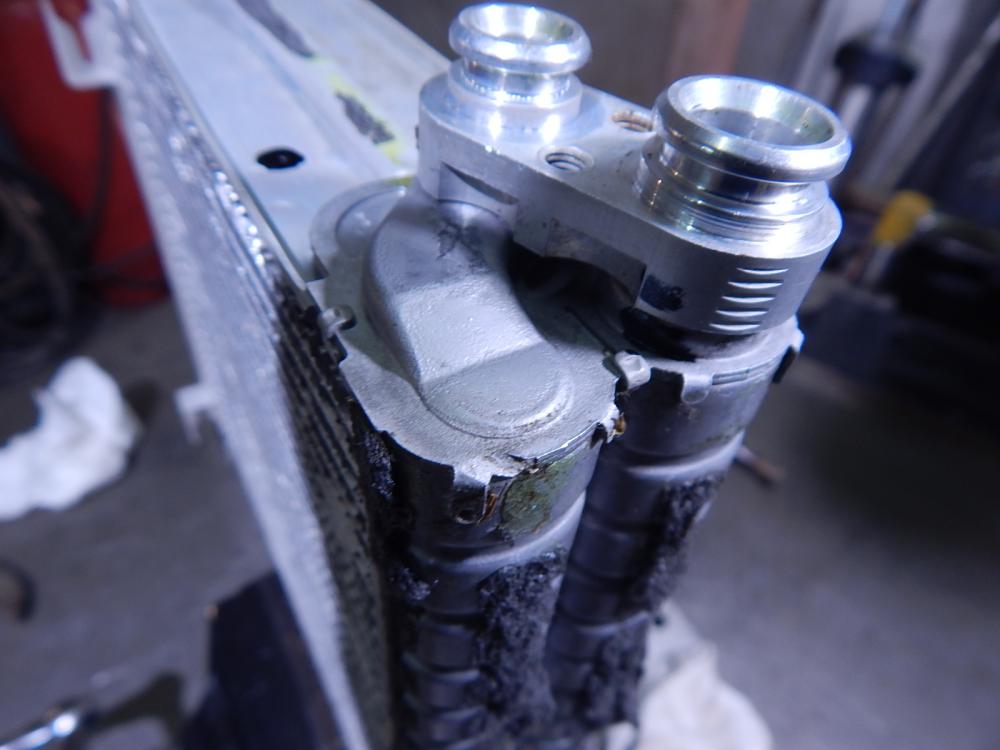
Вот что действительно не понимаю,так вот это-пропайка горловины.Это не сварка-пайка,но родственные виды работ ..пришли сервисники отдали 1,5т и спасибо сказали..работа простейшая, минут на 15 и думаю -за что ?).Кстати,абсолютно гарантийный случай -заводской брак

-
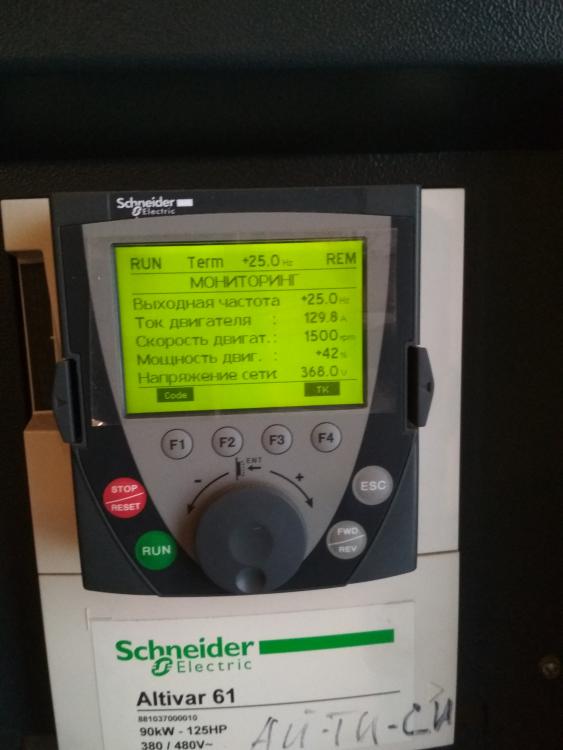
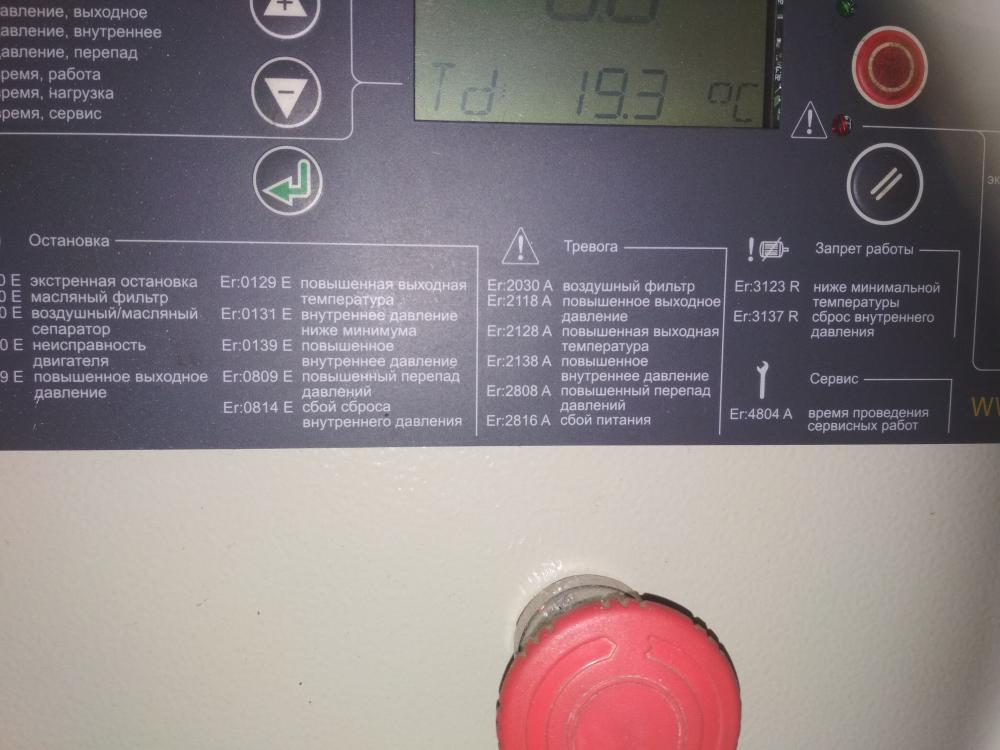
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
- 5 ответов
-
- 4
-
-
- технологии
- схемы
- (и ещё 1 )
-
Возможно ли получить качественное,работоспособное соединение?
-
@mehanik1102 Высокий отпуск 560-600С,здесь,скорее,речь идет о снятии сварочных напряжений
-
@vmednik1, Сделают количественный анализ? Еще надо иметь в виду,что примеси образуют гальванические пары с высоким потенциалом,что будет приводить к повышенной коррозии. ---- Короче, отказать так, чтобы клиент понял, что вы не только паять умеете, а разбираетесь полностью во всем процессе. ------ Хорошо сказано+
-
@vmednik1, Многое зависит,практически все,от чистоты сплава.Посмотри,что такое стали Хардокс. Знаешь,в чем там суть? Примесный состав серы и фосфора сведен к возможному минимуму.
-
@Hlorofos, Ну и зачем это сделано?Я правильно тебя понимаю:устанавливаю новую катушку и протягиваю проволоку по каналу на четыре такта?
-
@Hlorofos, , если присутствующие здесь подтвердят, что четырехроликовый механизм актуальней, ---- Кто-то будет спорить с этим? Кнопка горелки работает только в четыре такта?
-
@Miners, Думаю,что вы такого не видели(еще раз выложу эти снимки-они того стоят).Трещина на диске БМВ заклеена эпоксидной смолой.Это город Сочи...оттуда .
- 3 328 ответов
-
- 13
-
-
- технологии
- TIG
- (и ещё 1 )