selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
 Универсал хорош но и цена тоже. А вот про гарантию в 1год и плюс 1год подарок наши продавцы-технологи врут , она у Selco изначально с завода 5лет , надо только аппаратик на их сайте по номеру зарегистрировать. Почему купить Selco Genesis 2200 MTE нужно именно у нас?Бесплатная доставка Selco Genesis 2200 MTE в любой город России.Дополнительно +1 год полной гарантии на Selco в подарок.Подарок, который вы выбираете сами.Для юр.лиц - полный комплект документов. Торг-12 + Счет-фактура. Стоимость оборудования указана с НДС.
Универсал хорош но и цена тоже. А вот про гарантию в 1год и плюс 1год подарок наши продавцы-технологи врут , она у Selco изначально с завода 5лет , надо только аппаратик на их сайте по номеру зарегистрировать. Почему купить Selco Genesis 2200 MTE нужно именно у нас?Бесплатная доставка Selco Genesis 2200 MTE в любой город России.Дополнительно +1 год полной гарантии на Selco в подарок.Подарок, который вы выбираете сами.Для юр.лиц - полный комплект документов. Торг-12 + Счет-фактура. Стоимость оборудования указана с НДС.
-
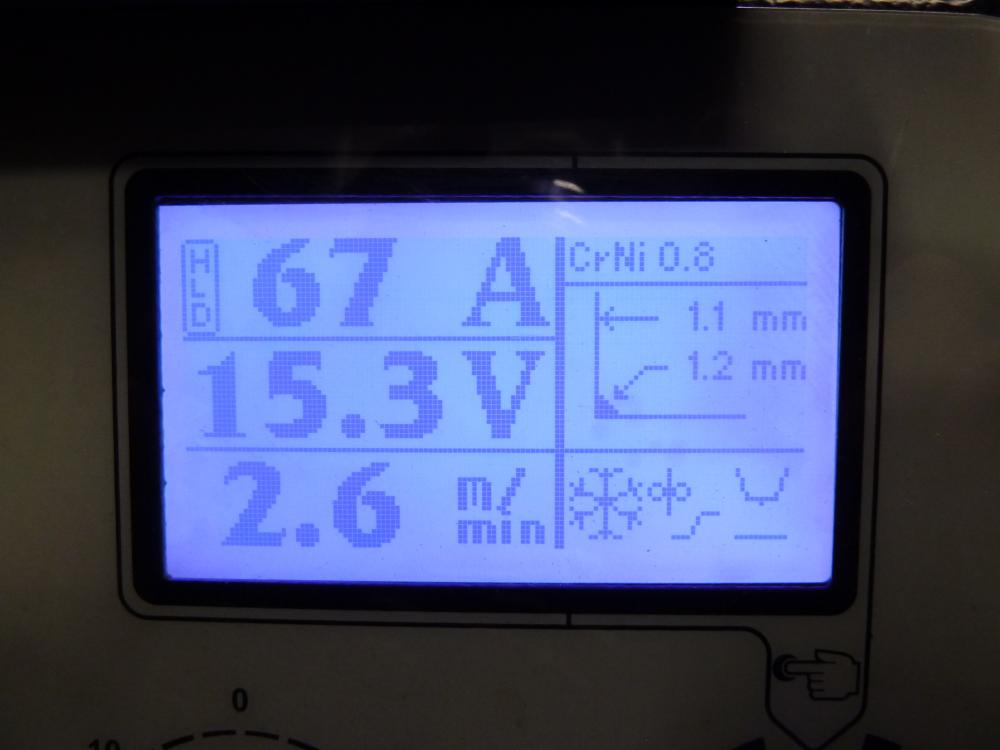
Сегодня подурачился с нерж 1мм и Mobimig180 ее в Cold режиме и с проволокой 1мм, другого диаметра закончилась . С диаметром 0,8мм было бы лучше , а 0,6мм просто песня. Газ Ar 95% х CO5% но это приблизительно с моим самопальным смесителем. Да на аппарате только диаметр нерж проволоки 0,8мм а в реальности стояла 1мм и коррекция напряжением выручает. https://www.youtube.com/watch?v=ZngRLzfgFRM&feature=youtu.be Нерж от Fronius который раз в пять круче Mobimig180 , брызг поменьше. https://www.youtube.com/watch?v=0cDnjTwteSg
-
@unforgiven48, Большая работа проделана .
-
Нерж. лучше аргонодуговой (ТИГ) , если только прихватки примерно как у вас листочки и прочее то можно и полуавтомат (МИГ) , но лучше иметь оба аппарата и учиться обоими работать. Так будет гораздо больший выбор материалов и способов "приварить" и меньше времени и сил на обработку швов , но аппаратики нужны довольно хорошие и достойные и тогда работа будет в радость.
-
И не только очки , на голову шапку потолще лицо завязать толстым шарфом на ноги брюки да и на туловище тоже что то бронебойное в виде ватных штанов и телогрейки , иначе жена или близкие долго будут вытаскивать из вас иголочки со всего тела начиная с волос и кончая ногами. Да кстати щеки насквозь протыкают и даже под очки залетают , щиток не пойдет под него иголки массово полетят , нужны очки примерно такие как Чкалов в полет надевал назывались кажись "воен-лет" .
-
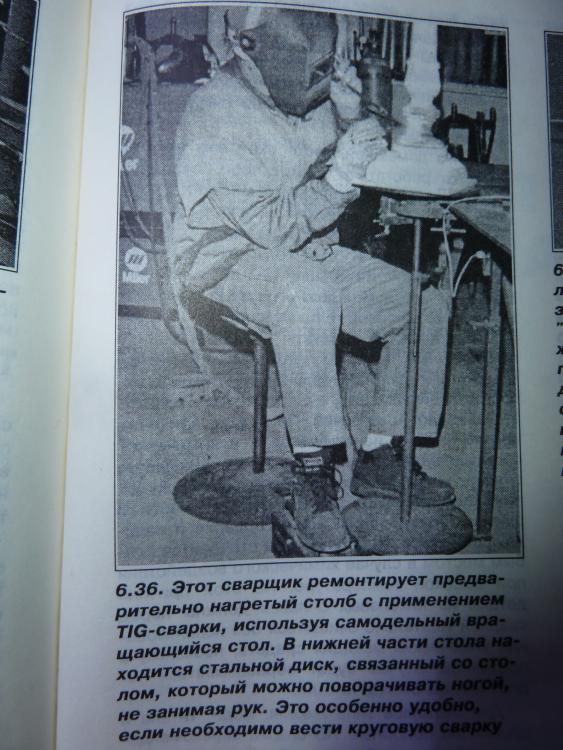
Просто и сердито, но предлагаю небольшую модернизацию отказаться от привода ручного и перейти на ножной.
-
waha , bader , просто Я , Сергейб3 , mishgan100 , С Днем Рождения!!!
-
Да трасс от маркера более чем , удачной работы и пусть фартуна будет рядом.
-
Как всегда на высшем уровне
-
Ух эти Газели , когда хоть научатся нормальные крепления делать интеркулера да и радиатора .
-
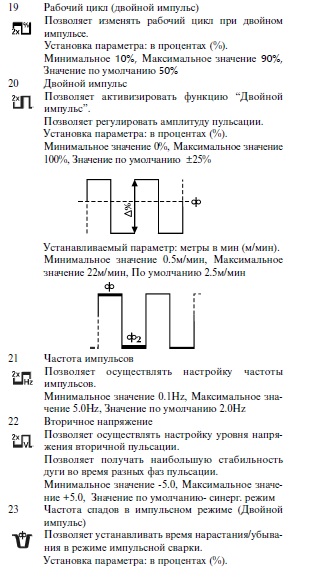
Да по разному , где жестко забит второй импульс и изменить доп. настройки можно только через программу , у других можно делать это прямо с аппарата. Что касается удлинения- укорачивания дуги в двойном импульсе , я думаю все это зависит от доп настроек и разницы напряжения и подачи проволоки между первым и вторым импульсом. Что касается что лучше жестко забитые или с возможностью доп. настроек , вопрос сложный и не однозначный . Вот например с жестко забитыми параметрами Merkle практически всегда готов к работе и минимально время перенастроек. Selco ПА позволяют творить со вторым да и с первым импульсом что угодно , но на это нужно время да если еще не особо знаком с этими режимами то можно вообще запутаться , но в Selco предусмотрели такой исход и сделали нажатием одной кнопки аппарат переходит в заводские настройки. https://www.youtube.com/watch?v=qlOF8mxIp_8
-
Не переживай, есть еще такие горячие клиенты которые наорут но быстро отходят. В лихии 90е работал на автосервисе , так вот был один клиент он постоянно скандалил по любому поводу как то раз ему маляры девятку покрасили он приехал и нашел царапину и пошел орать я сожгу этот сервис ну и так далее и сел в машину и уехал. Через час приехал с двумя ящиками пива и пирожков полведра привез и устроил банкет . Ему маляры говорят мы царапину полернули , а он в ответ да хрен с этой царапиной да и девяткой тоже все равно через неделю у вас буду или что то оторву на машине или разобью. В общем вечный клиент.
- 27 ответов
-
- 11
-

-
@Георгий 11, Георгий ну поддон новый он похоже еще не купил если пришел скандалить со старым да в масле. В общем если появиться завари ему поддон задаром и сразу объяви что ты больше для него не сварщик. Ели бы пришел по человечески и сказал что вот от куда то еще трещина вылезла то и разговор другой да я и без платно заварил бы такому , но со скандалистами только как выше написал.
-
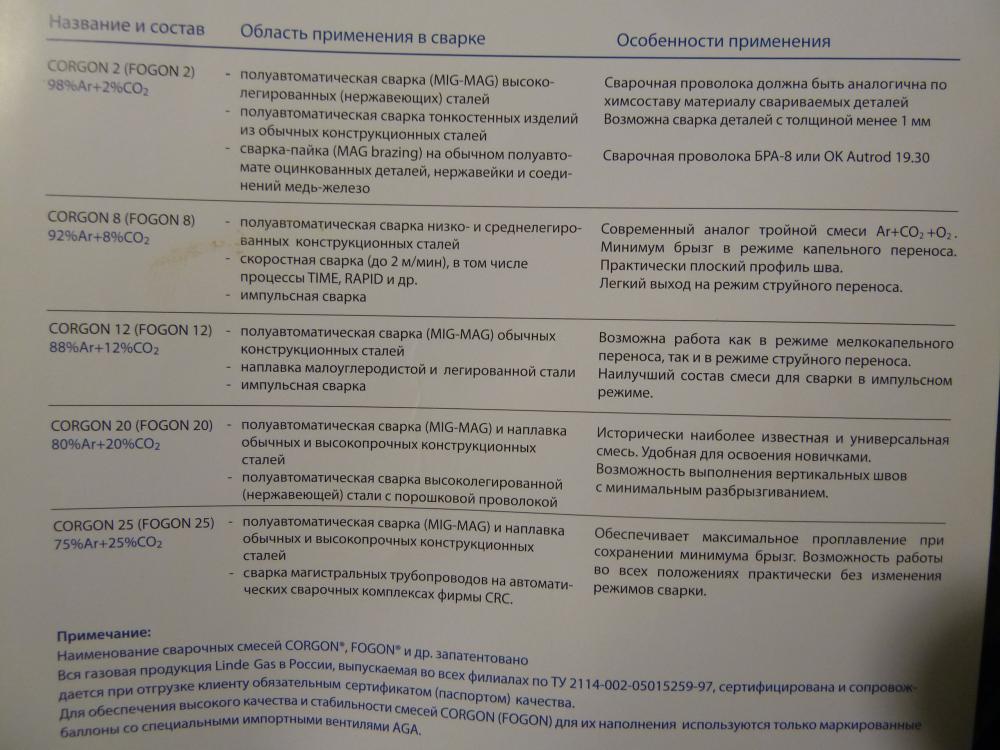
Суть различий описать довольно трудно, лучше глазами сравнение по швам делать. А что в программе нет такой смеси не беда и все исправляется коррекцией напряжения или подачей проволоки . Не знаю как на Lorch , на моем можно переключиться с коррекции напряжения на коррекцию подачи , но смысл один и тот же , хотя мне больше нравиться коррекция подачи проволоки она как бы точнее работает.
-
@Леха ибн ИВАНЫЧ, Пока нет, но где продают сказали что все подберут в зависимости от задачи и нагрузок , но и нет пока крутилки, только один редуктор, и картинка в голове какой должна быть крутилка . Видится универсальной , чтобы можно было и вертикально и горизонтально покрутить детальки и довольно длинные если подкатить тележечку с дополнительными роликами . Хотя у меня какую выше показал тоже умеет вставать вертикально и в горизонт да в обе стороны и больше чем на 90 градусов.
-
Речь про корень шла и я не вижу разности иерархии при сварке трубы и листового корня ,даже положение сварки могут совпадать. Про прибавку газа , но все в разумных приделах и для защиты и для чешуек , конечно если 6атм запустить в горелку то и шва можно и не найти.
-
Владимир ну я же сказал что ваш инструмент 95% успеха. В своем я уже и не помню сколь забито , Фото более раннего аппарата показал и он кстати не чем не уступит и моему. Я вообще иногда эксперименты делаю например поставлю CuSi3 на дисплее , а в аппарате проволока АМГ стоит и бывает попадаешь и сварка да и шов лучше чем в родной для АМГ программе, все зависит от задачи в CuSi3 и не только в ней более жесткий импульс (другой формы) вот я им и пользуюсь но только на АМГ.
-
Ну это не совсем так https://www.youtube.com/watch?v=wzCECYJS0Q8 Поверь будет также прекрасно как в линейном, я свой постоянно обманываю , правда потом извинения прошу у него .
-
Вот она родная под тонкие работы , кстати ей можно и потолще металл запросто варить. http://www.svaga.ru/shop/product/view/57/586
-
Дима стоит , а что в программе нет 0.6ММ выставляй 0,8мм и напряжением корректируй , то есть обманут злодея "немца" Владимир по сварке да нет там особых отличий , и вот на аппарате даже просто стоит CrNi а дальше установка параметров сварки и если нужно коррекция , не даром ее сделали в аппарате а не жесткую синергию забили.
-
И не обязательно перпендикулярно это относиться особо к тонкому угол вперед или назад спасает нас и тонкую нерж. от прожегов, а что касается газовой защиты то у вас ротаметр стоит и можно прибавить газу он в МИГ может достигать раза в три больших расходов чем в ТИГ.
-
инструмент.... как говорил мой наставник инструмент- 90% успеха,Владимир у тебя иструмент в виде Lorch 95% успеха и 1,5мм и даже 1мм справиться на ура. Учись учись и каждый день горелочку в руки на полчаса и лучше учителя не найдешь. Что касается настроек, нерж. проволока ну очень любит собираться в большой шарик , вот и надо подобрать импульс чтобы она этого не делала тогда и брызг не будет и шов достойный. Что касается сварки 1-1,5мм то лучше под такую толщину проволоку 0,6мм и настройки упростятся и капли будут четко слетать импульс - капля полетела еще один и снова полетела, а вот уже с 0,8мм могут быть сбои а отсюда шов не красавец , брызги .
-
Хороший полуавтоматчик так же как и хороший ручник тянет горелку на себя и от себя и при этом качество шва не страдает , ну а про зазоры помолчу. Главное настроит инструмент а остальное дело техники рук. https://www.youtube.com/watch?v=Oz9HNSaDPU4 https://www.youtube.com/watch?v=IoEGUqcjcUk
-
Я вот пока и не знаю этого , да и не разбираюсь в них. Но план есть и он таков , собрать всю механику и уже потом подбирать что то под нее.
-
Нет такую не пробовал , в аппарате забито много порошковых но что то я их пропускал .