selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
 Вот варил подобное , привозил клиент после "жесткой посадки" . Гнуть и варить так просто не получиться , она у них разборная должна быть и вот что мне привозили собирается на пластиковые вставки. Еще переваривал ему раму где сидит "пилот" , заводские швы класс я бы с такими и по земле не сел в такую раму. И с этой рамой была засада , движок должен стоять и сориентирован на раме правильно иначе "самолет" начинает летать с "перекосом " , пришлось аж три раза переваривать ему. Я ему уже говорю тащи движок ко мне и будем варить по месту . Движок конечно не привез , так поймали размер. Недавно звонил и просил новую раму сварить , материал его АМГ или АД это он еще не решил , но не знаю возьмусь аль нет еще . По цене это изделие будет дороже стоить так как я или какой другой сварщик несет ответственность за изделие которое будет провожать взглядом в "синеву". А вообще мне сам клиент этот говорил фирмы которые занимаются изготовлением таких вещей дерут бешенные деньги . http://websvarka.ru/talk/topic/1567-budni-svarschika-s-illiustratciiami/?p=138051
Вот варил подобное , привозил клиент после "жесткой посадки" . Гнуть и варить так просто не получиться , она у них разборная должна быть и вот что мне привозили собирается на пластиковые вставки. Еще переваривал ему раму где сидит "пилот" , заводские швы класс я бы с такими и по земле не сел в такую раму. И с этой рамой была засада , движок должен стоять и сориентирован на раме правильно иначе "самолет" начинает летать с "перекосом " , пришлось аж три раза переваривать ему. Я ему уже говорю тащи движок ко мне и будем варить по месту . Движок конечно не привез , так поймали размер. Недавно звонил и просил новую раму сварить , материал его АМГ или АД это он еще не решил , но не знаю возьмусь аль нет еще . По цене это изделие будет дороже стоить так как я или какой другой сварщик несет ответственность за изделие которое будет провожать взглядом в "синеву". А вообще мне сам клиент этот говорил фирмы которые занимаются изготовлением таких вещей дерут бешенные деньги . http://websvarka.ru/talk/topic/1567-budni-svarschika-s-illiustratciiami/?p=138051 -
http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=155292
-
gyrza С Днем Рождения!!!
-
Крепление подножки с американца , под подушкой сгнило насквозь и пришлось травить и фрезой вычищать и наваривать по новой .

-
С ЗАщИТННЫМ кожухом и за этим (по крайней мере у нас на заводе ) пристально следила охрана труда и если находила нарушения то начальник цеха решался "квартальной премии" а иногда и 13 зарплаты. Так что начальник цеха не просиживал штаны в своем кабинете , а раза два три в течении рабочего дня пробегал по цеху и присматривал за "своими премиями".
-
Костя но для трубы согласен она же выполняет роль защиты самое оно и защита в трубе конечно мешать будет .
-
Не чего получается но это Тиг , Миг дуга более стремительна и ярче . Может еще от флешки вставленной качество зависит. Когда покупал свой зеркальный Nikon 7000 и в него вставляется две флешки сразу , так вот и флешки специальные высокоскоростные и дорогие предназначенные для высокоскоростной фотосъемки , иначе с простыми сказали качества фото и видео будет плохим. Ну это же Panasonic и камера или фотик для них не проблема , прочем как и сварка и скорее всего на АС токе .
-
@Точмаш 23, Новичок (имя плохо нет в нике) и Костя , немедленно сделайте защиту под свои преспособы , опасно так работать . Я знаю двух людей которым просто пробивало череп , но на их стороне был "бог" и остались жить на этом свете правда с титановыми пластинами в черепе. А сколь погибло о таких пуль.
-
штурман 001 Владимир ты тоже мартовский ... С Днем Рождения!!!
-
Вот вам правильно вопрос задали. Нахлест вам в помощь и побольше времени на затухание дуги , дуга будет плавно затухать и кратер должен пропасть.
-
Ну какое здесь усложнение , вот так приблизительно взять и сделать , кстати на фото стаканчик из 0,8мм . И с колечком можно все сделать по высшему уровню. Это я вам отписал как можно решить поставленную вами задачу так сказать " народными средствами" , что касается меня то я бы и не стал заморачиваться с колечками и стаканчиками , а просто приварил бы заглушку . Есть еще один способ с одним швом , это уже не "народные средства" , обратиться к токарю и выточить заглушку в виде стаканчика с заглублением дна на 15мм и на дне пару тройку миллиметров на центровку по трубе и кольцевой одиночный шов не представляющий не каких трудностей.
-
Делаете сварную заглушку то есть к заглушке привариваете согнутое колечко высотой 15мм и вставляете в трубу и обвариваете уже не в глубине трубы а на торце что гораздо легче. Второй вариант гнете колечко из проволоки 2мм (можно электрод отбить и почистить ) и привариваете его с наружи к заглушке потом подгоняете по трубе и вставляете в трубу на нужную глубину и обвариваете по кругу (проволока будет выполнять роль присадки) , да сопло поменьше диаметром возьмите для удобства
-
Нормально все, подается без проблем так же как и 5356.
-
Так оно наверное и есть , но для своего успокоения можно поставить перед ротаметрами или после них , с инжектором на редукторах предется разные давления выставлять .
-
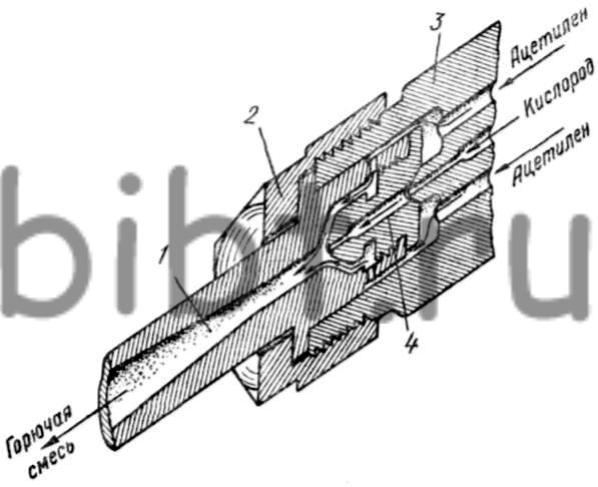
Ребята да не нужны эти все таблицы и проценты. Я поступаю проще , на своем доморощенном смесители с китайскими ротаметрами выставляю примерно что мне надо и далее вызываю в гараж жену или внука , зажигаю дугу а жена или внук по моей команде корректируют подмешиваемый газ на одном из ротаметров и как меня все устраивает это даже по дуге слышно я прошу больше не чего не крутить. А вообще хочу вот такие ротаметры 300мм длины но они относительно не дешевы ( кстати их на фирме могут проградуировать в требуемый газ,но конечно за деньги ) но зато очень точны и нужно их минимум 3шт а лучше 4 шт (один на общий расход газа) и сотворить инжектор один газ задающий остальные подсасываются инжектором вот примерно образец от горелки и обратные клапана чтобы из баллона в баллон не перетекал , водород он уж больно текуч так и норовит отыскать куды ему убежать. Кстати с водородом очень осторожно обращайтесь и вот наполнение трех литровой банки должно проходить со особой осторожностью. Ну и все пожалуй смесь можно с таким смесителем любую под вас и ваш ПА и ваши вкусы а они у всех разняться. И не какой электроники , для Алексея она хорошо а кто в ней не понимает то и не стоит заморачиваться.
-
Да можно и тем и тем , самое главное надо понимать что тебе хочется. 4043, 4047 спасает когда трещит сплав , 5356 прочность самого шва но это не гарантирует что будет держаться крепче чем на 4043. 5183 и 5087 лучшие результаты дает на сварке полуавтоматом супротив 5356 , меньше копоти и пор и шов намного приличнее выглядит, да и к коррозии они более стойки. http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/
-
Это уже по нашей тематике http://www.youtube.com/watch?v=AgMVC2w-tRU http://www.youtube.com/watch?v=izn8Hm1GFMo
-
Надо у него поспрашивать про съемку дуги. Попробую ка я ему отписать пусть уму разуму сварщиков в фото деле научит . Мы в долгу не останемся, научим его сварке или трещины на дорогих тушках зеркалок подварим если надо будет. http://www.youtube.com/watch?v=q40GKgB_0Qk http://www.youtube.com/watch?v=JMJp9kFudNA
-
Михаил, только мечтаю о таком и пока не купил. 200 кадров в секунду нормально будет и чтобы макро хороший был . А вот маска хамелион все испортит и искажения идут (фотик электроника и маска тоже электронная и друг другу мешают наводками) , лучше простую или еще лучше специальный фильтр. Большой зеркальный есть NIKON 7000 но его жаль на съемку сварки да и габариты у него большие http://www.youtube.com/watch?v=ww4IQ8MJwdQ http://www.youtube.com/watch?v=Gc9l2HzqMns
-
@медведь69, Подглядите здесь и решите сами все зависит от региона да и от жадности заказчика. http://svarka-luxe.ru/price/
-
Василий привет!!! Класс , но что то KAWASAKI (кстати по Япони это вроде "Лягушка" и цвет зеленый у этой фирмы ) смахивает на Ковровскую Сову , правда переднее колесо точно не Совы. Ну все равно здорово. У моего племянника КТМ , это трактор и убийца он требует намного больше сил для управления. А вот Япошки более мягкие характером и лояльны к гонщику, а KAWASAKI это мечта когда было 20-30 лет , но тогда они не доступны были нам. Во,, года уже не под КТМ и кувырнул он меня
-
Плохо не знаем как вас звать и с какого города? Я вам отписал и про импульс и линейный режим в ЛС и главный акцент сделал на тренировки и приобретения хоть минимального опыта . Конечно я вас понимаю (сам таков был) хочется сразу детали варить и не просто варить а красиво , но но увы без опыта не получится и нужно хоть немного набить руку и привыкнуть к аппарату а они все немного разные и со своим характером, даже одной фирмы .
-
Вадим ++++ , соплей не должно быть и их не вычистишь с длинного коллектора вот поэтому импульс режим предпочтительнее. Придется видео снимать алюминий трубы сварка в импульсе и с разными настройками.
-
Хозяин барин и вправе выбирать сам , тем паче у него выбор огромен. Я бы наверное своей любимой АГНИ эту работу делал. Ой не знаю каковы настройки импульса на вашем аппарате. На своем я бы мог и 220А поставить пик а базу 10А но пик бы у меня 30% в работе находился а база 70% , а мог бы и 110А пик и 55А базу и время действия 50%х50% . На моем есть еще функция жесткого импульса это когда пик меняется на базу быстро и есть функция где я могу растянуть импульс с базой и сделать плавный спад-подъем. Так что рекомендации здесь не помогут, вам надо самому подобрать комфортное значение для вас и здесь нужны пробы и сравнения . Что можно только посоветовать так это частоту высокую не делайте иначе не будете поспевать за ней , ориентируйтесь на такову частоту от 0,5гц до 1гц . Но у вас и шов линейный, а вот трубу ему еще и горелку нужно будет ориентировать по трубе , так что пробы и еще раз пробы и только потом сварка изделия.
-
Такие не попадались , но попадался такой же Г. материал дающий черноту в начале сварки. Действовал так почистил шуриком со щеткой (вы разделку сделали но пройдитесь щеткой и снимите покрытие рядом со швом ) и на большом токе быстрая прихватка с добавкой проволоки 1,2мм 4047 но можно и 4043 , если удастся поставить прихватку то дальше дело техники , подчищаете черноту и начинайте от прихватки делать шов .