Точмаш 23
-
Постов
5 543 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Современные приказчики и управляющие,те, кого сейчас называют менеджерами ,довольно своеобразная публика.
Современные приказчики и управляющие,те, кого сейчас называют менеджерами ,довольно своеобразная публика.
-
Статьи ук не хватает, да?- за оскорбление чувств сварщиков. Смотри-ка, глаза открылись,возбудились за 12 лет существования ветки...
-
Регистрация на форуме должна проходить.
-
Регистрация новых пользователей на форуме пока невозможна ,так как Майл изменил правила работы с почтой. Далее следует банальная фраза-Отнеситесь с пониманием...
-
Вот когда он это сделает-тема откроется.
- 3 ответа
-
- 2
-

-

-
Я имел в виду настоящий немецкий Сломандер, а не китайскую поделку с таким названием.
-
Думаю,что будет уместно провести аналогию с обувью. Можно купить обувь из искусственной кожи -она дешевая и прослужит,может быть,несколько месяцев,а можно купить обувь из натуральной кожи,которая будет служить годам,но она будет значительно дороже. А если это будет кожа вделки Саламандер,то еще тебя переживет. Все дело в элементной базе.Если та же Тошиба производит силовые транзисторы и прочее,то в процессе производства будет отбраковыватся какой-то процент деталей,несоответствующий требуемым параметрам.Подсуетятся китайцы и наши продаваны,так называемые отечественные производители/предприниматели и пустят некондицию в дело. Это было в нашем ВПК,когда некондиция военки была доступна гражданским. То есть,Тошибе хорошо,китайцам хорошо,продаванам хорошо,только потребителям дешевого"дермантина" плохо. На Руси это называлось -купить на грош пятаков. Надо понимать,что аппарат,сделанный и качественных деталей/сборки,будет иметь одну и туже цену,что в России,что в Америке,за исключение местной специфики,то бишь налогов,таможенных сборов,расходов на рекламе и т.д. Из этого надо исходить прежде всего.Надо добавить,что китайцы всячески будут удешевлять свою продукцию для всеядного российского рынка -это касается всего ширпотреба, который ввозят в страну -вместо медного провода-алюминиевый,вместо стали пластик и т.д. В принципе,это экономика и ничего более -если есть сбыт,то будет и предложение. И,кстати,часто ли свариваешь ст.40Х?
-
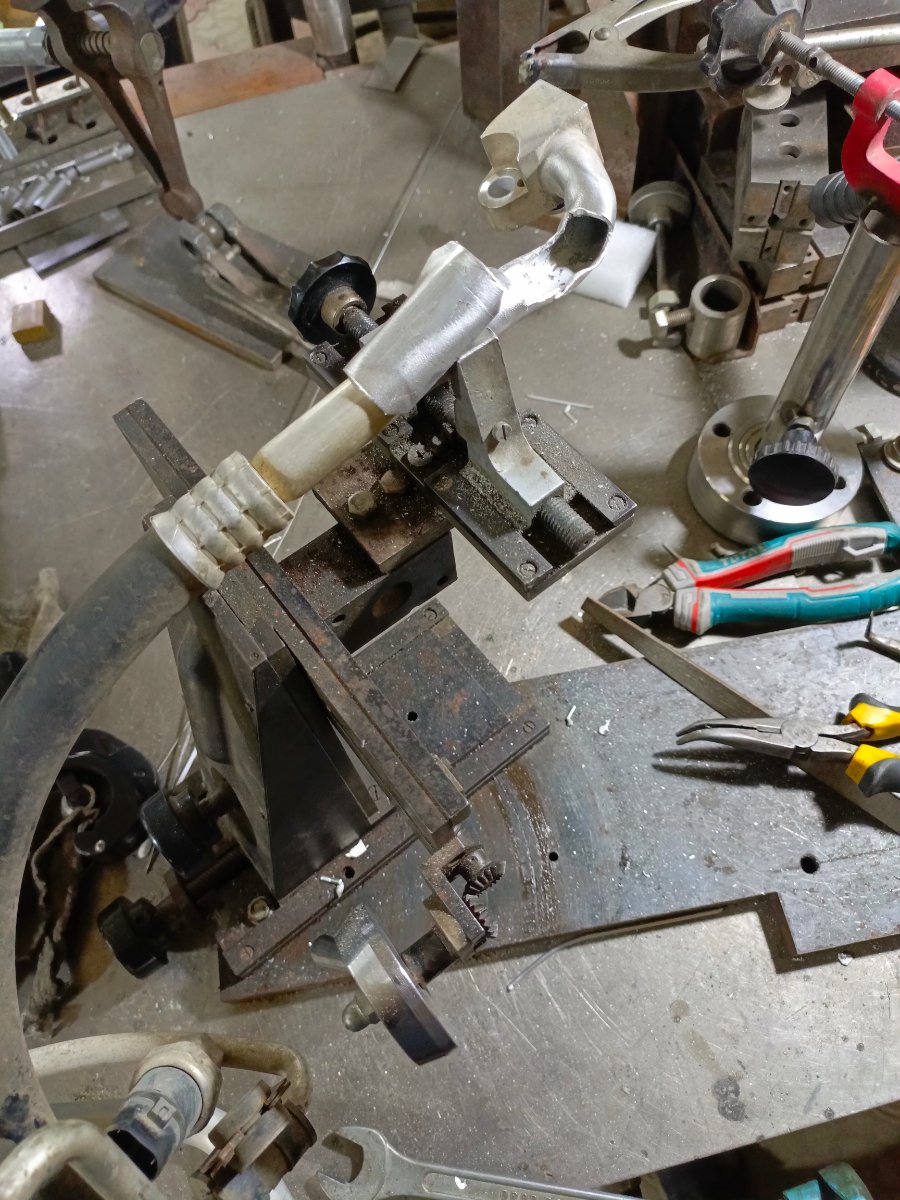
Кронштейн зеркала хонда. Увлекательное занятие,надо сказать.Жгут проводов сильно мешает сварке.
-
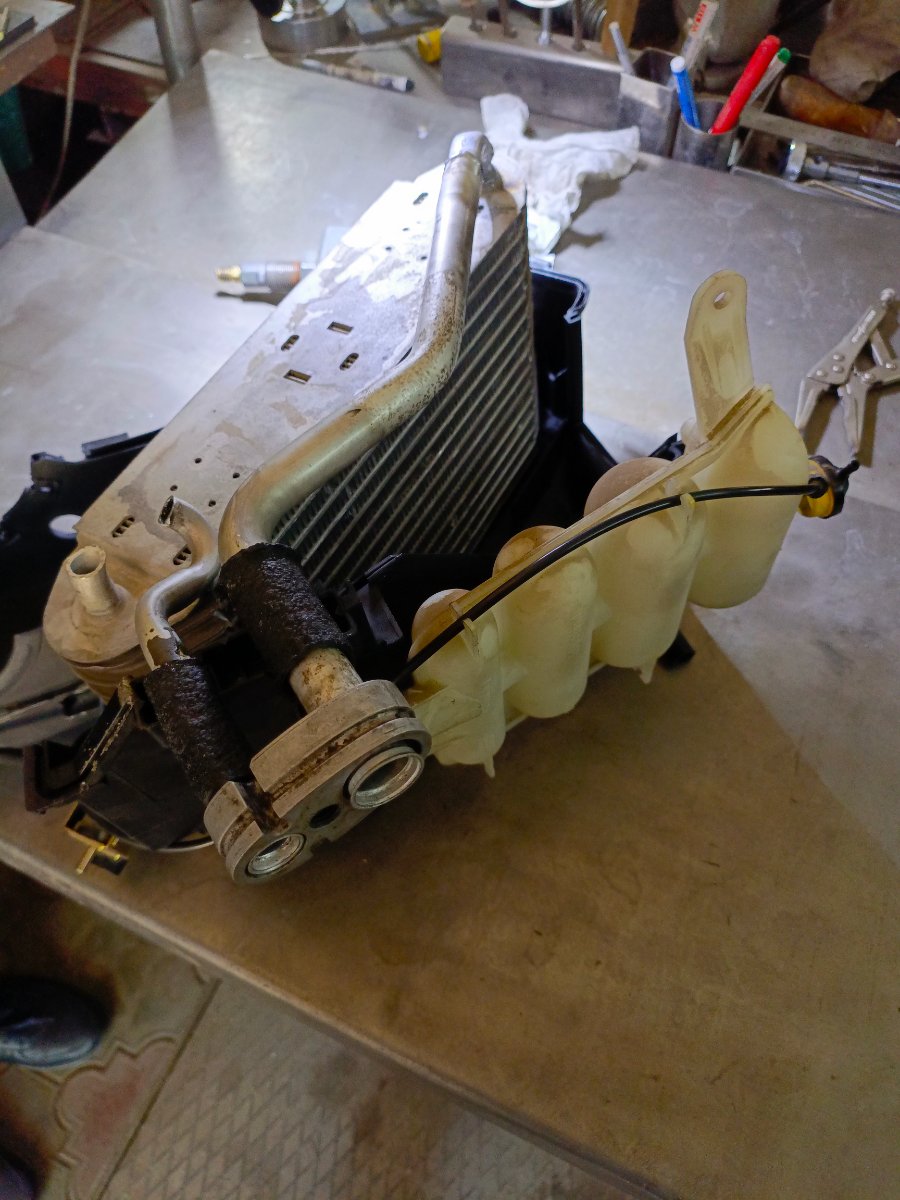
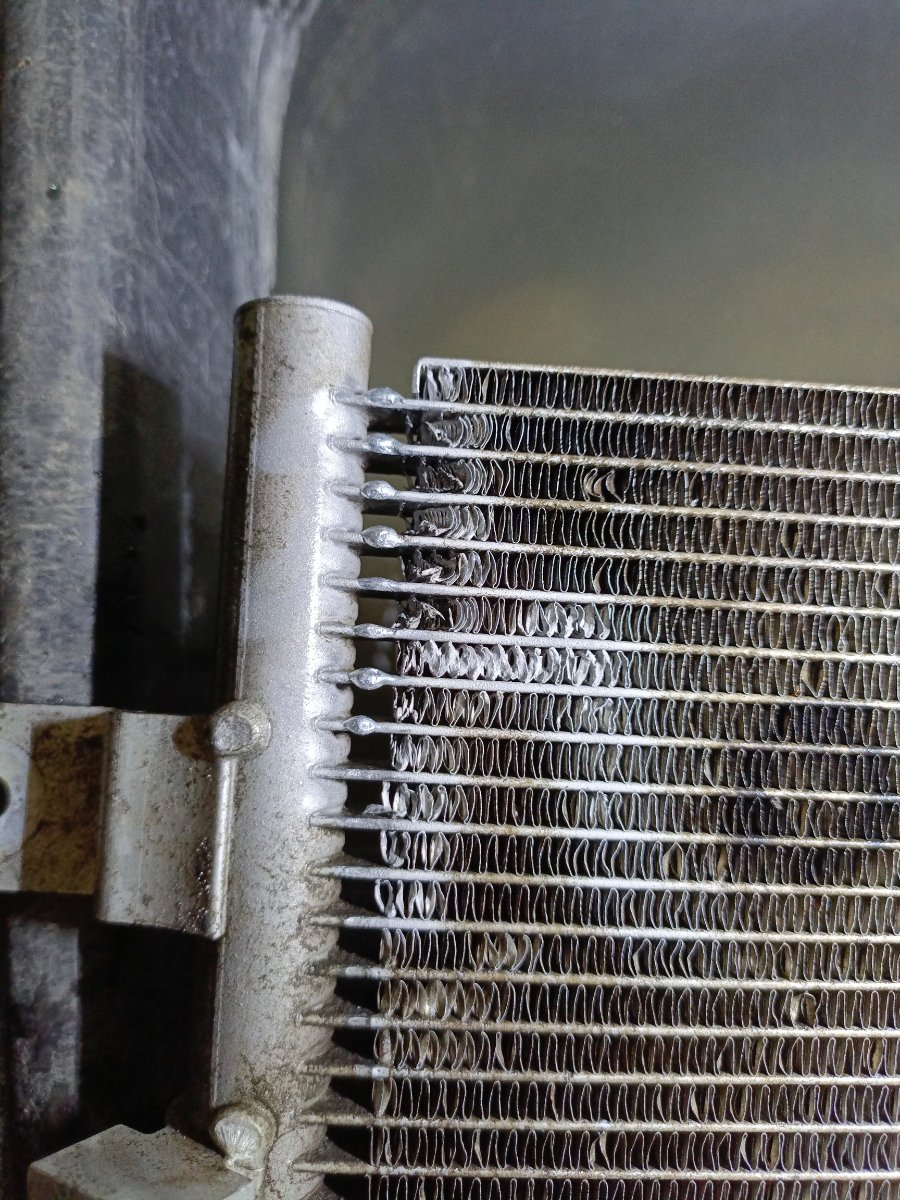
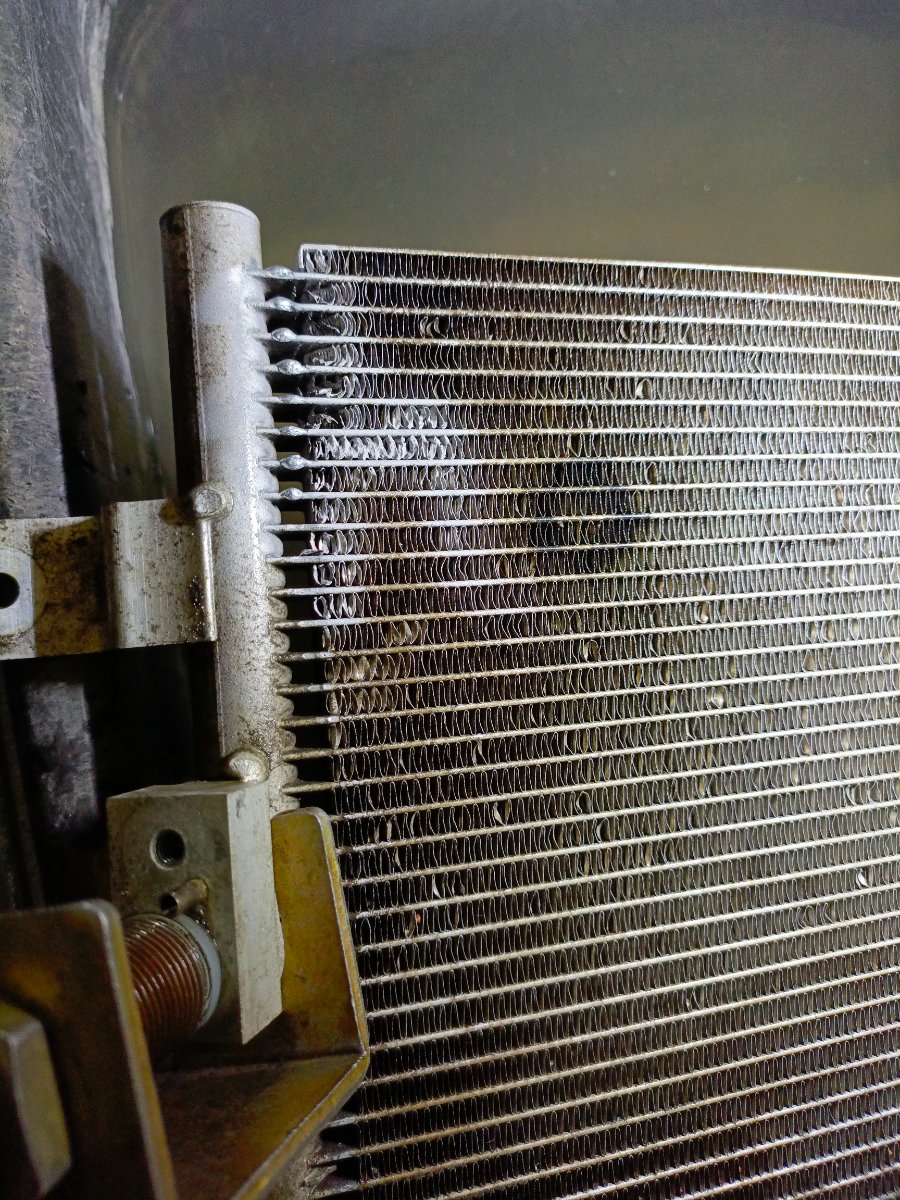
Радиатор Пежо 206,если не ошибаюсь.Найти новый сложно,поэтому переделка. Был аналогичный вариант,но просили заменить на новом только один фитинг-верхний (спринлок). Надо менять оба фитинга,так как у нового радиатора такого же формата,уплотнение нижней колодки радиальное,а не торцевое,то есть при одинаковых диаметрах они не совместимы.
-
Начинающему аргонщику.Так кристаллы -это гальваника-рост на катоде/хрома/,но при сварке происходит то же самое,только кристаллы растут в сторону теплоотвода,а межкристаллическое пространство -это эвтектика с меньшей температурой кристаллизации ,что ведет к образованию горячих трещин.
-
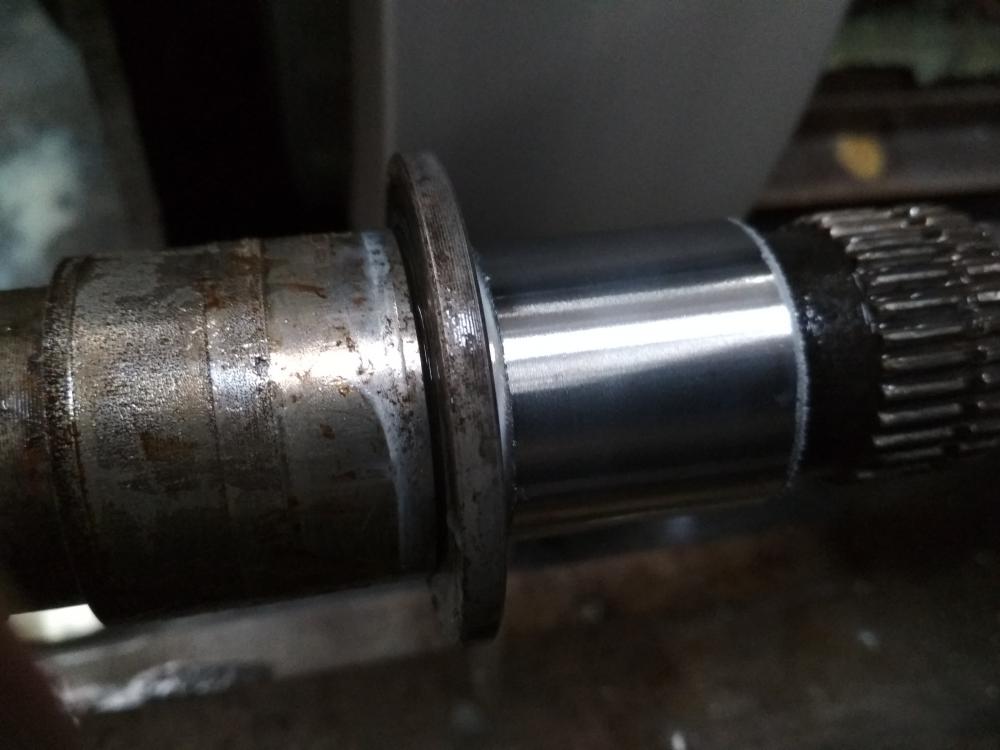
Сколько мной было говорено местному народу в сове время.Есть большой объем работ по восстановлению диаметров изношенных шеек валов. Это-шлифование - железнение -шлифование -хромирование-шлифование в размер.Идеальный способ восстановления шеек валов любого диаметра тяжелой техники...но Есть большая разница при восстановлении шеек валов техник. Это вибродуговая наплавка,особенно каленвалов,плазменная и т.д.,быстро и сердито,но лучшая по качеству -это гальваника...это помните всегда. Еще хотелось бы показать способы заливки 88 баббитом подшипников скольжения ,как центробежной заливки на токарнике больших диаметров от 160мм и выше,так и ручной малого диаметра,нюансы этого дела,да повода нет.
-
Какая смазка? Это не компрессор автокондиционера. Любой насос центробежного типа состоит из привода и агрегата с рабочим колесом.Там стоят подшипники закрытого типа. В основном применяются моноблоки. Зачем вам нужна температура -40 С? Для всей России -20С. Значит, поллитровая бутылка этилового спирта на лит дистиллированной воды.Эта схема работает годами,она проверена.
-
Все-таки производство -это интересно,так как ставит задачи,которые надо решать,хотя это и в прошлом,но... Коробление таких валов происходит потому что они входят не вертикально в закалочную среду.Должна быть кассета на два/четыре вала.Шахтная печь,выдержка,а потом закалочная среда. Если термообрабатывать один вал,опуская его в печь на тросе/захвате,то будет отклонение от вертикали,то бишь угол между осью вала и горизонтом зак.среды. Чем больше угол,тем больше будет коробление. Черновая обработка,затем термообработка,коробление. Оставлен припуск на чистовую.Так вот,если выровнять термоправкой вал и добиться "биения" 0,1мм,то при снятии верхних слоев металла/чистовая обработка/ неизбежно коробление вала и правка должна быть повторена. Принцип правки. Точечный нагрев пламенем ацетиленовой горелки. Металл в зоне нагрев расширяется,деформируется,упираясь в пограничные слои холодного металла,затем следует охлаждение,и уменьшение объема разогретого металла.Возникают напряжения сжатия и расширения по диаметру. При нагрев,по сути,образуется усеченный конус в теле вала,и если снять металл по диаметру в основании конуса,то есть уменьшить его площадь,то есть объем,то сила сжатия станет меньше,а растягивающие напряжения сделают свое дело. Надо заметить,что не все валы можно править нагревом.Многое зависит от материала,диаметра и длины
-
Сам разрешил. Должен понимать кадровика,что метки должны быть расставлены везде,хоть на столбах
-
Кронштейн . Плоскость деформирована,поэтому правка в одном случае,а в другом технологический рез-так будет лучше. Облицовка тиг. Стенка 16мм. Основная проблема,это неоправданно большой расход св.материала.
-
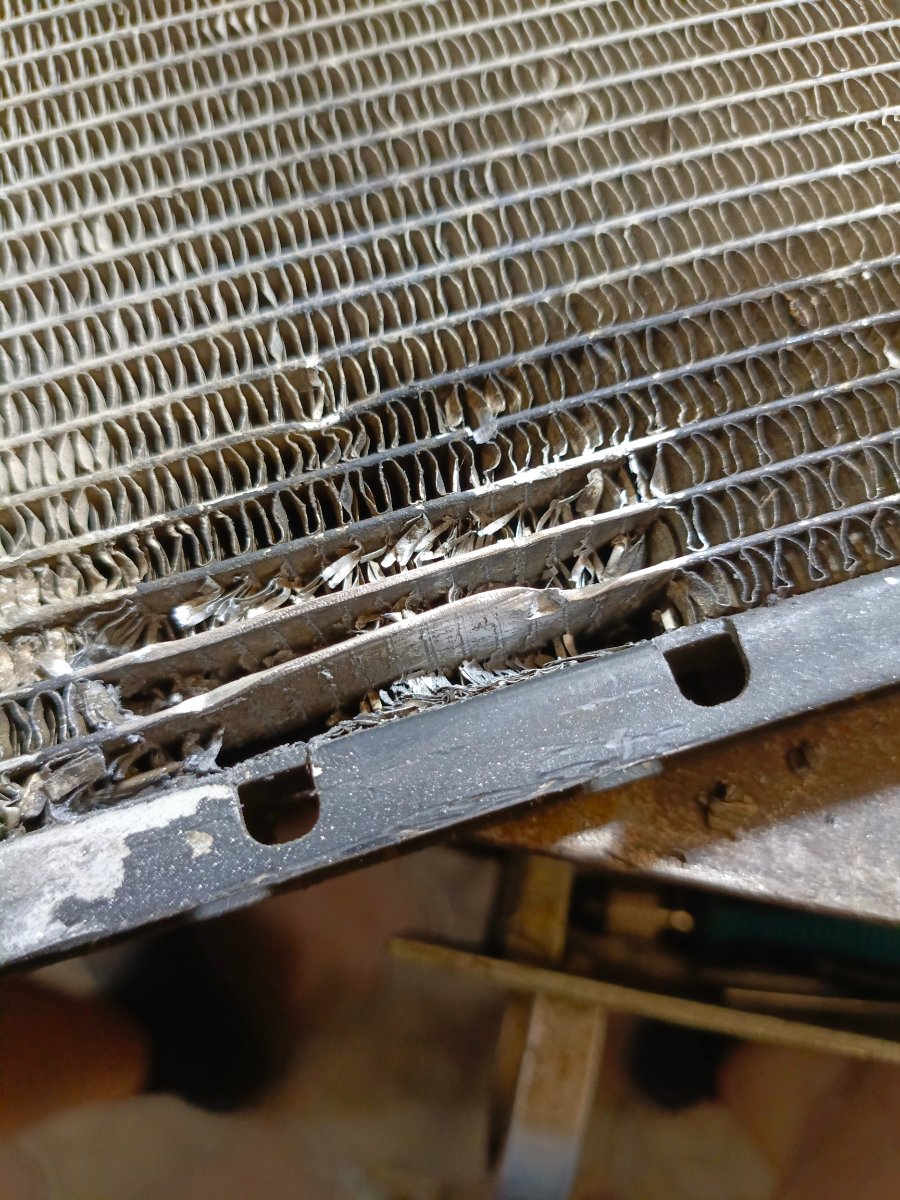
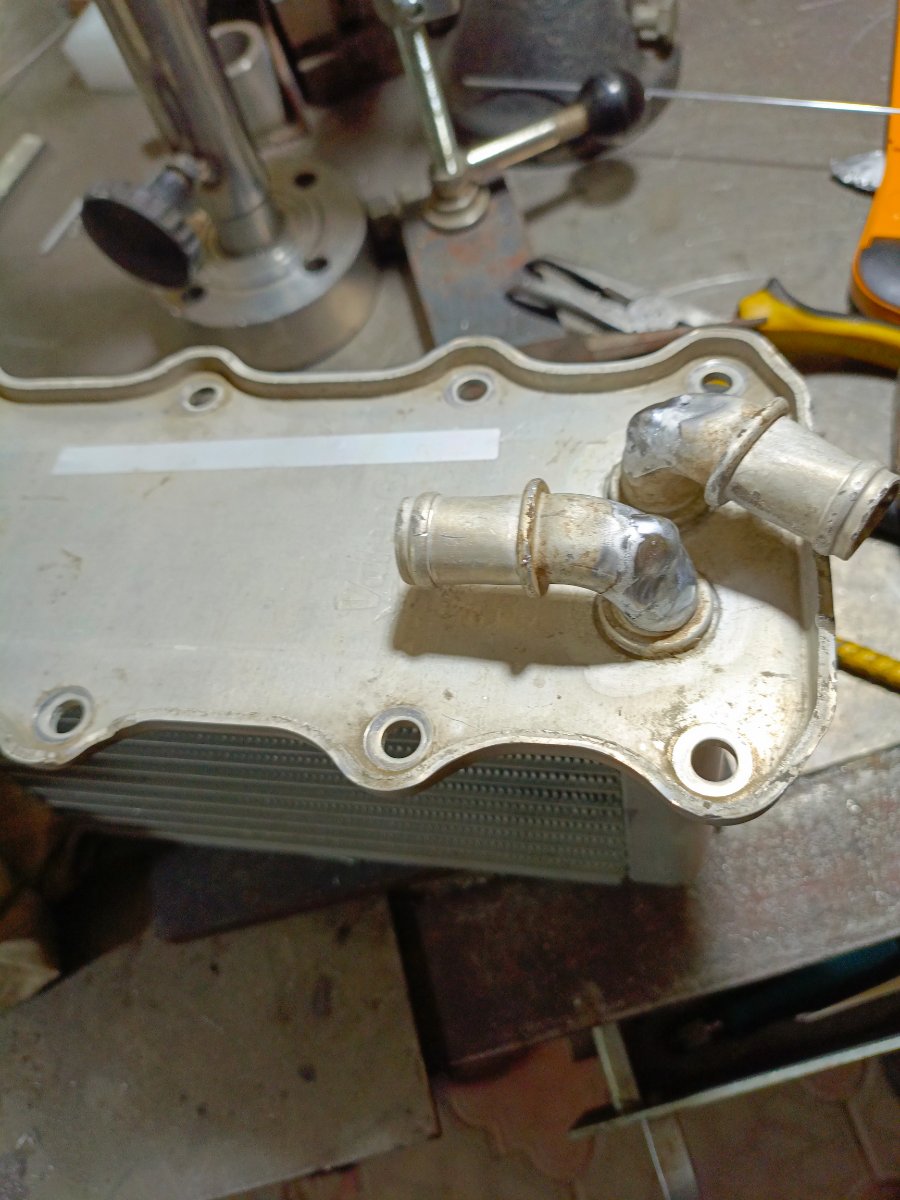
Масляный радиатор шевроле круз. На что надо обратить внимание. В трубку вставлен пластиковый стабилизатор потока. Если сварку,пайку поврежденной трубки без разреза и удаления пластика,как в этом случае,то закупорка трубки оплавленным пластиком будет обеспечена. На качественном алюминии и пайка занимает две с половиной минуты
-
Верно заданный вопрос.Коэффициент разупрочнения 0,65-0,7 от прочности основного металла при сварке алюминиевых сплавов,только у АМг приближается к единице.
-
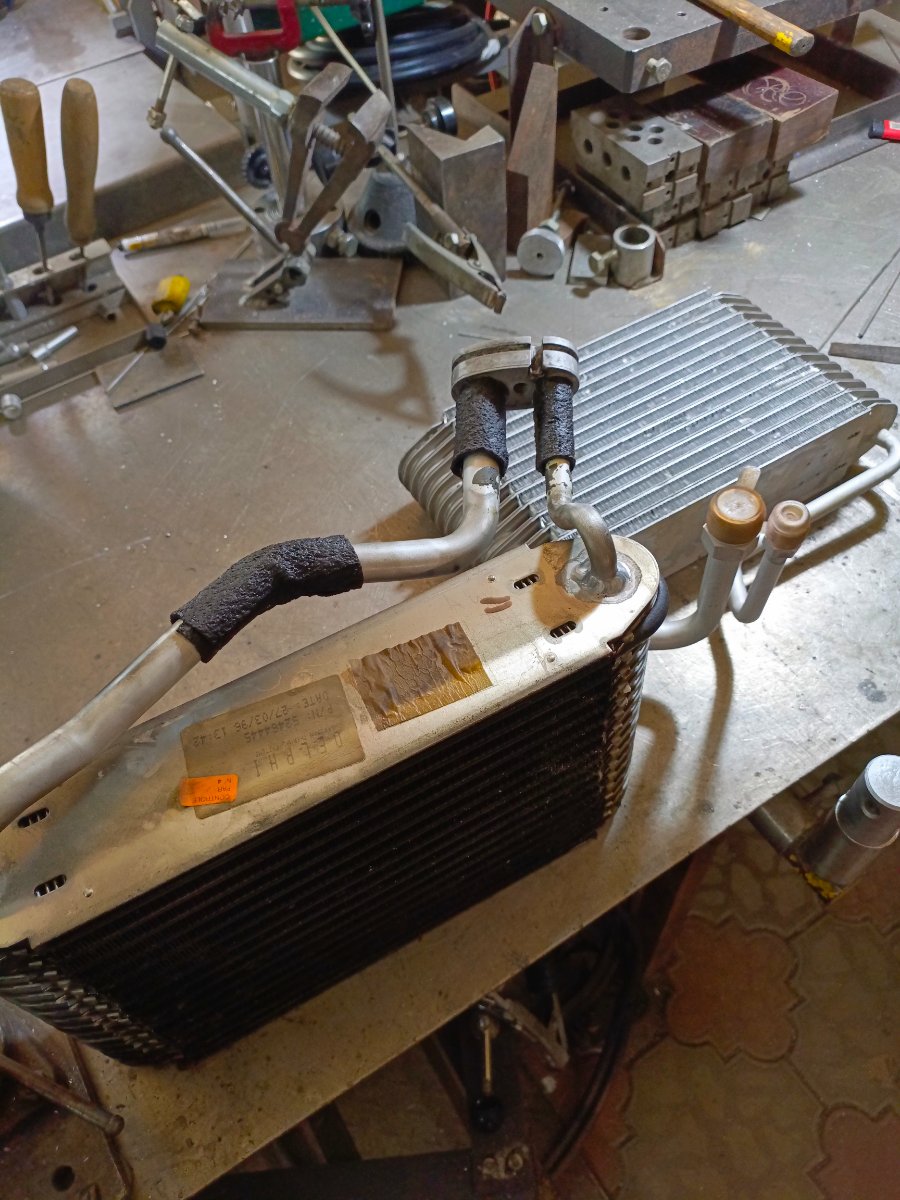
После аварии повреждены трубки кондиционера и масляного радиатора.
-
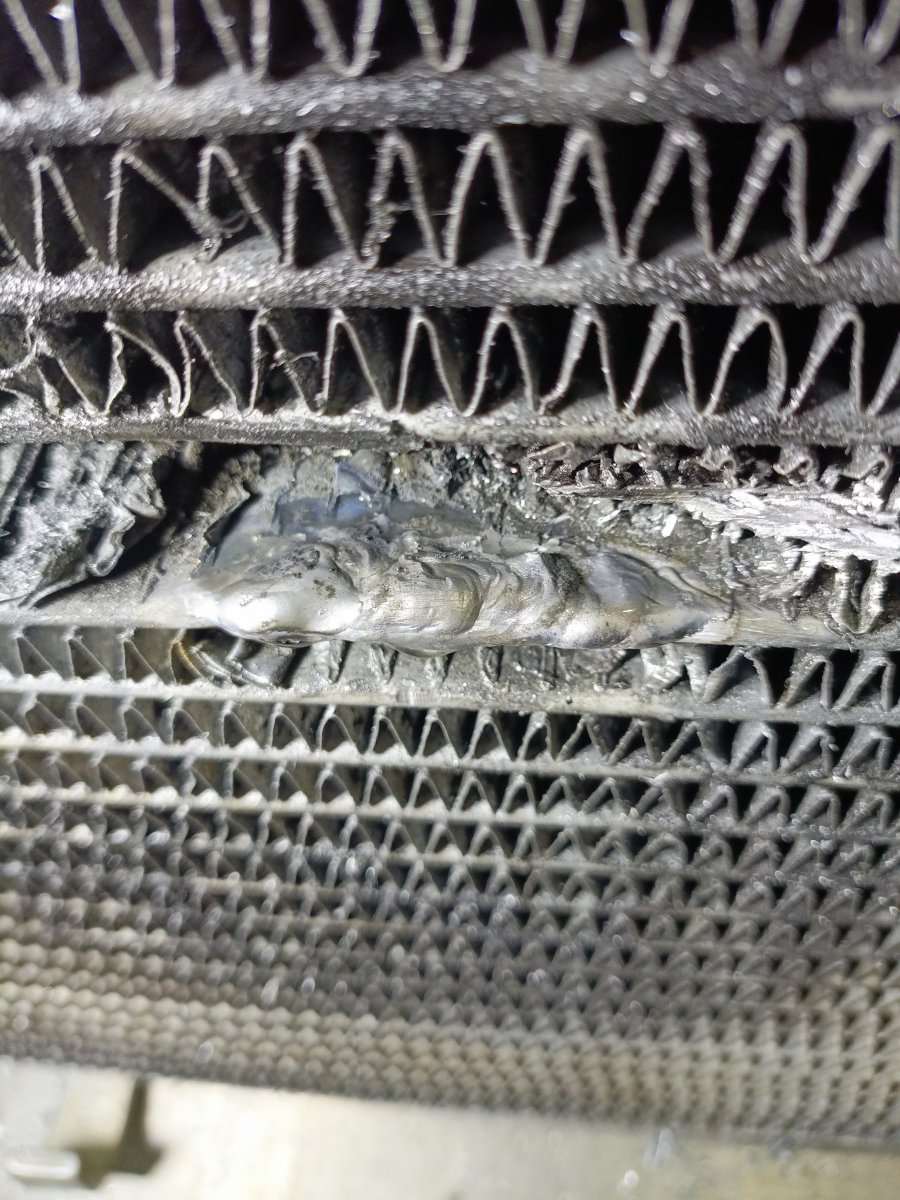
В продолжение поста. Вернулся этот радиатор -раздуло трубку.На таких радиаторах нельзя подобным образом глушить трубки,но что есть,то есть.Появился надрыв.Надо спасать трубу,поэтому бандаж. довесок...
-
Какой там у вас значок ? ..специалист. Специалист по написанию постов. Нет здесь никакого противоречия.
-
Вот как оказывается просто. А что делать с четырехступенчатыми компрессорами высокого давления?Знаете устройство лубрикаторов(масляных насосов высокого давления)..Угловыми компрессорами производительностью 50куб.минуту? С горизонтальными двухступенчатыми с двигателями мощностью 800кВт и весом 3 800кг? Техослуживание этих установок? Может быть,знаете,как работать с частотниками ,тот же Алтивар 61 Шнайдер? Вы когда -нибудь в глаза видели такое оборудование,не говоря уже о работе с ним? Таких людей,нажимающих кнопку,видел достаточно.Самое интересное,когда магистраль высокого давления взрывается под давлением 200ати, и как они себя ведут в этих случаях.. К примеру,управление компрессором -