selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Послушаем звучание прямо с аппарата в живую . https://www.youtube.com/watch?v=5aHp9S4SG98
-
Фрезы разные нужны и кто как мудрит. Мне нравиться вот такая в дрель , ее забить алюминием практически нельзя обороты не очень большие и не нагревает она люминь до прилипания но чуток смазки требует. Самое главное ей намного быстрее снести шов или еще что чем супер пупер фирменной фрезой по люминю, главное чтобы место позволяло. Вот пример удаления старой заплатки под ней дизтопливо и варить не даст, фирменной фрезой я бы на полчаса дольше резал швы , этой 10 мин и не швов и заплатка в стороне .




- 51 ответ
-
- 13
-

-
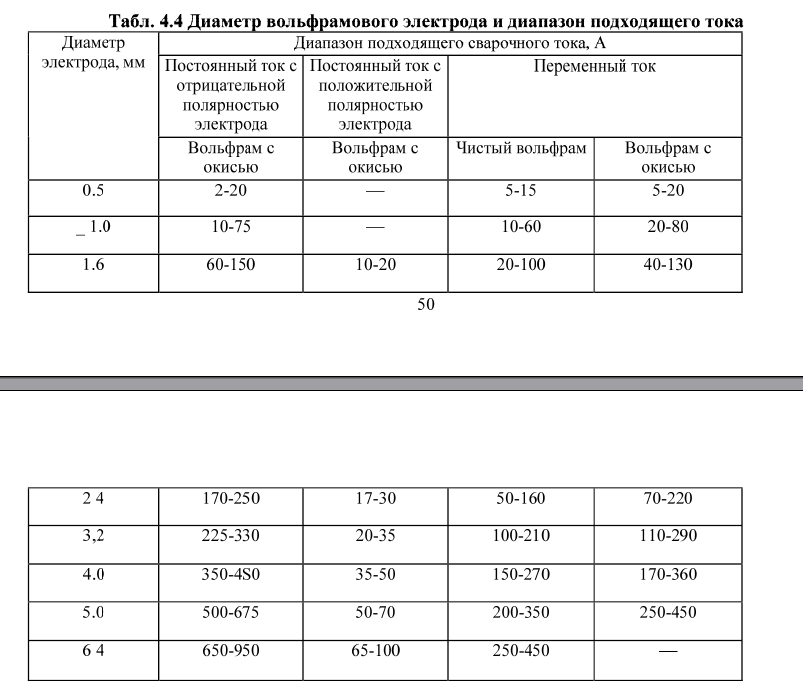
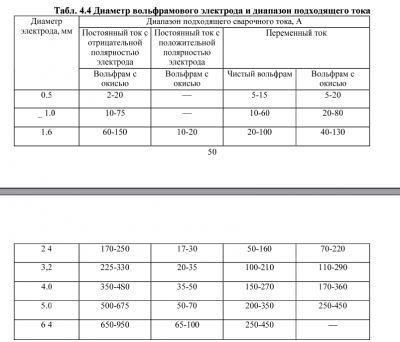
Да вообще про обратную полярность лучше забыть, 5мм электрод и ток только 50-70 ампер и то не продолжительно и что на нем варить где 30% энергии в деталь и 70% в электрод да учтите еще огромный полужидкий шар на электроде и как правило гуляющая куда угодно дуга но не в положенное место сварки. Я имел в виду сварку в чистом гелии на прямой полярности да и то очень ограничено все это, но там хоть электрод в полном порядке и энергия положенная для детали больше, электроду меньше . Ну а если впереди пустить лазер для убиения пленки то возможности возрастают неограниченно. В аргоне или даже в смеси He 80% х Ar 20% сварки на прямой полярности не получится если конечно не добавить лазер очистку.

-
Под наши шланги малых диаметров винтовые деформируют шланг к винту и может пропускать . Помните советский со шплинтом он архи не удобен но он обхватывал шланг двумя витками и шланг затягивался равномерно , да и сам он плоский без резьбы внутри и не портит шланга. http://zaz.slovarik.org/stati/homut-id4671 Штучка хороша в те моменты когда нет под рукой подходящего хомута и бывает так закон подлости в магазине малых размеров хомута тоже нет (обычно так и бывает) и вот она в помощь ну а проволоки у сварщика на любой вкус, и шланг с этой штучкой будет обнят равномерно в два оборота . Да с ней пожалуй и забудете магазины где торгуют хомутами. Ну а что касается цены, так я ее покупать не буду а за пару тройку часов не спеша сделаю аналог, иначе зачем у меня сварочники и прочий инструмент в гараже .
-
Чертежика нет , но попробовать скопировать можно , не все Китаю масленица.
-
Ой какой я противник сварки на DC токе обратной полярности, вольфрам практически сразу горит и не чего хорошего . Но на прямой можно что то делать, но только в чистом гелии и небольшая добавка аргона и про сварку забудьте. Кстати при определенных условиях гелий способен убить оксидную пленку, в первую очередь это очень короткая дуга меньше 1мм и остро заточенный вольфрам и подбор тока и скорости перемещения горелки и самый важный аспект импульс дуга с большой разницей пика и базы и начиная с 500гц и до 2,5кгц на моем это предел , от Merkle можно и выше пробовать поднимать . Была у меня одна задачка сварить одну вещицу заказчику без присадки и шов потоньше спички должен быть , задачу решили и вот отработка технологии в чистом гелии на прямой полярности. Лазер убивает и испаряет оксидную пленку за счет своей мощной и концентрированной энергии. Видел еще в советское время гибрид лазера и тиг горелки , лазер убивал пленку бегая лучом вокруг горелки , тиг горелка варила на прямой полярности то есть в комфортных условиях . Сейчас есть машины убивающие при помощи лазера ржавчину. http://www.youtube.com/watch?v=LwvFuYtH6ls http://websvarka.ru/talk/topic/432-svarka-video/?p=157684 http://websvarka.ru/talk/topic/432-svarka-video/?p=169145


-
Суды запихну видео, аргонщик всегда связан с газами которые стоят денег в некоторых регионах не малых . И чтобы устранить утечки газов и правильно сделать хомутик на шланг . https://www.youtube.com/watch?v=cBhkp-DZMrE
-
 С начало так же как у вас было , наварка шлифовка хромировка , но наварка и поводки идут и требуется рихтовка наваривали даже в спец. изготовленных кондукторах. Но после подобрали такую технологию относительно простую дешевою и доступною . Кулачки на распред. вале спасали от износа переделкой рокеров , на них отфрезеровали радиус родной и делали прямую площадку в центре отверстие 10мм не сквозное и штифт чтобы вставку не повернуло , и из капролона делались радиусные вставки на рокер и все работало прекрасно, кулачки практически вообще износа не имели , а вставки опытным путем рекомендовано было менять через 60 тыс. км , они износа не имели но микротрещины были , но не было не одного случая чтобы вставку сорвало ездил весь завод на таких ГРМ и на продажу цеховые делали комплекты.
С начало так же как у вас было , наварка шлифовка хромировка , но наварка и поводки идут и требуется рихтовка наваривали даже в спец. изготовленных кондукторах. Но после подобрали такую технологию относительно простую дешевою и доступною . Кулачки на распред. вале спасали от износа переделкой рокеров , на них отфрезеровали радиус родной и делали прямую площадку в центре отверстие 10мм не сквозное и штифт чтобы вставку не повернуло , и из капролона делались радиусные вставки на рокер и все работало прекрасно, кулачки практически вообще износа не имели , а вставки опытным путем рекомендовано было менять через 60 тыс. км , они износа не имели но микротрещины были , но не было не одного случая чтобы вставку сорвало ездил весь завод на таких ГРМ и на продажу цеховые делали комплекты. -
В советское время когда были очень модны "Жигули" , и зап. части особо ГРМ были огромным дефицитом у нас на очень (по тем временам да и сейчас бы он был на высоком уровне) современном заводе делали так распредвал шейки шлифовали обновляя их , а вот постель немного растачивали освежали и химики делали хим состав вроде на основе бакелит лака с MoS2 (дисульфит молибдена) и покрывали рабочие отверстия постели составом и в печь . Потом расточка под распред. вал и такая конструкция выбег имела больше чем заводская постель.
-
Заварил я этого "монстрика" и с ребятками пообщался , они говорят что две машины у них такие и на обоих радиаторах самопальные бачки, но деланные в разных фирмах вроде в Балашихе. Так вот на одной машине бачки сделаны из 3мм АМГ и больше к ним рука сварщика не касалась и может даже внутри бачков устроены ребра жесткости, как на родных толстостенных пластиковых бачках . Это удовольствие обошлось хозяину дорого, и на второй машине он решил с экономить и отдал на другую "фирму" делать радиатор, так вот второй радиатор и рвет постоянно. Вот и мне пришлось его подваривать и на что обратил внимание, бачки сделаны из 1,5мм АМГ и внутри не каких ребер жесткости и в помине нет, а они как бы пригодились тем паче для такого "монстрика" и 1,5мм АМГ.






-
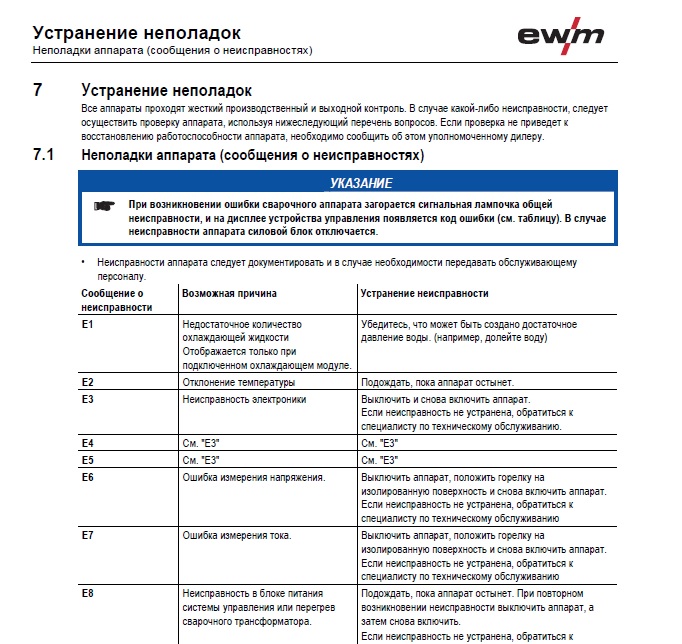
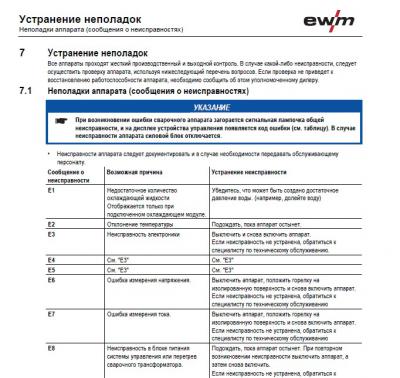
Попробуй как в инструкции написано сделать. Мануал полностью EWM Tetrix 230 AC_DC rus.pdf
-
А может "ценитель" ЛУАЗ и поймет и заплатит хорошие деньги. У моего брата лет 20 назад такая была военного исполнения " хорошая машина " , мосты с блокировкой вобщем весь фарш по бездорожью и вдобавок плавала , вроде и водомет был но точно не помню. https://www.youtube.com/watch?v=wC6sOxkwDBQ
-
Звонили еще в пятницу с " грузового центра" и просили прямо на машине , но я не согласился. Сегодня сняли и привезли но не сами водители а слесаря и сказали что течь водилы заметили после попадания в крупную яму на шоссе и их прилично тряхануло.
-
Привезли сегодня "монстрика" , бачки самодельные может кто узнает свою работу. Ходили похоже долго , но нижний потек по шву с двух сторон. Завтра заварим.




-
@Kurt1, Михаил , на моем придел 2,5кгц и слышно писк дуги. На твоем в шесть раз больше возможностей до 12кгц и понятно что с 3,5кгц дуга все тише и немцы не врут. Что касается швов, еще зависит от выставленный разницы пика и базы. О третьем токе не читал или читал но не внимательно , но это хорошо что он есть и прибавляет возможностей аппарата. Ты мне скажи по ощущению дуга на 12кгц сильно сжимается относительно 2,5кгц -3кгц. Форсаж пока таких возможностей на DC токе к сожалению не имеет, но зато мне очень нравиться на нем АС ток и его настройки , ждемс аппарат с новым осциллятором и поправленной и доработанной 2й прошивкой.
-
Я тоже не силен в этом, но вот видео веломотора удивило есть у нас еще умельцы. https://www.youtube.com/watch?v=kObWDnmFCvM
-
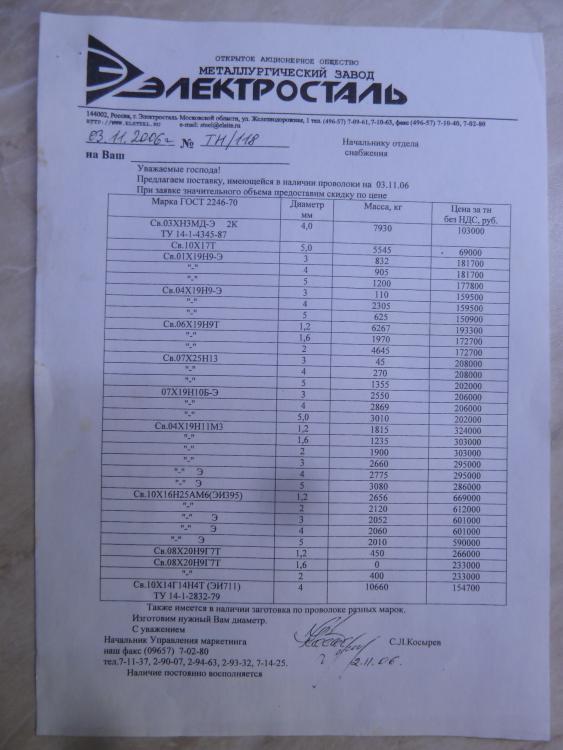
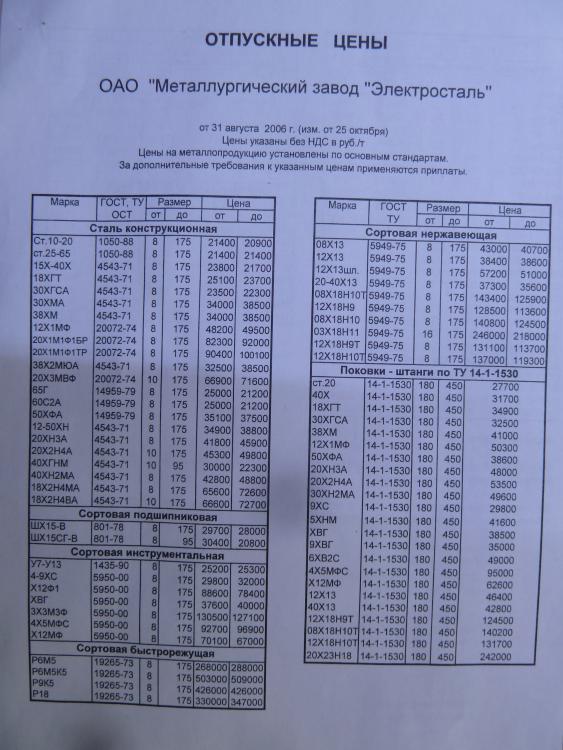
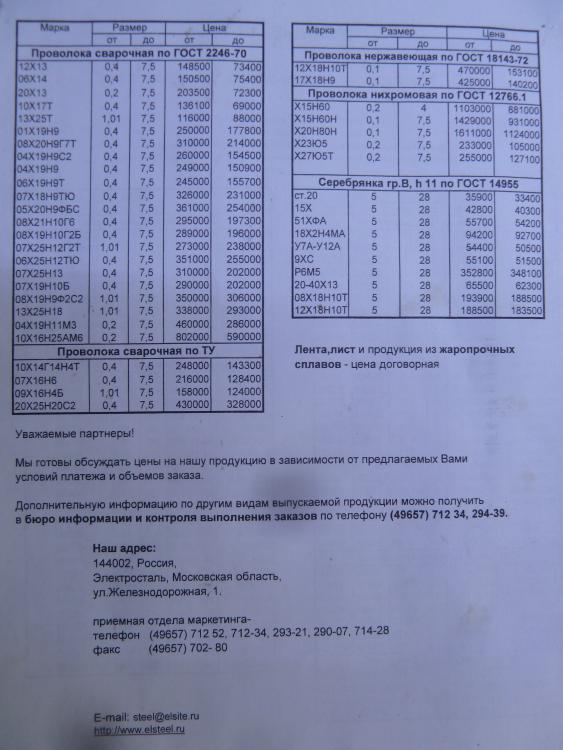
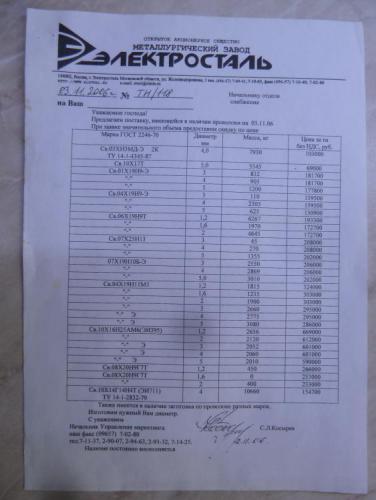
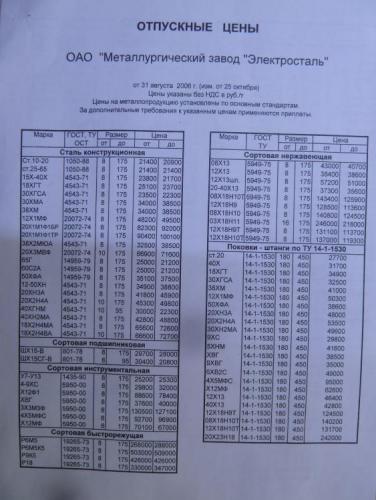
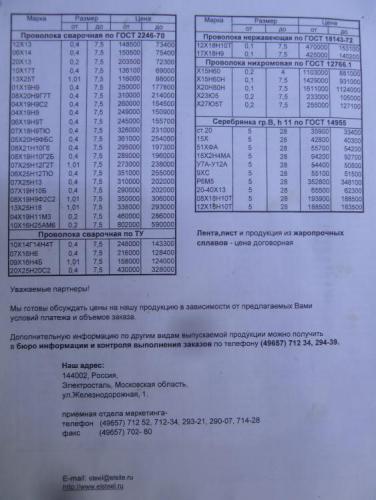
Рылся на днях в своих залежах рекламных и прочих брошюрок с выставок и сварочных "салонов" , искал одно но пока не нашел . Наткнулся на другое , может кому будет полезно . Есть еще интересное но надо сортировать и проверять живые фирмы аль нет так как некоторым рекламным материалам уже довольно много лет. Пока покажу вот это с выставки 2006 года но фирма жива и можно пользоваться ее услугами. Правда цены наверное другие, но тем интереснее можно сравнить. http://elsteel.ru/
-
Да да помню такие моменты из книги, похоже мы одну книгу читали. У автора фамилия интересная похожая на итальянскую
-
Честно не помню, прочитал всю и как уже лет десять назад отдал.
-
, Володя , может видел уже . Я первый раз посмотрел, так как особо ножами не интересуюсь. https://www.youtube.com/watch?v=PgRMzKnpXd0
-
Вот только вчера про коррозию профессор рассказывал и "космические технологии" , на несколько страниц растянулось. http://www.chipmaker.ru/topic/13280/page__view__findpost__p__3132496 Самое главное сразу максимум работ (может и изолентой газпрома потратится ) сделать по защите от коррозии и потом только что над землей подновлять , и думаю проблем не будет . Ну а какой металл простоит дольше , конечно который толще и качественнее, но коррозии любой подвержен. Вот советское интересное видео о коррозии и борьбе с нею. https://www.youtube.com/watch?v=IWXJxBVisiI
-
У нас на заводе в 70-80х на стационарных постах в горелку прямо с водопровода подавали воду а другой шланг сливал в канализацию. Сварные варили много и часто на больших токах, накипи не замечено на горелках да и откуда ей взяться вода на слив чуть тепленькая сходила после горелки.
-
форсаж начинает работать с потребителем и дай бог наладит сервис и их можно легко отыскать , о неоне не знаю. Вот здесь мое подсознание сработало верно, Selco в плане помощи да и ремонта своей продукции ну просто красавцы . Они даже на почту шлют все свои новости потребителю и если какие у него трудности помогут как виртуально так и реально. Вторая фирма чем я пользуюсь Merkle , она более закрыта но если нужно то без всяких проблем сервис и ремонт . С Китаем все это сложнее , хотя надо знать у кого покупаешь.


-
Это по табло будет если у тебя до 12000гц то 12кгц , но первые модели были до 5000гц , на моем тоже в кгц показывает 2,5
-
Объединить бы , одно и тоже но разбросано по форуму. http://websvarka.ru/talk/topic/5617-videosemka-svarochnogo-protcessa-—-mozhno-ili-ne/#entry138083